
Evolution of the Olive Oil Industry along the Entire Production Chain and Related Waste Management


Abstract
:1. Introduction
2. Methodology
3. Production Technologies
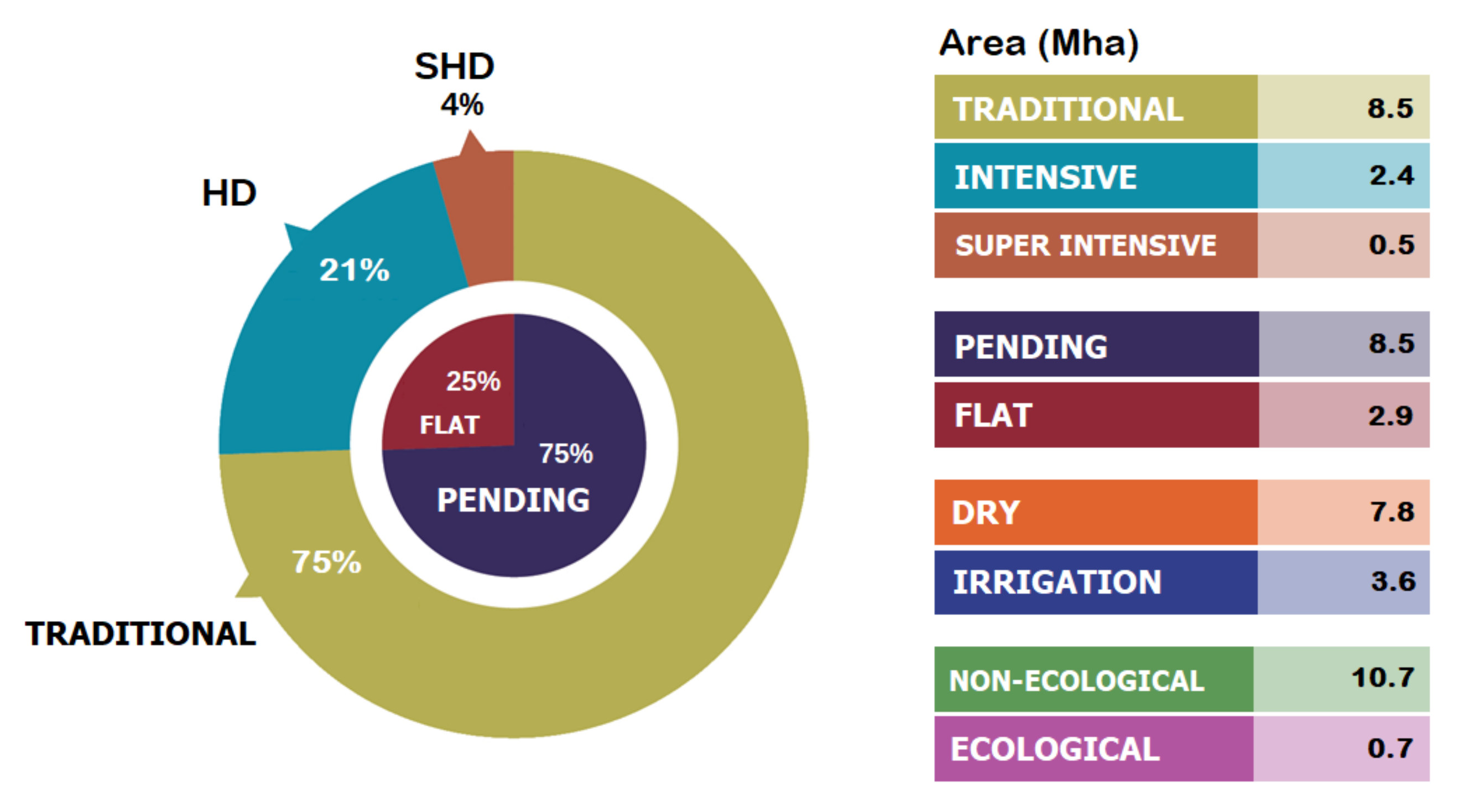
3.1. Production of Olives for the Oil Supply Chain
- The increase in production yields per unit area.
- The reduction of unit production costs through mechanization.
- The need to adapt to changes in the collection and cultivation by-products.
- The trend towards industrialization of the sector.
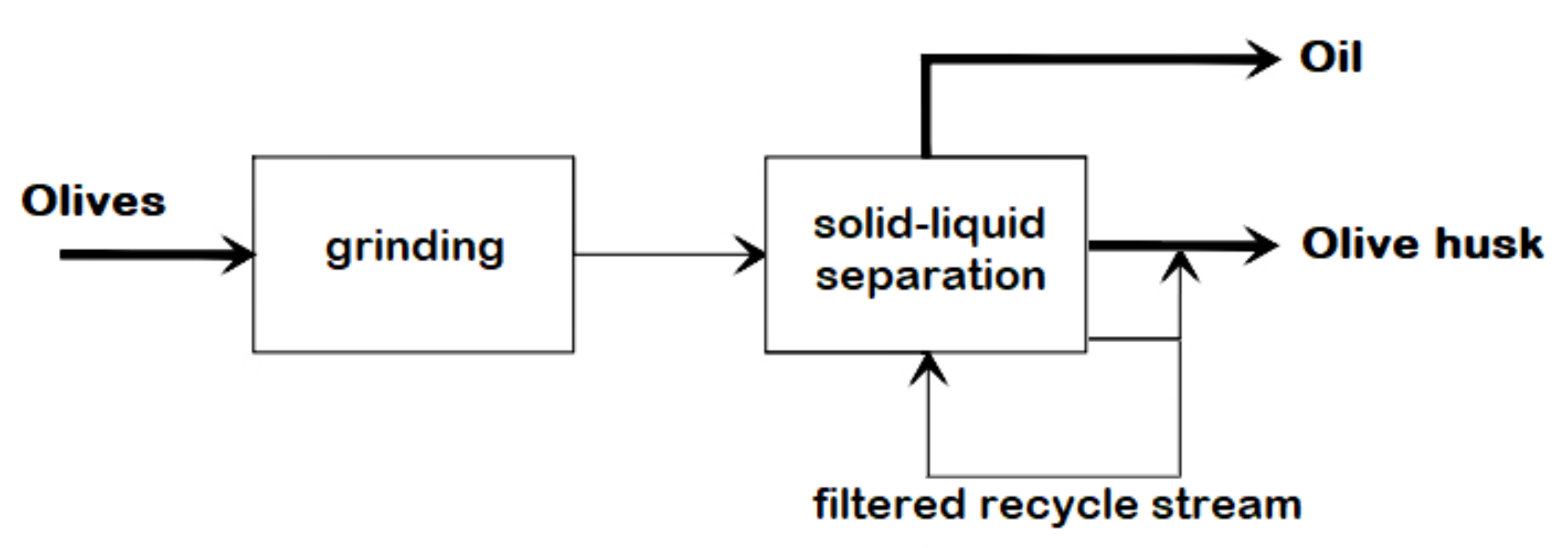
3.2. Processing Olives into Oil
- Washing, carried out with water to remove any residues of pesticides and woody and inorganic debris. Leaves, dust, and other light debris are removed in advance by blowing air.
- Malaxation, consisting in stirring, slowly and gently, the material obtained from the grinding to aggregate the oil dispersed between the aqueous and solid phases in drops for subsequent separation. Malaxation lasts about an hour, during which it is necessary to avoid the oxidation of polyphenols and control the release of volatile compounds that affect the olfactory quality of the final product [65]. For this purpose, modern machines are hermetic and allowed to operate in a controlled atmosphere or under a vacuum. Other modern measures concern light and rapid heating of the dough with non-traditional technologies and possibly the preventive de-stoning of the olives [66,67,68,69,70].
- Weighing.
- Temporary storage in stainless steel barrels.
- Final packaging in glass or metal containers (labelled and ready for marketing).
4. Technologies and Practice of Disposal
- Olive growing is rapidly evolving towards HD and SHD cultivation systems on non-marginal and irrigable land with a size suitable for profitable agro-industrial activity.
- For more than fifty years, traditional mills have been disappearing in favour of continuous centrifugal decanters, having a significantly higher potentiality, consistent with the evolution of olive production systems.
- Since the pomace of the two-phase or similar mills is very wet, the extraction of the residual oil is no longer economically convenient, and the pomace oil extraction plants will become less useful.
- The size and type of new olive groves and cultivation methods must provide for the mechanized harvesting of pruning that will become available to treatment along with the solid waste (SOMW) resulting from modern olive oil production.
4.1. Anaerobic Digestion
4.2. Composting
4.3. Thermal Treatments
4.4. Hydrothermal Treatments
4.5. Process Integration and Biorefinery
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kummu, M.; de Moel, H.; Porkka, M.; Siebert, S.; Varis, O.; Ward, P.J. Lost food, wasted resources: Global food supply chain losses and their impacts on freshwater, cropland, and fertiliser use. Sci. Total Environ. 2012, 438, 477–489. [Google Scholar] [CrossRef] [PubMed]
- Zimon, D.; Madzik, P.; Domingues, P. Development of key processes along the supply chain by implementing the ISO 22000 standard. Sustainability 2020, 12, 6176. [Google Scholar] [CrossRef]
- Papargyropoulou, E.; Lozano, R.; Steinberger, J.; Wright, N.; Ujang, Z. Bin The food waste hierarchy as a framework for the management of food surplus and food waste. J. Clean. Prod. 2014, 76, 106–115. [Google Scholar] [CrossRef]
- Di Giacomo, G.; Gallifuoco, A.; Scimia, F.; Taglieri, L. Food quality, food packaging and food waste reduction. In Proceedings of the 15th International Conference on Food Processing & Technology, Rome, Italy, 27–29 October 2016. [Google Scholar]
- First Circular Economy Action Plan. Available online: https://ec.europa.eu/environment/topics/circular-economy/first-circular-economy-action-plan_en (accessed on 27 December 2021).
- H2020 Project—Ref. Ares(2019)4112037, Grant agreement number 818312. In Unlocking New Value from Urban Bioeaste; European Biomass Industry Association: Brussels, Belgium, 2019.
- EEA Report N°04/2020. In Bio-Waste in Europe-Turning Challenges into Opportunities; Publications Office of the European Union: Luxembourg, 2020.
- Hirst, K.K. ThoughtCo. Available online: https://www.thoughtco.com/k-kris-hirst-166730 (accessed on 22 September 2021).
- Bartolini, G. Classification, Origin, Diffusion and History of the Olive; Food & Agriculture Organization (FAO): Rome, Italy, 2002. [Google Scholar]
- Vossen, P. Olive Oil: History, Production, and Characteristics of the World’s Classic Oils. HortScience 2007, 42, 1093–1100. [Google Scholar] [CrossRef] [Green Version]
- Galili, E.; Langgut, D.; Terral, J.F.; Barazani, O.; Dag, A.; Kolska Horwitz, L.; Ogloblin Ramirez, I.; Rosen, B.; Weinstein-Evron, M.; Chaim, S.; et al. Early production of table olives at a mid-7th millennium BP submerged site off the Carmel coast (Israel). Sci. Rep. 2021, 11, 1–15. [Google Scholar] [CrossRef]
- Sánchez-Martínez, J.D.; Garrido-Almonacid, A. Olive cultivation in the era of globalization. Sci. Technol. Dev. J. Soc. Sci. Humanit. 2019, 2, 60–71. [Google Scholar] [CrossRef] [Green Version]
- Fiorino, P. L’evoluzione globale dell’ovicoltura. In Proceedings of the “L’olivo e il suo olio” Conference, Rome, Italy, 16 December 2008. [Google Scholar]
- L’Arca Olearia. Le Nuove Frontiere Dell’ovicoltura. Available online: https://www.teatronaturale.it/strettamente-tecnico/l-arca-olearia/4888-le-nuove-frontiere-della.htm (accessed on 23 September 2021).
- Tamasi, G.; Bonechi, C.; Belyakova, A.; Pardini, A.; Rossi, C. The olive tree, a source of antioxidant compounds. J. Siena Acad. Sci. 2017, 8, 10–29. [Google Scholar] [CrossRef] [Green Version]
- FAO (Food and Agriculture Organization of United Nations). Available online: http://www.fao.org/home/en/?source=tuolamx (accessed on 29 September 2021).
- Pereira Benitez, J.E. International Olive Growing; Fundación Caja Rural de Jaén: La Carolina, Spain, 2018. [Google Scholar]
- Vilar, J.; Pereira, J.E. Informe Caja Rural de jaén Sobre Coyuntura Para la Olivicultura. Available online: https://www.juanvilar.com/informe-caja-rural-jaen-coyuntura-la-olivicultura/ (accessed on 23 September 2021).
- Dawson, D. Global Olive Oil Production Will Reach 4.4M Tons by 2050, Expert Projects. Available online: https://www.oliveoiltimes.com/world/global-olive-oil-production-reach-4-million-tons-by-2050/101131 (accessed on 15 December 2021).
- Ghanbari, R.; Anwar, F.; Alkharfy, K.M.; Gilani, A.H.; Saari, N. Valuable nutrients and functional bioactives in different parts of olive (Olea europaea L.)—A review. Int. J. Mol. Sci. 2012, 13, 3291–3340. [Google Scholar] [CrossRef]
- Difference between Traditional, Intensive and SHD Olive Grove. Available online: https://livitaplus.com/traditional-intensive-olive/?lang=en (accessed on 27 September 2021).
- Russo, C.; Cappelletti, G.M.; Nicoletti, G.M.; Di Noia, A.E.; Michalopoulos, G. Comparison of European olive production systems. Sustainability 2016, 8, 825. [Google Scholar] [CrossRef] [Green Version]
- Olivae 126 English Edition; International Olive Council: Madrid, Spain, 2019.
- Ornek, E.R.; Gündoğdu, M.A.; Seker, M. Comparison of olive oil chemical characteristics of some local olive genotypes. In Proceedings of the 1st International Symposium on Biodiversity Research, Çanakkale, Turkey, 2–4 May 2019; pp. 11–21. [Google Scholar]
- Bianchi, G. Lipids and phenols in table olives. Eur. J. Lipid Sci. Technol. 2003, 105, 229–242. [Google Scholar] [CrossRef]
- Velázquez-Martí, B.; Fernández-González, E.; López-Cortés, I.; Salazar-Hernández, D.M. Quantification of the residual biomass obtained from pruning of trees in Mediterranean olive groves. Biomass Bioenergy 2011, 35, 3208–3217. [Google Scholar] [CrossRef]
- Di Giacomo, G.; Taglieri, L. Renewable energy benefits with conversion of woody residues to pellets. Energy 2009, 34, 724–731. [Google Scholar] [CrossRef]
- Sciubba, F.; Chronopoulou, L.; Pizzichini, D.; Lionetti, V.; Fontana, C.; Aromolo, R.; Socciarelli, S.; Gambelli, L.; Bartolacci, B.; Finotti, E.; et al. Olive mill wastes: A source of bioactive molecules for plant growth and protection against pathogens. Biology 2020, 9, 450. [Google Scholar] [CrossRef]
- Ntougias, S.; Bourtzis, K.; Tsiamis, G. The microbiology of olive mill wastes. Biomed Res. Int. 2013, 2013, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Ruiz, E.; Romero-García, J.M.; Romero, I.; Manzanares, P.; Negro, M.J.; Castro, E. Olive-derived biomass as a source of energy and chemicals. Biofuels Bioprod. Biorefin. 2017, 11, 1077–1094. [Google Scholar] [CrossRef]
- International Olive Council. Available online: https://www.internationaloliveoil.org/ (accessed on 19 September 2021).
- Tamimi, N.; Diehl, D.; Njoum, M.; Marei, A.; Schaumann, G.E. Effects of olive mill wastewater disposal on soil: Interaction mechanisms during different seasons. J. Hydrol. Hydromech. 2016, 64, 176–195. [Google Scholar] [CrossRef] [Green Version]
- Niaounakis, M.; Halvadakis, C.P. Olive Processing Waste Management, 2nd ed.; Pergamon: Oxford, UK, 2006. [Google Scholar]
- Di Giovacchino, L. Tecnologie di Lavorazione Delle Olive in Frantoio. Rese di Estrazione e Qualità dell’olio; Tecniche Nuove: Milano, Italy, 2010. [Google Scholar]
- Martinez, J.M.B. World Olive Encyclopedia; International Olive Counsil, Ed.; World Olive Counci: Madrid, Spain, 1996. [Google Scholar]
- Galanakis, C.M. Olive Mill Waste: Recent Advances for Sustainable Management; Elsevier Science Publishing Co., Inc.: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Alpi, A.; Nanni, P.; Vincenzini, M. Olivo, Olivicoltura, Olio di Oliva. Guardando al Futuro; Polistampa: Firenze, Italy, 2021. [Google Scholar]
- Torrecilla, J.S. The Olive: Its Processing and Waste Management; Nova Science Publishers, Inc.: Hauppauge, NY, USA, 2010. [Google Scholar]
- Blatchly, R.; Delen, Z.; O’Hara, P. The Chemical Story of Olive Oil: From Grove to Table; Royal Society of Chemistry: London, UK, 2017. [Google Scholar]
- Aparicio, R.; Harwood, J. Handbook of Olive Oil: Analysis and Properties; Springer: Berlin, Germany, 2013. [Google Scholar]
- Corrigan, J.D. Olive Oil and Health, 1st ed.; Nova Biomedical: Cheshire, UK, 2010. [Google Scholar]
- Doula, M.K.; Tinivella, F.; Moreno-Ortego, J.L.; Kavvadias, V.; Sarris, A.; Theocharopoulos, S.; Sanchez-Monedero, M.; Elaiopoulos, K. Good Practices for the Agronomic Use of Olive Mill Wastes; Doula, M.K., Ed.; Prosodol: Crete, Greece, 2012. [Google Scholar]
- Khdair, A.; Abu-Rumman, G. Sustainable environmental management and valorization options for olive mill byproducts in the Middle East and North Africa (MENA) region. Processes 2020, 8, 671. [Google Scholar] [CrossRef]
- Azbar, N.; Bayram, A.; Filibeli, A.; Muezzinoglu, A.; Sengul, F.; Ozer, A. A review of waste management options in olive oil production. Crit. Rev. Environ. Sci. Technol. 2004, 34, 209–247. [Google Scholar] [CrossRef]
- Messineo, A.; Maniscalco, M.P.; Volpe, R. Biomethane recovery from olive mill residues through anaerobic digestion: A review of the state of the art technology. Sci. Total Environ. 2020, 703, 135508. [Google Scholar] [CrossRef]
- Medouni-Haroune, L.; Zaidi, F.; Medouni-Adrar, S.; Kecha, M. Olive Pomace: From An Olive Mill Waste To A Resource, An Overview Of The New Treatments. J. Crit. Rev. 2018, 5, 1–6. [Google Scholar] [CrossRef]
- Muktadirul Bari Chowdhury, A.K.M.; Akratos, C.S.; Vayenas, D.V.; Pavlou, S. Olive mill waste composting: A review. Int. Biodeterior. Biodegrad. 2013, 85, 108–119. [Google Scholar] [CrossRef]
- Pardo, T.; Bernal, P.; Clemente, R. Chapter 9—The use of olive mill waste to promote phytoremediation. In Olive Mill Waste; Elsevier Science Publishing Co., Inc.: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Hanifi, S.; El Hadrami, I. Olive mill wastewaters: Diversity of the fatal product in olive oil industry and its valorisation as agronomical amendment of poor soils: A review. J. Agron. 2009, 8, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Guida, M.Y.; Hannioui, A. A review on thermochemical treatment of biomass: Pyrolysis of olive mill wastes in comparison with other types of biomass. Prog. Agric. Eng. Sci. 2016, 12, 1–23. [Google Scholar] [CrossRef] [Green Version]
- Christoforou, E.; Fokaides, P.A. A review of olive mill solid wastes to energy utilization techniques. Waste Manag. 2016, 49, 346–363. [Google Scholar] [CrossRef]
- Donner, M.; Radić, I. Innovative circular business models in the olive oil sector for sustainable mediterranean agrifood systems. Sustainability 2021, 13, 2588. [Google Scholar] [CrossRef]
- Zipori, I.; Erel, R.; Yermiyahu, U.; Bengal, A.; Dag, A. Sustainable management of olive orchard nutrition: A review. Agriculture 2020, 10, 11. [Google Scholar] [CrossRef] [Green Version]
- Ouazzane, H.; Laajine, F.; El Yamani, M.; El Hilaly, J.; Rharrabti, Y.; Amarouch, M.Y.; Mazouzi, D. Olive mill solid waste characterization and recycling opportunities: A review. J. Mater. Environ. Sci. 2017, 8, 2632–2650. [Google Scholar]
- Ahmed, P.M.; Fernández, P.M.; de Figueroa, L.I.C.; Pajot, H.F. Exploitation alternatives of olive mill wastewater: Production of value-added compounds useful for industry and agriculture. Biofuel Res. J. 2019, 6, 980–994. [Google Scholar] [CrossRef]
- Taguas, E.V.; Marín-Moreno, V.; Díez, C.M.; Mateos, L.; Barranco, D.; Mesas-Carrascosa, F.J.; Pérez, R.; García-Ferrer, A.; Quero, J.L. Opportunities of super high-density olive orchard to improve soil quality: Management guidelines for application of pruning residues. J. Environ. Manag. 2021, 293, 112785. [Google Scholar] [CrossRef] [PubMed]
- Di Giovacchino, L. Technological aspects. In Handbook of Olive Oil: Analysis and Properties; Springer Science & Business Media: Berlin, Germany, 2013. [Google Scholar]
- Paul, V. Organic Olive Production Manual; Agriculture and Natural Resources, Ed.; UCANR Publications: Davis, CA, USA, 2017. [Google Scholar]
- DeAndreis, P. Modern Olive Growing Starting to Overtake Traditional Methods. Available online: https://www.oliveoiltimes.com/world/modern-olive-growing-starting-to-overtake-traditional-methods/88625 (accessed on 25 September 2021).
- Lo Bianco, R.; Proietti, P.; Regni, L.; Caruso, T. Planting systems for modern olive growing: Strengths and weaknesses. Agriculture 2021, 11, 494. [Google Scholar] [CrossRef]
- Hermoso Fernández, M. Elaboración de aceites de oliva de calidad. Obtención por el sistema de dos fases; Pesca, C.D.A.Y., Ed.; Consejería de Agricultura y Pesca: Seville, Spain, 1998. [Google Scholar]
- Rodis, P.S.; Karathanos, V.T.; Mantzavinou, A. Partitioning of olive oil antioxidants between oil and water phases. J. Agric. Food Chem. 2002, 50, 596–601. [Google Scholar] [CrossRef]
- Servili, M.; Esposto, S.; Taticchi, A.; Urbani, S.; Di Maio, I.; Veneziani, G.; Selvaggini, R. New approaches to virgin olive oil quality, technology, and by-products valorization. Eur. J. Lipid Sci. Technol. 2015, 117, 1882–1892. [Google Scholar] [CrossRef]
- Servili, M.; Taticchi, A.; Esposto, S.; Urbani, S.; Selvaggini, R.; Montedoro, G.F. Effect of olive stoning on the volatile and phenolic composition of virgin olive oil. J. Agric. Food Chem. 2007, 55, 7028–7035. [Google Scholar] [CrossRef]
- Angerosa, F.; Servili, M.; Selvaggini, R.; Taticchi, A.; Esposto, S.; Montedoro, G. Volatile compounds in virgin olive oil: Occurrence and their relationship with the quality. J. Chromatogr. A 2004, 1054, 17–31. [Google Scholar] [CrossRef]
- Tamborrino, A.; Clodoveo, M.L.; Leone, A.; Amirante, P.; Paice, A.G. The Malaxation Process: Influence on Olive Oil Quality and the Effect of the Control of Oxygen Concentration in Virgin Olive Oil. In Olives and Olive Oil in Health and Disease Prevention; Academic Press: Cambridge, MA, USA, 2010. [Google Scholar]
- Amirante, P.; Clodoveo, M.L.; Dugo, G.; Leone, A.; Tamborrino, A. Advance technology in virgin olive oil production from traditional and de-stoned pastes: Influence of the introduction of a heat exchanger on oil quality. Food Chem. 2006, 98, 797–805. [Google Scholar] [CrossRef]
- Di Giovacchino, L.; Sestili, S.; Di Vincenzo, D. Influence of olive processing on virgin olive oil quality. Eur. J. Lipid Sci. Technol. 2002, 104, 587–601. [Google Scholar] [CrossRef]
- Zuccardi, J.M.; Bonino, F.A. Methods and Devices to Extract Oil from Oily Fruits. U.S. Patent N° 20210169097, 13 May 2021. [Google Scholar]
- Alfa Laval Copenhagen A/S. Methods and Devices to Extract Oil from Oily Fruits. A.U. Patent N° 2018335949, 28 March 2019.
- Alba-Mendoza, J. Elaboración de Aceite de Oliva Virgin. El Cultivo del Olivo, 4th ed.; Ediciones MundiPrensa: Madrid, Spain, 2001; pp. 551–587. [Google Scholar]
- Di Giovacchino, L.; Solinas, M.; Brandani, V.; Del Re, G.; Di Giacomo, G. Risultati delle prove preliminari di estrazione dell’ olio dalle olive con CO2 supercritica. Industrie Alimentari 1989, 28, 925–928. [Google Scholar]
- Belbaki, A.; Louaer, W.; Meniai, A.H. Supercritical CO2 extraction of oil from Crushed Algerian olives. J. Supercrit. Fluids 2017, 130, 165–171. [Google Scholar] [CrossRef]
- The Evolution of the System of Olive Oil Extraction from Three Phases to Two Phases. Available online: http://www.frantoiovalleargentata.it/eng/wp-content/uploads/2011/09/Valle-Argentata-Sistema-a-2-Fasi.pdf (accessed on 30 September 2021).
- Kapellakis, I.E.; Tsagarakis, K.P.; Crowther, J.C. Olive oil history, production and by-product management. Rev. Environ. Sci. Biotechnol. 2008, 7, 1–26. [Google Scholar] [CrossRef]
- Masella, P.; Parenti, A.; Spugnoli, P.; Calamai, L. Influence of vertical centrifugation on extra virgin olive oil quality. JAOCS J. Am. Oil Chem. Soc. 2009, 86, 1137–1140. [Google Scholar] [CrossRef]
- Guerrini, L.; Luca Pantani, O.; Parenti, A. The impact of vertical centrifugation on olive oil quality. J. Food Process Eng. 2017, 40, 1–8. [Google Scholar] [CrossRef]
- Vidal, A.M.; Alcalá, S.; De Torres, A.; Moya, M.; Espínola, F. Centrifugation, Storage, and Filtration of Olive Oil in an Oil Mill: Effect on the Quality and Content of Minority Compounds. J. Food Qual. 2019, 2019, 1–7. [Google Scholar] [CrossRef]
- Altieri, G.; Genovese, F.; Matera, A.; Di Renzo, G.C. A comparison among innovative plants for high quality extra-virgin olive oil production. J. Sci. Food Agric. 2020, 100, 5283–5291. [Google Scholar] [CrossRef]
- Lanza, B.; Cellini, M.; Di Marco, S.; D’amico, E.; Simone, N.; Giansante, L.; Pompilio, A.; Di Loreto, G.; Bacceli, M.; Del Re, P.; et al. Olive pâté by multi-phase decanter as potential source of bioactive compounds of both nutraceutical and anticancer effects. Molecules 2020, 25, 5967. [Google Scholar] [CrossRef] [PubMed]
- Grimelli, A. DMF2012: Produrre patè d’olive Direttamente dal Decanter. Available online: https://www.teatronaturale.it/strettamente-tecnico/l-arca-olearia/12879-dmf2012:-produrre-pate-d-olive-direttamente-dal-decanter.htm (accessed on 1 October 2021).
- Vallini, G. Book Review: Olive Processing Waste Management-Literature Review and Patent Survey (Waste Management Series, 5). Waste Manag. Res. J. A Sustain. Circ. Econ. 2006, 24, 402. [Google Scholar] [CrossRef]
- Poerschmann, J.; Baskyr, I.; Kopinke, F.D. Hydrothermal carbonization of olive mill wastewater. Bioresour. Technol. 2013, 133, 581–588. [Google Scholar] [CrossRef] [PubMed]
- Atallah, E.; Kwapinski, W.; Ahmad, M.N.; Leahy, J.J.; Al-Muhtaseb, A.H.; Zeaiter, J. Hydrothermal carbonization of olive mill wastewater: Liquid phase product analysis. J. Environ. Chem. Eng. 2019, 7, 7. [Google Scholar] [CrossRef]
- Piccinno, F.; Hischier, R.; Seeger, S.; Som, C. From laboratory to industrial scale: A scale-up framework for chemical processes in life cycle assessment studies. J. Clean. Prod. 2016, 135, 1085–1097. [Google Scholar] [CrossRef]
- Kipçak, E.; Söǧüt, O.Ö.; Akgün, M. Hydrothermal gasification of olive mill wastewater as a biomass source in supercritical water. J. Supercrit. Fluids 2011, 57, 50–57. [Google Scholar] [CrossRef]
- Zbakh, H.; El Abbassi, A. Potential use of olive mill wastewater in the preparation of functional beverages: A review. J. Funct. Foods 2012, 4, 53–65. [Google Scholar] [CrossRef]
- Takaç, S.; Karakaya, A. Recovery of phenolic antioxidants from olive mill wastewater. Recent Pat. Chem. Eng. 2009, 2, 230–237. [Google Scholar] [CrossRef]
- IEA Bioenergy. Food Waste Digestion—Anaerobic Digestion of Food Waste for a Circular Economy. Available online: https://www.ieabioenergy.com/wp-content/uploads/2018/12/Food-waste_WEB_END.pdf (accessed on 1 October 2021).
- Ge, X.; Xu, F.; Li, Y. Solid-state anaerobic digestion of lignocellulosic biomass: Recent progress and perspectives. Bioresour. Technol. 2016, 205, 239–249. [Google Scholar] [CrossRef] [Green Version]
- Tavoni, T. Adeguamento dell’Autoparco della TE.AM., Previa Verifica di Fattibilità per l’uso di Biometano Aziendale. Master’s Thesis, University of L’Aquila, L’Aquila, Italy, July 2016. [Google Scholar]
- Stoyanova, E.; Lundaa, T.; Bochmann, G.; Fuchs, W. Overcoming the bottlenecks of anaerobic digestion of olive mill solid waste by two-stage fermentation. Environ. Technol. 2017, 38, 394–405. [Google Scholar] [CrossRef]
- Carlini, M.; Castellucci, S.; Cocchi, S. Mesophilic fermentation of SOMW in a micro pilot-scale anaerobic digester. Adv. Mater. Res. 2014, 827, 84–90. [Google Scholar] [CrossRef]
- Maamir, W.; Ouahabi, Y.; Poncin, S.; Li, H.Z.; Bensadok, K. Effect of fenton pretreatment on anaerobic digestion of olive mill wastewater and olive mill solid waste in mesophilic conditions. Int. J. Green Energy 2017, 14, 555–560. [Google Scholar] [CrossRef]
- Bolanos, M.M. Feasibility Study of Anaerobic Digestion of Olive Mill Waste for Energy Production. Case Study Applied to Two Olive Oil Extraction Industries in Spain. Bachelor’s Thesis, Universitat Politècnica de Catalunya, Barcelona, Spain, June 2017; p. 69. [Google Scholar]
- Fernández-Rodríguez, M.J.; de la Lama-Calvente, D.; Jiménez-Rodríguez, A.; Borja, R.; Rincón-Llorente, B. Anaerobic co-digestion of olive mill solid waste and microalga Scenedesmus quadricauda: Effect of different carbon to nitrogen ratios on process performance and kinetics. J. Appl. Phycol. 2019, 31, 3583–3591. [Google Scholar] [CrossRef]
- Blika, P.S.; Stamatelatou, K.; Kornaros, M.; Lyberatos, G. Anaerobic digestion of olive mill wastewater. Glob. Nest J. 2009, 11, 364–372. [Google Scholar] [CrossRef] [Green Version]
- Benalia, S.; Falcone, G.; Stillitano, T.; De Luca, A.I.; Strano, A.; Gulisano, G.; Zimbalatti, G.; Bernardi, B. Increasing the content of olive mill wastewater in biogas reactors for a sustainable recovery: Methane productivity and life cycle analyses of the process. Foods 2021, 10, 1029. [Google Scholar] [CrossRef]
- Uddin, M.A.; Siddiki, S.Y.A.; Ahmed, S.F.; Rony, Z.I.; Chowdhury, M.A.K.; Mofijur, M. Estimation of sustainable bioenergy production from olive mill solid waste. Energies 2021, 14, 7654. [Google Scholar] [CrossRef]
- Carusoni, A. Fattibilità tecnico-economica per la produzione di Biometano da F.O.R.S.U. (organic fraction of municipal solid waste). Bachelor’s Thesis, University of L’Aquila, L’Aquila, Italy, March 2018. [Google Scholar]
- Gadaleta, G.; De Gisi, S.; Notarnicola, M. Feasibility analysis on the adoption of decentralized anaerobic co-digestion for the treatment of municipal organic waste with energy recovery in urban districts of metropolitan areas. Int. J. Environ. Res. Public Health 2021, 18, 1820. [Google Scholar] [CrossRef]
- Fernández-Rodríguez, M.J.; Rincón, B.; Fermoso, F.G.; Jiménez, A.M.; Borja, R. Assessment of two-phase olive mill solid waste and microalgae co-digestion to improve methane production and process kinetics. Bioresour. Technol. 2014, 157, 263–269. [Google Scholar] [CrossRef] [Green Version]
- Carlini, M.; Castellucci, S.; Moneti, M. Anaerobic co-digestion of olive-mill solid waste with cattle manure and cattle slurry: Analysis of bio-methane potential. In Proceedings of the 69th Conference of the Italian Thermal Machines Engineering Association, ATI2014, Roma, Italy, 9–11 September 2015; pp. 354–367. [Google Scholar]
- Pellera, F.M.; Santori, S.; Pomi, R.; Polettini, A.; Gidarakos, E. Effect of alkaline pretreatment on anaerobic digestion of olive mill solid waste. Waste Manag. 2016, 58, 160–168. [Google Scholar] [CrossRef]
- Gianico, A.; Braguglia, C.M.; Mescia, D.; Mininni, G. Ultrasonic and thermal pretreatments to enhance the anaerobic bioconversion of olive husks. Bioresour. Technol. 2013, 147, 623–626. [Google Scholar] [CrossRef]
- Gunay, A.; Karadag, D. Recent developments in the anaerobic digestion of olive mill effluents. Process. Biochem. 2015, 50, 1893–1903. [Google Scholar] [CrossRef]
- Rincón, B.; González De Canales, M.; Martín, A.; Borja, R. Impact of microwave pre-Treatment on the batch anaerobic digestion of two-phase olive mill solid residue: A kinetic approach. Grasas y Aceites 2016, 67, 165. [Google Scholar] [CrossRef] [Green Version]
- Tamborrino, A.; Catalano, F.; Leone, A.; Bianchi, B. A real case study of a full-scale anaerobic digestion plant powered by olive by-products. Foods 2021, 10, 1946. [Google Scholar] [CrossRef]
- Pyrodigest: Conversion of Olive Oil Wastes through Combined Pyrolysis and Anaerobic Digestion: Energy, Value Added Products and Eco-Fertilizers Production. Available online: https://umr-iate.cirad.fr/projets/pyrodigest-arimnet2 (accessed on 2 October 2021).
- Raviv, M.; Medina, S.; Krassnovsky, A.; Laor, Y.; Aviani, I. Composting olive mill waste and assessment of its horticultural value. Acta Hortic. 2009, 819, 353–360. [Google Scholar] [CrossRef]
- Tüzel, Y.; Ekinci, K.; Öztekin, G.B.; Erdal, I.; Varol, N.; Merken, Ö. Utilization of olive oil processing waste composts in organic tomato seedling production. Agronomy 2020, 10, 797. [Google Scholar] [CrossRef]
- Toscano, P.; Casacchia, T.; Diacono, M.; Montemurro, F. Composted olive mill by-products: Compost characterization and application on olive orchards. J. Agric. Sci. Technol. 2013, 15, 627–638. [Google Scholar]
- Gmez-Muoz, B.; Hatch, J.D.; Bol, R.; Garca-Ruiz, R. The Compost of Olive Mill Pomace: From a Waste to a Resource—Environmental Benefits of Its Application in Olive Oil Groves. In Sustainable Development—Authoritative and Leading Edge Content for Environmental Management; Intechopen: London, UK, 2012. [Google Scholar]
- Chowdhury, A.K.M.M.B.; Michailides, M.K.; Akratos, C.S.; Tekerlekopoulou, A.G.; Pavlou, S.; Vayenas, D.V. Composting of three phase olive mill solid waste using different bulking agents. Int. Biodeterior. Biodegrad. 2014, 91, 66–73. [Google Scholar] [CrossRef]
- Roig, A.; Cayuela, M.L.; Sánchez-Monedero, M.A. An overview on olive mill wastes and their valorisation methods. Waste Manag. 2006, 26, 960–969. [Google Scholar] [CrossRef] [PubMed]
- Barje, F.; El Fels, L.; El Hajjouji, H.; Amir, S.; Winterton, P.; Hafidi, M. Molecular behaviour of humic acid-like substances during co-composting of olive mill waste and the organic part of municipal solid waste. Int. Biodeterior. Biodegrad. 2012, 74, 17–23. [Google Scholar] [CrossRef]
- Caputo, A.C.; Scacchia, F.; Pelagagge, P.M. Disposal of by-products in olive oil industry: Waste-to-energy solutions. Appl. Therm. Eng. 2003, 23, 197–241. [Google Scholar] [CrossRef]
- Nunes, L.J.R.; Loureiro, L.M.E.F.; Sá, L.C.R.; Silva, H.F.C. Evaluation of the potential for energy recovery from olive oil industry waste: Thermochemical conversion technologies as fuel improvement methods. Fuel 2020, 279, 118536. [Google Scholar] [CrossRef]
- Frostinone, L.; Li, Y.; Liu, X.; Misic, M.; Paterakis, C.; Phadtare, M.; Venkat, K.; Wuennenberg, L. Olive Mill Waste Case Study Analysis. Available online: https://es.slideshare.net/krithivenkat50/olive-mill-waste-case-study-analysis (accessed on 30 September 2021).
- Ducom, G.; Gautier, M.; Pietraccini, M.; Tagutchou, J.P.; Lebouil, D.; Gourdon, R. Comparative analyses of three olive mill solid residues from different countries and processes for energy recovery by gasification. Renew. Energy 2020, 145, 180–189. [Google Scholar] [CrossRef]
- Mami, M.A.; Mätzing, H.; Gehrmann, H.J.; Stapf, D.; Bolduan, R.; Lajili, M. Investigation of the olive mill solid wastes pellets combustion in a counter-current fixed bed reactor. Energies 2018, 11, 1965. [Google Scholar] [CrossRef] [Green Version]
- Caballero, B.M.; López-Urionabarrenechea, A.; Pérez, B.; Solar, J.; Acha, E.; de Marco, I. Potentiality of “orujillo” (olive oil solid waste) to produce hydrogen by means of pyrolysis. Int. J. Hydrogen Energy 2020, 45, 20549–20557. [Google Scholar] [CrossRef]
- Tabaja, N.; Kassas, A.; Hamieh, S.; Haidar, R.; Foddis, M.-L.; Toufaily, J.; Daou, T.J.; Hamieh, T. High Quality Bio-Oil Obtained from Catalyzed Pyrolysis of Olive Mill Solid Wastes in a Bi-Functional Reactor. Mater. Sci. Appl. 2021, 12, 52–77. [Google Scholar] [CrossRef]
- Guida, M.Y.; Bouaik, H.; Tabal, A.; Hannioui, A.; Solhy, A.; Barakat, A.; Aboulkas, A.; El Harfi, K. Thermochemical treatment of olive mill solid waste and olive mill wastewater: Pyrolysis kinetics. J. Therm. Anal. Calorim. 2016, 123, 1657–1666. [Google Scholar] [CrossRef]
- Lajili, M.; Guizani, C.; Escudero Sanz, F.J.; Jeguirim, M. Fast pyrolysis and steam gasification of pellets prepared from olive oil mill residues. Energy 2018, 150, 61–68. [Google Scholar] [CrossRef] [Green Version]
- García, G.B.; Calero De Hoces, M.; Martínez García, C.; Cotes Palomino, M.T.; Gálvez, A.R.; Martín-Lara, M.Á. Characterization and modeling of pyrolysis of the two-phase olive mill solid waste. Fuel Process. Technol. 2014, 126, 104–111. [Google Scholar] [CrossRef]
- Marks, E.A.N.; Kinigopoulou, V.; Akrout, H.; Azzaz, A.A.; Doulgeris, C.; Jellali, S.; Rad, C.; Zulueta, P.S.; Tziritis, E.; El-Bassi, L.; et al. Potential for production of biochar-based fertilizers from olive millwaste in mediterranean basin countries: An initial assessment for Spain, Tunisia, and Greece. Sustainability 2020, 12, 6081. [Google Scholar] [CrossRef]
- Nunes, L.J.R.; Loureiro, L.M.E.F.; Sá, L.C.R.; Silva, H.F.C. Thermochemical conversion of olive oil industry waste: Circular economy through energy recovery. Recycling 2020, 5, 12. [Google Scholar] [CrossRef]
- Abdellaoui, H. Catalytic Pyrolysis of Olive Mill Wastewater Sludge. Master’s Thesis, Utah State University, Logan, UT, USA, 2015. [Google Scholar]
- Morvová, M.; Onderka, M.; Morvová, M.; Morva, I.; Chudoba, V. Pyrolysis of Olive Mill Waste with On-line and Ex-post Analysis. Waste Biomass Valoriz. 2019, 10, 511–520. [Google Scholar] [CrossRef]
- Moiseev, Y.; Fokaides, P.A.; Almansa, G.A. Gasification of olive mill solid waste using a lab-scale fluidized bed reactor. In Proceedings of the 27th European Biomass Conference and Exhibition Proceedings, Lisbon, Portugal, 27–30 May 2019. [Google Scholar]
- Elias, A.; Boumeddane, B.; Vera, D.; Jurado, F. Gasification of olive mill solid wastes for cogeneration applications in Tizi Ouzou region: Thermo-economic assessment. Int. J. Sustain. Energy 2021, 40, 1002–1026. [Google Scholar] [CrossRef]
- Zribi, M.; Lajili, M.; Escudero-Sanz, F.J. Gasification of biofuels blended from olive mill solid wastes and pine sawdust under different carbon dioxide/nitrogen atmospheres. Fuel 2020, 282, 118822. [Google Scholar] [CrossRef]
- Khlifi, S.; Lajili, M.; Tabet, F.; Boushaki, T.; Sarh, B. Investigation of the combustion characteristics of briquettes prepared from olive mill solid waste blended with and without a natural binder in a fixed bed reactor. Biomass Convers. Biorefinery 2020, 10, 535–544. [Google Scholar] [CrossRef]
- Boukis, N.; Katharina Stoll, I. Gasification of biomass in supercritical water, challenges for the process design—Lessons learned from the operation experience of the first dedicated pilot plant. Processes 2021, 9, 455. [Google Scholar] [CrossRef]
- Cellatoglu, N.; Ilkan, M. Torrefaction of solid olive mill residue. BioResources 2015, 10, 10. [Google Scholar] [CrossRef] [Green Version]
- Benavente, V.; Fullana, A. Torrefaction of olive mill waste. Biomass Bioenergy 2015, 73, 186–194. [Google Scholar] [CrossRef] [Green Version]
- Brunetti, N.; Bonfitto, E.; Di Giacomo, G.; Del Re, G.; Iacoboni, S. Pyrolysis of exhausted olive oil husks coupled with a two-stages thermal decomposition of aqueous olive oil mill effluents. FAO REUR Tech. Ser. 1989, 586–590. [Google Scholar]
- Borella, M.; Casazza, A.A.; Garbarino, G.; Riani, P.; Busca, G. A study of pyrolysis products of Kraft lignin. Energies, 2021; Accepted. [Google Scholar]
- Ławińska, O.; Korombel, A.; Zajemska, M. Pyrolysis-Based Municipal Solid Waste Management in Poland 2-SWOT Analysis. Energies 2021, accepted. [Google Scholar]
- Watson, J.; Zhang, Y.; Si, B.; Chen, W.T.; de Souza, R. Gasification of biowaste: A critical review and outlooks. Renew. Sustain. Energy Rev. 2018, 83, 1–7. [Google Scholar] [CrossRef]
- Frolov, S.M. Organic Waste Gasification: A Selective Review. Fuels 2021, 2, 556–650. [Google Scholar] [CrossRef]
- Basu, P. Production of synthetic fuels and chemicals from biomass. In Biomass Gasification, Pyrolysis and Torrefaction: Practical Design and Theory; Academic Press: Boston, MA, USA, 2018; pp. 301–323. [Google Scholar]
- Cheng, J.; Xie, M.; Xu, L.; Zhang, L.; Ren, X. Chlorine Release from Co-pyrolysis of Corn Straw and Lignite in Nitrogen and Oxidative Pyrolysis. Energies 2021, 14, 8227. [Google Scholar] [CrossRef]
- Bergius, F. Die Anwendung Hoher Drucke bei Chemischen Vorgängen und Die Nachbildung des Entstehungsprozesses der Steinkohle; W. Knapp: Lansing, MI, USA, 1913. [Google Scholar]
- Titirici, M.M.; Antonietti, M. Chemistry and materials options of sustainable carbon materials made by hydrothermal carbonization. Chem. Soc. Rev. 2010, 39, 103–116. [Google Scholar] [CrossRef]
- Titirici, M.M.; Thomas, A.; Antonietti, M. Back in the black: Hydrothermal carbonization of plant material as an efficient chemical process to treat the CO2 problem? New J. Chem. 2007, 31, 787–789. [Google Scholar] [CrossRef]
- Gallifuoco, A.; Di Giacomo, G. Novel kinetic studies on biomass hydrothermal carbonization. Bioresour. Technol. 2018, 266, 189–193. [Google Scholar] [CrossRef]
- Gallifuoco, A.; Taglieri, L.; Scimia, F.; Papa, A.A.; Di Giacomo, G. New insights into the evolution of solid and liquid phases during hydrothermal carbonization of lignocellulosic biomasses. Biomass Bioenergy 2019, 121, 122–127. [Google Scholar] [CrossRef]
- Gallifuoco, A.; Taglieri, L.; Scimia, F.; Papa, A.A.; Di Giacomo, G. Hydrothermal conversions of waste biomass: Assessment of kinetic models using liquid-phase electrical conductivity measurements. Waste Manag. 2018, 77, 586–592. [Google Scholar] [CrossRef]
- Gallifuoco, A.; Taglieri, L.; Scimia, F.; Papa, A.A.; Di Giacomo, G. Hydrothermal carbonization of Biomass: New experimental procedures for improving the industrial Processes. Bioresour. Technol. 2017, 244, 160–165. [Google Scholar] [CrossRef]
- Di Giacomo, G.; Gallifuoco, A.; Scimia, F.; Taglieri, L.; Papa, A.A. Hydrothermal decomposition of waste resulting from the agro-industrial activities under liquid and supercritical water conditions. In Proceedings of the 25th European Biomass Conference and Exhibition Proceedings, Stockholm, Sweden, 12–15 June 2017. [Google Scholar]
- Di Giacomo, G.; Gallifuoco, A.; Taglieri, L. Hydrothermal carbonization of mixed biomass: Experimental investigation for an optimal valorisation of agrofood wastes. In Proceedings of the 24th European Biomass Conference and Exhibition Proceedings, Amsterdam, The Netherlands, 6–9 June 2016. [Google Scholar]
- González-Arias, J.; Sánchez, M.E.; Martínez, E.J.; Covalski, C.; Alonso-Simón, A.; González, R.; Cara-Jiménez, J. Hydrothermal carbonization of olive tree pruning as a sustainableway for improving biomass energy potential: Effect of reaction parameters on fuel properties. Processes 2020, 8, 1201. [Google Scholar] [CrossRef]
- Volpe, M.; Wüst, D.; Merzari, F.; Lucian, M.; Andreottola, G.; Kruse, A.; Fiori, L. One stage olive mill waste streams valorisation via hydrothermal carbonisation. Waste Manag. 2018, 80, 224–234. [Google Scholar] [CrossRef]
- Gimenez, M.; Rodríguez, M.; Montoro, L.; Sardella, F.; Rodríguez-Gutierrez, G.; Monetta, P.; Deiana, C. Two phase olive mill waste valorization. Hydrochar production and phenols extraction by hydrothermal carbonization. Biomass Bioenergy 2020, 143, 105875. [Google Scholar] [CrossRef]
- Mendecka, B.; Lombardi, L.; Micali, F.; De Risi, A. Energy Recovery from Olive Pomace by Hydrothermal Carbonization on Hypothetical Industrial Scale: A LCA Perspective. Waste Biomass Valoriz. 2020, 11, 5503–5519. [Google Scholar] [CrossRef]
- Enaime, G.; Baçaoui, A.; Yaacoubi, A.; Wichern, M.; Lübken, M. Hydrothermal carbonization of the filter bed remained after filtration of olive mill wastewater on olive stones for biofuel application. Biomass Convers. Biorefinery 2020, 1–11. [Google Scholar] [CrossRef]
- Benavente, V. Low Temperature Upgrading of Moist Agricoltural Waste for Subseguent Energy Uses. Ph.D. Thesis, Universidad de Alicante, Alicante, Spain, 2017. [Google Scholar]
- Abu Tayeh, H.; Levy-Shalev, O.; Azaizeh, H.; Dosoretz, C.G. Subcritical hydrothermal pretreatment of olive mill solid waste for biofuel production. Bioresour. Technol. 2016, 199, 164–172. [Google Scholar] [CrossRef]
- Surup, G.R.; Leahy, J.J.; Timko, M.T.; Trubetskaya, A. Hydrothermal carbonization of olive wastes to produce renewable, binder-free pellets for use as metallurgical reducing agents. Renew. Energy 2020, 155, 347–357. [Google Scholar] [CrossRef]
- Morillo, J.A.; Antizar-Ladislao, B.; Monteoliva-Sánchez, M.; Ramos-Cormenzana, A.; Russell, N.J. Bioremediation and biovalorisation of olive-mill wastes. Appl. Microbiol. Biotechnol. 2009, 82, 25–39. [Google Scholar] [CrossRef]
- El-Darier, S.M.; Ahmed, H.A. Detoxification of Olive-mill Solid Waste and its Probable Application as Organic Fertilizer. J. Biofertil. Biopestic 2015, 6, 154. [Google Scholar] [CrossRef]
- Casademont-Lanzat, P.; García-Jarana, B.; Chen, X.; Carreño, C.; Sánchez-Oneto, J.; Portela, J.; Ossa, E. Energy Production by Hydrothermal Treatment of Liquid and Solid Waste from Industrial Olive Oil Production. J. Appl. Solut. Chem. Model. 2016, 5, 103–116. [Google Scholar] [CrossRef] [Green Version]
- Di Giacomo, G.; Taglieri, L. Supercritical Water Technology Applied to the Purification of Waters Contaminated by Toxic Micro-Polluting Organic Compounds. J. Water Resour. Prot. 2012, 4, 460–463. [Google Scholar] [CrossRef] [Green Version]
- Del Re, G.; Di Giacomo, G. Removal and destruction of toxic micropolluting organic compounds from waste waters by a combined NF and SCWO process. Desalination 2001, 138, 61–64. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, G.; Yin, F.; Chen, H.; Xu, Y. A new system design for supercritical water oxidation. Chem. Eng. J. 2015, 269, 343–351. [Google Scholar] [CrossRef]
- Schievano, A.; Adani, F.; Buessing, L.; Botto, A.; Casoliba, E.N.; Rossoni, M.; Goldfarb, J.L. An integrated biorefinery concept for olive mill waste management: Supercritical CO2 extraction and energy recovery. Green Chem. 2015, 17, 2874–2887. [Google Scholar] [CrossRef] [Green Version]
- Plaza, A.; Tapia, X.; Yañez, C.; Vilches, F.; Candia, O.; Cabezas, R.; Romero, J. Obtaining Hydroxytyrosol from Olive Mill Waste Using Deep Eutectic Solvents and Then Supercritical CO2. Waste Biomass Valoriz. 2020, 11, 6273–6284. [Google Scholar] [CrossRef]
- Arvaniti, E.C.; Zagklis, D.P.; Papadakis, V.G.; Paraskeva, C.A. High-added value materials production from OMW: A technical and economical optimization. Int. J. Chem. Eng. 2012, 2012, 1–7. [Google Scholar] [CrossRef]
- Process Development for an Integrated Olive Oil Mill Waste Management Recovering Natural Antioxidants and Producing Organic Fertilizer. Available online: https://webgate.ec.europa.eu/life/publicWebsite/index.cfm?fuseaction=search.dspPage&n_proj_id=1931 (accessed on 10 October 2021).
- Solé, M.M.; Pons, L.; Conde, M.; Gaidau, C.; Bacardit, A. Characterization of wet olive pomace waste as bio based resource for leather tanning. Materials 2021, 14, 5790. [Google Scholar] [CrossRef] [PubMed]
- Bhatnagar, A.; Kaczala, F.; Hogland, W.; Marques, M.; Paraskeva, C.A.; Papadakis, V.G.; Sillanpää, M. Valorization of solid waste products from olive oil industry as potential adsorbents for water pollution control—A review. Environ. Sci. Pollut. Res. 2014, 21, 268–298. [Google Scholar] [CrossRef]
- El-Bassi, L.; Azzaz, A.A.; Jellali, S.; Akrout, H.; Marks, E.A.N.; Ghimbeu, C.M.; Jeguirim, M. Application of olive mill waste-based biochars in agriculture: Impact on soil properties, enzymatic activities and tomato growth. Sci. Total Environ. 2021, 755, 142531. [Google Scholar] [CrossRef]
- Pantziaros, A.G.; Trachili, X.A.; Zentelis, A.D.; Sygouni, V.; Paraskeva, C.A. A new olive oil production scheme with almost zero wastes. Biomass Convers. Biorefinery 2021, 11, 547–557. [Google Scholar] [CrossRef]
- Sygouni, V.; Pantziaros, A.G.; Iakovides, I.C.; Sfetsa, E.; Bogdou, P.I.; Christoforou, E.A.; Paraskeva, C.A. Treatment of two-phase olive mill wastewater and recovery of phenolic compounds using membrane technology. Membranes 2019, 9, 27. [Google Scholar] [CrossRef] [Green Version]
- Coppola, R.; Renzo, G.C.D.; Altieri, G.; D’Antonio, P. Innovative Biosystems Engineering for Sustainable Agriculture, Forestry and Food Production: International Mid-Term Conference 2019 of the Italian Association of Agricultural Engineering (AIIA); Springer Nature: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- García Martín, J.F.; Cuevas, M.; Feng, C.H.; Mateos, P.Á.; García, M.T.; Sánchez, S. Energetic valorisation of olive biomass: Olive-tree pruning, olive stones and pomaces. Processes 2020, 8, 511. [Google Scholar] [CrossRef]
- European Commission. Sustainable Finance Taxonomy-Regulation 2020/852. Available online: https://ec.europa.eu/info/law/sustainable-finance-taxonomy-regulation-eu-2020-852_en (accessed on 15 October 2021).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituents | Pulp (%wt.) | Core (%wt.) | Whole Fruit (%wt.) |
|---|---|---|---|
| Water | 50–60 | 9.3 | 40–50 |
| Oil | 15–30 | 0.7 | 27.3 |
| Nitrogen containing compounds | 2–5 | 3.4 | 10.2 |
| Carbohydrates | 6–13.5 | 79 | 8.5–28.5 |
| Minerals | 1–2 | 4.1 | 1.5 |
| Polyphenols (aromatic compounds) | 2–2.25 | 0.1 | 0.5–1 |
| Others | - | 3.4 | 1.5–2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Di Giacomo, G.; Romano, P. Evolution of the Olive Oil Industry along the Entire Production Chain and Related Waste Management. Energies 2022, 15, 465. https://doi.org/10.3390/en15020465
Di Giacomo G, Romano P. Evolution of the Olive Oil Industry along the Entire Production Chain and Related Waste Management. Energies. 2022; 15(2):465. https://doi.org/10.3390/en15020465
Chicago/Turabian StyleDi Giacomo, Gabriele, and Pietro Romano. 2022. "Evolution of the Olive Oil Industry along the Entire Production Chain and Related Waste Management" Energies 15, no. 2: 465. https://doi.org/10.3390/en15020465
APA StyleDi Giacomo, G., & Romano, P. (2022). Evolution of the Olive Oil Industry along the Entire Production Chain and Related Waste Management. Energies, 15(2), 465. https://doi.org/10.3390/en15020465