

A Feasibility Study on the Lateral Behavior of a 3D-Printed Column for Application in a Wind Turbine Tower


Abstract
:1. Introduction
2. Mixture Proportions
3. Experimental Details
3.1. Experimental Process
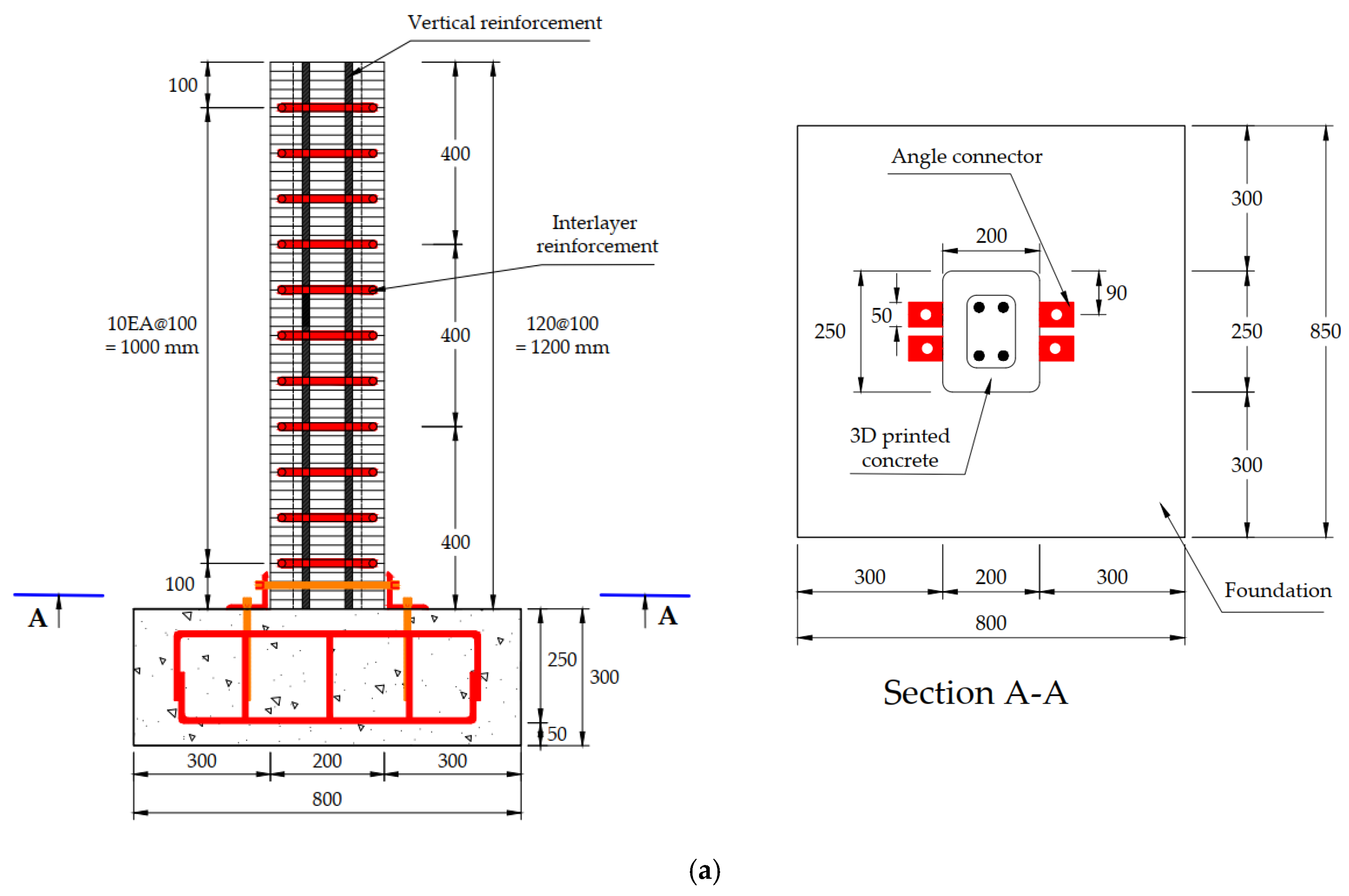
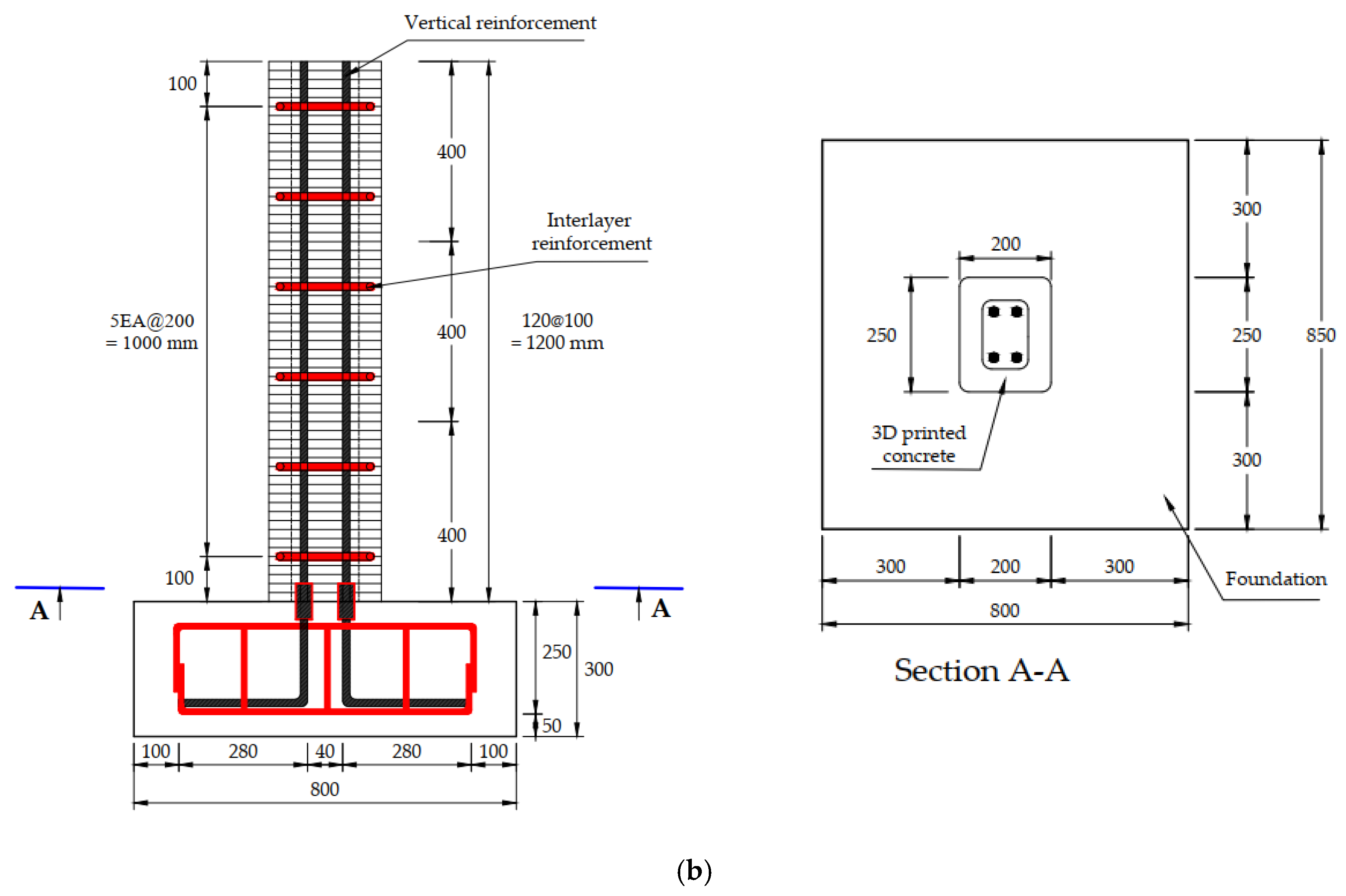
3.2. Connector and Lateral Reinforcement Types
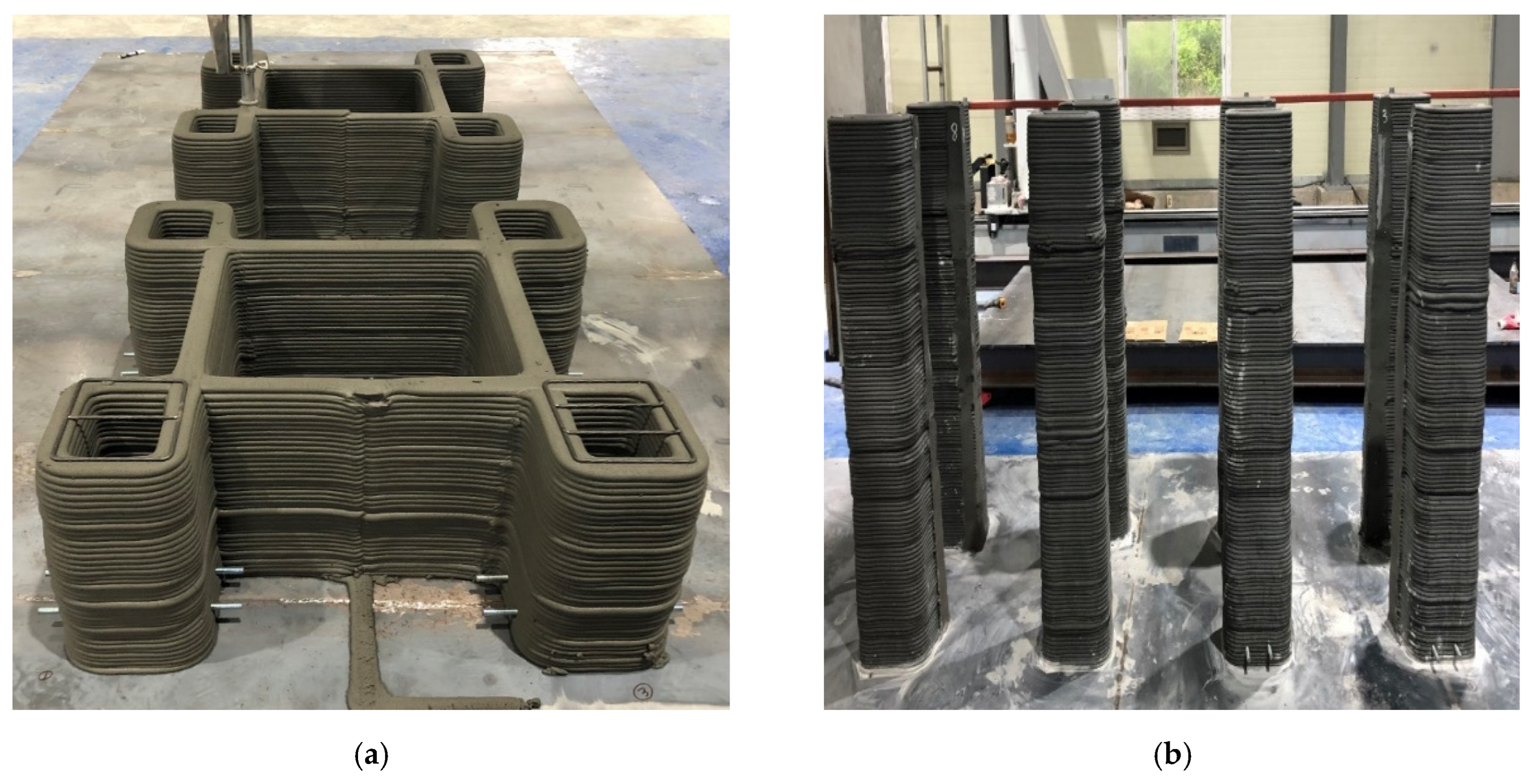
3.3. Printing Process
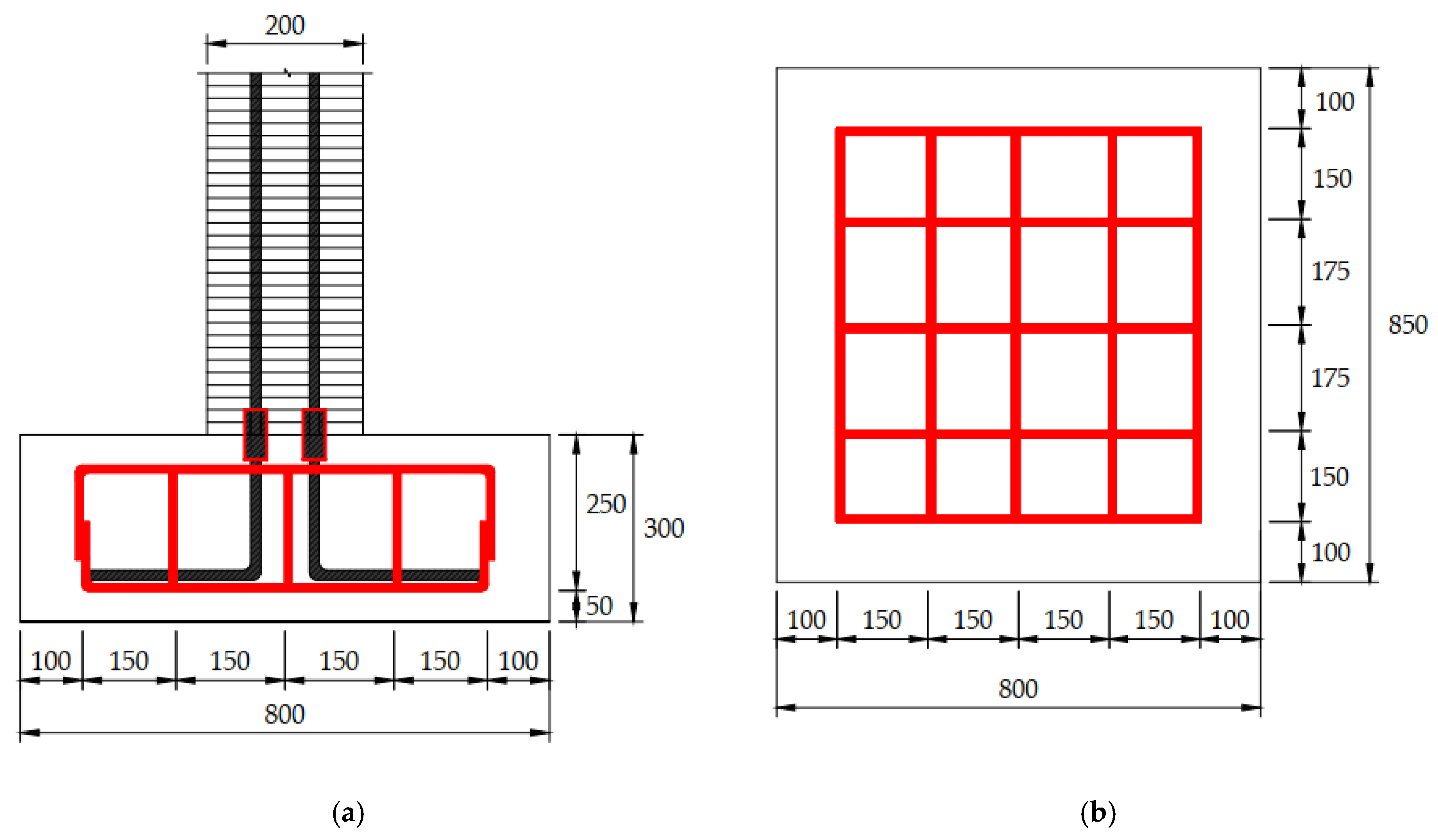
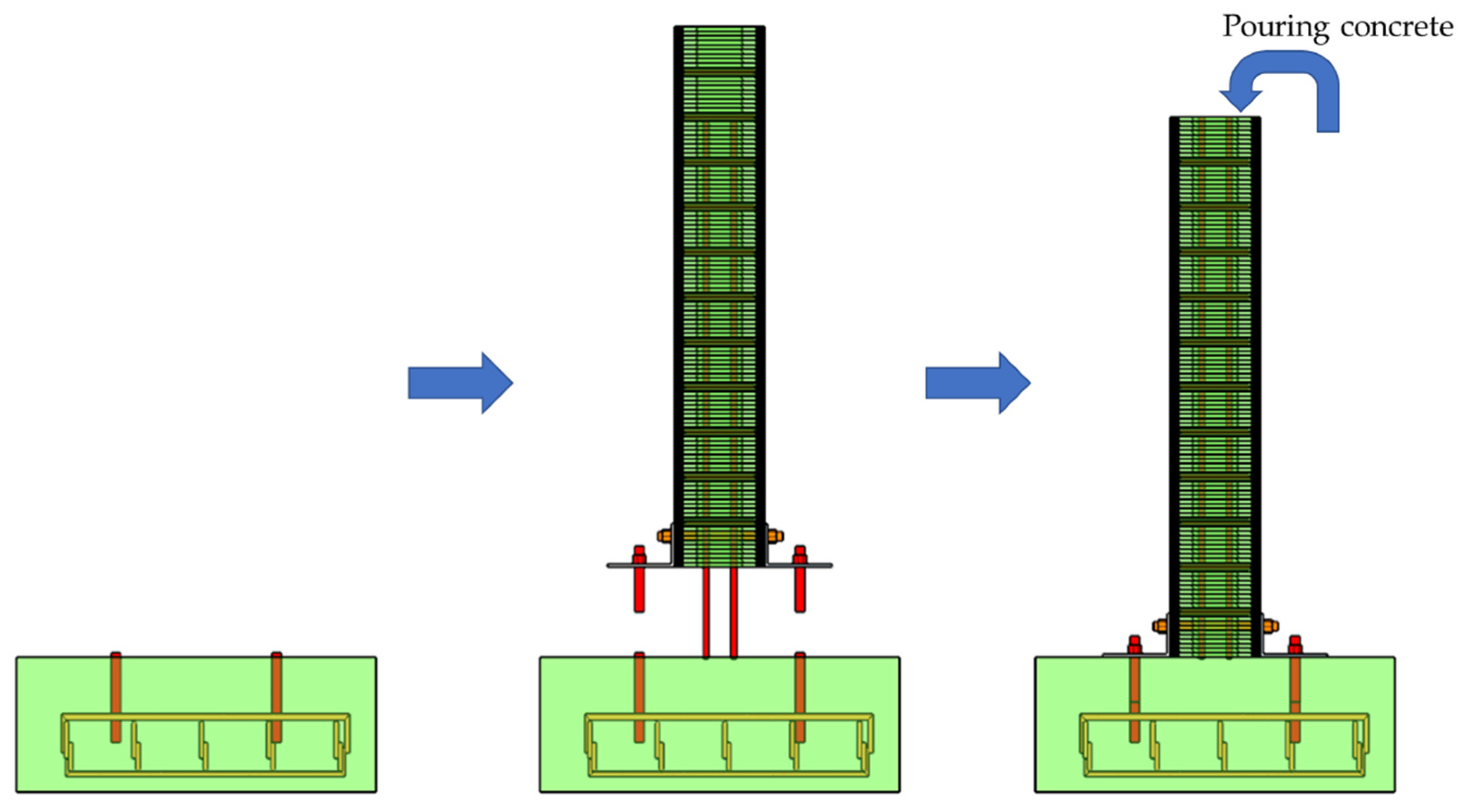
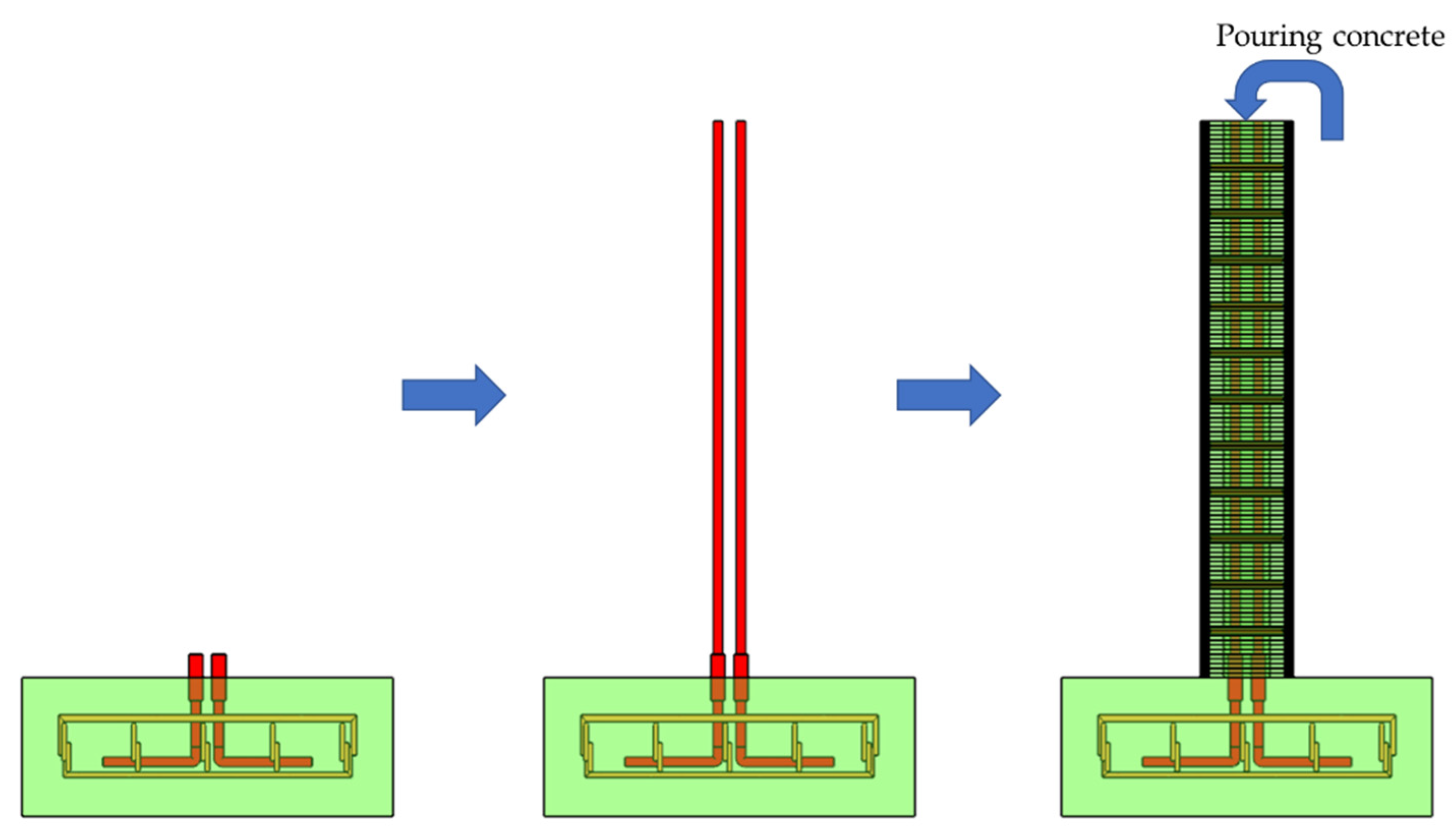
3.4. Connecting Method
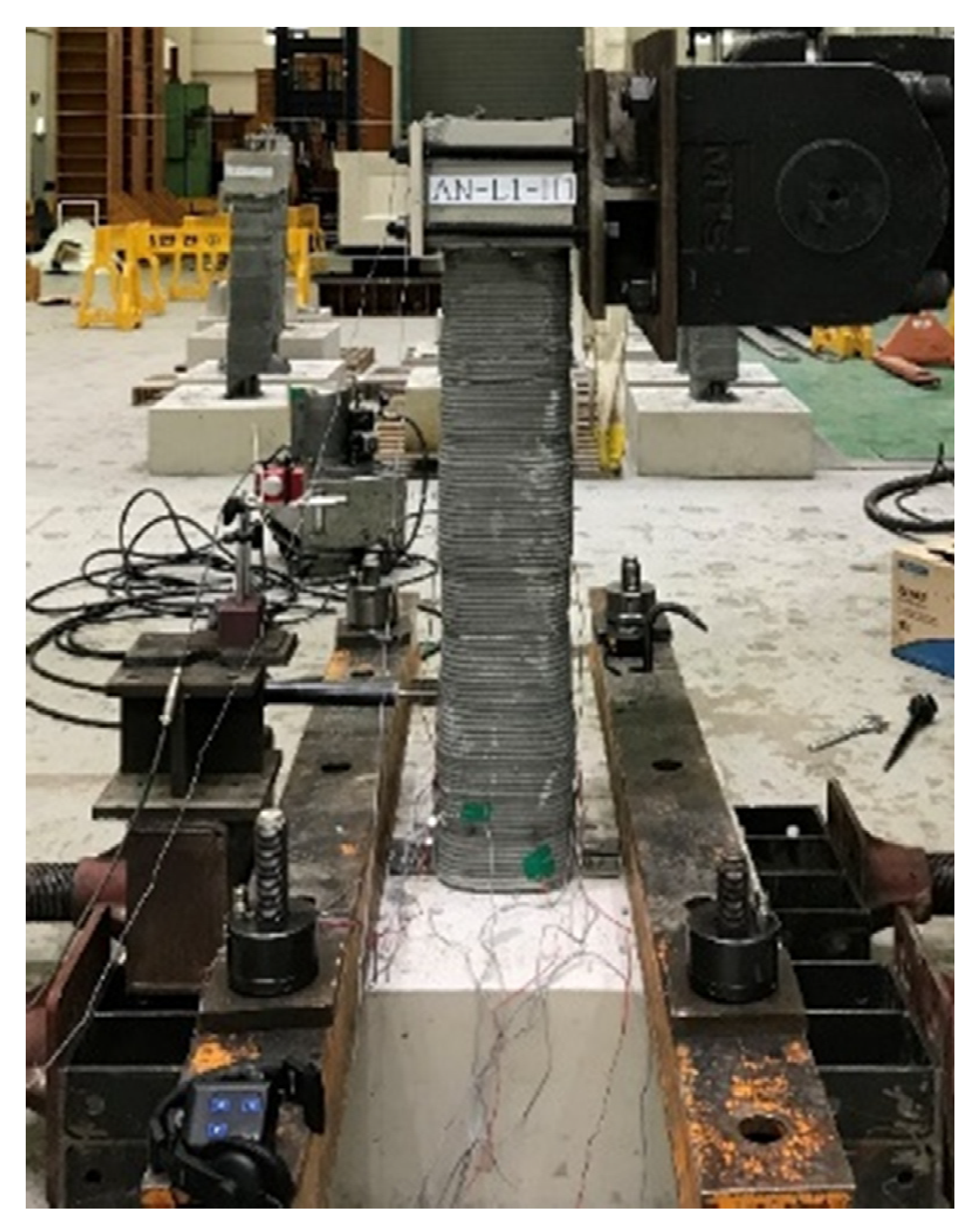
3.5. Testing Method and Instruments
4. Test Results and Discussion
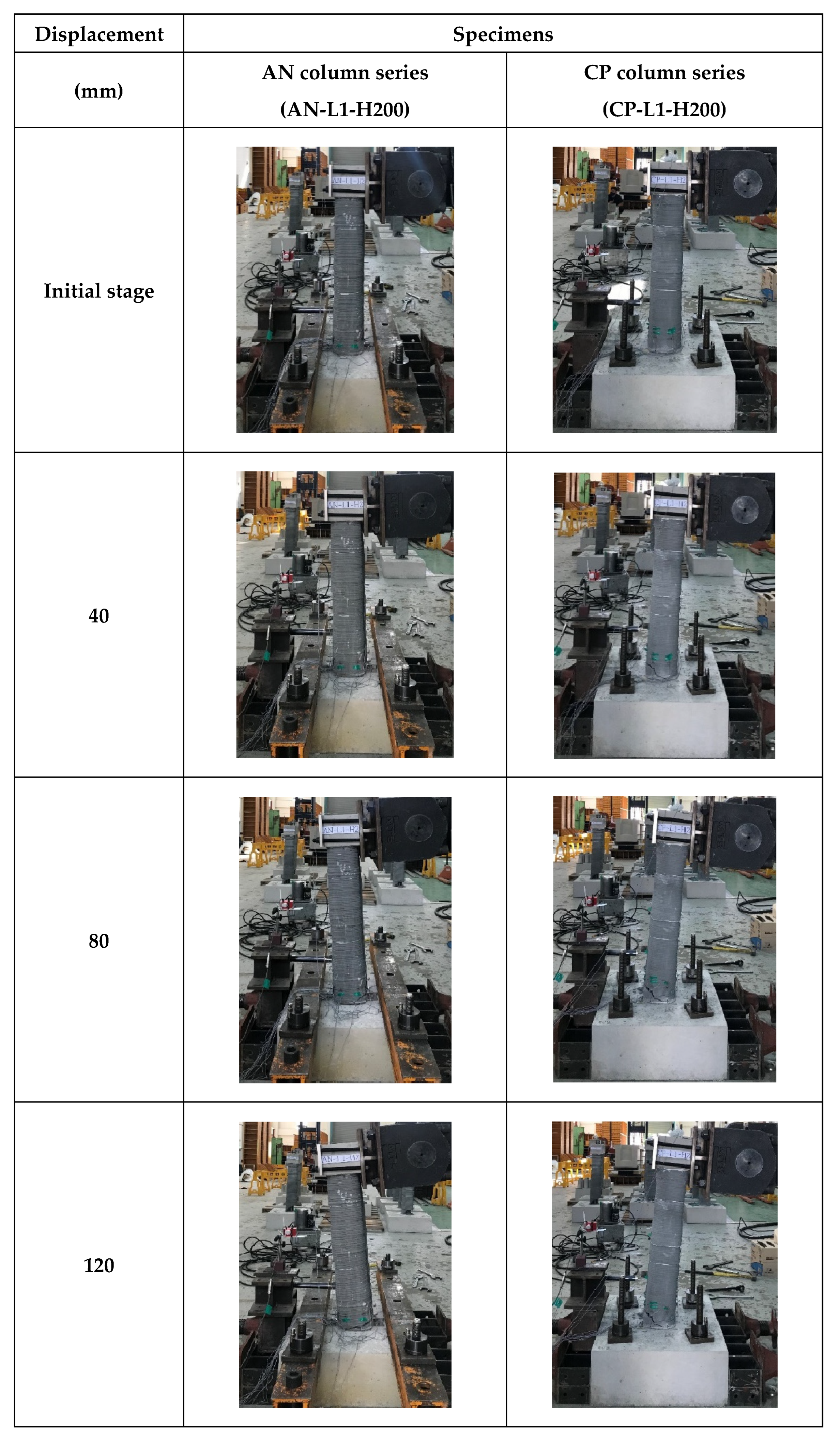
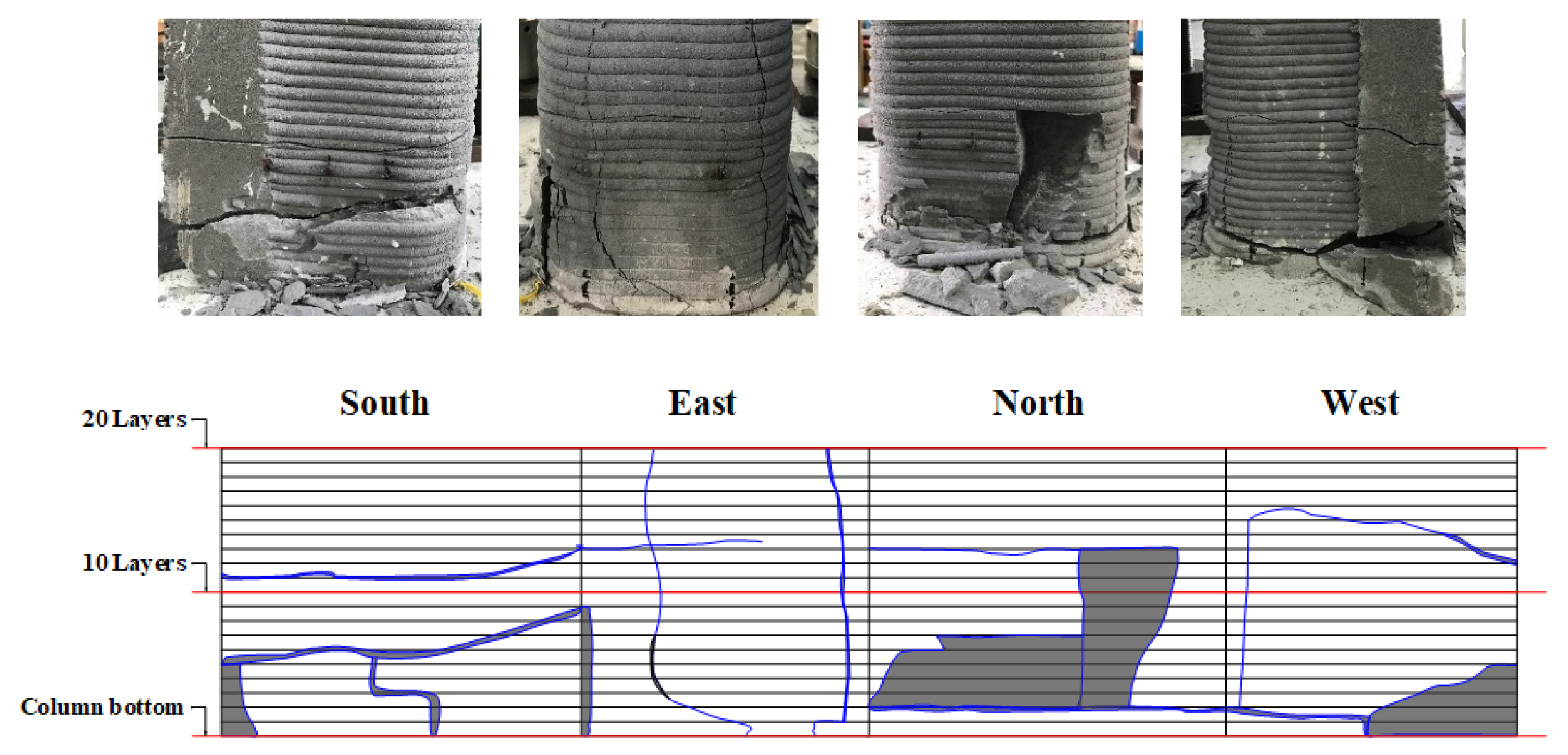
4.1. Typical Failure Pattern
4.2. Lateral Response
4.2.1. The Effect of Connector Types
4.2.2. The Effect of Lateral Reinforcement Types
4.2.3. The Effect of Lateral Reinforcement Distance
5. Conclusions
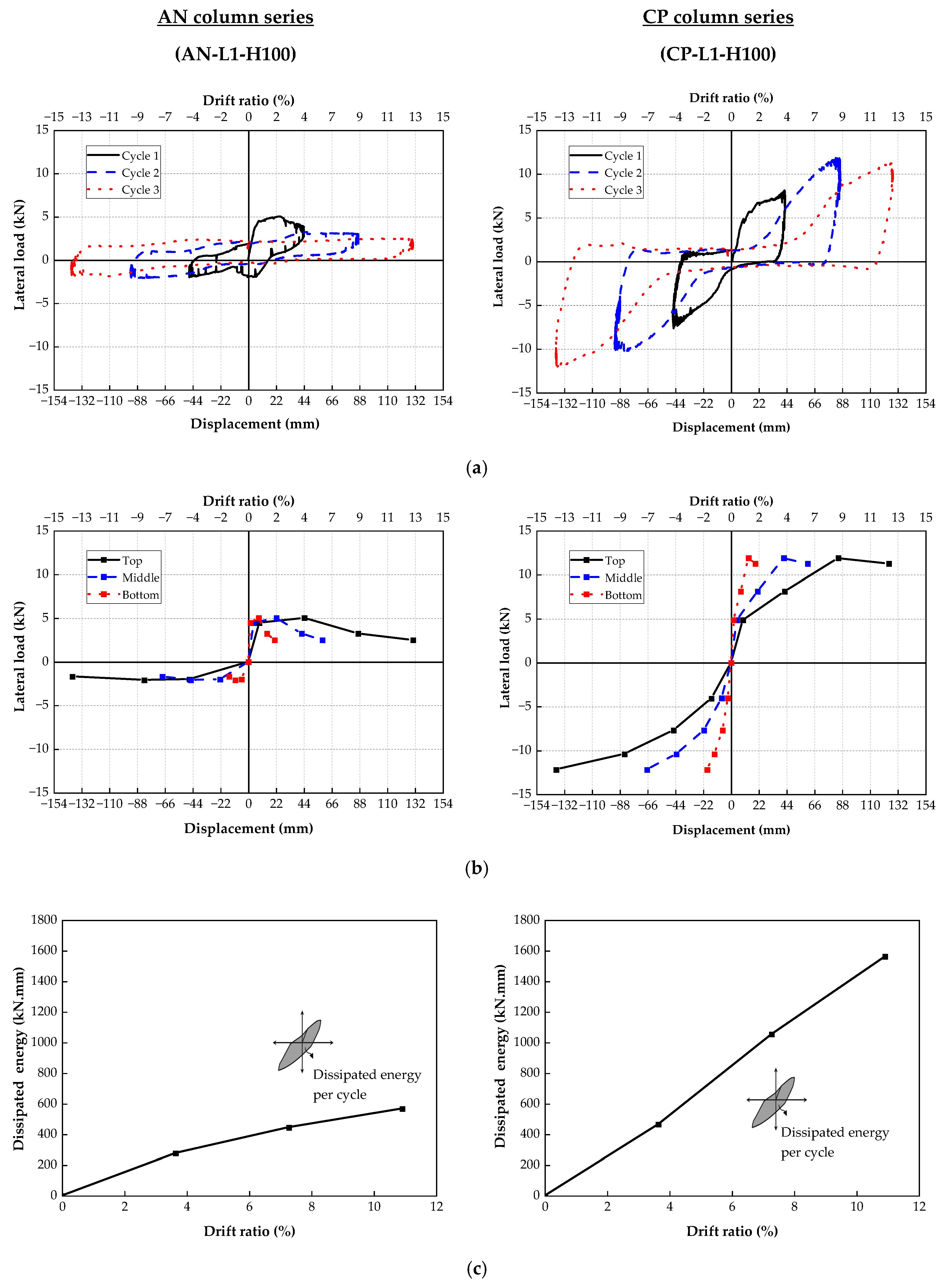
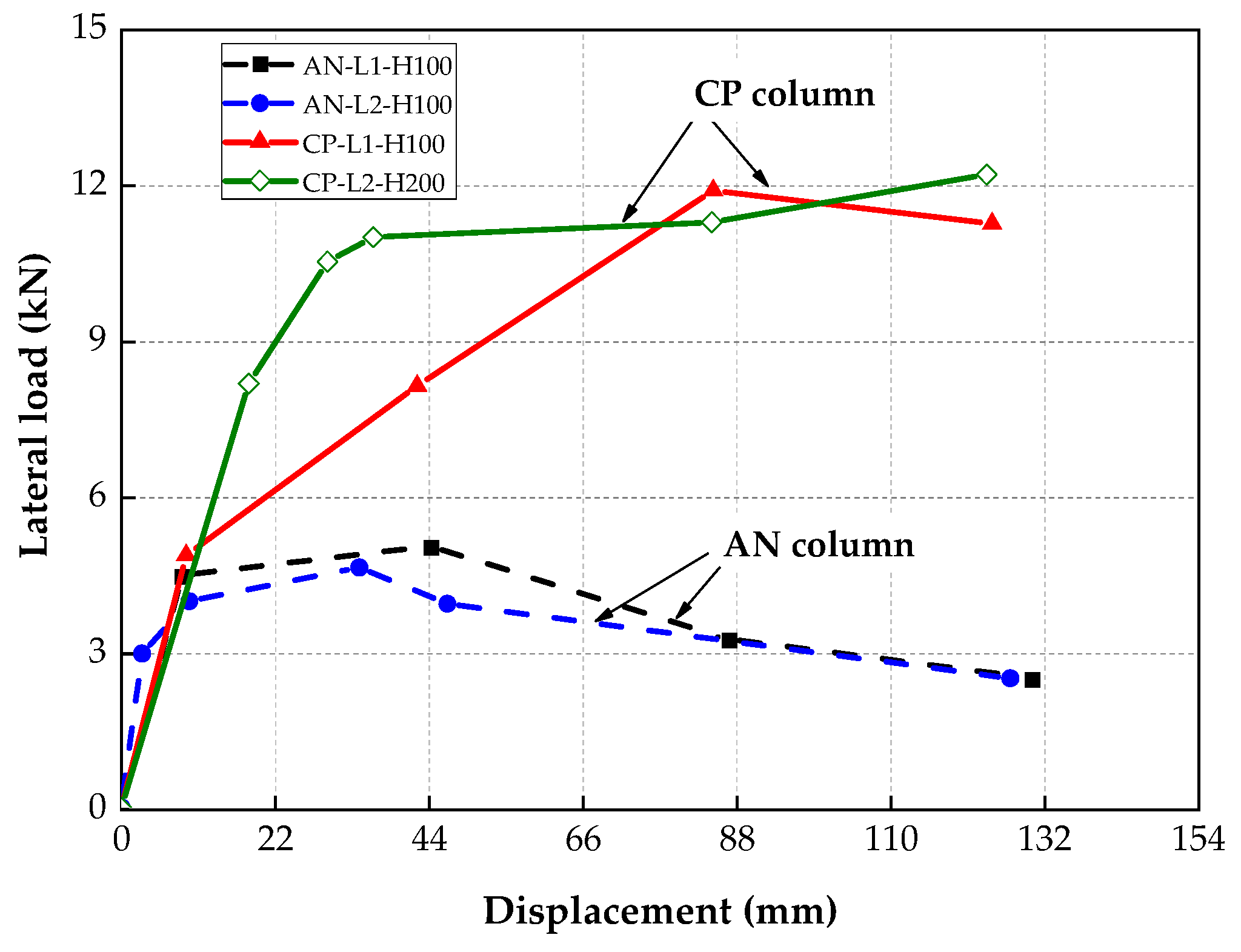
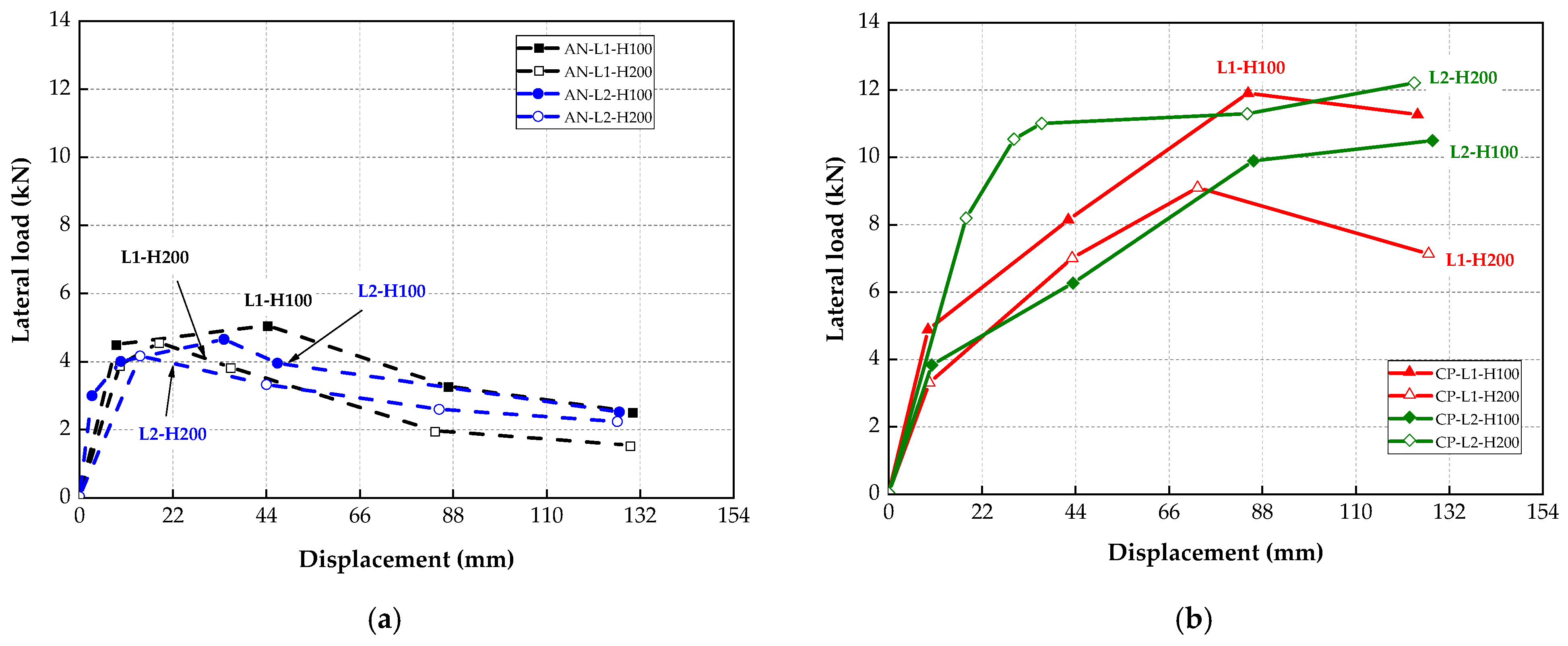
- In terms of load capacity, the column specimens with coupler connections exhibited superior load capacity when compared to that of column specimens with angle connections. The load capacity of the CP column series was approximately four times greater than that of the AN column series. This result indicated that the AN column series slipped, and the steel angles were deformed during the test, resulting in a lower load capacity. Moreover, the CP column series with the couplers connecting the core rebar and foundation allowed the rebar to carry the lateral load during the test.
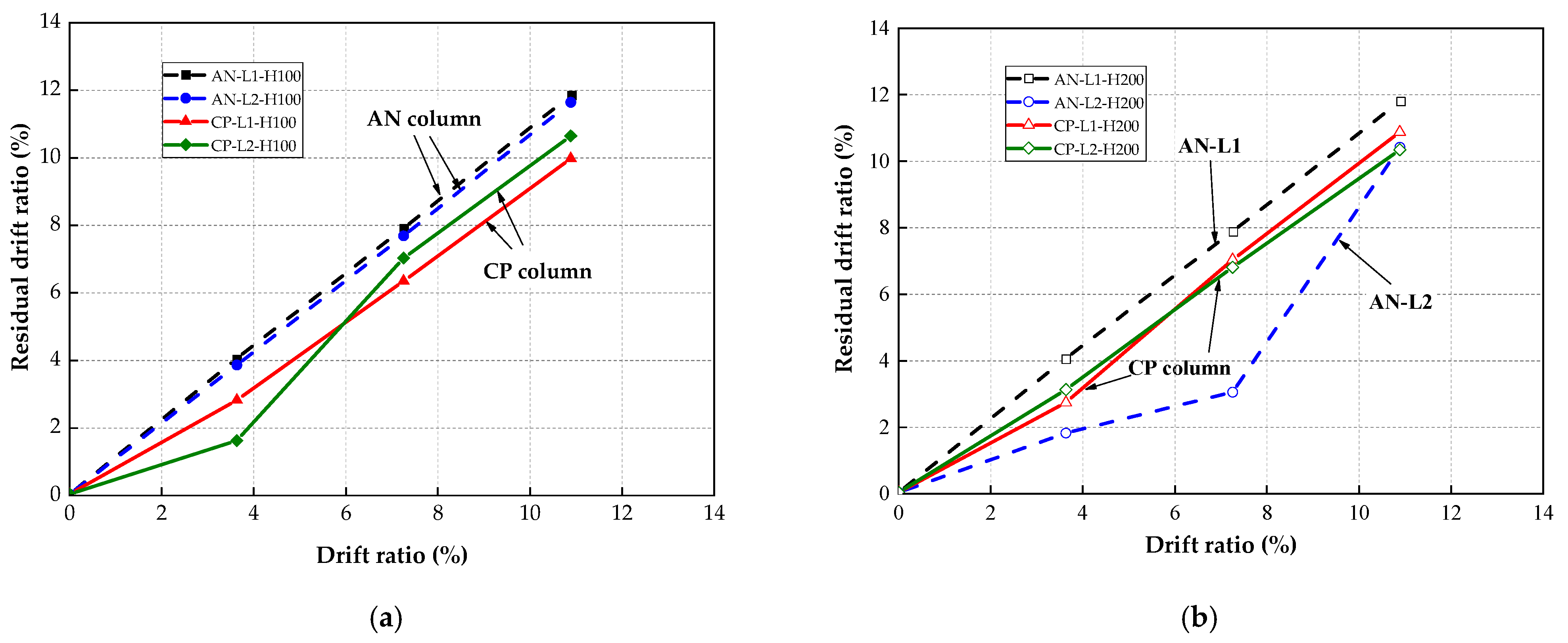
- The test results revealed that the CP column series exhibited a lower residual drift ratio than the AN column series. This phenomenon indicates that the use of a coupler for the connection is more advanced against the displacement of the column.
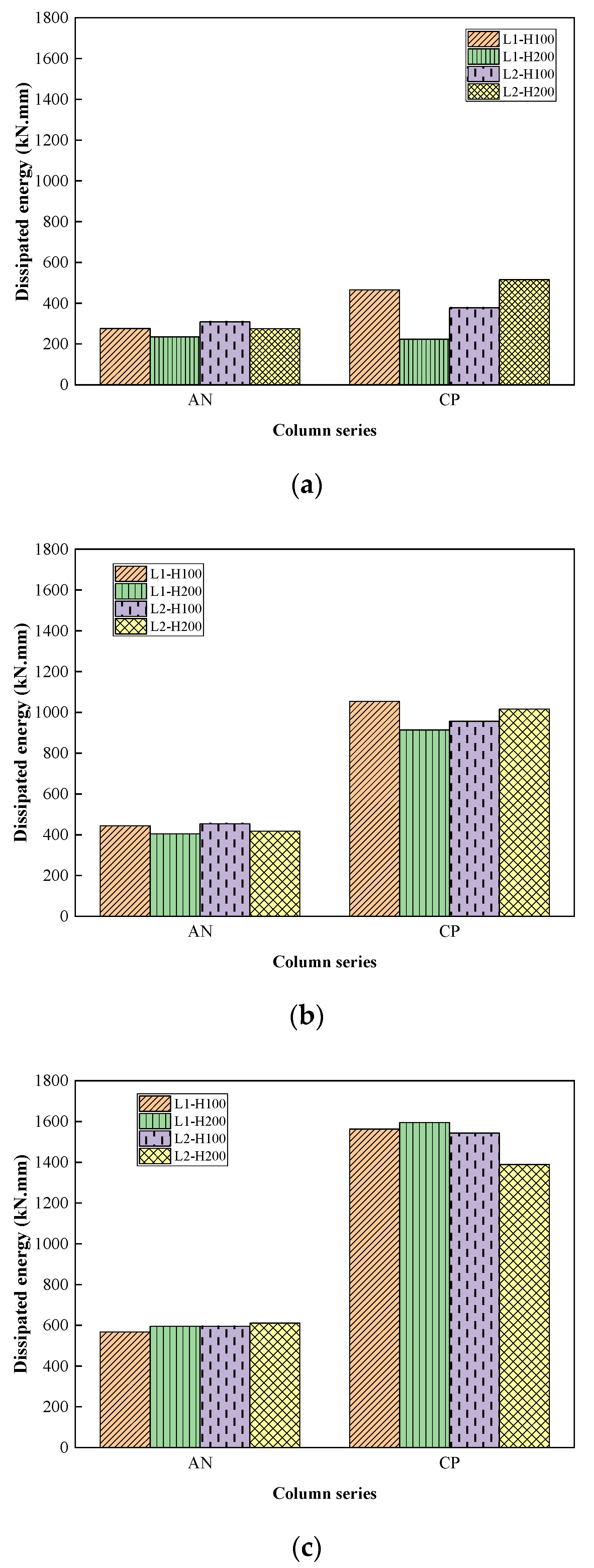
- Although two types of lateral reinforcements were used to improve the bonding strength of the printed layer and shear resistance, the influence of lateral reinforcement in the two series was not obvious. Similarly, the effect of the lateral reinforcement distance on the lateral behavior of the two series was insignificant.
- The test results showed that the dissipated energy of the columns with couplers was two times greater than that of the columns with steel angles. This result indicates that the core rebar could contribute its strength to the lateral loading strength of the column by using couplers.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Siddika, A.; Al Mamun, M.A.; Ferdous, W.; Saha, A.K.; Alyousef, R. 3D-Printed Concrete: Applications, Performance, and Challenges. J. Sustain. Cem. Based Mater. 2020, 9, 127–164. [Google Scholar] [CrossRef]
- Lyu, F.; Zhao, D.; Hou, X.; Sun, L.; Zhang, Q. Overview of the Development of 3D-Printing Concrete: A Review. Appl. Sci. 2021, 11, 9822. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A Review of the Current Progress and Application of 3D Printed Concrete. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105533. [Google Scholar] [CrossRef]
- Sanjayan, J.G.; Nematollahi, B. Chapter 1-3D Concrete Printing for Construction Applications. In 3D Concrete Printing Technology; Sanjayan, J.G., Nazari, A., Nematollahi, B., Eds.; Butterworth-Heinemann: Oxford, UK, 2019; pp. 1–11. ISBN 978-0-12-815481-6. [Google Scholar]
- Apis-Cor. Available online: https://www.apis-cor.com (accessed on 15 March 2022).
- Scott, C. Chinese Construction Company 3D Prints an Entire Two-Story House On-Site in 45 Days. Available online: https://3dprint.com/138664/huashang-tengda-3d-print-house/ (accessed on 15 March 2022).
- Salet, T.A.M.; Ahmed, Z.Y.; Bos, F.P.; Laagland, H.L.M. Design of a 3D Printed Concrete Bridge by Testing. Virtual Phys. Prototyp. 2018, 13, 222–236. [Google Scholar] [CrossRef]
- Kreiger, E.L.; Kreiger, M.A.; Case, M.P. Development of the Construction Processes for Reinforced Additively Constructed Concrete. Addit. Manuf. 2019, 28, 39–49. [Google Scholar] [CrossRef]
- Shanghai Opens World’s Longest 3D-Printed Concrete Bridge. Available online: https://edition.cnn.com/style/article/shanghai-3d-printed-bridge-scli-intl/index.html (accessed on 15 March 2022).
- Jones, K.E.S.; Li, M. Life Cycle Assessment of Ultra-Tall Wind Turbine Towers Comparing Concrete Additive Manufacturing to Conventional Manufacturing. J. Clean Prod. 2023, 417, 137709. [Google Scholar] [CrossRef]
- Tall Wind Turbine Towers with 3D-Printed Concrete Bases. Available online: https://www.bft-international.com/en/artikel/bft_Tall_wind_turbine_towers_with_3D-printed_concrete_bases-3555202.html (accessed on 15 March 2022).
- Marchment, T.; Sanjayan, J. Mesh Reinforcing Method for 3D Concrete Printing. Autom. Constr. 2020, 109, 102992. [Google Scholar] [CrossRef]
- Cohen, Z.; Carlson, N. Piling and Pressing: Towards a Method of 3D Printing Reinforced Concrete Columns. Constr. Robot. 2020, 4, 61–73. [Google Scholar] [CrossRef]
- Joh, C.; Lee, J.; Bui, T.Q.; Park, J.; Yang, I.-H. Buildability and Mechanical Properties of 3D Printed Concrete. Materials 2020, 13, 4919. [Google Scholar] [CrossRef]
- Ahmed, G.H.; Askandar, N.H.; Jumaa, G.B. A Review of Largescale 3DCP: Material Characteristics, Mix Design, Printing Process, and Reinforcement Strategies. Structures 2022, 43, 508–532. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J.G.; Nematollahi, B.; Xia, M. Interlayer Strength of 3D Printed Concrete: Influencing Factors and Method of Enhancing. In 3D Concrete Printing Technology; Elsevier: Amsterdam, The Netherlands, 2019; pp. 241–264. [Google Scholar]
- Zareiyan, B.; Khoshnevis, B. Effects of Interlocking on Interlayer Adhesion and Strength of Structures in 3D Printing of Concrete. Autom. Constr. 2017, 83, 212–221. [Google Scholar] [CrossRef]
- Babafemi, A.J.; Kolawole, J.T.; Miah, M.J.; Paul, S.C.; Panda, B. A Concise Review on Interlayer Bond Strength in 3D Concrete Printing. Sustainability 2021, 13, 7137. [Google Scholar] [CrossRef]
- Hass, L.; Bos, F. Bending and Pull-Out Tests on a Novel Screw Type Reinforcement for Extrusion-Based 3D Printed Concrete. In Second RILEM International Conference on Concrete and Digital Fabrication; Springer: Berlin/Heidelberg, Germany, 2020; pp. 632–645. ISBN 978-3-030-49915-0. [Google Scholar]
- Park, J.; Bui, Q.-T.; Lee, J.; Joh, C.; Yang, I.-H. Interlayer Strength of 3D-Printed Mortar Reinforced by Postinstalled Reinforcement. Materials 2021, 14, 6630. [Google Scholar] [CrossRef] [PubMed]
- Ma, G.; Li, Z.; Wang, L.; Bai, G. Micro-Cable Reinforced Geopolymer Composite for Extrusion-Based 3D Printing. Mater. Lett. 2019, 235, 144–147. [Google Scholar] [CrossRef]
- Bester, F.; van den Heever, M.; Kruger, J.; Cho, S.; van Zijl, G. Steel Fiber Links in 3D Printed Concrete. In Second RILEM International Conference on Concrete and Digital Fabrication; Springer: Berlin/Heidelberg, Germany, 2020; pp. 398–406. ISBN 978-3-030-49915-0. [Google Scholar]
- Perrot, A.; Jacquet, Y.; Rangeard, D.; Courteille, E.; Sonebi, M. Nailing of Layers: A Promising Way to Reinforce Concrete 3D Printing Structures. Materials 2020, 13, 1518. [Google Scholar] [CrossRef]
- Bos, F.P.; Ahmed, Z.Y.; Wolfs, R.J.M.; Salet, T.A.M. 3D Printing Concrete with Reinforcement BT—High Tech Concrete: Where Technology and Engineering Meet; Hordijk, D.A., Luković, M., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 2484–2493. [Google Scholar]
- Pacewicz, K.; Sobotka, A.; Gołek, Ł. Characteristic of Materials for the 3D Printed Building Constructions by Additive Printing. MATEC Web Conf. 2018, 222, 01013. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Liu, G.; Yang, Y.; Wu, M.; Pang, B. Fresh Properties of a Novel 3D Printing Concrete Ink. Constr. Build Mater. 2018, 174, 263–271. [Google Scholar] [CrossRef]
- Li, Y.; Kwan, A.K.H. Ternary Blending of Cement with Fly Ash Microsphere and Condensed Silica Fume to Improve the Performance of Mortar. Cem. Concr. Compos. 2014, 49, 26–35. [Google Scholar] [CrossRef]
- Tran, N.P.; Gunasekara, C.; Law, D.W.; Houshyar, S.; Setunge, S.; Cwirzen, A. A Critical Review on Drying Shrinkage Mitigation Strategies in Cement-Based Materials. J. Build. Eng. 2021, 38, 102210. [Google Scholar] [CrossRef]
- Cappellari, M.; Daubresse, A.; Chaouche, M. Influence of Organic Thickening Admixtures on the Rheological Properties of Mortars: Relationship with Water-Retention. Constr. Build. Mater. 2013, 38, 950–961. [Google Scholar] [CrossRef]
- Khayat, K.H. Viscosity-Enhancing Admixtures for Cement-Based Materials—An Overview. Cem. Concr. Compos. 1998, 20, 171–188. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| W/B (%) | Unit Weight (kg/m3) | ||||||
|---|---|---|---|---|---|---|---|
| Water | OPC | SF | FA | Sand | HWRA | Viscosity Agent | |
| 0.29 | 240 | 576 | 79 | 172 | 1154 | 8.27 | 1.65 |
| Column | Connector Type | Lateral Reinforcement Type | Spacing of Lateral Reinforcement (mm) | Number of Vertical Rebar |
|---|---|---|---|---|
| AN-L1-H100 | AN | L1 | 100 | 4-D13 |
| AN-L1-H200 | 200 | 4-D13 | ||
| AN-L2-H100 | L2 | 100 | 4-D13 | |
| AN-L2-H200 | 200 | 4-D13 | ||
| CP-L1-H100 | CP | L1 | 100 | 4-D13 |
| CP-L1-H200 | 200 | 4-D13 | ||
| CP-L2-H100 | L2 | 100 | 4-D13 | |
| CP-L2-H200 | 200 | 4-D13 |
| Drift Ratio (%) | Displacement (mm) | Cycle Number |
|---|---|---|
| 3.64 | 40 | 1 |
| 7.73 | 80 | 1 |
| 10.91 | 120 | 1 |
| Column Specimen | 1st Loading Cycle (θ = 3.64%) | 2nd Loading Cycle (θ = 7.27%) | 3rd Loading Cycle (θ = 10.91%) | Failure Mode | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ppeak,1 | Δpeak,1 | θr | E1 | Ppeak,2 | Δpeak,2 | θr | E2 | Ppeak,3 | Δpeak,3 | θr | E3 | ||
| (kN) | (mm) | (%) | (kN.mm) | (kN) | (mm) | (%) | (kN.mm) | (kN) | (mm) | (%) | (kN.mm) | ||
| AN-L1-H100 | 5.04 | 24.6 | 2.24 | 276.36 | 3.25 | 45.4 | 4.13 | 444.47 | 2.50 | 121.9 | 11.08 | 567.23 | Debonding at connecting bolt |
| AN-L1-H200 | 4.54 | 18.8 | 1.71 | 235.10 | 2.41 | 34.6 | 3.15 | 404.59 | 1.51 | 129.7 | 11.79 | 595.49 | Debonding at connecting bolt |
| AN-L2-H100 | 4.63 | 34.1 | 3.10 | 308.63 | 3.93 | 46.7 | 4.25 | 453.45 | 2.49 | 127.4 | 11.58 | 594.92 | Debonding at connecting bolt |
| AN-L2-H200 | 4.14 | 14.3 | 1.30 | 274.86 | 2.77 | 49.3 | 4.48 | 417.86 | 2.21 | 128.8 | 11.71 | 610.87 | Debonding at connecting bolt |
| CP-L1-H100 | 8.13 | 42.4 | 3.85 | 465.44 | 11.90 | 84.8 | 7.71 | 1054.72 | 11.26 | 124.8 | 11.35 | 1562.55 | Concrete debonding |
| CP-L1-H200 | 6.99 | 43.3 | 3.94 | 223.11 | 9.09 | 72.9 | 6.63 | 914.61 | 7.12 | 127.4 | 11.58 | 1595.43 | Concrete debonding |
| CP-L2-H100 | 6.25 | 43.5 | 3.95 | 377.78 | 9.89 | 86.1 | 7.83 | 956.62 | 10.49 | 128.3 | 11.66 | 1543.65 | Concrete debonding |
| CP-L2-H200 | 11.00 | 36.1 | 3.28 | 515.39 | 11.29 | 84.6 | 7.69 | 1016.99 | 12.21 | 124.0 | 11.27 | 1388.74 | Concrete debonding |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, I.-H.; Bui, Q.-T.; Park, J.-H.; Jeong, S.-T. A Feasibility Study on the Lateral Behavior of a 3D-Printed Column for Application in a Wind Turbine Tower. Energies 2023, 16, 7218. https://doi.org/10.3390/en16207218
Yang I-H, Bui Q-T, Park J-H, Jeong S-T. A Feasibility Study on the Lateral Behavior of a 3D-Printed Column for Application in a Wind Turbine Tower. Energies. 2023; 16(20):7218. https://doi.org/10.3390/en16207218
Chicago/Turabian StyleYang, In-Hwan, Quang-The Bui, Ji-Hun Park, and Seung-Tae Jeong. 2023. "A Feasibility Study on the Lateral Behavior of a 3D-Printed Column for Application in a Wind Turbine Tower" Energies 16, no. 20: 7218. https://doi.org/10.3390/en16207218
APA StyleYang, I.-H., Bui, Q.-T., Park, J.-H., & Jeong, S.-T. (2023). A Feasibility Study on the Lateral Behavior of a 3D-Printed Column for Application in a Wind Turbine Tower. Energies, 16(20), 7218. https://doi.org/10.3390/en16207218