Investigating the Influence of Distributor Type, Particle Size and Rice Husk Percentage on Fluidized Beds through Cold Fluidization Experiments


Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Solid Particles to Be Used in Experiments
2.2. Experimental Setup for Cold Fluidization Experiments
2.3. Characterization of Solid Particles
2.4. Variables Obtained from the Fluidized Bed Reactor
2.5. Experimental Procedure for Cold Fluidization Experiments
3. Results and Discussion
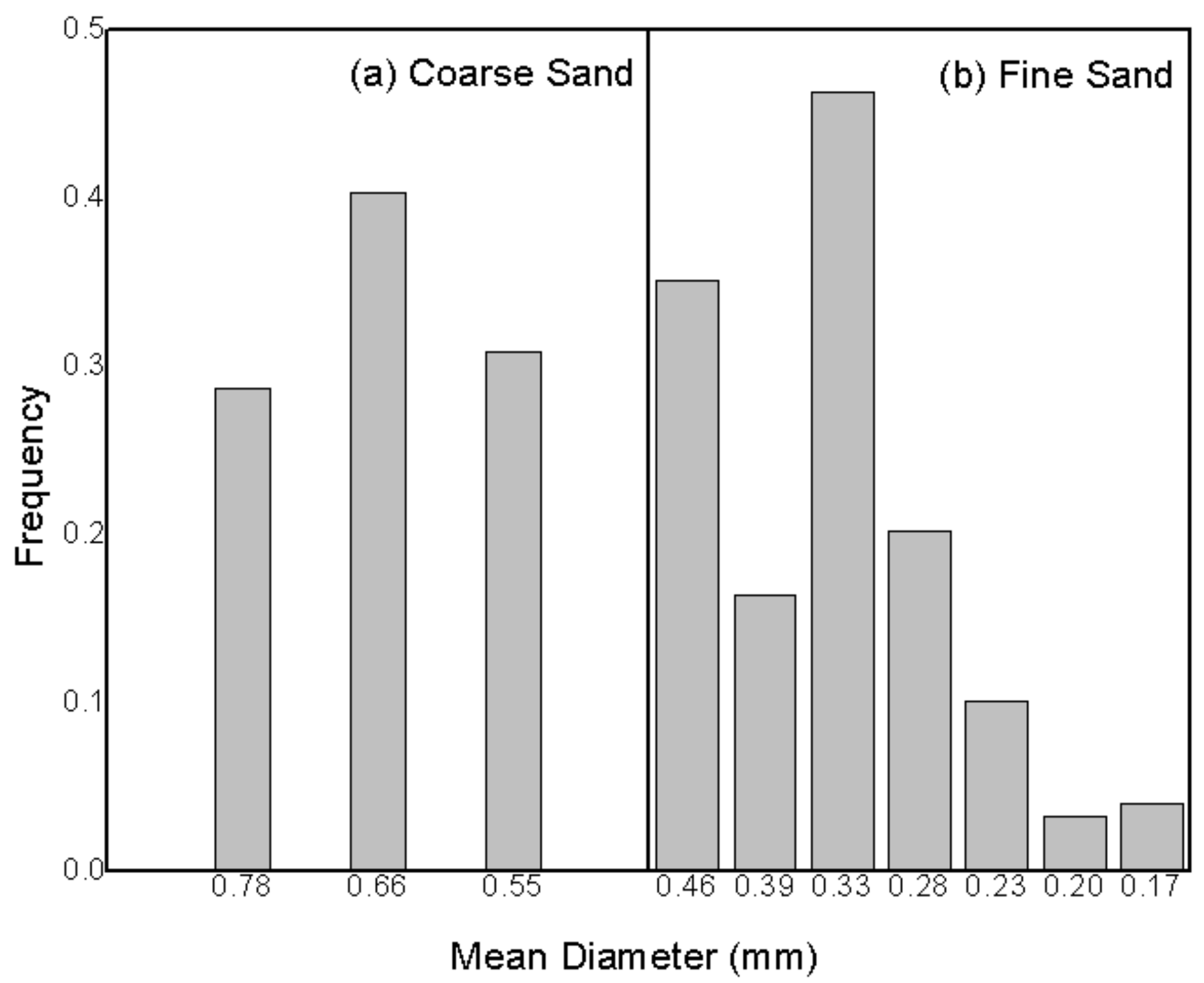
3.1. Characterization of Solid Particles
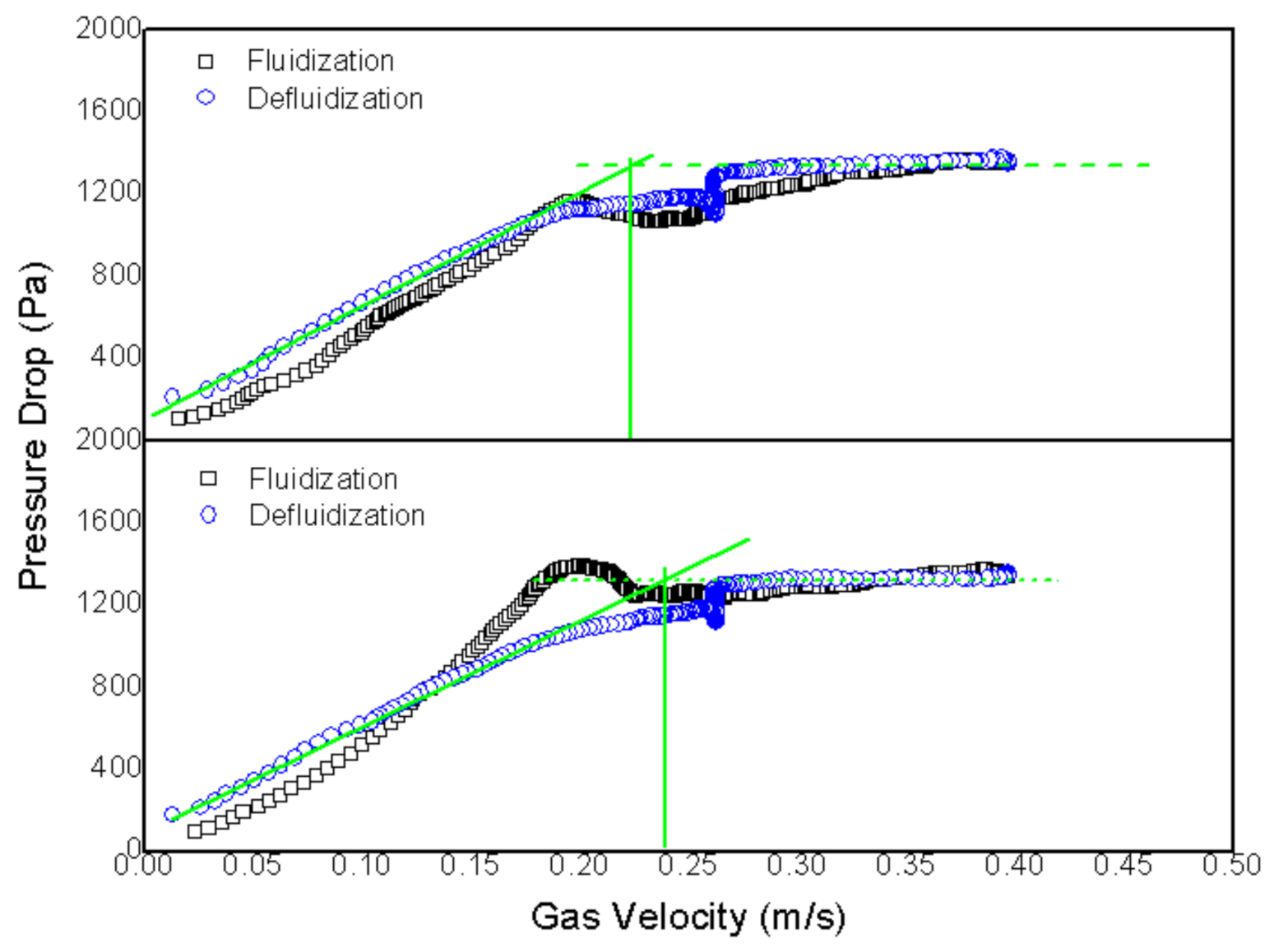
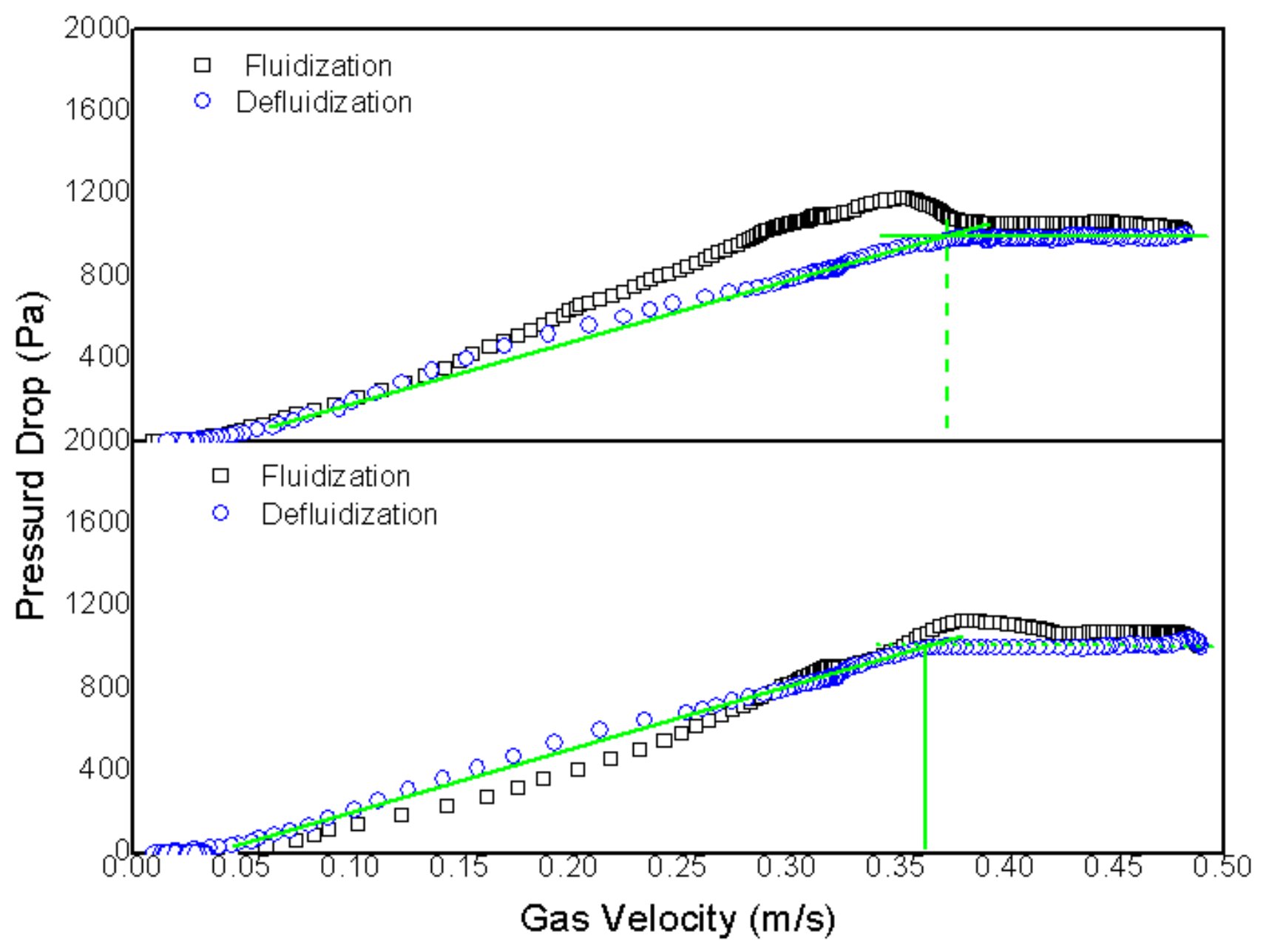
3.2. Influence of the Type of Distributor on Cold Fluidization
3.3. Influence of Sand Granulometry in Fluidization
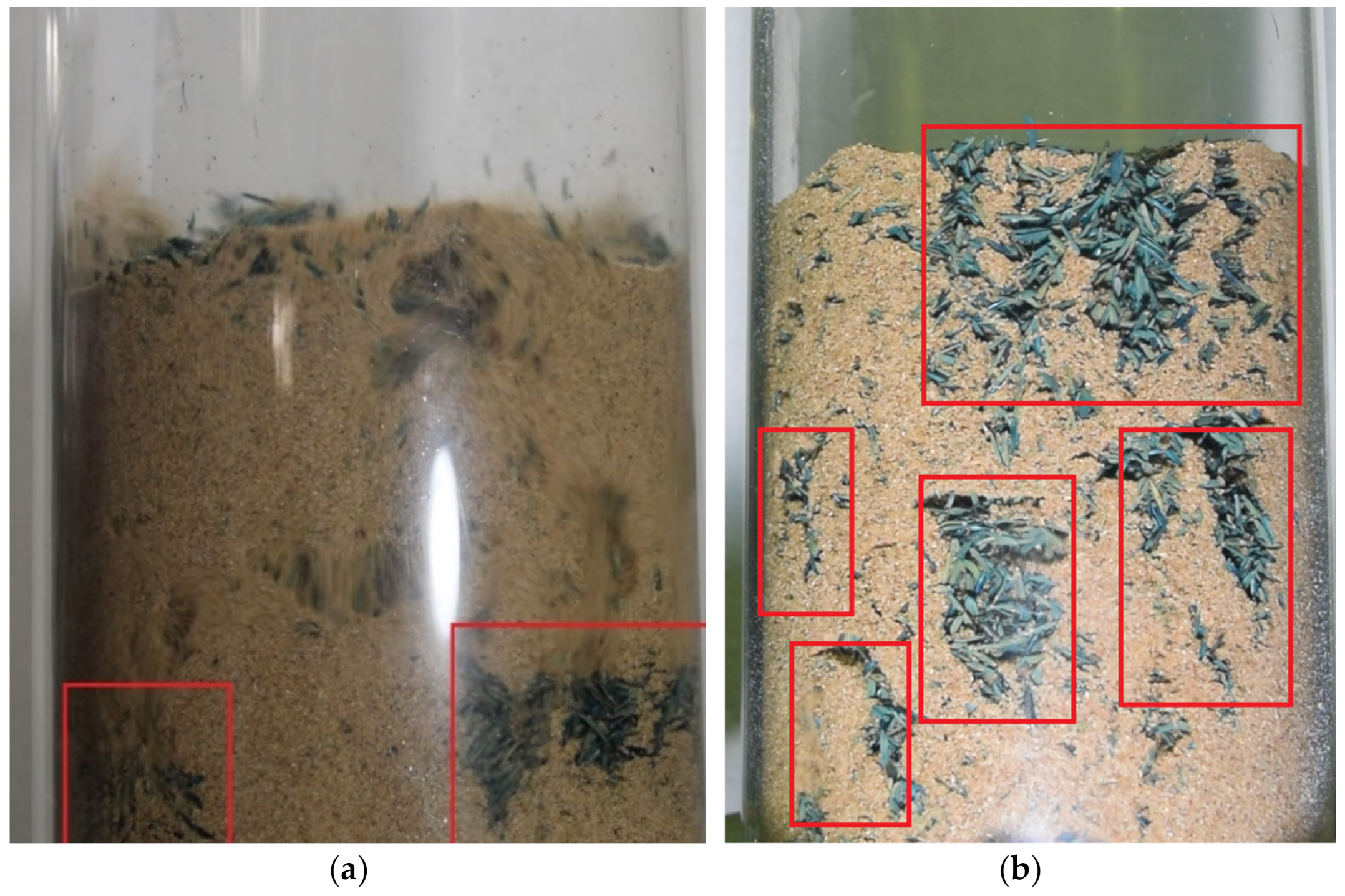
3.4. Influence of Rice Husk Mass Ratio in Fluidization
3.5. Comparison of Results Achieved in Cold Fluidization
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- IEA. World Energy Outlook 2018; IEA: Paris, France, 2018. [Google Scholar]
- Chen, W.H.; Peng, J.; Bi, X.T. A State-of-the-Art Review of Biomass Torrefaction, Densification and Applications. Renew. Sustain. Energy Rev. 2015, 44, 847–866. [Google Scholar] [CrossRef]
- Dhillon, R.S.; von Wuehlisch, G. Mitigation of Global Warming through Renewable Biomass. Biomass Bioenergy 2013, 48, 75–89. [Google Scholar] [CrossRef]
- Krapivin, V.F.; Varotsos, C.A.; Soldatov, V.Y. Simulation Results from a Coupled Model of Carbon Dioxide and Methane Global Cycles. Ecol. Modell. 2017, 359, 69–79. [Google Scholar] [CrossRef]
- Yvon-Durocher, G.; Allen, A.P.; Bastviken, D.; Conrad, R.; Gudasz, C.; St-Pierre, A.; Thanh-Duc, N.; del Giorgio, P.A. Methane Fluxes Show Consistent Temperature Dependence across Microbial to Ecosystem Scales. Nature 2014, 507, 488–491. [Google Scholar] [CrossRef] [PubMed]
- Steven, S.; Restiawaty, E.; Bindar, Y. Routes for Energy and Bio-Silica Production from Rice Husk: A Comprehensive Review and Emerging Prospect. Renew. Sustain. Energy Rev. 2021, 149, 111329. [Google Scholar] [CrossRef]
- Yang, Z.; Zhu, Y.; Zhang, J.; Li, X.; Ma, P.; Sun, J.; Sun, Y.; Ma, J.; Li, N. Comparison of Energy Use between Fully Mechanized and Semi-Mechanized Rice Production in Southwest China. Energy 2022, 245, 123270. [Google Scholar] [CrossRef]
- Silva, J.B. Hidrodinâmica da Fluidização de Biomassa e Inertes em Leito Fluidizado; Universidade Federal do Paraná: Curitiba, Brazil, 2011. [Google Scholar]
- Park, H.C.; Choi, H.S. The Segregation Characteristics of Char in a Fluidized Bed with Varying Column Shapes. Powder Technol. 2013, 246, 561–571. [Google Scholar] [CrossRef]
- Kunii, D.; Levenspiel, O. Fluidization Engineering, 2nd ed.; Brenner, H., Ed.; Elsevier: Philadelphia, PA, USA, 1991; ISBN 9780080506647. [Google Scholar]
- Yates, J.G.; Lettieri, P. Fluidized-Bed Reactors: Processes and Operating Conditions; Particle Technology Series; Springer International Publishing: Cham, Switzerland, 2016; Volume 26, ISBN 978-3-319-39591-3. [Google Scholar]
- Geldart, D. Types of Fluidisation. Powder Technol. 1973, 7, 285–292. [Google Scholar] [CrossRef]
- Qiaoqun, S.; Huilin, L.; Wentie, L.; Yurong, H.; Lidan, Y.; Gidaspow, D. Simulation and Experiment of Segregating/Mixing of Rice Husk–Sand Mixture in a Bubbling Fluidized Bed. Fuel 2005, 84, 1739–1748. [Google Scholar] [CrossRef]
- Yang, X.; Ma, Z.; Liang, Z.; Chen, H.; Wang, J. Hydrodynamic Characteristics in a Cold Model of the Dual Fluidized Bed with Mixed Particles. Powder Technol. 2019, 351, 291–304. [Google Scholar] [CrossRef]
- Kaewklum, R.; Kuprianov, V.I. Experimental Studies on a Novel Swirling Fluidized-Bed Combustor Using an Annular Spiral Air Distributor. Fuel 2010, 89, 43–52. [Google Scholar] [CrossRef]
- Shukrie, A.; Anuar, S.; Oumer, A.N. Air Distributor Designs for Fluidized Bed Combustors: A Review. Eng. Technol. Fluid. Sci. Res. 2016, 6, 1029–1034. [Google Scholar] [CrossRef]
- Lundberg, L.; Soria-verdugo, A.; Pallarès, D.; Johansson, R.; Thunman, H. The Role of Fuel Mixing on Char Conversion in a Fluidized Bed. Powder Technol. 2017, 316, 677–686. [Google Scholar] [CrossRef]
- Brink, H.G.; Saayman, J.; Nicol, W. Two Dimensional Fluidised Bed Reactor: Performance of a Novel Multi-Vortex Distributor. Chem. Eng. J. 2011, 175, 484–493. [Google Scholar] [CrossRef]
- Chokphoemphun, S.; Chokphoemphun, S. Moisture Content Prediction of Paddy Drying in a Fluidized-Bed Drier with a Vortex Flow Generator Using an Artificial Neural Network. Appl. Therm. Eng. 2018, 145, 630–636. [Google Scholar] [CrossRef]
- Kuprianov, V.I.; Kaewklum, R.; Sirisomboon, K.; Arromdee, P.; Chakritthakul, S. Combustion and Emission Characteristics of a Swirling Fluidized-Bed Combustor Burning Moisturized Rice Husk. Appl. Energy 2010, 87, 2899–2906. [Google Scholar] [CrossRef]
- Wormsbecker, M.; Pugsley, T.S.; Tanfara, H. The Influence of Distributor Design on Fluidized Bed Dryer Hydrodynamics. In Proceedings of the 12th International Conference on Fluidization—New Horizons in Fluidization Engineering, Vancouver, BC, Canada, 13–17 May 2007. [Google Scholar]
- Werther, J. D. Geldart (Ed.): Gas Fluidization Technology, John Wiley & Sons. Chichester, New York, Brisbane, Toronto, Singapore 1986. 468 Seiten, Preis: £ 42.50. Berichte Der Bunsenges. Für Phys. Chem. 1987, 91, 678–679. [Google Scholar] [CrossRef]
- Wel, P. Van Der Powder Mixing. Powder Handle Process. 1999, 11, 83–86. [Google Scholar]
- Lv, B.; Luo, Z.; Zhang, B.; Qin, X. Particle Mixing and Separation Performance of Gas-Solid Separation Fluidized Beds Containing Binary Mixtures. Fuel 2018, 226, 462–471. [Google Scholar] [CrossRef]
- Abdullah, M.Z.; Husain, Z.; Yin Pong, S.L. Analysis of Cold Flow Fluidization Test Results for Various Biomass Fuels. Biomass Bioenergy 2003, 24, 487–494. [Google Scholar] [CrossRef]
- Pécora, A.A.B.; Ávila, I.; Lira, C.S.; Cruz, G.; Crnkovic, P.M. Prediction of the Combustion Process in Fluidized Bed Based on Physical–Chemical Properties of Biomass Particles and Their Hydrodynamic Behaviors. Fuel Process. Technol. 2014, 124, 188–197. [Google Scholar] [CrossRef]
- Rao, T.R.; Bheemarasetti, J.V.R. Minimum Fluidization Velocities of Mixtures of Biomass and Sands. Energy 2001, 26, 633–644. [Google Scholar] [CrossRef]
- Agu, C.E.; Pfeifer, C.; Moldestad, B.M.E. Prediction of Void Fraction and Minimum Fluidization Velocity of a Binary Mixture of Particles: Bed Material and Fuel Particles. Powder Technol. 2019, 349, 99–107. [Google Scholar] [CrossRef]
- Pérez, N.P.; Pedroso, D.T.; Machin, E.B.; Antunes, J.S.; Verdú Ramos, R.A.; Silveira, J.L. Prediction of the Minimum Fluidization Velocity of Particles of Sugarcane Bagasse. Biomass Bioenergy 2018, 109, 249–256. [Google Scholar] [CrossRef]
- Rasteh, M.; Farhadi, F.; Ahmadi, G. Empirical Models for Minimum Fluidization Velocity of Particles with Different Size Distribution in Tapered Fluidized Beds. Powder Technol. 2018, 338, 563–575. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Rice Husk (in Natura) | Sand 500–150 µm | Sand 850–500 µm |
|---|---|---|---|
| Mean particle diameter (µm) | 1500 | 325 | 675 |
| Particle density (kg/m3) | 500 | 2552 | 2789 |
| Bulk density (kg/m3) | 106 | 1417 | 1238 |
| Voidage | 0.788 | 0.445 | 0.556 |
| Particle classification | Grupo D | Grupo B | Grupo B |
| Roundness | 0.2351 | NA | NA |
| Mass Percentage | Raw Rice Rusk | Colored Rice Husk | Sand Type 1 | Sand Type 2 |
|---|---|---|---|---|
| Nitrogen | 4.103272279 | 3.504065196 | 0.112847798 | 0.211314867 |
| Carbon | 39.64381027 | 39.66638438 | 0.250219668 | 0.251203055 |
| Hydrogen | 3.456349452 | 3.447997014 | 0 | 0 |
| Sulfur | 0 | 0 | 0 | 0 |
| Type of Distributor | Granulometry of the Sand (µm) | Rice Husk Proportion (%) | Minimum Fluidization Velocity (m/s) | Bed Expansion | Mixture Level |
|---|---|---|---|---|---|
| Tuyere | 324 | 5 | 0.233 | 1.18 | 97.6 |
| Perforated | 647 | 5 | 0.363 | - | - |
| Perforated | 324 | 1 | 0.115 | 1.06 | 98.6 |
| Perforated | 324 | 2 | 0.120 | - | - |
| Perforated | 324 | 3 | 0.140 | - | - |
| Perforated | 324 | 4 | 0.165 | - | - |
| Perforated | 324 | 5 | 0.176 | 1.21 | 93.4 |
| Perforated | 324 | 6 | 0.274 | - | - |
| Perforated | 324 | 7 | 0.305 | - | - |
| Perforated | 324 | 8 | 0.413 | - | - |
| Perforated | 324 | 9 | 0.455 | - | - |
| Perforated | 324 | 10 | 0.425 | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Balestieri, F.M.P.; Luna, C.M.R.; Ávila, I. Investigating the Influence of Distributor Type, Particle Size and Rice Husk Percentage on Fluidized Beds through Cold Fluidization Experiments. Energies 2023, 16, 7574. https://doi.org/10.3390/en16227574
Balestieri FMP, Luna CMR, Ávila I. Investigating the Influence of Distributor Type, Particle Size and Rice Husk Percentage on Fluidized Beds through Cold Fluidization Experiments. Energies. 2023; 16(22):7574. https://doi.org/10.3390/en16227574
Chicago/Turabian StyleBalestieri, Fernando M. P., Carlos M. R. Luna, and Ivonete Ávila. 2023. "Investigating the Influence of Distributor Type, Particle Size and Rice Husk Percentage on Fluidized Beds through Cold Fluidization Experiments" Energies 16, no. 22: 7574. https://doi.org/10.3390/en16227574