1. Introduction
The use of energy-saving technologies plays an important role in sustainable development and reducing environmental impact. One such technology that has become widely used is heat pumps.
A heat pump (HP) makes it possible to use low-potential heat sources and convert them into high-potential heat that can be used in production processes and the integration of renewable energies [
1]. Heat pumps can be configured for different conditions and production requirements, making them the ideal choice for a variety of industries.
The use of heat pumps plays an important role in achieving energy efficiency, reducing the use of fossil energy resources, reducing negative emissions, and protecting the environment. This enables industrial companies to reduce their ecological footprint, improve market competitiveness, and contribute to sustainable development.
Heat pumps are used extensively in a variety of industries—primarily in the chemical, processing, and food industries. The design strategy for a heat pump-assisted distillation system was proposed many years ago [
2], but its importance increased recently when environmental issues became a hot topic. Van de Bor et al. [
3] investigated the recovery and upgrading of low-potential heat sources using HPs (to generate useful process heat) and low-temperature heat engines (to generate electricity) and considered the relevance and impact of wet compression on the performance of the HP. Yuan et al. [
4] made a comparison of the specific energy consumption parameters of heat pump dryers, combustion-heated dryers, and electrically heated dryers. Tveit studied the application of a high-temperature HP and gave a comparative assessment of the reduction in CO
2 emissions from heat pumps and boilers operating on natural gas using the example of a dairy plant [
5]. Similarly, Burne et al. [
6] made a comparison of a heat pump water-heater (ASHPWH) system with other options: a natural gas boiler, electricity, a liquefied petroleum gas (LPG) instant water heater, and a solar water heater with an electric or natural gas backup for a dairy farm.
A case study on the brewing process [
7] considers an HP system with two parallel heat sources at different temperatures and times. The analysis of the proposed HP system shows that the CO
2 production from the consumption of electrical energy is reduced by 60%.
The use of HPs is also widespread in the agricultural sector. An analysis of the use of various types of HPs for heating greenhouses, heating water used for greenhouse heating, heating water used for watering, and hot technical water preparation included an assessment of the technical aspects and cost-effectiveness of implementation [
8,
9,
10]. Heat pumps can also be used for district cooling in residential sectors during the summer through the use of existing district heat systems [
11]. Ünal et al. [
12] consider the energy, exergic, exergoeconomic and exergo-environmental analysis of an underfloor heating system integrated with the a geothermal HP. The authors investigate the distribution of losses in the system over the elements of the system separately, and the equivalent CO
2 emissions of heating a greenhouse with natural gas and an HP system was compared. Chiriboga et al. confirmed the possibility of designing and building a coupled geothermal HP [
13]. Based on the results of the assessment of the energy potential of the solar and geothermal sources, the energy balance in the greenhouse was calculated to determine the parameters of the geothermal HP using the vapor compression cycle.
Using a coal-fired power plant as an example, Zhang et al. considered a cogeneration system based on an organic Rankine cycle (ORC) and absorption heat pump (AHP) to improve power output and heating capacity [
14]. The efficiency analysis showed that this cogeneration system can increase the power output and heating capacity of the plant. Cao et al. compared the efficiency of different high-temperature HP systems to recover the heat from wastewater from an oil field and produce hot water [
15]. The analysis of the data obtained on system energy consumption and efficiency provides recommendations for the selection of a suitable heat recovery system with high heat output for industrial applications.
Another example of the application of an open absorption heat pump (OAHP) system combined with flash evaporation for coal-fired flue gas is the work of Zhang et al. [
16]. An exergy analysis of the proposed schemes showed an improvement in the exergy efficiency of the optimised systems.
Su et al. performed thermodynamic modelling and performance evaluation of a heat pump dryer by combining liquid desiccant dehumidification and mechanical vapour recompression [
17]. The comparison of the working principles and the performance of the proposed system and the reference system showed that the proposed scheme improves the energy efficiency of the heat pump drying system.
The potential for using an HP with CO
2 as a working medium for the apple drying process was considered in [
18]. An analysis of the system simulation results showed that the use of a closed-loop system is effective, but also leads to an increased drying time.
In the oil and chemical industry, it is common to use traditional distillation systems to separate mixtures of liquids. However, this process requires considerable use of fossil fuels as a heat source.
Waheed et al. looked at a de-ethanisation unit of a Nigerian refinery as an example and enhanced the vapour recompression heat pump (VRHP) models that were developed to reduce the heat loss and heat pump size [
19]. These strategies are based on reducing the heat differential across the heat pump by utilizing the process stream within the system, the external process stream, and the utility streams.
For the production of n-butyl acetate and isopropyl alcohol, Liu et al. proposed a heat pump-assisted dividing wall column for a reactive distillation system and a heterogeneous azeotropic distillation system [
20]. HP-assisted dividing wall columns are beneficial for cases where clean and highly effective electricity generation technologies are adopted and long-term profitability is considered.
Long et al. proposed an energy-efficient sequence for the natural gas liquid fractionation process. A hybrid heat pump-assisted system with a side reboiler and was proposed to maximise energy efficiency [
21].
Long et al. considered different HP configurations to improve the energy efficiency of distillation columns for separating R-410A and R-22 [
22]. Top vapour superheating was proposed for improving the performance of the HP configuration, as well as for protecting the compressor from liquid leakage. The possibility of replacing the throttle valve with a hydraulic turbine, which would reduce the operating costs, is being considered.
Zhu et al. analysed the separation process of a cyclohexane/sec-butyl alcohol/water azeotropic mixture by extractive distillation [
23]. The distillation process is optimised based on a sequential and iterative optimization algorithm. For further energy saving, several energy-optimised processes are proposed: the thermally coupled extractive distillation process (TCED), the heat pump extractive distillation process (HPED), and the heat pump combined with thermal coupling extractive distillation process (HPCWTCED).
Šulgan et al. reviewed the production of ethyl acetate using an HP and presented a multi-objective evaluation based on energy requirements, economic analysis, and safety analysis [
24]. As a result, the use of HPs is highly recommended in both the conventional process and in reactive columns with a separation unit. Since a higher level of process integration is achieved with an HP, economic aspects are improved, but at the same time, the safety aspects are worsened.
The application of HPs in the distillation process may be the solution for process electrification. The case study by Boldyryev et al. analysed natural gas liquid processing and assessed electrified thermal utility [
25]. The targeting for appropriate HP placement resulted in increased heat recovery and a reduction in energy cost by up to 41%.
Florian Schlosser et al. reviewed HPs and identified concepts for their integration across industries and processes based on the grand composite curve (GCC) and demonstrated the saving potential [
26]. Kim et al. proposed an optimal heat exchange network (HEN) with HPs in a wastewater heat recovery system in the textile industry [
27]. The authors considered a two-step approach to design a heat exchange network and made an economic evaluation to minimise costs and maximise energy efficiency.
Case studies of a milk spray dryer by Walmsley et al. [
28] and Gai et al. [
29] focused on the modelling and optimization of an HP for convective dryers considering pinch design principles. Different schemes for the integration of the drying process were considered, as well as the optimization of the operating parameters for maximum efficiency. Lincoln et al. presented a fully electric milk evaporation system developed through an effective Process Integration and Electrification design method [
30]. A sensitivity analysis of the final process design was conducted, which showed that it applied to a wide range of operating conditions. Klinac et al. proposed a pinch-based Total Site Heat Integration (TSHI) method, which is used for multi-level heat pump integration options at a meat processing site [
31]. The results of the Total Site approach in coke-to-chemicals demonstrated the appropriate placement of HPs within inter-plant integration and showed a fast payback of 1.04 years [
32].
Hegely and Lang conducted research and found that several levels of heat integration allow the energy consumption of a bioethanol plant to be reduced [
33]. With the external energy demand and total annual cost of the different configurations, the authors concluded that the application of a heat pump is not recommended because of its high investment cost.
Cox et al. investigated the technical and economic performance of high-temperature heat pumps for use in the U.S. dairy industry [
34]. A model was created to estimate the coefficient of performance (COP), internal rate of return (IRR), net present value (NPV), and payback period (PBP). Capital costs, operations and maintenance (O&M) costs, heat pump lifetime, electricity prices, natural gas prices, and the cost of carbon were varied to conduct a parametric study of the factors affecting the break-even price of high-temperature HPs.
Lu et al. investigated a high-temperature cascade HP system using low-potential heat from wastewater to produce steam for industrial processes, developing a mathematical model of the system to analyse thermodynamic performance and economic efficiency [
35].
Martínez-Rodríguez et al. considered the thermo-economic optimization with a solar thermal-assisted heat pump and a storage system [
36]. Here, two case studies were considered as examples: the dairy industry and a 2G bioethanol plant. A thermal and economic evaluation of the system was carried out to determine the supply of the heat load at the required process temperature under different conditions and operating temperatures in the evaporator. Based on the established thermodynamic states, the operating conditions of each HP component were determined.
Studies by Chen et al. [
37], Zühlsdorf et al. [
38], and Gómez-Hernández et al. [
39] investigated the use of different types of refrigerants by comparing the performance of HP systems in terms of economics: the total cost rate, investment and operating costs, capital costs of equipment, cost of CO
2 penalty, energy and exergy efficiency, and NPV. Gudjonsdottir and Infante Ferreira considered a wet compression–resorption heat pump (CRHP) which operates NH
3-H
2O and NH
3-CO
2-H
2O systems [
40]. The simple pay-back period for replacing an existing boiler with a CRHP system was calculated, depending on gas and electricity prices forecasted, the total investment costs, the installation costs, the annual fuel consumption costs, the operation and maintenance costs, and the capital return coefficient. Urbanucci et al. proposed and analysed the integration of a high-temperature HP into a trigeneration system [
41]. An exergy analysis was carried out to compare the proposed energy system with the traditional one (separate production, cogeneration, and trigeneration). The economic evaluation was analysed using the methodology of the present value of electricity.
Studies by Wolf et al. [
42] and Zuberi et al. [
43] consider the thermodynamic and economic possibilities of using high-temperature and steam-generating HPs in the pulp and paper, textile, and automotive industries. The costs of consumption, investment, heat, and maintenance are compared, taking into account the energy price and interest rate. Wu et al. proposed a capacity-regulated HTHP system using a twin-screw compressor for waste heat recovery [
44]. Here, an economic comparison is made between the HTHP system and steam heating: the thermal power of energy consumption, unit price, operating costs, capital costs, savings percentage, and payback period.
Gangar et al. [
45] and Yang et al. [
46] evaluated the technical and economic feasibility of producing energy, steam, and regenerative low-potential heat energy using mechanical vapour compression (MVC) heat pumps and absorption heat pumps, respectively. Lee et al. present an extensive economic analysis and environmental impact assessment of heat pump-assisted distillation under different conditions and scenarios: feed composition, plant capacity, and fuel price [
47]. Capital and operating costs, the percentage of energy savings, the payback period, and the total annual costs were calculated and a sensitivity analysis were performed.
Hou et al. considered the optimization of tobacco-drying HPs in recovering waste heat from a monocrystal silicon furnace [
48]. The issue was analysed from the energy and economic side, investigating the influence of the heat exchange area on the system performance. A thermo-economic and economic model of the system was developed and experimentally verified.
The widespread use of HPs is also due to their positive impact on the environment. For example, in cyclohexane/sec-butyl alcohol/water azeotropic separation systems, the use of the heat pump extractive distillation process and heat pump combined with thermal coupling extractive distillation process can reduce CO
2 emissions by 77.07% and 81.08%, respectively [
23]. Hegely and Lang carried out an optimization of the higher pressure of the pressure-swing distillation of a maximum azeotropic mixture of water–ethylenediamine and came to the conclusion that using vapour recompression heat pumps is very favourable environmentally: CO
2 emissions and Eco-indicator 99 are reduced by 44 and 95%, respectively [
49]. Liu et al. studied the production of n-butyl acetate and isopropyl alcohol and showed that CO
2 emissions, which are associated with primary energy demands, can be reduced by using heat pump-assisted dividing wall columns, especially when renewable resources such as hydropower are used to produce electricity [
20]. Lee et al. assessed the environmental impact of using heat pump-assisted distillation in a gas fractionation unit. By switching to an alternative configuration using a heat pump, the greenhouse gas emissions can be reduced by 81% (splitter) and 32% (de-propaniser) compared to those of conventional distillation [
47]. Janković et al. reviewed a process for improving the downstream processing of bioethanol obtained from syngas fermentation. The authors concluded that the implementation of the heat-integrated system and heat pump resulted in a 62.4% reduction in cooling water demand, and reduced total CO
2 emissions by 60.4% and 82.6% for grey and green electricity, respectively [
50].
The analysis underlines the prospective application of HPs in industrial production belonging to different branches. Thus, it is shown that the majority of researchers are interested in the conjugate decision on questions regarding increasing the efficiency of thermal installations and the achievement of ecological stability. In terms of their performance, heat pumps markedly exceed almost all other available technologies, and the feasibility of their application is confirmed by technical and economic calculations by comparing many parameters.
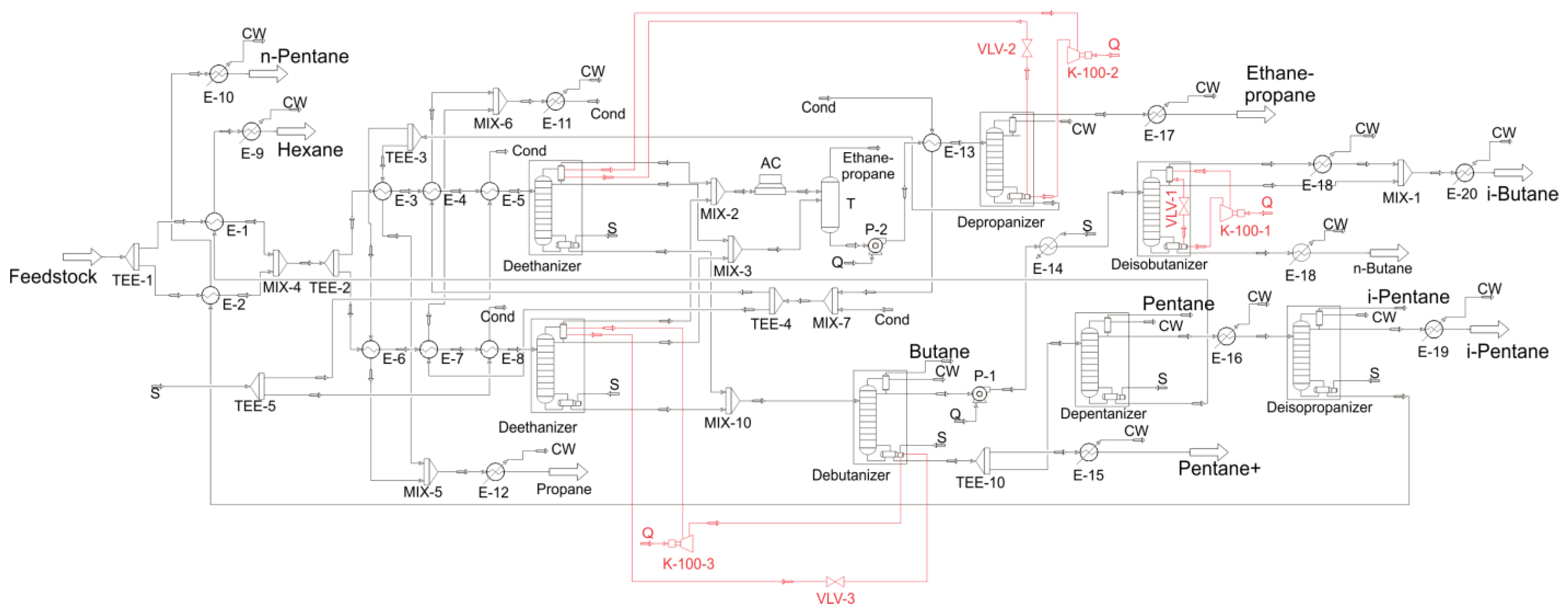
The core contribution of this study lies In its targeted, in-depth exploration of the integration of heat pumps within the entire petrochemical process. The subject of heat pump integration has been extensively studied in industrial contexts, but this work tries to fill a significant gap in the existing literature by focusing on the economic trade-off and untapped potential for appropriately targeting heat pump integration in applying different pressure in evaporators and condensers. This work analyses the application of HPs within the industrial processes, updating the targeting procedure based on a GCC. Different condensation and evaporation pressures of HPs are used for the detailed design of HP heat exchangers. The trade-off between energy cost and capital cost for obtaining a detailed configuration of heat pumps is analysed and the best economic solution is selected. It is applied for the gas fractioning process of polymer plants, where three heat pumps are analysed, utilising the waste heat of distillation column condensers to column reboilers. The results of the case study provide the background for the discussion on the authors’ hypothesis on improving the economic feasibility of the application of HPs.
The remaining parts of this paper give the framework and a description of the method (
Section 2), followed by case studies on the gas fractioning process of polymer plants (
Section 3), a discussion of the results in
Section 4, and the conclusions.
2. Materials and Methods
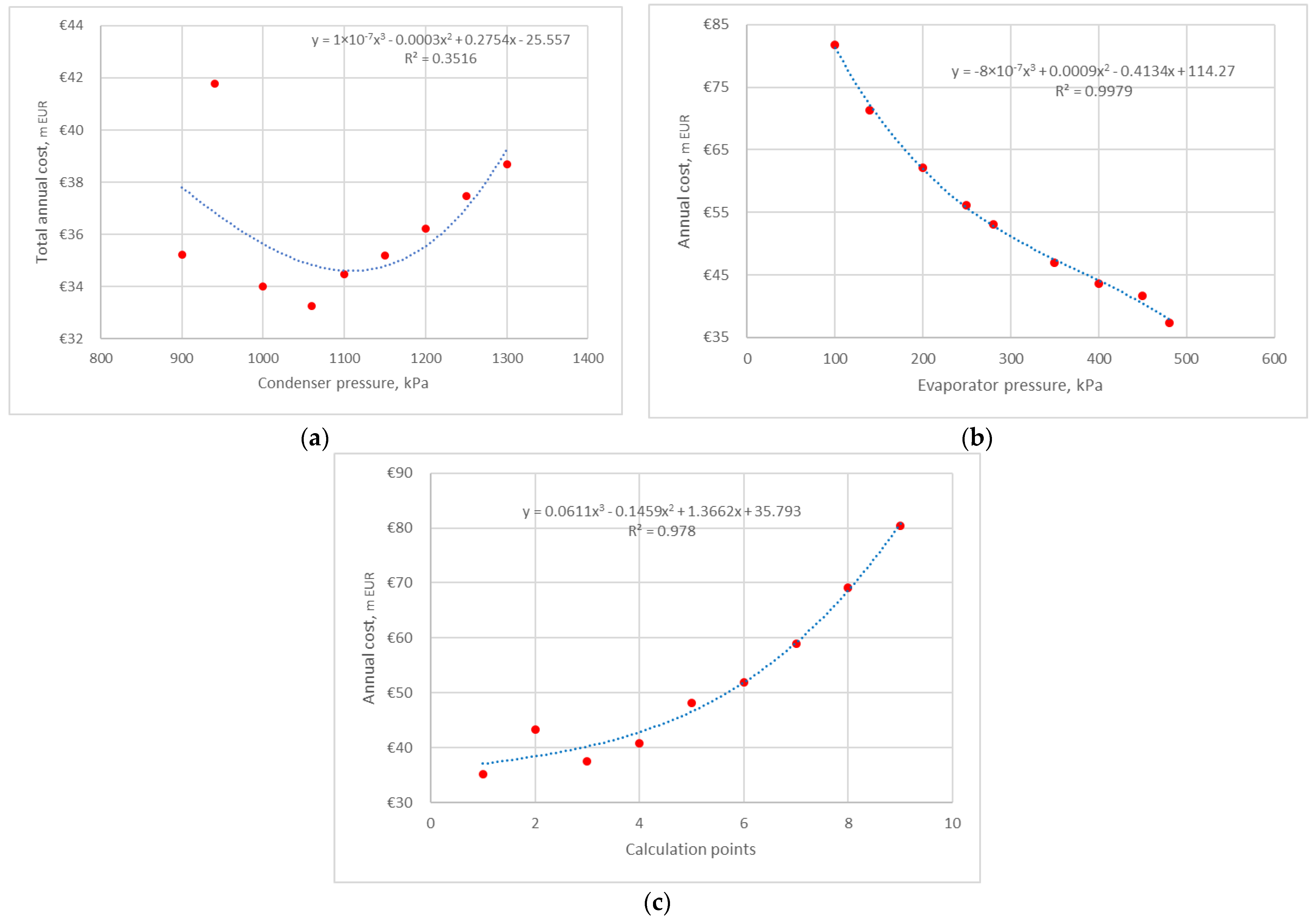
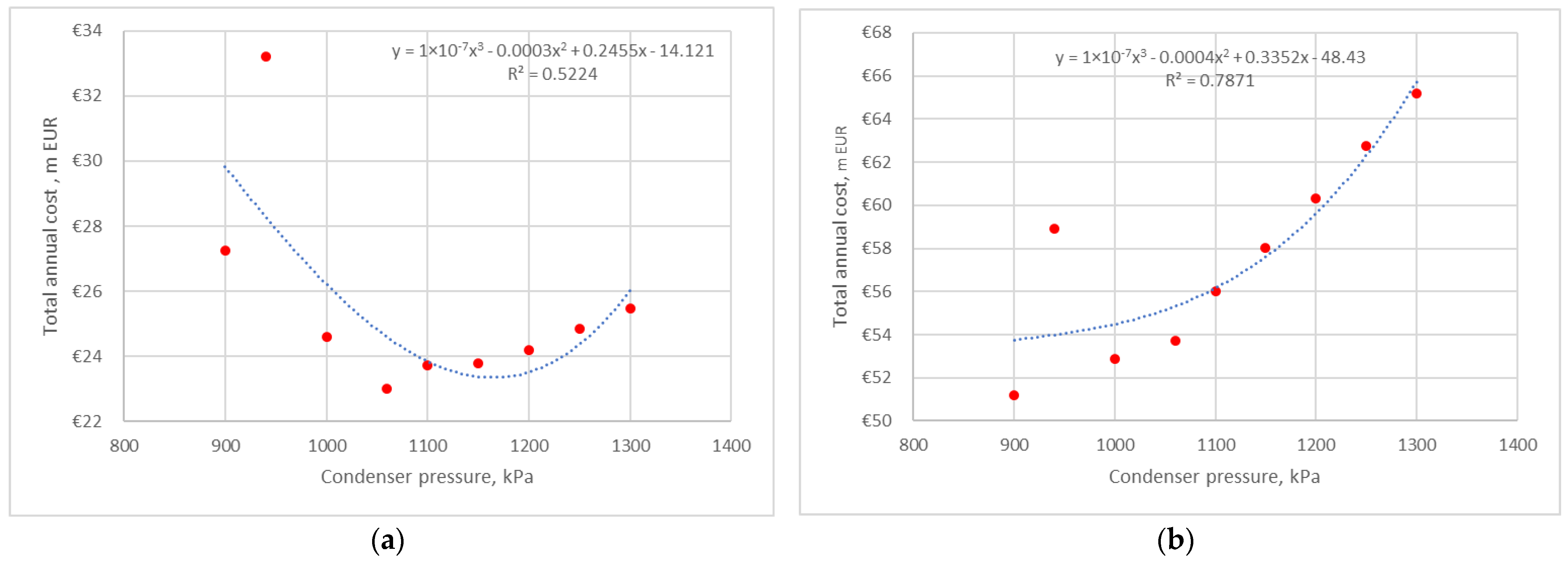
The method proposed in the current study is based on the scientific hypothesis that there is a trade-off between energy and capital costs when applying heat pumps to industrial processes. The application of heat pumps in distillation columns is more complex due to the phase changes of the heat carriers on both sides of the heat exchanger. The reduced capital costs, energy costs, and total annual cost of heat pumps are analysed for different condensation and evaporation temperatures/pressures of the refrigerant.
The algorithm of the proposed methodology is as follows:
A definition of the process streams that should be heated and cooled by the heat pump with the use of the GCC (
Figure 1);
The placement of the heat pump and the initial energy targets for both thermal energy and power, specifying the current (∆Tmin) between process and utility (refrigerant);
A simulation of the heat pump in the Aspen HYSYS 12 [
51] environment under an acceptable pressure drop in the condenser and reboiler;
The calculation of the detailed configurations and capital costs of the condenser and reboiler based on the simulation results;
The calculation of the compressor’s capital cost;
The calculation of the annualised capital cost of the HP equipment using the cost factors;
The calculation of the total annualised cost (TAC);
Changing the refrigerant pressure in the compressor inlet/outlet and a repetition of the previous steps;
The selection of the HP configuration with min TAC;
Performing a sensitivity analysis of the results by applying different electricity prices.
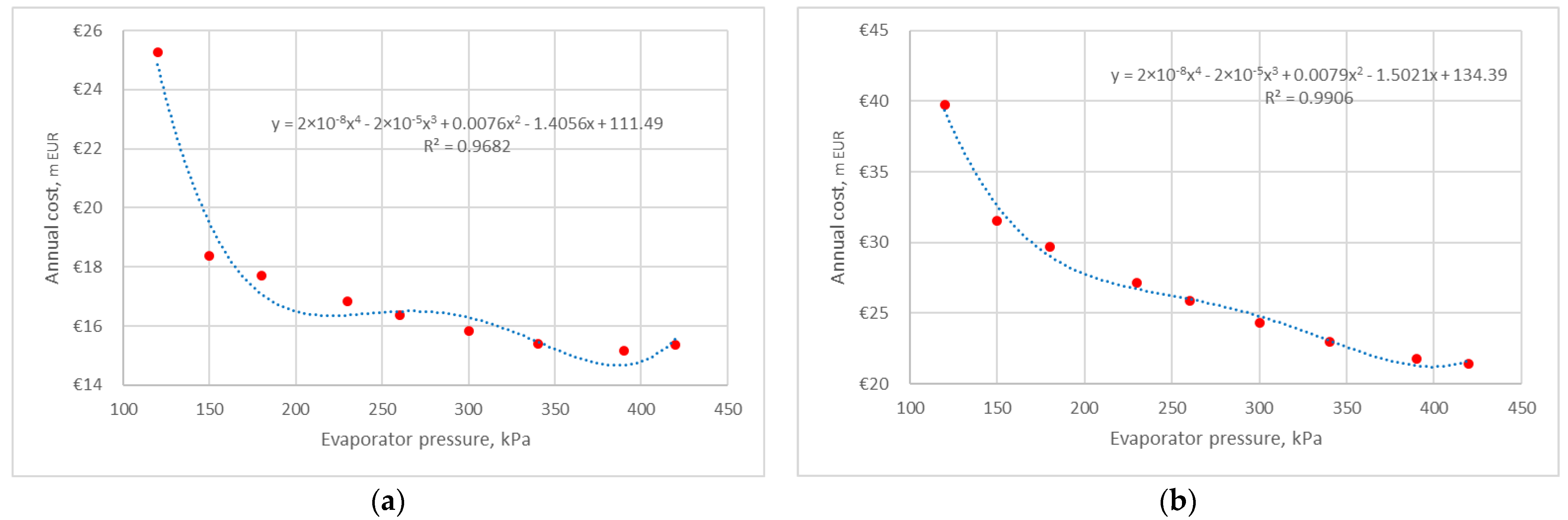
The minimum total annual cost was found for three heat pumps integrated into the natural gas liquid process plant. The costs were assessed by changing the evaporation and condenser pressure of the heat pumps. The cost correlations were investigated in the pressure range constrained by the process stream requirements from one side. For the evaporators, the minimum acceptable pressure is limited by a minimum acceptable pressure that is recommended to be no less than ambient pressure to avoid the injection of ambient air into the heat pump circuit. For condensers, the high pressure was selected at 150% of the initial pressure found from targeting with the grand composite curve.
The algorithm is based on the following mathematical formulations:
Mass and heat balances are calculated from Equations (1) and (2).
The heat transfer area is defined for shell-and-tube heat exchangers from Equation (3):
where
Ft is equal to 1 for a full counter-current and ∆
TLM is defined in Equation (4):
The overall heat transfer coefficient is defined by the film of condensation outside a horizontal tube with Kern correlations [
52]:
and the evaporation of kettle and horizontal thermosyphon reboilers is due to [
53]
The detailed designs of the condenser/reboiler and its price were found with the Aspen EDR Heat Exchanger software V12.
The COP of the HP was found from simulation results in Aspen HYSYS:
The capital cost of the compressor was estimated based on Chemical Engineering Indexes and Marshall and Swift using Equation (8):
where f(m) is the correction factor for the construction materials, f(p) is the correction factor for the design pressure, and f(t) is the correction factor for the design temperature. The selected correlation accounts for the material of the compressor and the pressure and temperature levels; moreover, the correction factor is used for the capital cost assessment to provide a conservative cost estimation.
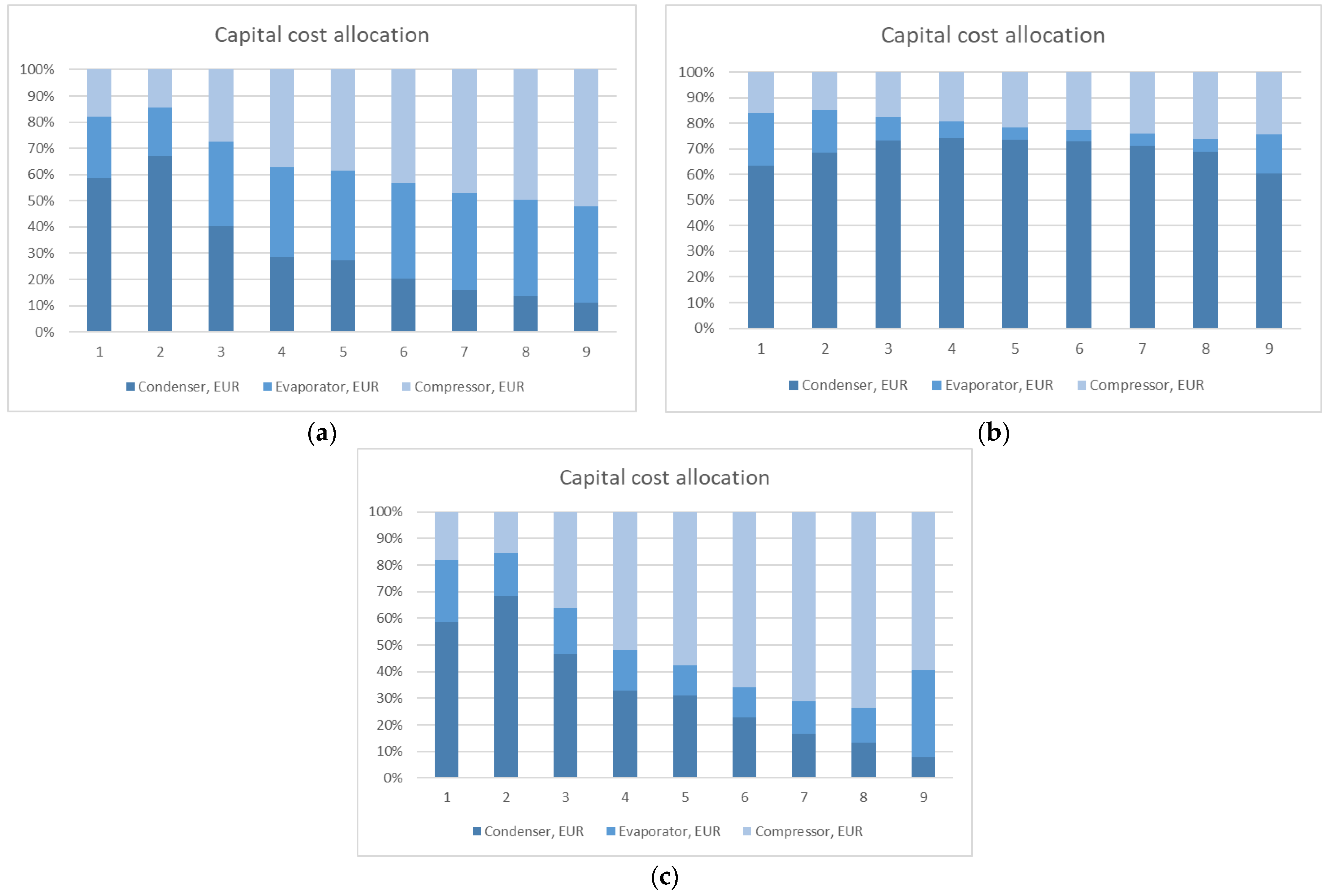
The annualised capital cost of the HP was obtained from the condenser, evaporator, and compressor costs using the fractional interest rate (FIR), loan period (NY), and Lang factor (Lang). The Lang factor accounts for the cost of installation, piping, the control system, insulation, engineering fees, and other costs.
The energy cost was found using the electricity target of the HP and the average electricity cost:
The TAC was calculated based on the capital cost and energy cost obtained from Equations (9) and (10).
5. Conclusions
The main findings of the current research involve a detailed exploration of heat pump integration within the natural gas liquid processing of a petrochemical plant. The features of a detailed simulation of the heat pump equipment were extensively studied in industrial contexts, and the economic trade-off was investigated for the appropriate targeting of heat pump integration, applying different pressures in the evaporator and condenser. The extremum of the TAC correlation was found for two of the three considered heat pumps.
The results of this work may be considered in both the theoretical and practical context of heat pump integration into industrial sites. First, the generalised results can be used for an update of the pinch-based targeting procedure to achieve better economic efficiency in heat pump integration. The simplified workflow can be as follows: (1) the construction of a GCC; (2) a TAC assessment of heat pump integration; (3) energy targets; (4) concept process design; and (5) economic efficiency. This may provide new insights for heat pump targeting within industrial clusters.
Second, practical arrangements can be provided based on the obtained results. The total annual costs of heat pump 1 and heat pump 2 were reduced by 6% and 50%, respectively, in comparison to the configuration of heat pumps targeted by grand composite curves. But it requires increases in electricity consumption of 22% and 18% for heat pump 1 and heat pump 2, as well as additional thermal utility for cooling increased by 3% for both heat pumps. The total annual cost for the application of both heat pumps is reduced by 21.5 M EUR , which may be impressive for investors when integrating heat pumps into a specific polymer plant. Heat pump 3 can be applied with the same operating conditions as defined by the grand composite curve. A detailed layout of condensers and evaporators was obtained that may be used for practical applications.
Third, an assessment of the investigated process electrification was carried out and the decarbonization potential was estimated based on the simulation results in the Aspen environment. The simulation details are summarised in
Table 8. By connecting the observed natural gas liquid plant to a renewable electricity grid by applying heat pumps, the potential emission saving is estimated at 1.89 ktCO
2/y.
Despite these findings, the limitations should be identified and discussed. A common problem of heat pumps’ efficiency in industry-related process economics and their application in the industrial environment is characterised based on COP criteria; this issue should be solved by the proper placement and targeting of heat pumps. The application of heat pumps usually leads to complications in the process flowsheet and supplemented control strategy that may lead to incorrect operation modes and start-up and shut down problems. Proper attention must be paid to the dynamic simulation of the control loops and proper control strategy development. High-temperature processes may also constrain heat pump application due to the physical properties of refrigerants.
Apart from the investigated process, the application of heat pumps in other industrial processes that use distillation columns should be considered in future research, and correlations might be identified and generalised for wide application in different cases. Another important issue is related to the synthesis of heat exchanger networks when applying heat pumps in industrial processes. It generates a task for new research focusing on optimisation problems, simplification, and cost assessments. As mentioned above, the operability of the industrial process is crucial and may provide a stable final product. This aspect is worthy of additional investigations into the overall process sensitivity and system control parameters.
Since this work is targeted towards industry decarbonization, the integration of renewable energies remains challenging. Ideally, it would be aimed at grid extension, the variability of supply and demands, the coupling of industry and energy systems, and economic aspects of such integration.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}