
Comparison of Degradation on Aluminum Reflectors for Solar Collectors due to Outdoor Exposure and Accelerated Aging

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Equipment
- A portable specular reflectometer model 15R-USB, manufactured by Devices and Services. This instrument measures monochromatic specular reflectance with an incidence angle of 15° and in a wavelength range between 635 and 685 nm, with a peak at 660 nm. The measurements were taken with an acceptance angle of 12.5 mrad. The nomenclature used for this parameter is ρs,φ (660 nm; 15°; 12.5 mrad). Reflectance measurements are taken before, during and after testing to evaluate the optical quality of the different materials.
- A 3D light microscope model Axio CSM 700, manufactured by Zeiss. This microscope allows 5, 10, 50 and 100 times magnification and also measures roughness, defect features (size and depth) and surface profiles. Microscopic pictures are taken during and after the completion of certain tests to study the appearance and evolution of the defects.
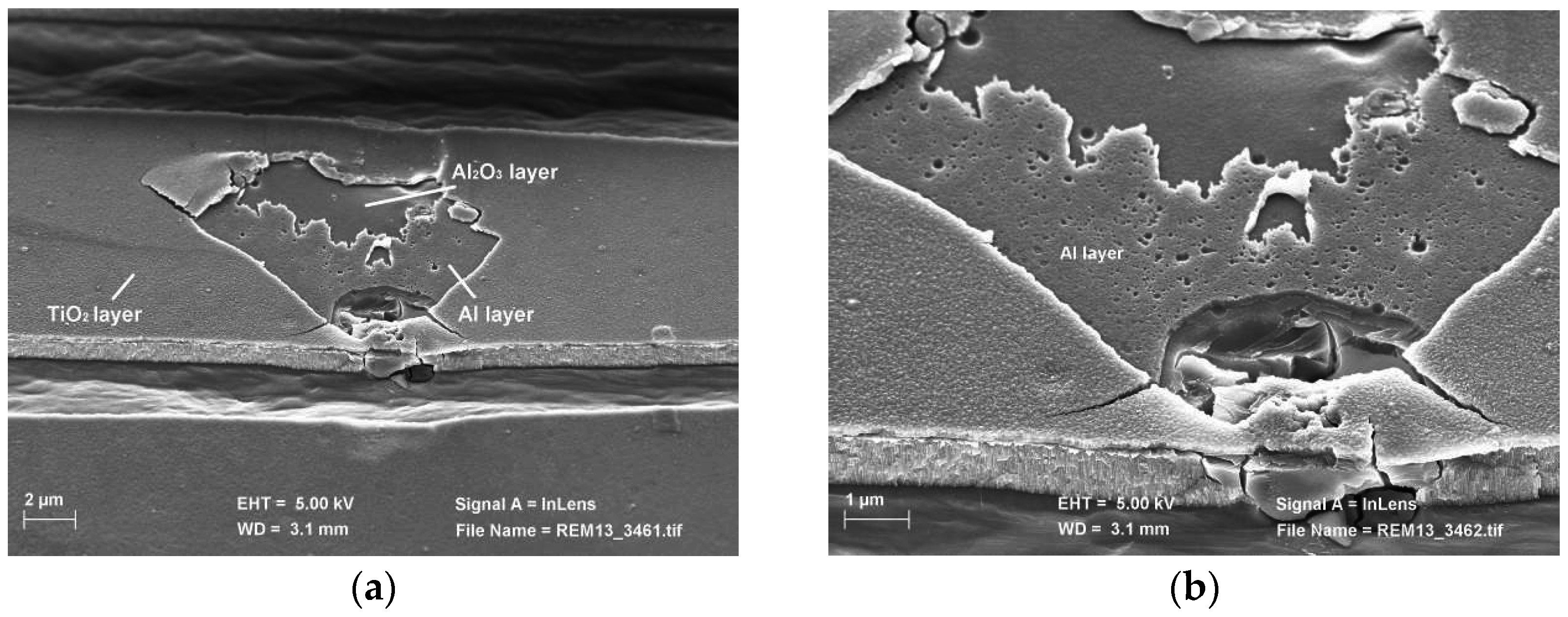
- A scanning electron microscope (SEM) Gemini Ultra 55, manufactured by Zeiss, with an INCA FETx3 EDX system. This instrument is used to calculate the thickness of the different reflector layers and to detect existing elements.
- Salt spray chambers. These chambers perform tests according to the ISO-9227 standard [15]. The chamber model CSF-500 by Control Técnica is used for copper accelerated salt spray testing (CASS), while an Erichsen chamber (model 608) is used to carry out the neutral salt spray (NSS) test.
- The SC 340 MH chamber by ATLAS is employed to perform weathering tests involving the control of temperature and humidity, such as Damp Heat and Humidity Freeze tests based on the IEC 62108 standard [16].
- The UV-Test chamber by ATLAS is utilized to perform the UV + Condensation test, according to the ISO 11507 standard [17].
- The UVACUBE 400 chamber by Hönle is used for UV testing, with a filtered Fe-radiation source with an intensity of 397 W/m2 in the wavelength range of 270–450 nm.
- An inmersion chamber (Erichsen, model 530) was used to perform the Machu test, according to Qualicoat specifications [20].
- A soil pipe was manufactured and installed at the ageing lab based on DIN 52348 standard [21] to perform the sand trickling test.
- A sandstorm chamber manufactured by ITS GmbH to perform tests based on standard MIL-STD 810G standard [22].
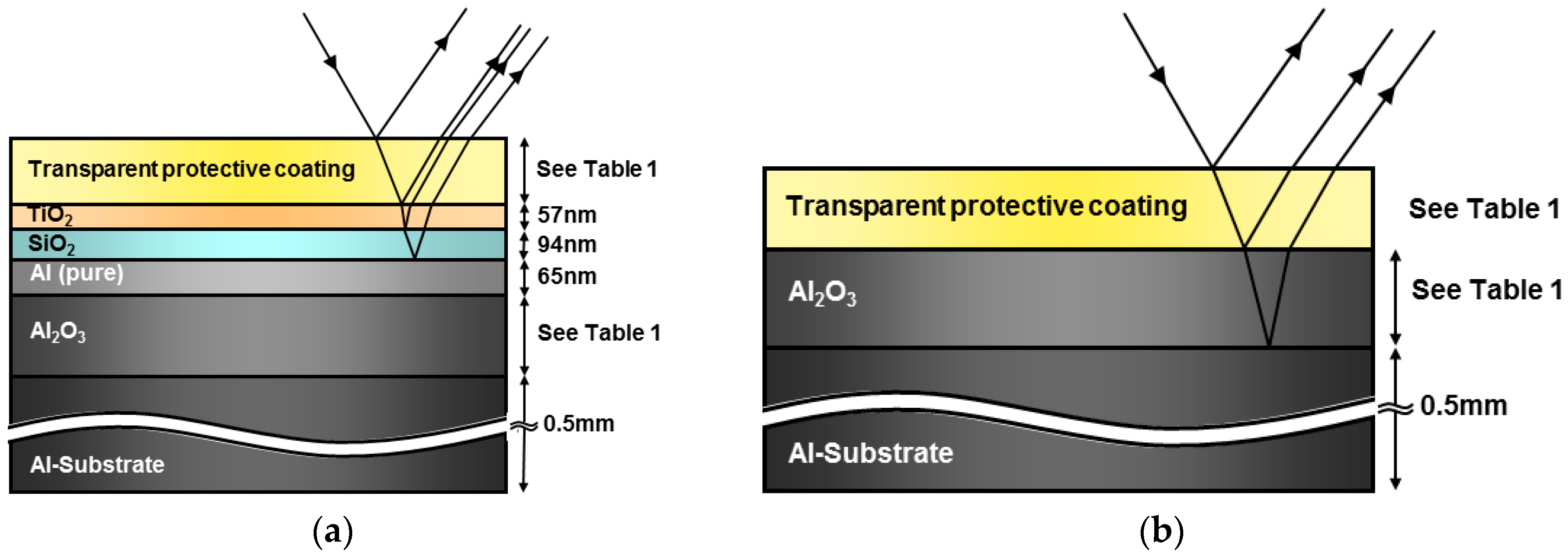
2.2. Materials
2.3. Experimental Procedure
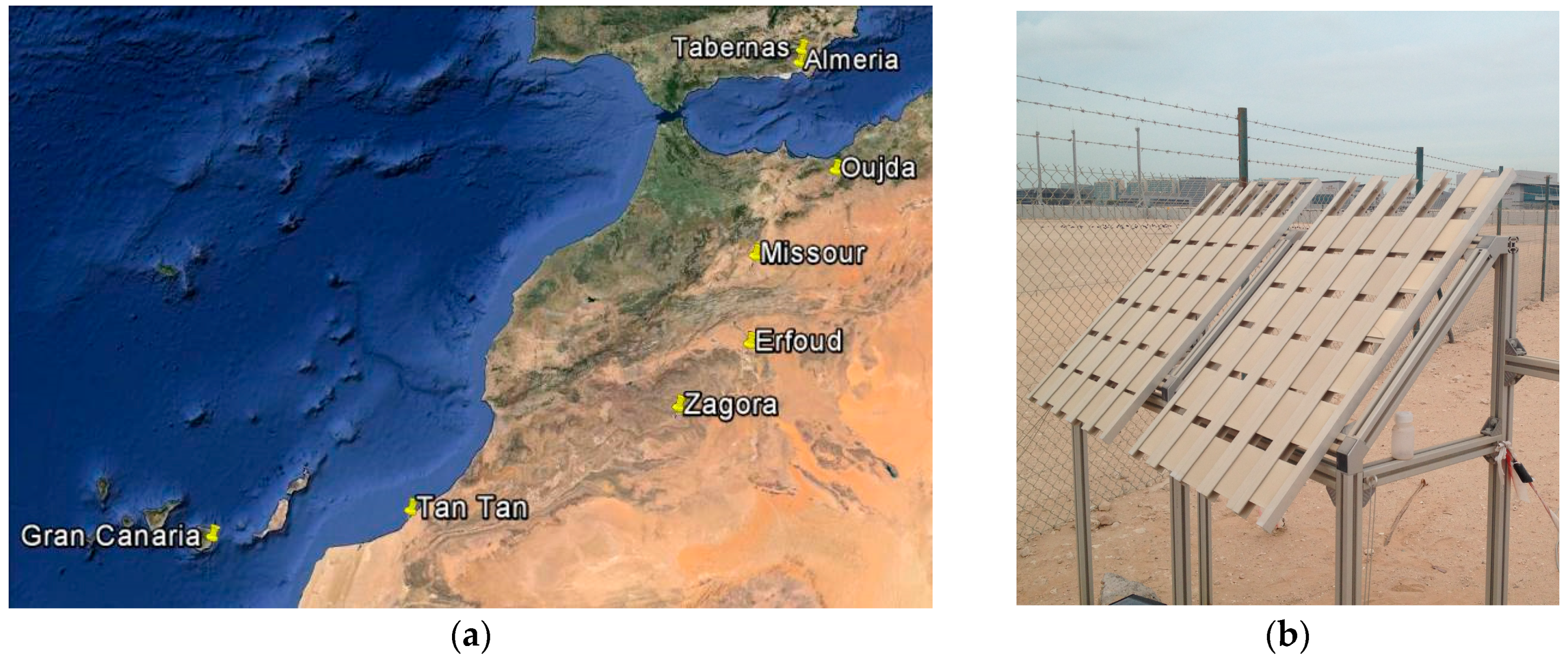
2.3.1. Outdoor Testing
2.3.2. Accelerated Aging Testing
3. Results and Discussion
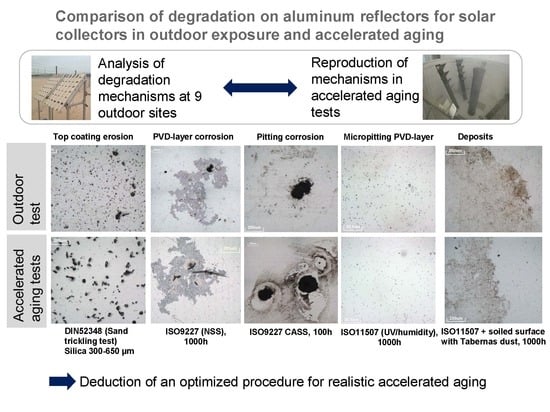
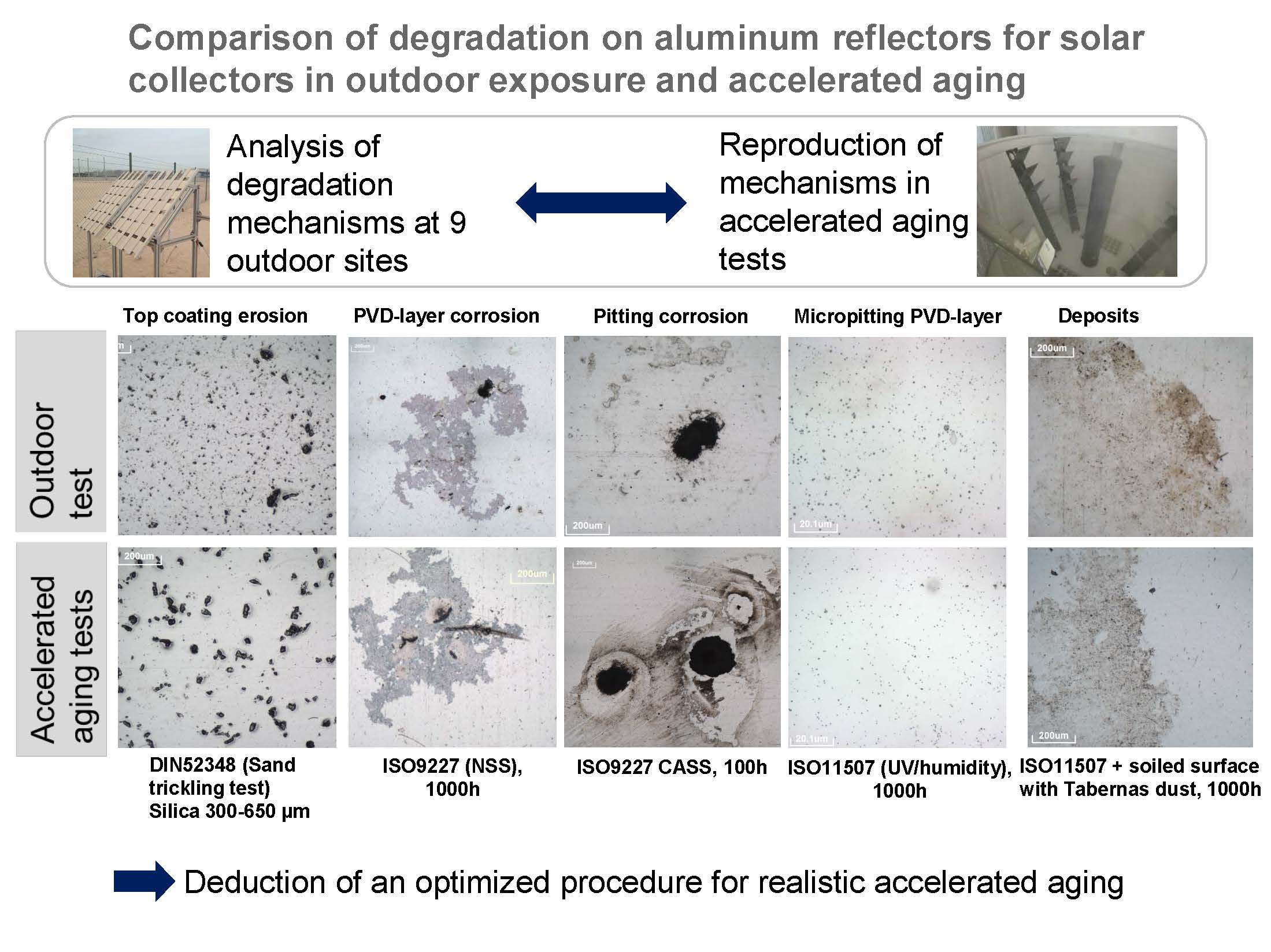
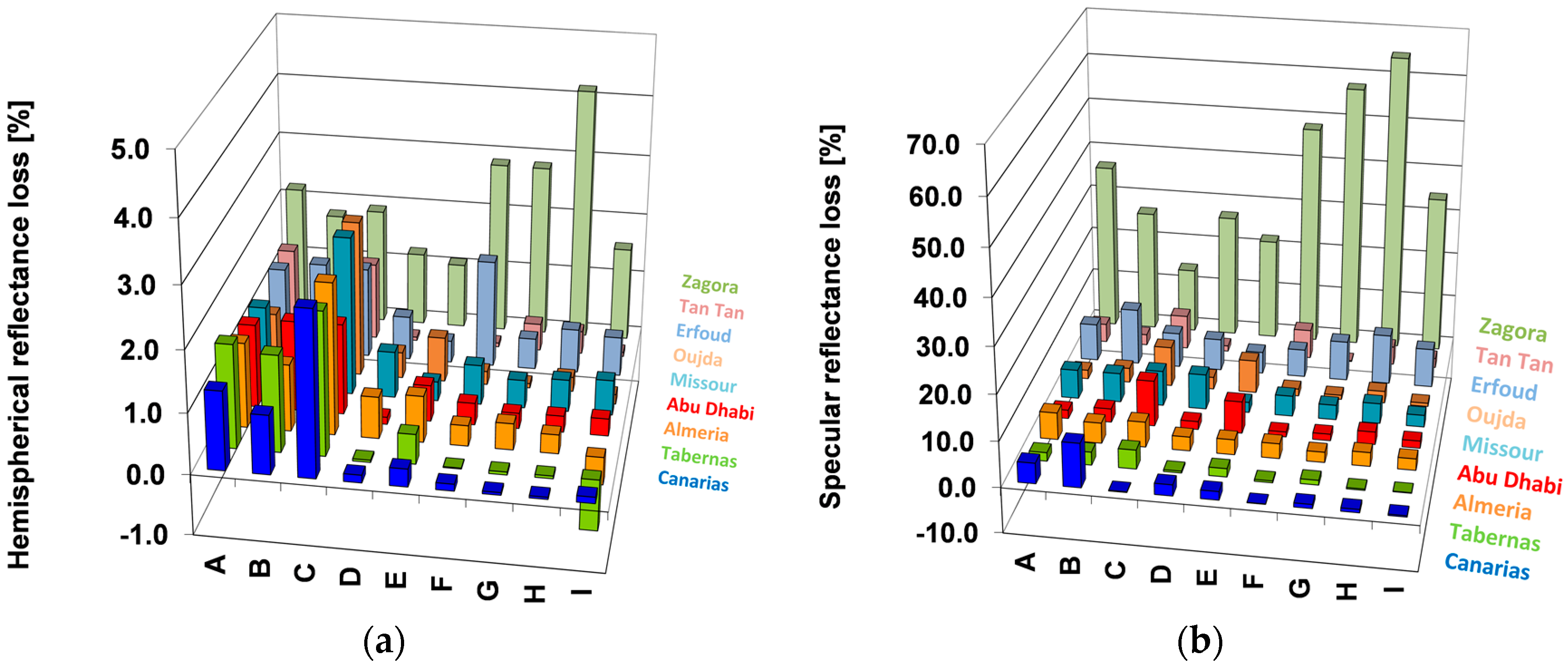
3.1. Outdoor Testing
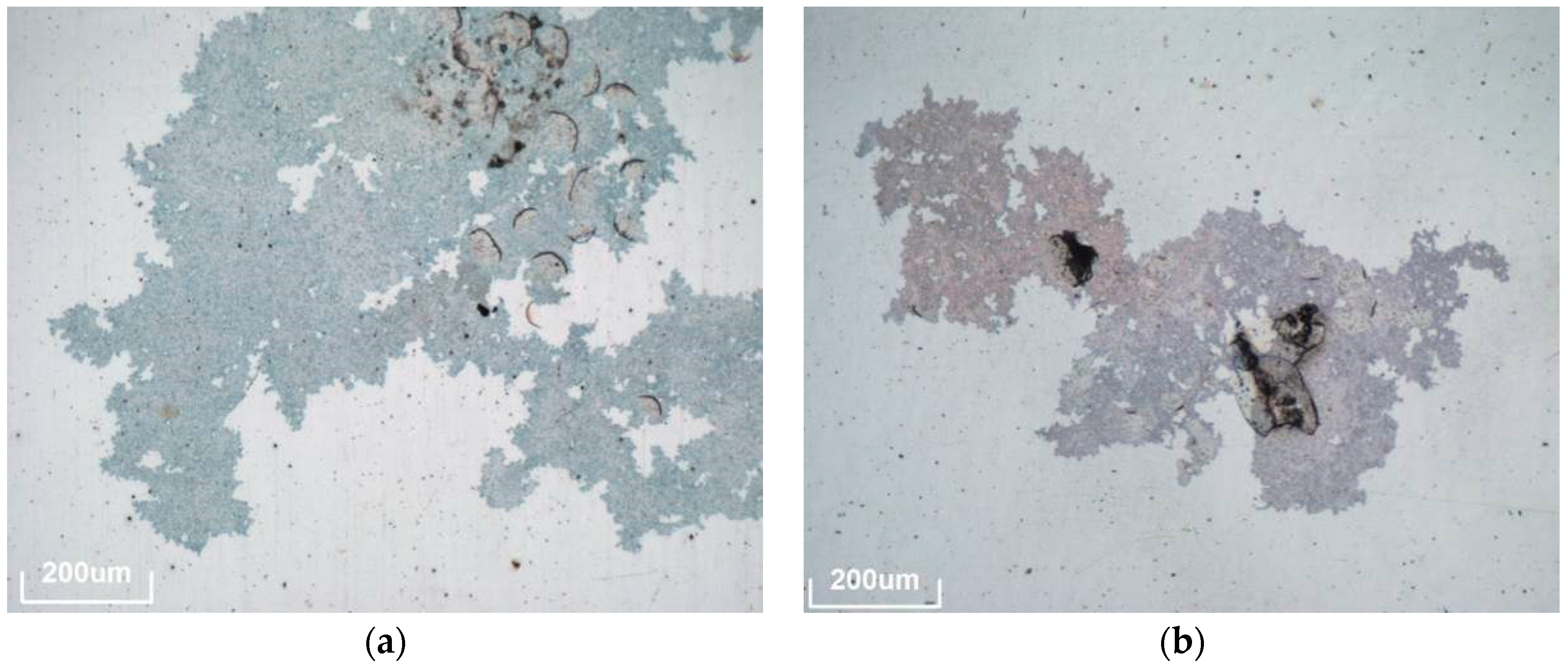
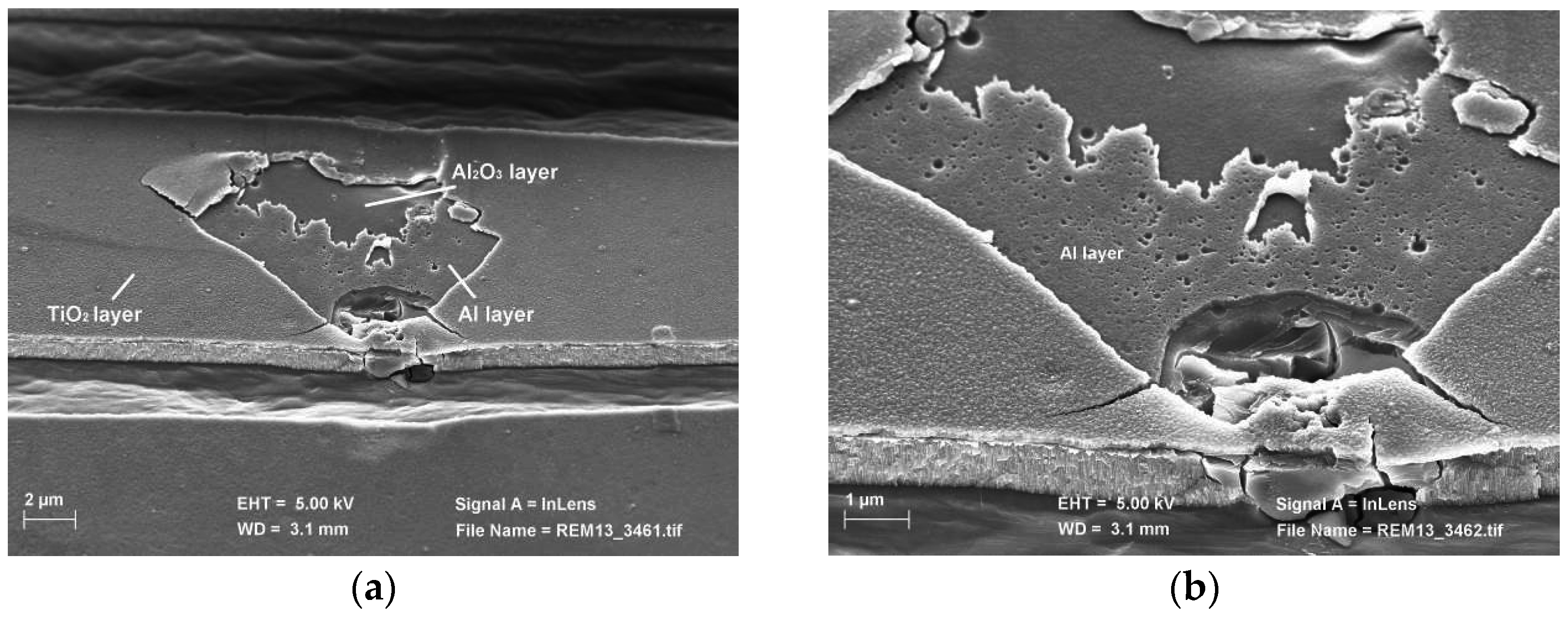
- Corrosion of the aluminum PVD layer
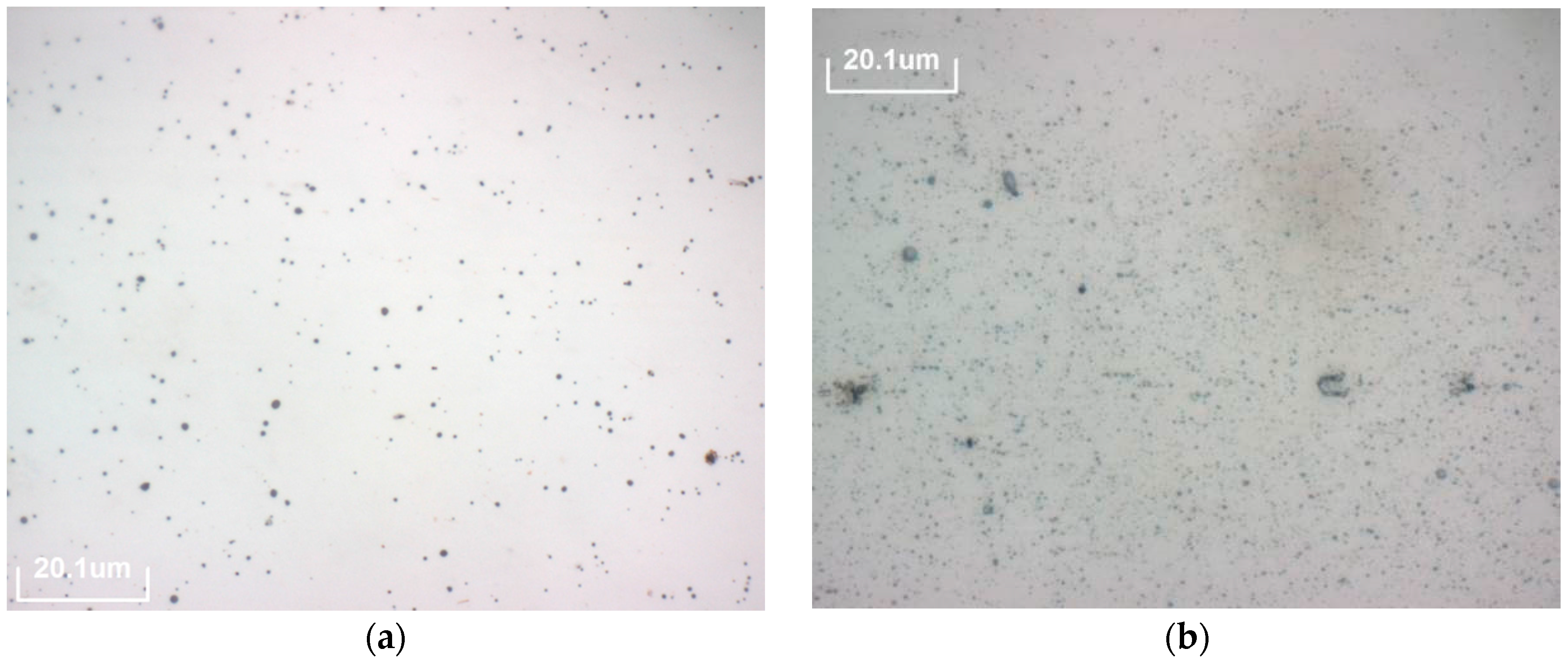
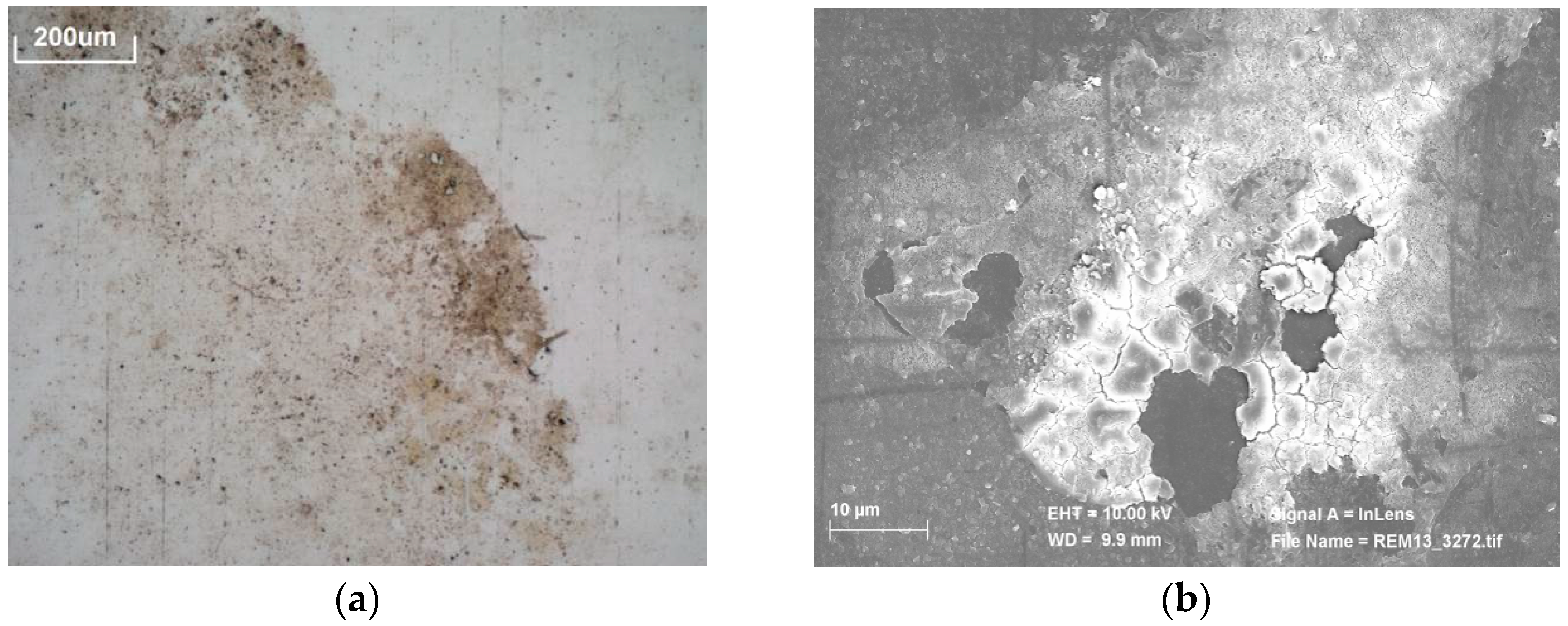
- Micropitting in the PVD layer
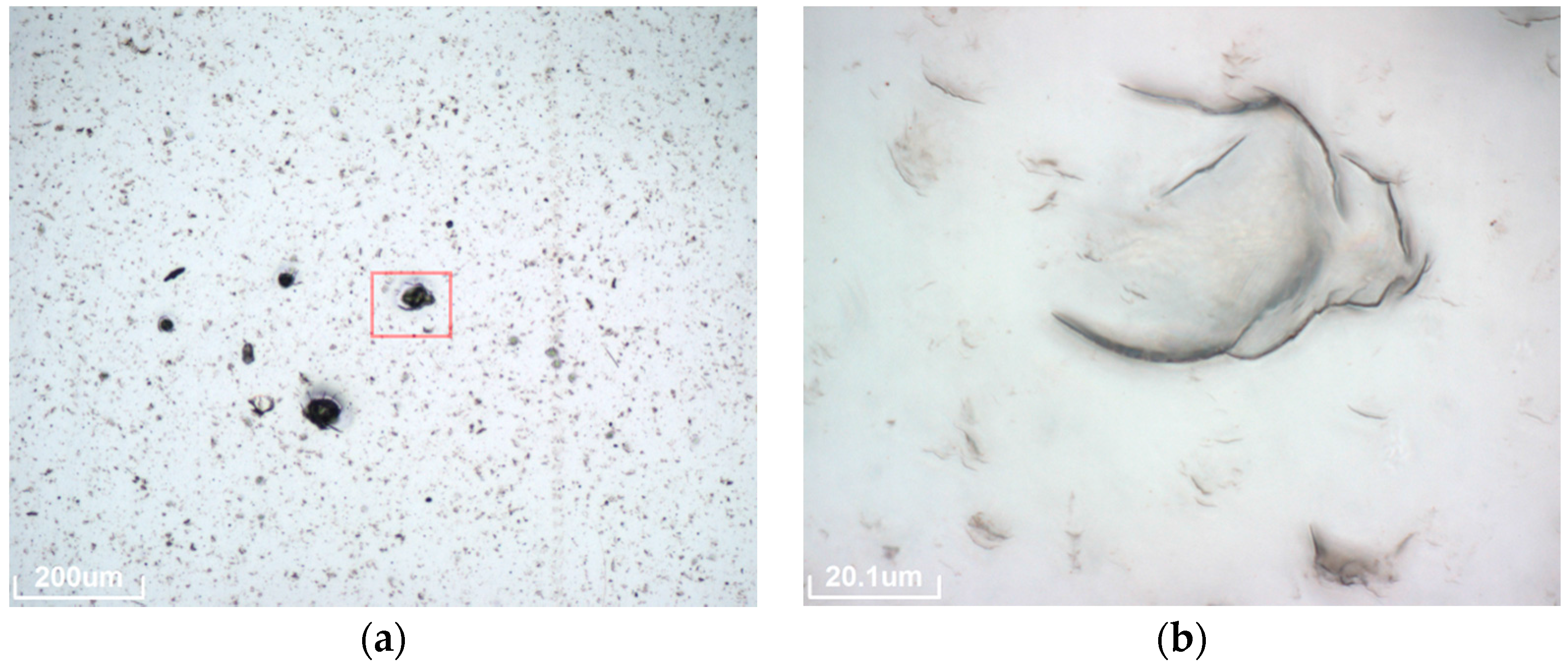
- Non-removable chemical deposition on the surface
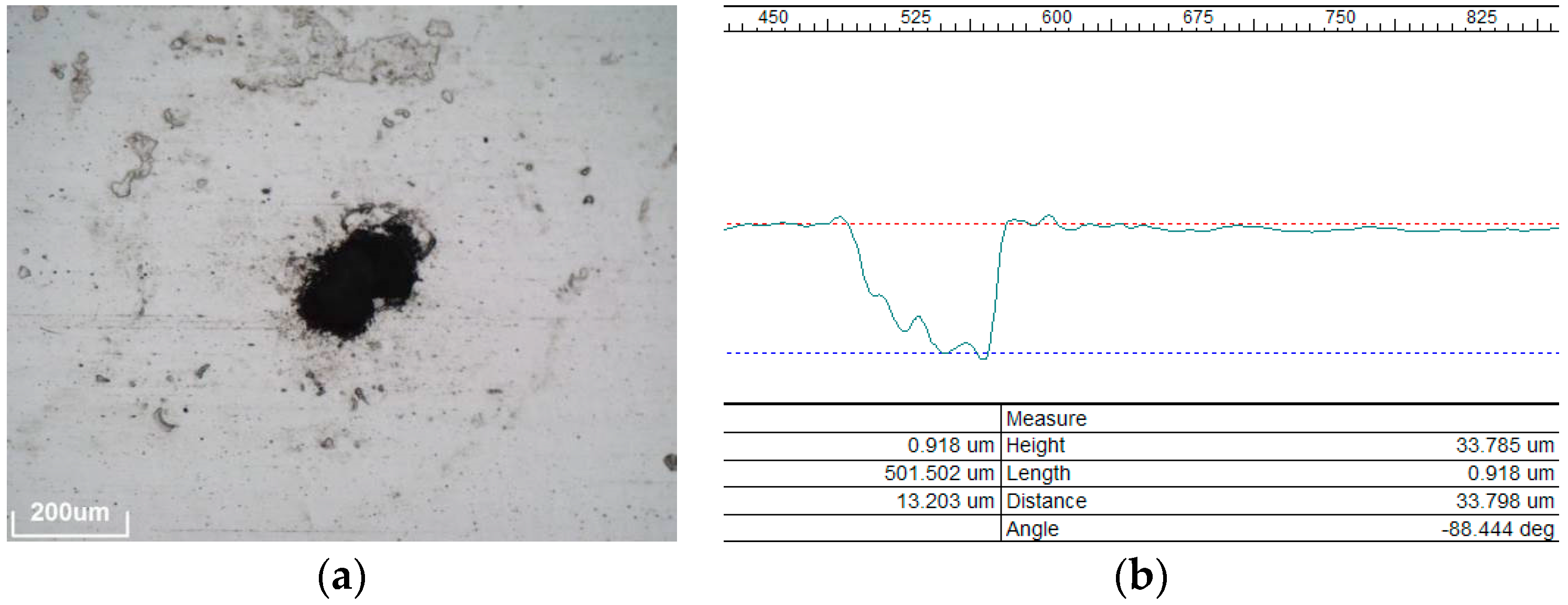
- Pitting corrosion
- Sand abrasion
3.2. Accelerated Testing
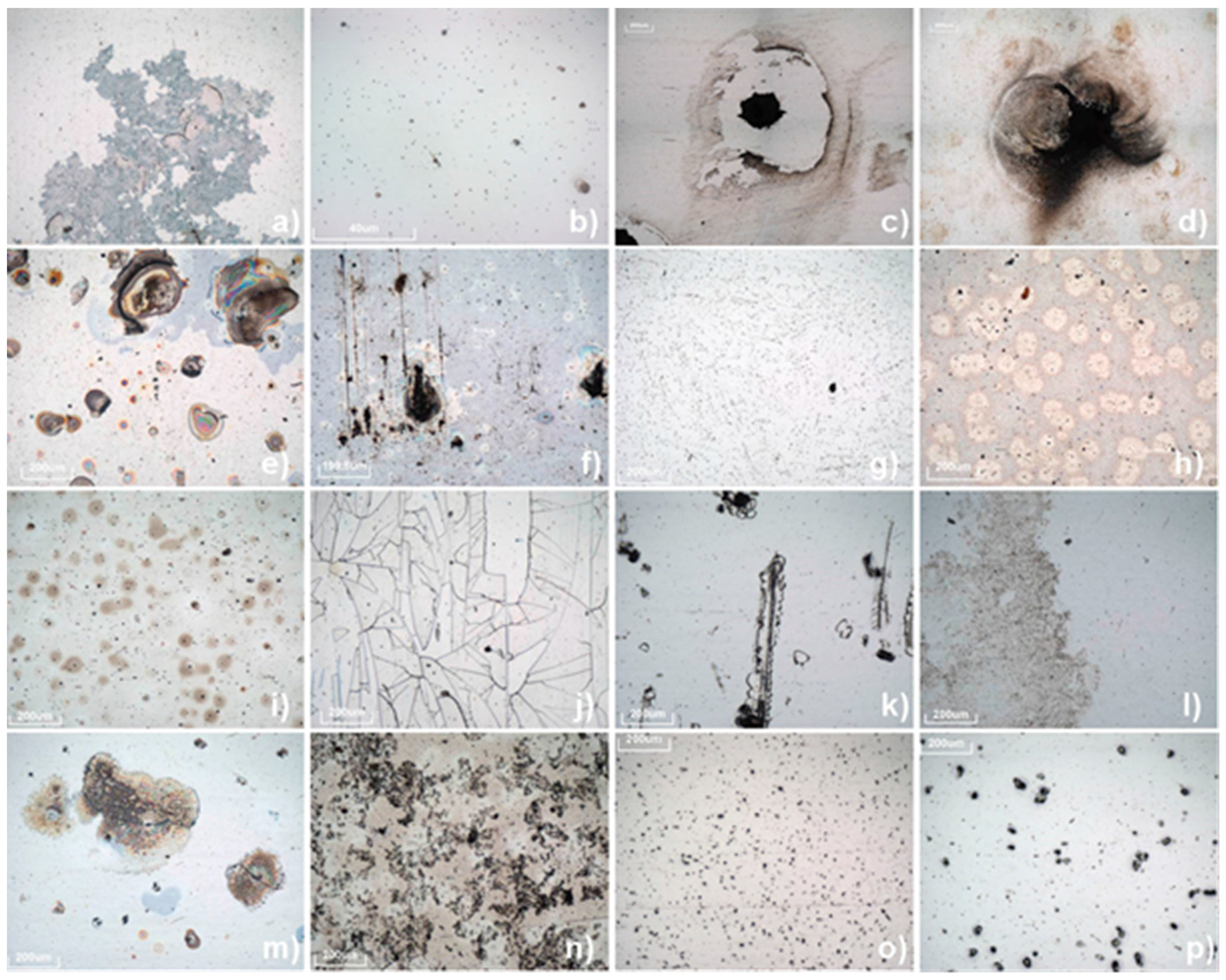
- The PVD-layer corrosion can be provoked in the NSS test in materials A, B, D and F (see Figure 10a), but not as strong as detected in coastal outdoor sites. It only appears sporadically and mainly on surface damages. The CASS test does reproduce this corrosion type (in materials A, B, C, D and F) even for only 100 h of testing, but always accompanied by strong pitting. Finally, this degradation mechanism was also detected in material B during the Humidity Freeze test (where materials B, E and F were included) and also during the immersion test (where materials B, E and I were tested). Again in the last two tests it only appeared to a very small extent.
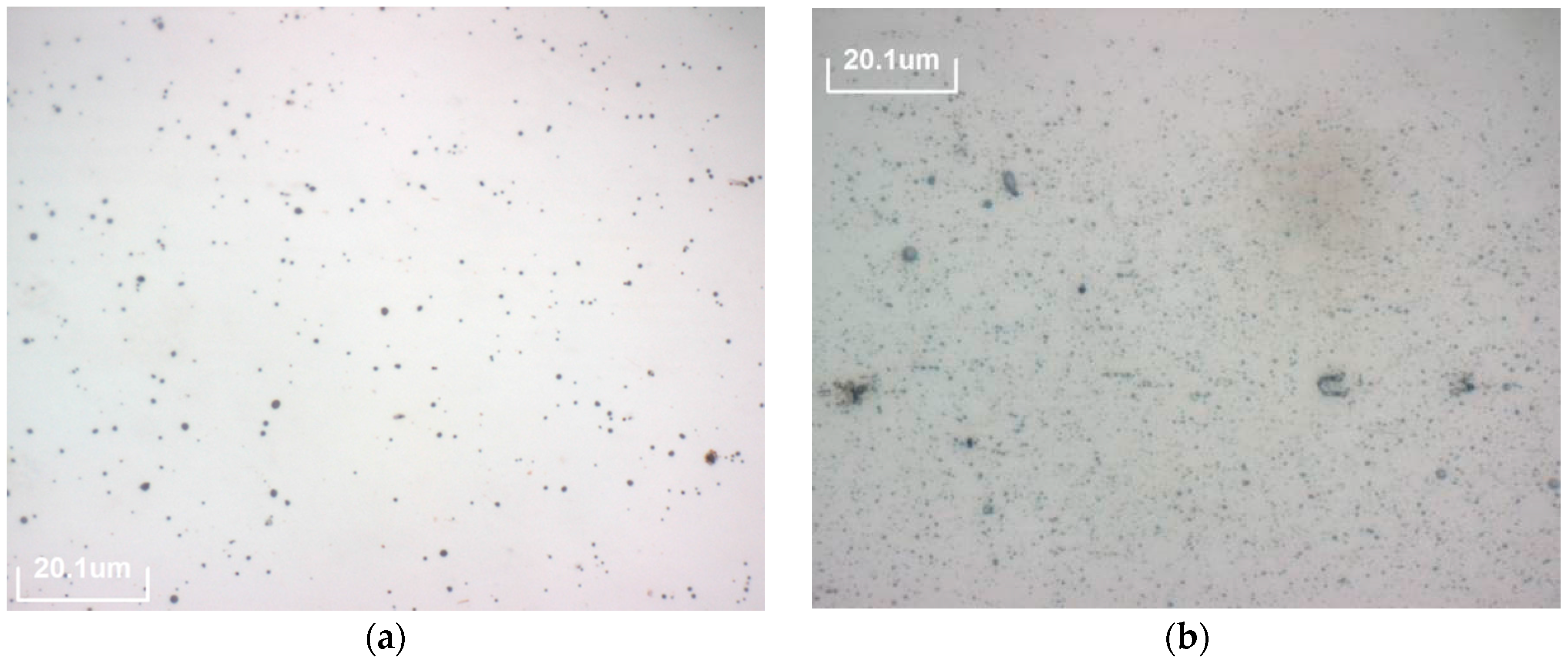
- Micropitting only appears in the UV + Condensation test in materials A, B and C (see Figure 10b) and in the Damp Heat test (material C).
- The deposits on the surface were not reproduced with the conventional tests applied.
- A particular defect was detected in materials A, B and C after the NSS test, consisting of cracks in the top layers together with their delamination (see Figure 10e,f). This effect was also found in material B after the immersion test.
- Some unrealistic deposits were detected in all materials after the Damp Heat test, covering large parts of the sample surfaces (see Figure 10g).
- Additionally, another side effect appeared in the UV + Condensation test (in materials A, B, D, E and F), consisting of a significant amount of cracks in the top layers (see Figure 10j).
- Finally, some scratches were detected in materials A and F after the Humidity Freeze test (see Figure 10l).
- In the UV + Condensation + Sand test (material B and F) as well as in the Damp Heat + Sand test (material D), PVD-layer corrosion was detected on soiled samples, although this was not the case for clean samples. This degradation mechanism was also found in the Humidity Freeze + Sand test (materials B and F) and the NSS + Sand test (material B), but in this case the results are not as significant because it was also noticed in the same tests without sand. It is important to highlight that the corrosion that appeared in the two tests was stronger than those detected in the same test without sand.
- Micropitting corrosion was only detected in the conventional tests when Damp Heat or UV + Condensation conditions were applied. However, when sand is added on the sample surfaces, this degradation pattern was detected not only in these two tests, but also in the NSS test (for material B).
- The effect of incompletely removable deposits on the samples, observed after the outdoor tests, is reproduced by all the innovative accelerated aging tests with sand (see Figure 10l).
- Finally, pitting corrosion was not noticed on the innovative tests performed with sand.
- There are two main factors explaining the higher susceptibility to degradation of the soiled samples. First, soiling changes the wetting phenomena on the sample surface. While clean samples are very hydrophobic, soiled surfaces tend to retain humidity and thus stay wet for a longer duration during exposure. Second, as natural sand includes many different impurities, aggressive compounds like chlorides can be introduced which act as corrosion activators.
- The same side effects observed in the conventional tests were also detected in the tests with sand. For example, cracks in the UV + Condensation+Sand and the Humidity Freeze + Sand tests. In addition, innovative tests presented some side effects caused by the sand application, that is, NSS + Sand test showed noticeable deterioration points (materials B and C, see Figure 10m) and sand could not be removed from the sample surface of material C both in the Damp Heat +Sand test and in the UV + Condensation + Sand test (see Figure 10n).
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Nomenclature and Units
| ρs,φ (660 nm; 15°; 12.5 mrad) | monochromatic specular reflectance at wavelength 660 nm, incidence angle 15° and acceptance angle 12.5 mrad | (%) |
| T | temperature | (°C) |
| r.H. | relative humidity | (%) |
| v | wind velocity | (m/s) |
| d | particle diameter | (µm) |
Acronyms
| CASS | cupro-acetic acid salt spray |
| CPC | compound parabolic concentrators |
| CSP | Concentrated solar power |
| NSS | neutral salt spray |
| PSA | Plataforma Solar de Almería |
| PTC | parabolic-trough collectors |
| PVD | Physical vapor deposition |
| SEM | scanning electron microscope |
References
- International Energy Agency. Key World Energy Statistics; International Energy Agency: Paris, France, 2015. [Google Scholar]
- Do, T.-T.-H.; Schnitzer, H.; Le, T.-H. A decision support framework considering sustainability for the selection of thermal food processes. J. Clean. Prod. 2014, 78, 112–120. [Google Scholar] [CrossRef]
- Kalogirou, S. The potential of solar industrial process heat applications. Appl. Energy 2003, 76, 337–361. [Google Scholar] [CrossRef]
- Fernández-García, A.; Rojas, E.; Pérez, M.; Silva, R.; Hernández-Escobedo, Q.; Manzano-Agugliaro, F. A parabolic-trough collector for cleaner industrial process heat. J. Clean. Prod. 2015, 89, 272–285. [Google Scholar] [CrossRef]
- Harmin, A.; Merzouk, M.; Boukar, M.; Amar, M. Design and experimental testing of an innovative building-integrated box type solar cooker. Sol. Energy 2013, 98, 422–433. [Google Scholar] [CrossRef]
- Narasimha Rao, A.V.; Subramanyam, S. Solar cookers—Part I: Cooking vessel on lugs. Sol. Energy 2003, 75, 181–185. [Google Scholar] [CrossRef]
- Fernández-García, A.; Zarza, E.; Valenzuela, L.; Pérez, M. Parabolic-trough solar collectors and their applications. Renew. Sustain. Energy Rev. 2010, 14, 1695–1721. [Google Scholar] [CrossRef]
- European Solar Thermal Electricity Association (ESTELA). Solar Thermal Electricity, Strategic Research Agenda 2020–2025; ESTELA: Brussels, Belgium, 2012. [Google Scholar]
- International Energy Agency (IEA). Technology Roadmap: Solar Thermal Electricity; IEA: Paris, France, 2014. [Google Scholar]
- García-Segura, A.; Fernández-García, A.; Ariza, M.J.; Valenzuela, L.; Sutter, F. Durability studies of solar reflectors: A review. Renew. Sustain. Energy Rev. 2016, 62, 453–467. [Google Scholar] [CrossRef]
- Wiesinger, F.; Sutter, F.; Fernández-García, A.; Reinhold, J.; Pitz-Paal, R. Sand erosion on solar reflectors: Accelerated simulation and comparison with field data. Sol. Energy Mater. Sol. Cells 2016, 145, 303–313. [Google Scholar] [CrossRef]
- Kennedy, C.E.; Terwilliger, K.; Milbourne, M. Development and Testing of Solar Reflectors; Technical Report No. NREL/CP-520-36582; National Renewable Energy Laboratory (NREL): Golden, CO, USA, 2004.
- Kennedy, C.E.; Terwilliger, K. Optical durability of candidate solar reflectors. J. Sol. Energy Eng. 2005, 127, 262–268. [Google Scholar] [CrossRef]
- Sutter, F.; Ziegler, S.; Schmücker, M.; Heller, P.; Pitz-Paal, R. Modelling of optical durability of enhanced aluminum solar reflectors. Sol. Energy Mater. Sol. Cells 2012, 107, 37–45. [Google Scholar] [CrossRef]
- International Organization for Standardization (ISO). ISO 9227: 2012-05: Corrosion Tests in Artificial Atmospheres—Salt Spray Tests; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- International Electrotechnical Commission (IEC). IEC 62108:2007: Concentrator Photovoltaic (CPV) Modules and Assemblies—Design Qualification and Type Approval; IEC: Geneva, Switzerland, 2007. [Google Scholar]
- International Organization for Standardization. ISO 11507: 2007-02: Paints and Varnishes—Exposure of Coatings to Artificial Weathering—Exposure to Fluorescent UV Lamps and Water; ISO: Geneva, Switzerland, 2007. [Google Scholar]
- International Organization for Standardization (ISO). ISO 6988:2012, Metallic and Other Non-Organic Coatings—Sulfur Dioxide Test with General Condensation of Moisture; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- Deutsches Institut für Normung. DIN 50018: 2013-05, Testing in a Saturated Atmosphere in the Presence of Sulfur Dioxide; Deutsches Institut für Normung: Berlin, Germany, 2013. [Google Scholar]
- QUALICOAT. Specifications for a Quality Label for Liquid and Powder Organic Coatings on Aluminum for Architectural Applications, 13th ed.; QUALICOAT: Zurich, Switzerland, 2012. [Google Scholar]
- Deutsches Institut für Normung. DIN 52348: Testing of Glass and Plastics—Abrasion Test—Sand Trickling Method; Deutsches Institut für Normung: Berlin, Germany, 1985. [Google Scholar]
- Department of Defense. MIL-STD-810G: Environmental Engineering Considerations and Laboratory Tests; Department of Defense: Philadelphia, PA, USA, 2008.
- Sutter, F.; Fernandez-García, A.; Wette, J.; Heller, P. Comparison and Evaluation of Accelerated Aging Tests for Reflectors. In Proceedings of the SolarPACES 2013 International Conference, Las Vegas, NV, USA, 17–20 September 2013.
- Sutter, F.; Wette, J.; Lopez-Martin, R. Corrosion of Aluminum Solar Reflectors. In Proceedings of the International Conference on Concentrating Solar Power and Chemical Energy Systems, SolarPACES 2012, Marrakesh, Morocco, 11–14 September 2012.
- Szlarska-Smialowska, Z. Pitting corrosion of aluminum. Corros. Sci. 1999, 41, 1743–1767. [Google Scholar] [CrossRef]
- Sutter, F.; Wette, J.; Fernández-García, A.; Ziegler, S.; Dasbach, R. Accelerated aging testing of aluminum reflectors for concentrated solar power. In SolarPaces Guideline; SolarPACES: Almería, Spain, 2016. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Manufacturer | Material | Monochromatic Specular Reflectance ρs,φ (660 nm; 15°; 12.5 mrad) | Al2O3 Layer Thickness (µm) | PVD Coating | Protective Coating Thickness and Type |
|---|---|---|---|---|---|
| 1 | A | 0.842 ± 0.006 | 0.9 | Yes | 2.2 µm SiO2 Sol Gel type 1 |
| B | 0.839 ± 0.007 | 0.9 | Yes | 2.2 µm SiO2 Sol Gel type 2 | |
| C | 0.797 ± 0.008 | 0.8 | Yes | 6.5 µm Polymer type 1 | |
| 2 | D | 0.815 ± 0.010 | 1.4 | Yes | 2.5 µm SiO2 Sol Gel type 3 |
| E | 0.788 ± 0.001 | 0.3 | No | 3.0 µm Polymer type 2 | |
| F | 0.827 ± 0.005 | 1.1 | Yes | 2.2 µm SiO2 Sol Gel type 4 | |
| 3 | G | 0.804 ± 0.004 | 0.05 | No | 2.8 µm SiO2 Sol Gel type 5 |
| H | 0.774 ± 0.006 | 0.05 | No | 2.2 µm SiO2 Sol Gel type 6 | |
| I | 0.723 ± 0.017 | 0.4 | No | 2.5 µm SiO2 Sol Gel type 7 |
| Test | Standard | Testing Time (h) | Testing Conditions | Materials Tested |
|---|---|---|---|---|
| NSS a | ISO 9227 [15] | 3000 | [NaCl] = 50 ± 5 g/L; T = 35 ± 2 °C; r.H. = 100%; pH = 6.5–7.2 | All |
| CASS a | ISO 9227 [15] | 100 | [NaCl] = 50 ± 5 g/L; [CuCl2] = 0.26 ± 0.02 g/L; T = 50 ± 2 °C; r.H. = 100%; pH = 3.1–3.3 | All |
| Damp Heat a | IEC 62108 [16] | 2000 | T = 85 ± 2 °C; r.H. = 85% ± 5% | All |
| UV + Condensation a | ISO 11507 [17] | 2000 | 4 h: UV (340 nm); T = 60 ± 3 °C 4 h: T = 50 ± 3 °C; r.H. = 100% | All |
| Humidity Freeze a | IEC 62108 [16] | 1500 | 400 cycles: T from −40 to 65 °C (10 min in maximum and minimum T) 40 cycles: 20 h T = 65 °C; r.H. = 85% ± 5% + 4 h T = −40 °C | All |
| Kesternich a | ISO 6988 [18] and DIN 50018 [19] | 840 | 35 cycles: 8 h [SO2] = 0.067%; T = 40 ± 3 °C; r.H. = 100% + 16 h ambient T and r.H. | All |
| UV a | - | 2000 | 300 W/m2; ambient T and r.H. | All |
| Machu a | Qualicoat [20] | 48 | T = 37 °C; [NaCl] = 50 ± 1 g/L; [H2O2] = 5 ± 1 mL/L; [CH3COOH] = 10 ± 1 mL/L | All |
| Immersion a | - | 1000 | [NaCl] = 50 ± 5 g/L; Ambient T | B, E, I |
| NSS/UV + Cond b | - | 1000 | 1 week NSS, 1 week UV + Condensation | A, E, I |
| NSS + Sand b | - | 1000 | [NaCl] = 50 ± 5 g/L; T = 35 ± 2 °C; r.H. = 100%; pH = 6.5–7.2 Sand on the samples | B, C, E, F |
| Damp Heat + Sand b | - | 1000 | T = 85 ± 2 °C; r.H. = 85% ± 5% Sand on the samples | C, D, I |
| UV + Cond + Sand b | - | 1000 | 4 h: UV (340 nm); T = 60 ± 3 °C 4 h: T = 50 ± 3 °C; r.H. = 100% Sand on the samples | B, C, D, I |
| Humidity Freeze + Sand b | - | 1000 | 400 cycles: T from −40 to 65 °C (10 min in maximum and minimum T) 40 cycles: 20 h T = 65 °C; r.H. = 85% ± 5% + 4 h T = −40 °C Sand on the samples | B, E, F |
| Soil pipe b | DIN 52348 [21] | 5–600 g sand, SiO2 d = 300–625 µm | All | |
| Sandstorm chamber b | MIL-STD 810G [22] | 10 min, v = 12.5 m/s, [SiO2] = 125 mg/m3 | All |
| Location | Exposure Time (Months) | PVD Layer Corrosion | Micropitting in the PVD Layer | Deposits on the Surface | Pitting Corrosion | Sand Abrasion |
|---|---|---|---|---|---|---|
| Tabernas (Spain) | 6 | - | A, B, C | All | - | - |
| 18 | B, D | A, B, C | All | - | - | |
| 24 | D, F | A, B, C | All | F | - | |
| Almeria (Spain) | 6 | A, B, D | A, B, C | All | - | - |
| 18 | A, B, C, D, F | A, B, C | All | A, B, D, F, G, H, I | - | |
| 24 | A, B, C, D, F | A, B, C | All | A, B, D, F, G, H, I | - | |
| Abu Dhabi (UAE) | 6 | A, B, D, F | A, B, C | All | E | - |
| 18 | A, B, D | A, B, C | All | A, B, G, H | - | |
| 24 | A, B, D, F | A, B, C | All | A, B, D, G, H, I | - | |
| Canarias (Spain) | 6 | A, B, D, F | A, B, C | All | A, B, C | - |
| 18 | A, B, C, D | A, B, C | All | A, B, C, D, E, F, I | - | |
| 24 | A, B, C, D, F | A, B, C | All | All | - | |
| Oujda (Morocco) | 6 | - | A, B, C | All | - | - |
| 18 | A, B, D, F | A, B, C | All | H | - | |
| 24 | B, D, F | A, B, C | All | - | - | |
| Missour (Morocco) | 6 | - | A, B, C | All | - | - |
| 20 | B, D, F | A, B, C | All | - | All | |
| 24 | D, F | A, B, C | All | - | All | |
| Erfoud (Morocco) | 6 | A, B, D, F | A, B, C | All | - | - |
| 20 | A, B, D, F | A, B, C | All | - | All | |
| 24 | A, B, C, D, F | A, B, C | All | H | All | |
| Zagora (Morocco) | 6 | A, B, D, F | A, B, C | All | - | All |
| 20 | A, B, D, F | A, B, C | All | - | All | |
| 24 | A, B, D, F | A, B, C | All | - | All | |
| Tan Tan (Morocco) | 6 | A, B, D, F | A, B, C | All | A, B, D, F, G, H, I | - |
| 20 | A, B, C, D, F | A, B, C | All | A, B, D, F, G, H, I | - | |
| 24 | A, B, C, D, F | A, B, C | All | A, B, D, F, G, H, I | - |
| Test | Exposure Time (Hours) | PVD Layer Corrosion | Micropitting in the PVD Layer | Deposits on the Surface | Pitting Corrosion | Side Effects | Tested |
|---|---|---|---|---|---|---|---|
| NSS a | 1000 | D, F | - | - | - | - | All |
| 2000 | A, B, D, F | - | - | - | A, B, C: cracks, delamination (Figure 10e,f) | All | |
| 3000 | A, B, D, F | - | - | - | A, B, C: cracks, delamination (Figure 10e,f) | All | |
| CASS a | 100 | A, B, C, D,F | - | - | All | All: strong pitting (Figure 10d) | All |
| Damp Heat a | 2000 | - | C | - | - | All: unrealistic deposition (Figure 10g) C: layer changes (Figure 10h) | All |
| UV + Condensation a | 2000 | - | A, B, C | - | - | A, B, D, E, F: cracks (Figure 10i) C: layer changes (Figure 10j) | All |
| Humidity Freeze a | 1500 | B | - | - | - | B, F: scratches, cracks (Figure 10k) | B, E, F |
| Kesternich a | 840 | - | - | - | - | - | All |
| UV a | 1000 | - | - | - | - | - | All |
| Machu a | 48 | - | - | - | - | - | All |
| Immersion a | 1000 | B | - | - | - | B: delamination, cracks (Figure 10e,f) | B, E, I |
| NSS/UV + Cond b | 1000 | A | A | - | - | A, E: cracks (Figure 10j) | A, E, I |
| NSS + Sand b | 1000 | B | B | B, C, E, F | - | B, C: delamination, cracks, deterioration (Figure 10m) | B, C, E, F |
| Damp Heat + Sand b | 1000 | D | C | C, D | - | C: sand cannot be removed (Figure 10n) | C, D, I |
| UV + Cond/Sand b | 1000 | B, F | A, B, C | A, C, I | - | A, B, D: cracks (Figure 10j) C: sand cannot be removed (Figure 10n) | A, B, C, D, F, I |
| Humidity Freeze + Sand b | 1000 | B, F | - | B, D, E | - | B, D: cracks (Figure 10k) | B, E, F |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wette, J.; Sutter, F.; Fernández-García, A.; Ziegler, S.; Dasbach, R. Comparison of Degradation on Aluminum Reflectors for Solar Collectors due to Outdoor Exposure and Accelerated Aging. Energies 2016, 9, 916. https://doi.org/10.3390/en9110916
Wette J, Sutter F, Fernández-García A, Ziegler S, Dasbach R. Comparison of Degradation on Aluminum Reflectors for Solar Collectors due to Outdoor Exposure and Accelerated Aging. Energies. 2016; 9(11):916. https://doi.org/10.3390/en9110916
Chicago/Turabian StyleWette, Johannes, Florian Sutter, Aránzazu Fernández-García, Stefan Ziegler, and Reinhard Dasbach. 2016. "Comparison of Degradation on Aluminum Reflectors for Solar Collectors due to Outdoor Exposure and Accelerated Aging" Energies 9, no. 11: 916. https://doi.org/10.3390/en9110916
APA StyleWette, J., Sutter, F., Fernández-García, A., Ziegler, S., & Dasbach, R. (2016). Comparison of Degradation on Aluminum Reflectors for Solar Collectors due to Outdoor Exposure and Accelerated Aging. Energies, 9(11), 916. https://doi.org/10.3390/en9110916