Bulk Density Homogenization and Impact Initiation Characteristics of Porous PTFE/Al/W Reactive Materials



Abstract
:
1. Introduction
2. Experimental
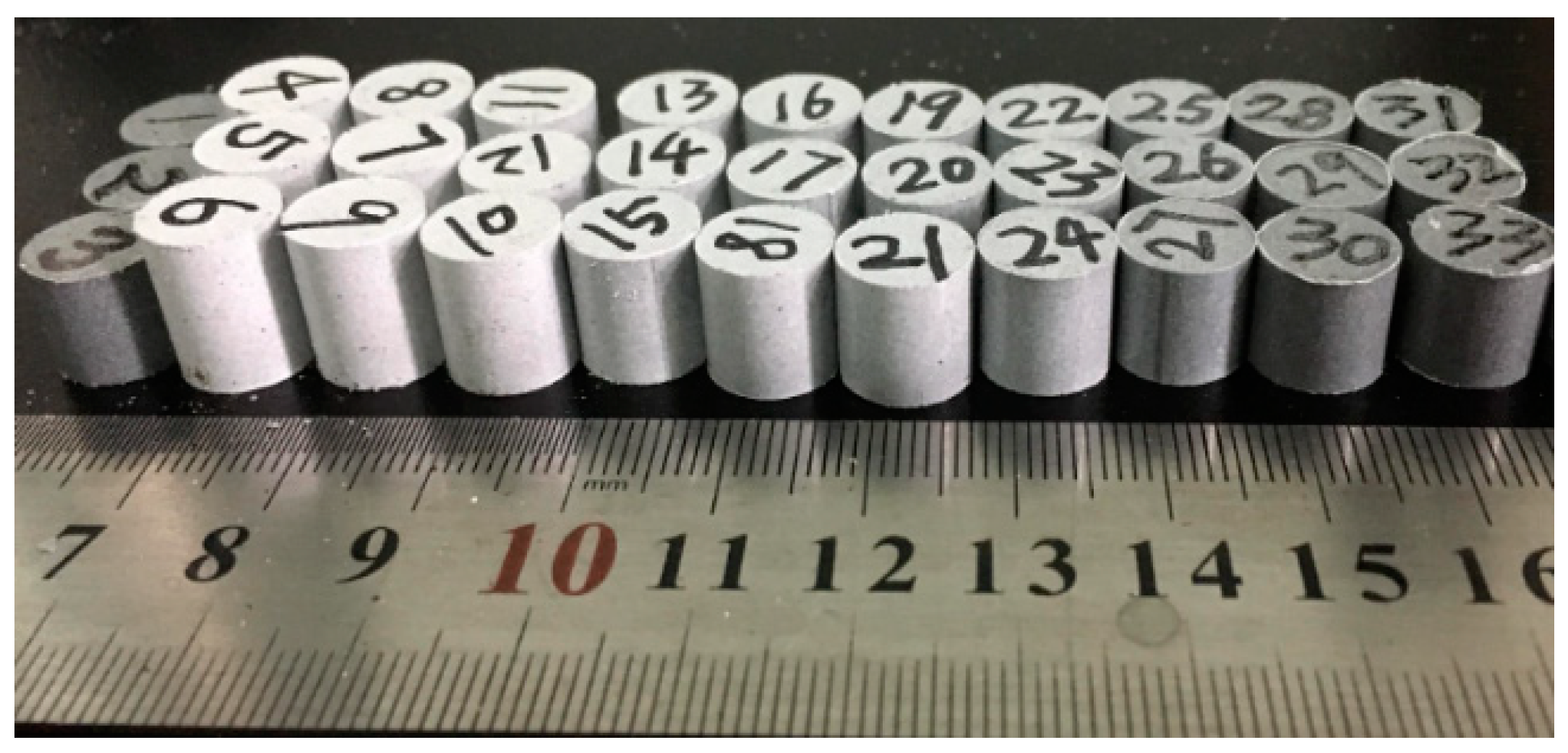
2.1. Materials Fabrication
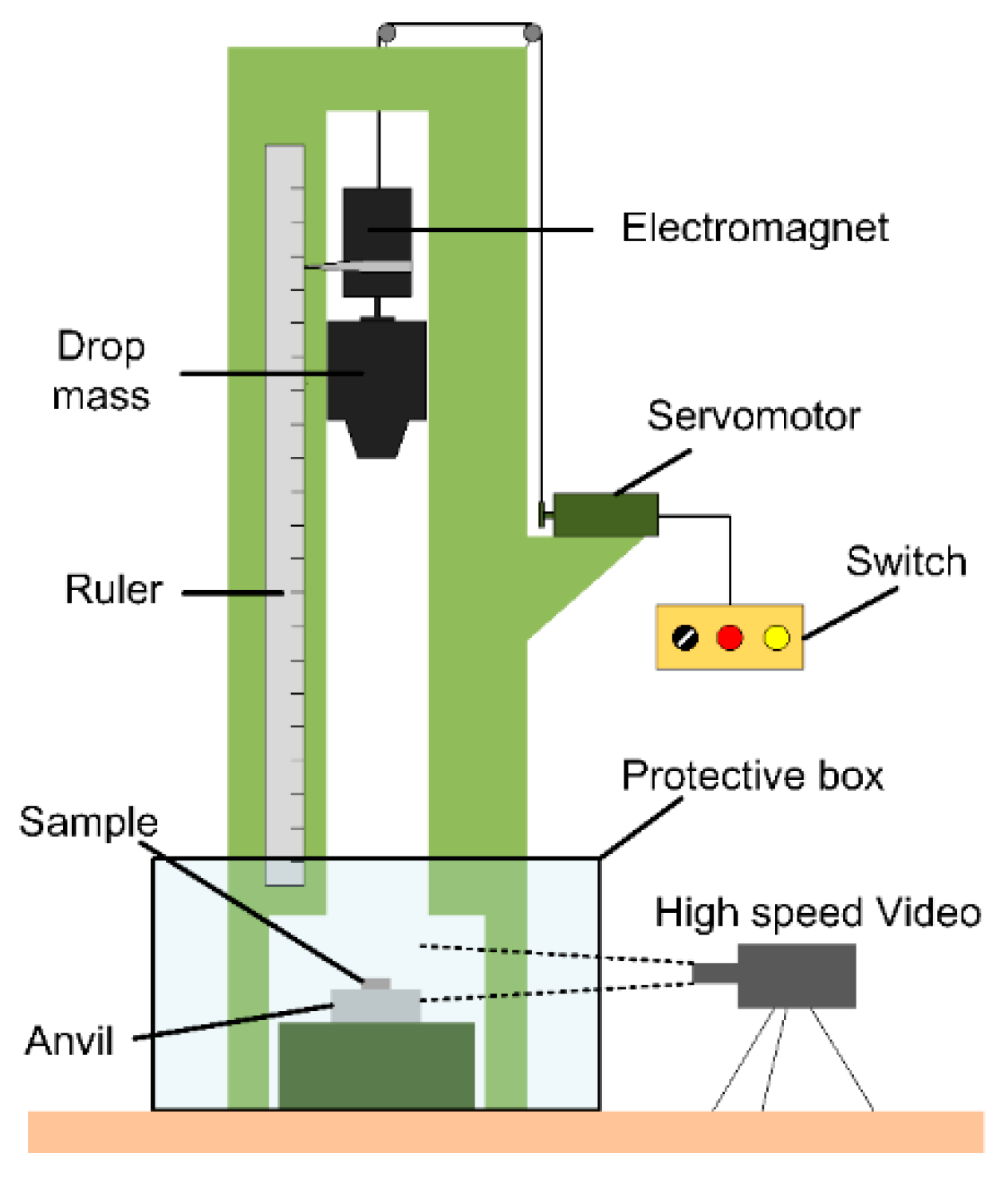
2.2. Drop Weight Test
2.3. Characterization
3. Density Homogenization Characteristics
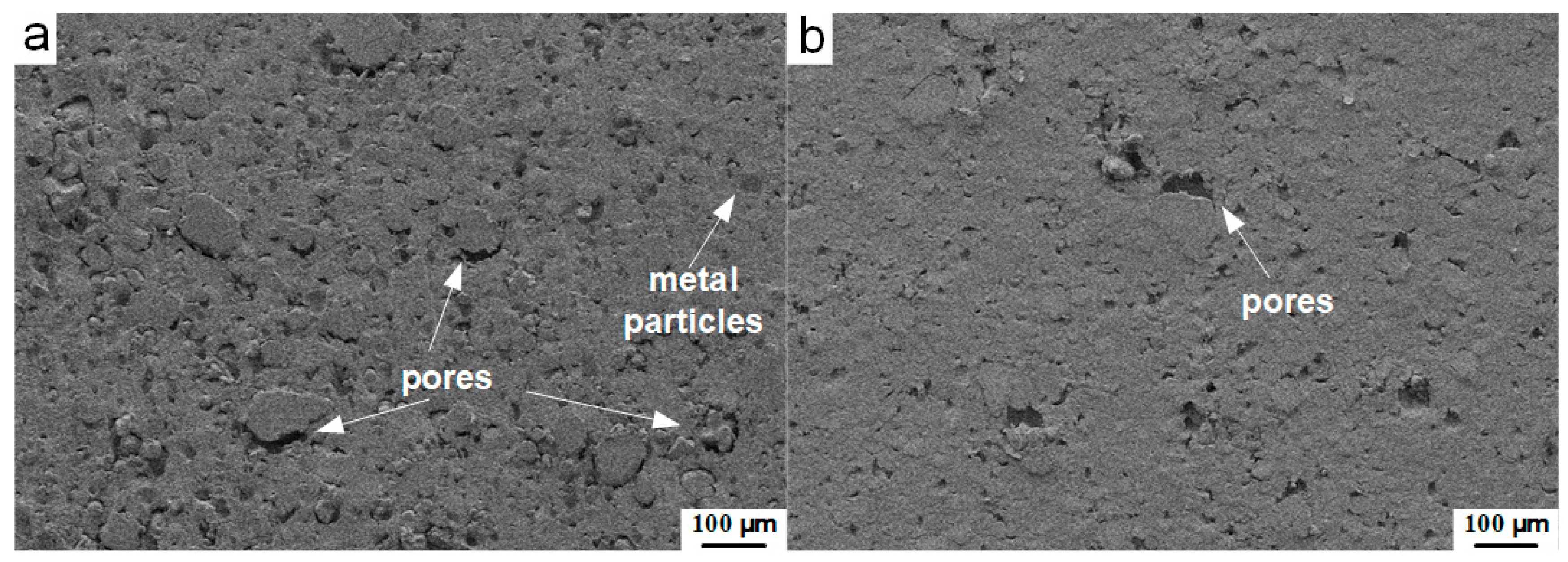
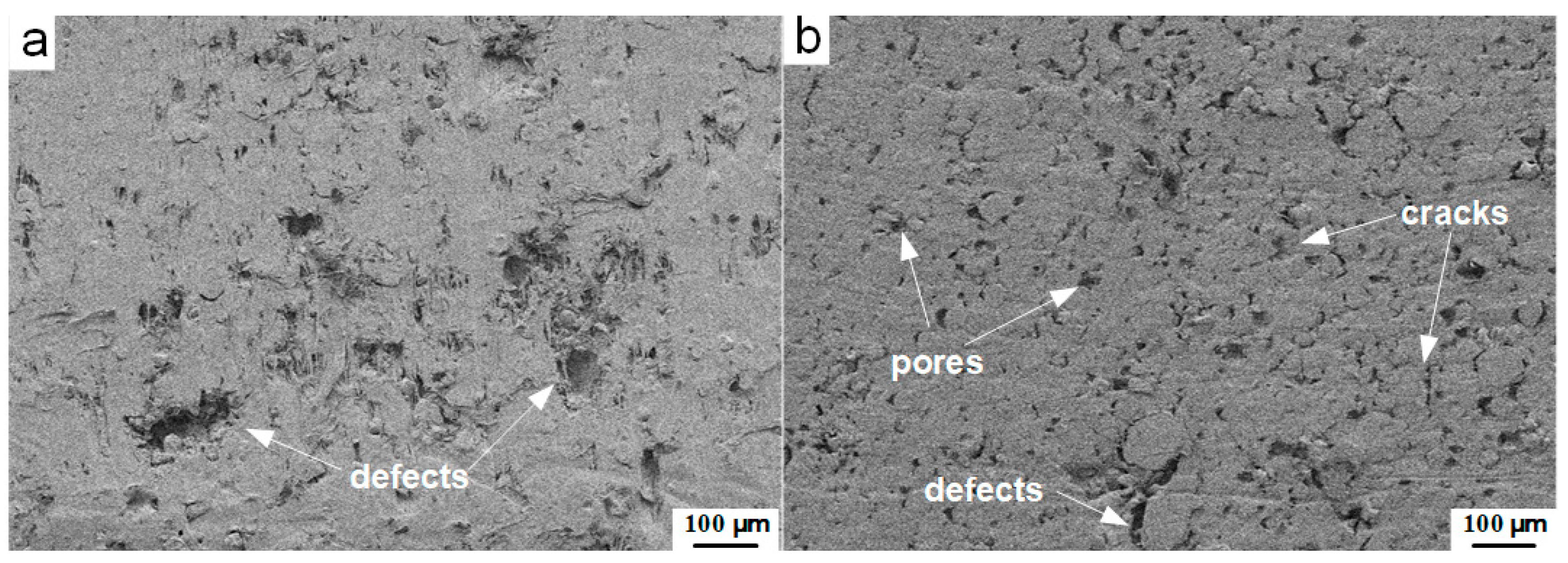
3.1. Compactness in Mesoscale
3.2. Bulk Density Homogenization
4. Impact Initiation Characteristics
4.1. Typical Impact Initiation Phenomenon
4.2. Effect of TMD
4.3. Effect of Drop Height
4.4. Effect of Molding Pressure
4.5. Impact Sensitivity
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ames, R. Energy release characteristics of impact-initiated energetic materials. In MRS Proceedings; Cambridge University Press: Cambridge, UK, 2005; Volume 296. [Google Scholar] [CrossRef]
- Lee, R.J.; Mock, W., Jr.; Carney, J.R.; Holt, W.H.; Pangilinan, G.I.; Gamache, R.M.; Boteler, J.M.; Bohl, D.G.; Drotar, J.; Lawrence, G.W. Reactive materials studies. In SHOCK COMPRESSION OF CONDENSEDMATTER-2005, Proceedings of the Conference of the American Physical Society Topical Group on Shock Compression of Condensed Matter, Baltimore, MD, USA, 31 July–5 August 2005; AIP Publishing: College Park, MD, USA, 2006; pp. 169–174. [Google Scholar] [CrossRef]
- Mock, W.; Holt, W.H. Impact initiation of rods of pressed polytetrafluoroethylene (PTFE) and aluminum powders. In SHOCK COMPRESSION OF CONDENSED MATTER-2005, Proceedings of the Conference of the American Physical Society Topical Group on Shock Compression of Condensed Matter, Baltimore, MD, USA, 31 July–5 August 2005; AIP Publishing: College Park, MD, USA, 2006; pp. 1097–1100. [Google Scholar] [CrossRef]
- Cai, J.; Walley, S.M.; Hunt, R.J.; Proud, W.G.; Nesterenko, V.F.; Meyers, M.A. High-strain, high-strain-rate flow and failure in PTFE/Al/W granular composites. Mater. Sci. Eng. A 2008, 472, 308–315. [Google Scholar] [CrossRef]
- Raftenberg, M.N.; Mock, W., Jr.; Kirby, G.C. Modeling the impact deformation of rods of a pressed PTFE/Al composite mixture. Int. J. Impact Eng. 2008, 35, 1735–1744. [Google Scholar] [CrossRef]
- Ames, R. Vented chamber calorimetry for impact-initiated energetic materials. In Proceedings of the 43th AIAA Aerospace Sciences Meeting and Exhibit, Reno, NV, USA, 10–13 January 2005; pp. 10–13. [Google Scholar] [CrossRef]
- Wang, H.; Zheng, Y.; Yu, Q.; Liu, Z.; Yu, W. Impact-induced initiation and energy release behavior of reactive materials. J. Appl. Phys. 2011, 110, 074904. [Google Scholar] [CrossRef]
- Feng, S.; Wang, C.; Huang, G. Experimental study on the reaction zone distribution of impact-induced reactive materials. Propellants Explos. Pyrotech. 2017, 42, 896–905. [Google Scholar] [CrossRef]
- Ge, C.; Dong, Y.; Maimaitituersun, W.; Ren, Y.; Feng, S. Experimental study on impact-induced initiation thresholds of polytetrafluoroethylene/aluminum composite. Propellants Explos. Pyrotech. 2017, 42, 514–522. [Google Scholar] [CrossRef]
- Xu, F.Y.; Yu, Q.B.; Zheng, Y.F.; Lei, M.A.; Wang, H.F. Damage effects of double-spaced aluminum plates by reactive material projectile impact. Int. J. Impact Eng. 2017, 104, 13–20. [Google Scholar] [CrossRef]
- Sun, S.; Zhao, B.; Zhang, G.; Luo, Y. Applying mechanically activated Al/PTFE in CMDB propellant. Propellants Explos. Pyrotech. 2018, 43, 1105–1114. [Google Scholar] [CrossRef]
- Sippel, T.R.; Son, S.F.; Groven, L.J. Altering reactivity of aluminum with selective inclusion of polytetrafluoroethylene through mechanical activation. Propellants Explos. Pyrotech. 2013, 38, 286–295. [Google Scholar] [CrossRef]
- Marothiya, G.; Ramakrishna, P.A. Enhancement of aluminum reactivity to achieve high burn rate for an end burning rocket motor. Propellants Explos. Pyrotech. 2017, 42, 816–825. [Google Scholar] [CrossRef]
- Xu, F.; Geng, B.; Zhang, X.; Xiao, J.; Wang, H. Experimental study on behind-plate overpressure effect byreactive material projectile. Propellants Explos. Pyrotech. 2017, 42, 192–197. [Google Scholar] [CrossRef]
- Ge, C.; Maimaitituersun, W.; Dong, Y.; Tian, C. A study on the mechanical properties and impact-induced initiation characteristics of brittle PTFE/Al/W reactive materials. Materials 2017, 10, 452. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.F.; Geng, B.Q.; Guo, H.G.; Zheng, Y.F.; Yu, Q.B.; Ge, C. The effect of sintering and cooling process on geometry distortion and mechanical properties transition of PTFE/Al reactive materials. Def. Technol. 2019. [Google Scholar] [CrossRef]
- Jiang, C.; Cai, S.; Mao, L.; Wang, Z. Effect of porosity on dynamic mechanical properties and impact response characteristics of high aluminum content PTFE/Al energetic materials. Materials 2020, 13, 140. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, H.; Guo, H.; Geng, B.; Yu, Q.; Zheng, Y. Application of PTFE/Al reactive materials for double-layered liner shaped charge. Materials 2019, 12, 2768. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, S.; Liu, J.; Yang, M.; Wang, L.; Lan, J.; Li, S.; He, C.; Xue, X. Effects of multi-component co-addition on reaction characteristics and impact damage properties of reactive material. Mater. Des. 2018, 153, 1–8. [Google Scholar] [CrossRef]
- Feng, B.; Li, Y.C.; Hao, H.; Wang, H.X.; Hao, Y.F.; Fang, X. A mechanism of hot-spots formation at the crack tip of Al-PTFE under quasi-static compression. Propellants Explos. Pyrotech. 2017, 42, 1366–1372. [Google Scholar] [CrossRef]
- Nielson, D.B.; Tanner, R.L.; Lund, G.K. High Strength Reactive Materials and Methods of Making. U.S. Patent 2004/0116576 A1, 17 June 2004. [Google Scholar]
- Nielson, D.B.; Tanner, R.L.; Lund, G.K. High Strength Reactive Materials. U.S. Patent 2003/096897 A1, 23 February 2000. [Google Scholar]
- Zhang, X.F.; Zhang, J.; Qiao, L.; Shi, A.S.; Zhang, Y.G.; He, Y.; Guan, Z.W. Experimental study of the compression properties of Al/W/PTFE granular composites under elevated strain rates. Mater. Sci. Eng. A 2013, 581, 48–55. [Google Scholar] [CrossRef]
- Blackstone, W.; Baber, B.; Ku, P. New test techniques for evaluating the compatibility of materials with liquid oxygen under impact. Tribol. Trans. 1968, 11, 216–227. [Google Scholar] [CrossRef]
- Cai, J.; Jiang, F.; Vecchio, K.S.; Meyers, M.A.; Nesterenko, V.F. Mechanical and Microstructural Properties of PTFE/Al/W System. In Proceedings of the Conference of the American Physical Society Topical Group on Shock Compression of Condensed Matter, Waikoloa, HI, USA, 24–29 June 2007. [Google Scholar]
- Xu, F.Y.; Liu, S.B.; Zheng, Y.F.; Yu, Q.B.; Wang, H.F. Quasi-static compression properties and failure of PTFE/Al/W reactive materials. Adv. Eng. Mater. 2017, 19, 1600350. [Google Scholar] [CrossRef] [Green Version]
- Cui, Q.; Liu, D.; Xu, J. Pressed explosives. In Explosives and Charging Design; National Defense Industry Press: Beijing, China, 2016; Volume 16, pp. 212–214. [Google Scholar]
- Liu, Y.; Ren, H.; Li, W.; Ning, J. Influence of particle size of aluminum powder and molding pressure on impact-initiation of Al/PTFE. Chin. J. High Press. Phys. 2019, 33, 123–130. [Google Scholar] [CrossRef]
- Cao, X.; Zhao, H.; Cao, H.; Zhang, C.J.; Liu, H.Z.; Wu, Z.Y.; Xiong, R.H. Study on the influence of the process parameters of explosive powder pressing on the quality of grains. Chin. J. Explos. Propellants 2020. [Google Scholar] [CrossRef]
- Yu, Z.; Fang, X.; Li, Y.; Wu, J.; Wu, S.; Zhang, J.; Ren, J.; Zhong, M.; Chen, L.; Yao, M. Investigation on the reaction energy, dynamic mechanical behaviors, and impact-induced reaction characteristics of PTFE/Al with different TiH2 percentages. Materials 2018, 11, 2008. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Huang, J.; Fang, X.; Wu, S.; Yang, L.; Yu, Z.; Li, Y. Mechanical response and shear-induced initiation properties of PTFE/Al/MoO3 reactive composites. Materials 2018, 11, 1200. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Feng, B.; Qiu, C.L.; Zhang, T.H.; Hu, Y.F.; Li, H.G.; Xu, B.C. Sensitivity of Al-PTFE upon low-speed impact. Propellants Explos. Pyrotech. 2019, 44, 630–636. [Google Scholar] [CrossRef]
- Herbold, E.B.; Cai, J.; Benson, D.J.; Nesterenko, V.F. Properties and fracture of PTFE-W-Al composites. Shock Compression Condens. Matter. 2007, CP955, 785–788. [Google Scholar]
- Cai, J. Properties of Heterogeneous Energetic Materials under High Strain, High Strain Rate Deformation. Ph.D. Thesis, UC San Diego, San Diego, CA, USA, 2007. [Google Scholar]
- Wang, L.; Liu, J.; Li, S.; Zhang, X. Investigation on reaction energy, mechanical behavior and impact insensitivity of W-PTFE-Al composites with different W percentage. Mater. Des. 2016, 92, 397–404. [Google Scholar] [CrossRef]
- Cai, J.; Jiang, F.; Vecchio, K.S.; Meyers, M.A.; Nesterenko, V.F. Mechanical and Microstructural Properties of PTFE/Al/W System. Shock Compression Condens. Matter 2007, 995, 723–726. [Google Scholar] [CrossRef]
- Zhou, J.; He, Y.; He, Y.; Wang, C.T. Investigation on impact initiation characteristics of fluoropolymer-matrix reactive materials. Propellants Explos. Pyrotech. 2017, 42, 603–615. [Google Scholar] [CrossRef]
- Yuan, Y.; Geng, B.; Sun, T.; Yu, Q.; Wang, H. Impact-Induced reaction characteristic and the enhanced sensitivity of PTFE/Al/Bi2O3 composites. Polymers 2019, 11, 2049. [Google Scholar] [CrossRef] [Green Version]
- Bowden, F.P.; Yoffe, A.D. Initiation and growth of explosion in liquids and solids. Am. J. Phys. 1952, 20, 250. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Bulk Density Tests | Drop Weight Tests | TMD (g/cm3) | Mass Ratios (wt.%) | ||
|---|---|---|---|---|---|---|
| PTFE | Al | W | ||||
| A | √ | - | 3.2 | 51.01 | 18.39 | 30.60 |
| B | √ | - | 4.2 | 36.46 | 13.14 | 50.40 |
| C | √ | √ | 5.2 | 27.46 | 9.91 | 62.60 |
| D | √ | - | 6.2 | 21.39 | 7.71 | 70.90 |
| E | √ | √ | 7.2 | 16.98 | 6.12 | 76.90 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Geng, B.; Wang, H.; Yu, Q.; Zheng, Y.; Ge, C. Bulk Density Homogenization and Impact Initiation Characteristics of Porous PTFE/Al/W Reactive Materials. Materials 2020, 13, 2271. https://doi.org/10.3390/ma13102271
Geng B, Wang H, Yu Q, Zheng Y, Ge C. Bulk Density Homogenization and Impact Initiation Characteristics of Porous PTFE/Al/W Reactive Materials. Materials. 2020; 13(10):2271. https://doi.org/10.3390/ma13102271
Chicago/Turabian StyleGeng, Baoqun, Haifu Wang, Qingbo Yu, Yuanfeng Zheng, and Chao Ge. 2020. "Bulk Density Homogenization and Impact Initiation Characteristics of Porous PTFE/Al/W Reactive Materials" Materials 13, no. 10: 2271. https://doi.org/10.3390/ma13102271
APA StyleGeng, B., Wang, H., Yu, Q., Zheng, Y., & Ge, C. (2020). Bulk Density Homogenization and Impact Initiation Characteristics of Porous PTFE/Al/W Reactive Materials. Materials, 13(10), 2271. https://doi.org/10.3390/ma13102271