3.2.1. ITSM Test Results
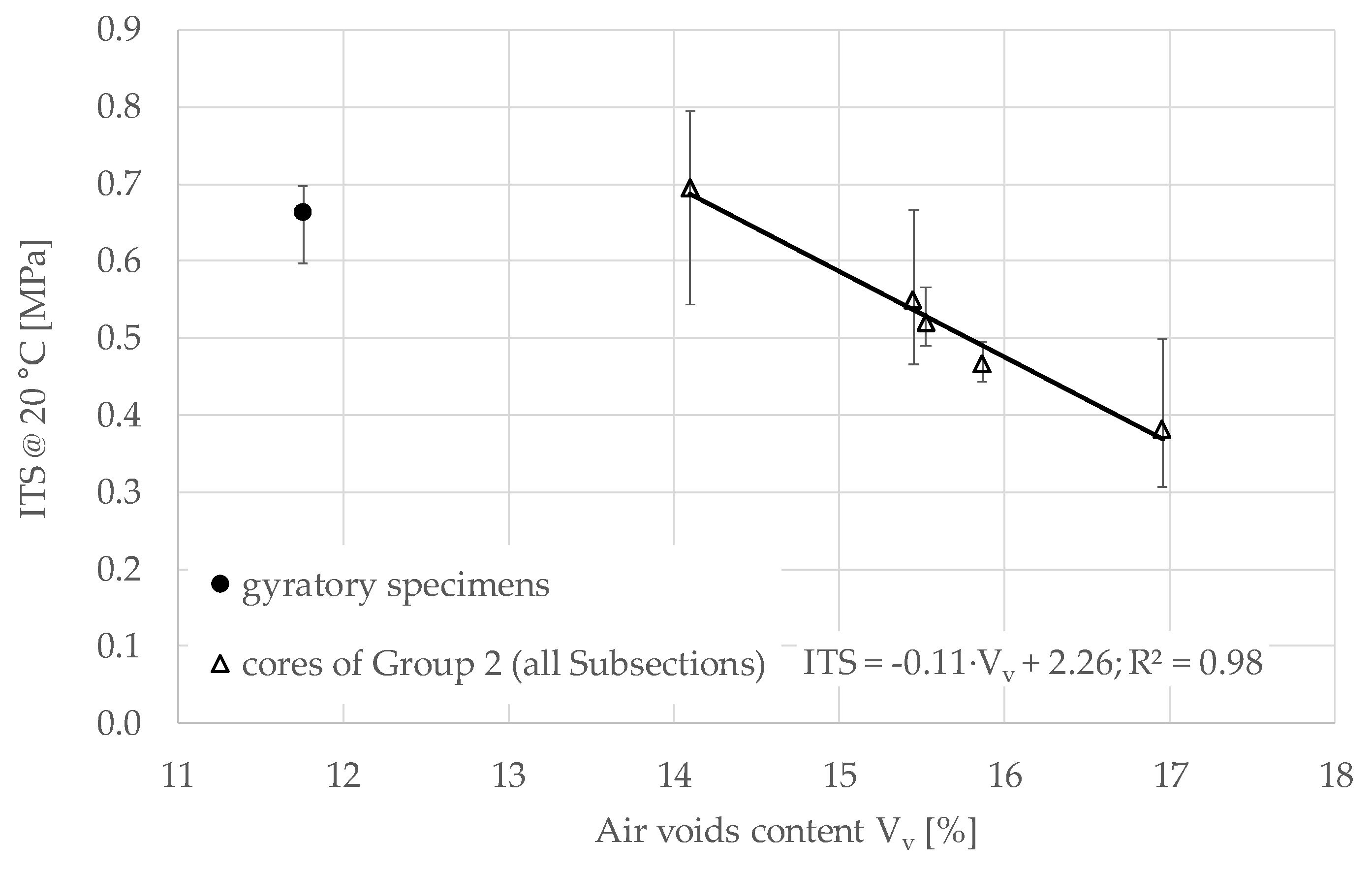
Figure 9 shows the relationship between ITSM at 20 °C and air voids content of cores of Group 2, at different curing conditions. Each point is the average value of three specimens (
Table 8).
The ITSM can be considered linearly dependent on the air voids in all the curing conditions. Results from tests until 93 days after construction (73 days field + 20 days lab), indicate that the curing did not affect the linear correlation between ITSM and air voids. Specifically, a 1% increase in air voids led to a reduction of ITSM of about 900 MPa. Results from tests after a 157-day curing time (73 days field + 84 days lab) kept an almost linear trend but with a higher sensibility to the air voids. This is probably due to the replication of the ITSM tests on the same cores, which may have reduced the stiffness of the cores characterised by a higher air voids (Subsection D with 17% of air voids content).
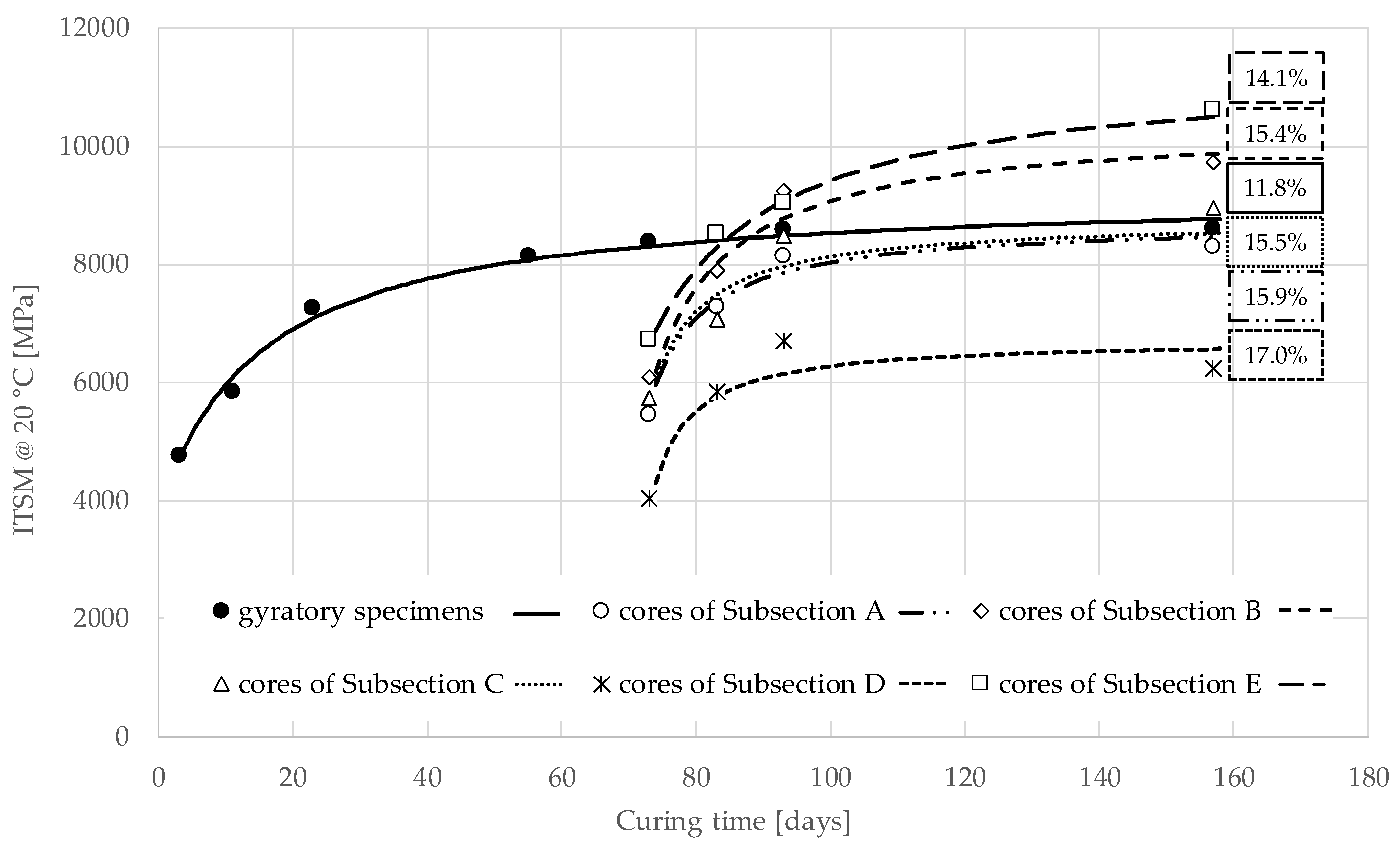
Figure 10 shows the evolution of the average ITSM values over the curing time for gyratory specimens (Group 0) and core specimens of Group 2. The experimental data were fitted through the asymptotic model proposed by Graziani et al. [
23,
58]:
where
t (days) is the curing time,
y(
t) is the property under investigation (ITSM),
ti is the curing time when the property was measured for the first time (i.e., 3 or 73 days),
yi is an intercept term that represents the value of the properties at the time
ti,
ya is the long-term asymptotic value of
y(
t) and
hy (days) is a parameter representing a specific curing time. The parameter
yi gives information on the average rate of evolution of the material properties from the day of construction to
ti.
The agreement between the measured data and the estimated regression curves is quite good, as shown in
Figure 10 and
Table 10, where the estimated values of the regression parameters are reported along with the coefficient of determination R
2 and the air voids.
The gyratory specimens of Group 0 and the cores of Group 2 showed a different evolution of ITSM. The gyratory specimens, oven-cured in laboratory at 40 °C starting immediately after production, showed a rapid increase in stiffness in the first days, with the ITSM reaching about 4500 MPa after 3 days and 7200 MPa after 21 days. At longer curing times, the stiffness increase slowed down, with the ITSM reaching about 8200 MPa after 73 days and a long-term asymptotic value of 9246 MPa (
Table 10).
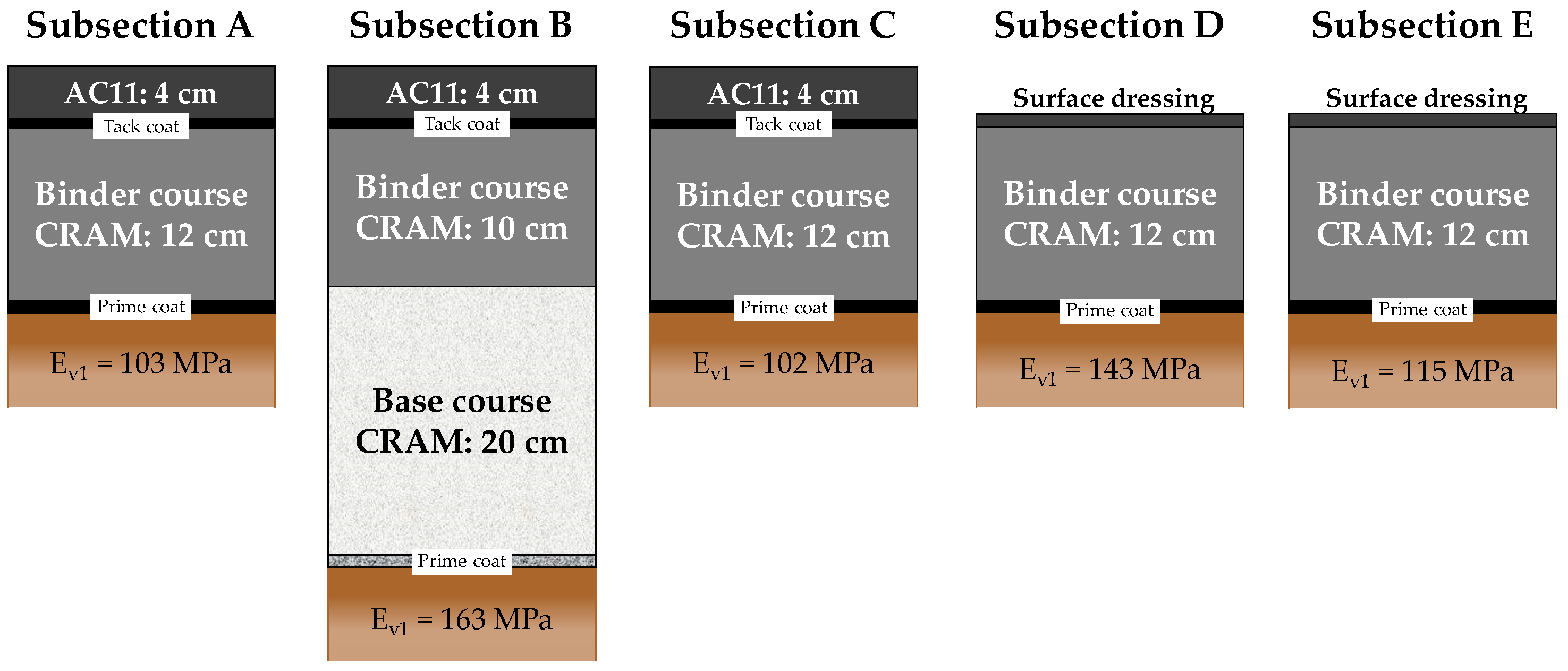
For the cores, we have the first ITSM measurement after 73 days of field curing, with values ranging from about 4000 (Subsection D) to 6500 MPa (Subsection E). At this curing time, the difference in ITSM between cores and gyratory specimens, is due to differences in both volumetric properties (the cores had higher voids) and curing conditions (oven-curing vs. field curing). The effect of air voids can be estimated using the experimental data reported in
Figure 9. Specifically, with an air voids content of 11.8% we can extrapolate an ITSM of about 9100 MPa after 73 days of field curing. Such value is even higher than the ITSM measured on the gyratory specimens. We can conclude that, in these in-situ conditions (pavement stratigraphy, location and climate), field curing did not penalise the stiffness evolution until 73 days. This tendency is confirmed in the long-term. In fact,
Figure 10 shows that the core specimens, which were oven-cured at 40 °C after extraction, had a rapid increase in stiffness and reached an asymptotic value of ITSM ranging from 6729 (Subsection D) to 11,375 MPa (Subsection E). We observe that the asymptotic value of the gyratory specimens is comprised in this range, although they had lower air voids.
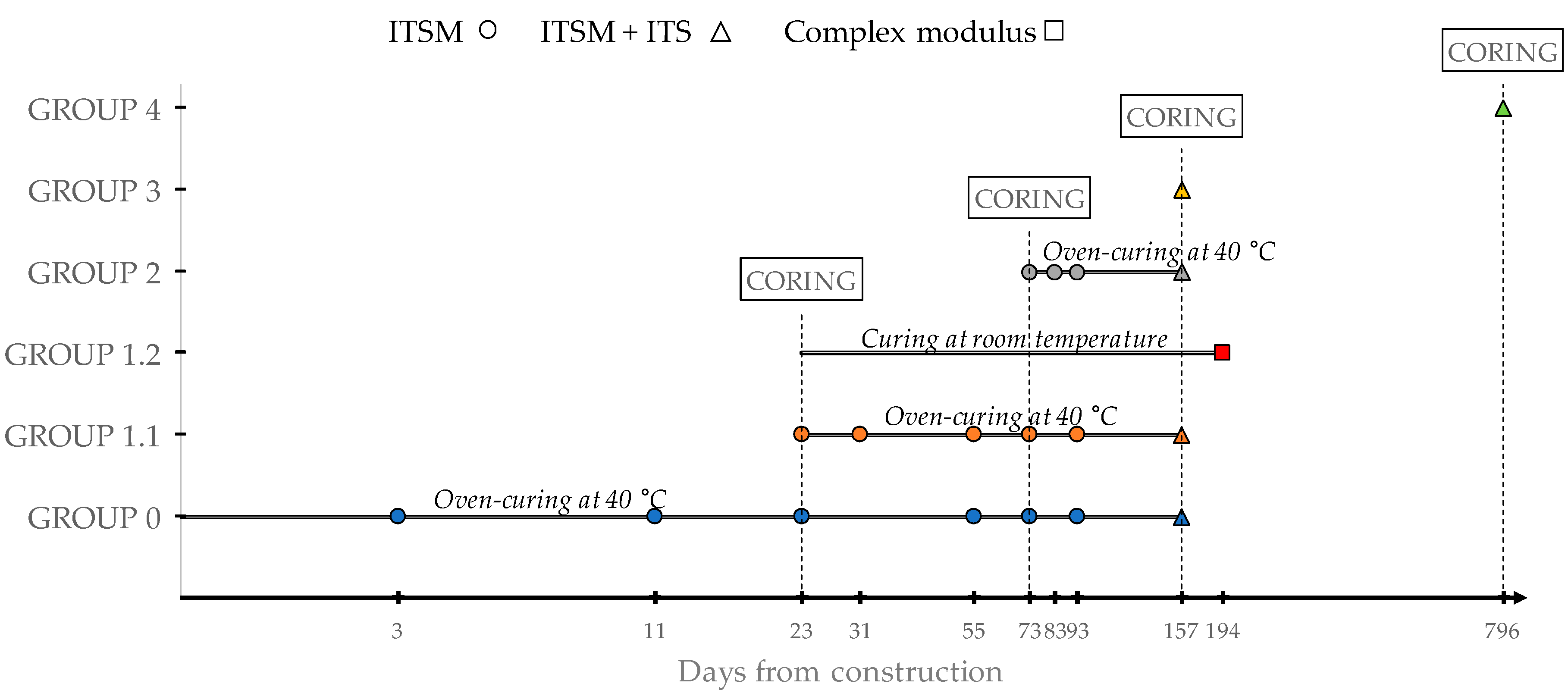
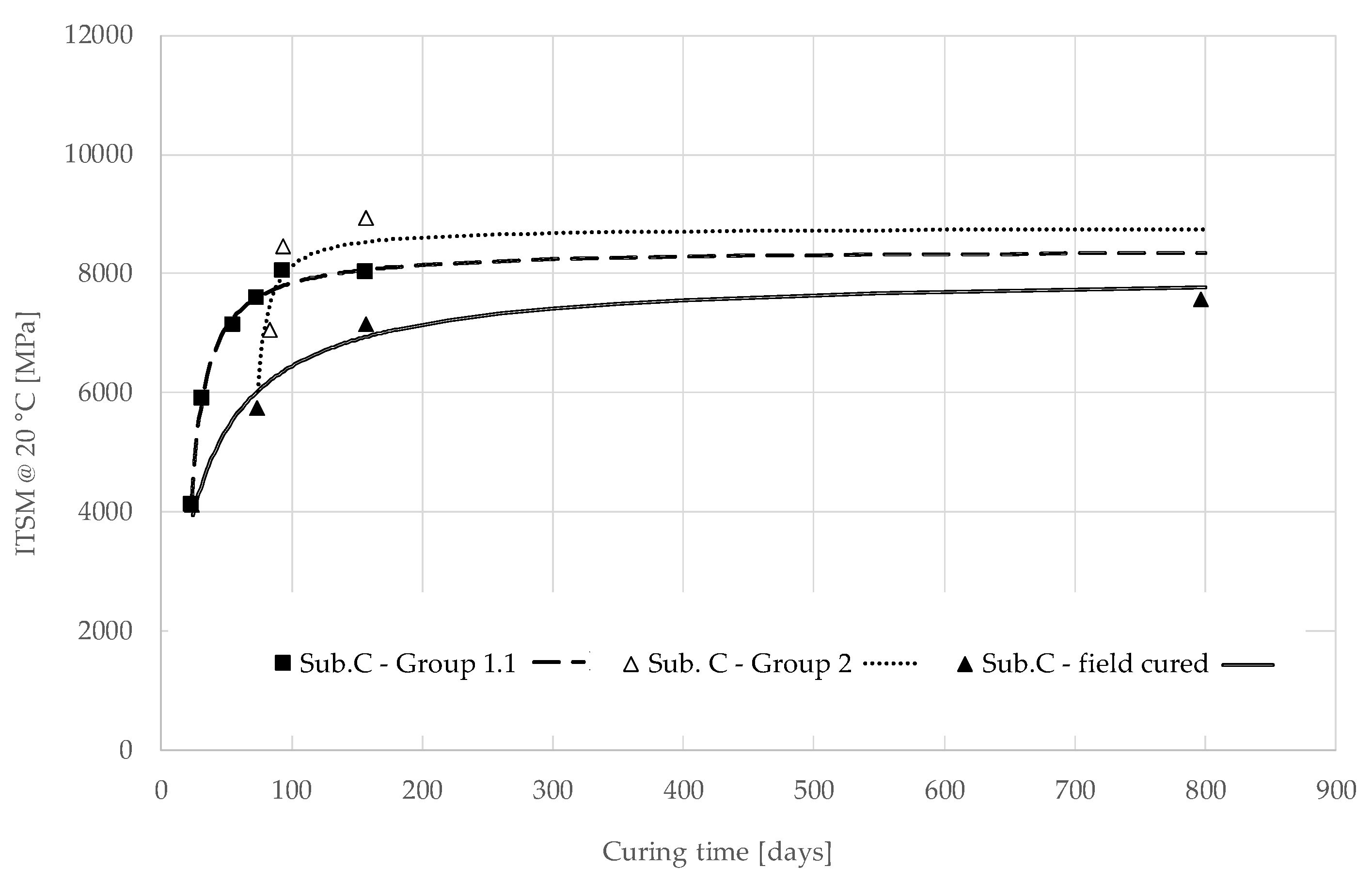
The field curing curve shown in
Figure 11 depicts the ITSM evolution observed on core specimens taken from Subsection C, from 23 to 796 days after construction, when also field ageing, moisture damage and traffic induced stress influenced the material performance. These measurements reveal the actual stiffness evolution of the material in the field. This trend is compared with the stiffness evolution observed on cores taken 23 days (Group 1.1) and 73 days (Group 2 Sub. C) after construction and then oven-cured at 40 °C. The measurements were fitted using the model described in Equation (1) and the estimated values of the regression parameters are reported in
Table 10. The core specimens taken after 23 and 73 days and oven-cured at 40 °C show a rapid increase in stiffness and, in the long term, they are characterised by similar asymptotic values of ITSM: 8415 MPa and 8775 MPa, respectively. These values are only slightly higher than the asymptotic value which characterises the field cured material, 8001 MPa.
In summary, oven-curing with free evaporation and high temperature (40 °C), a procedure that is often used for accelerated curing in the laboratory, may lead to an underestimation of the long-term stiffness of the mixture cured in the field with restricted evaporation (
Figure 10). On the other hand, if oven-curing is applied after a few days or weeks of field curing with restricted evaporation, the long-term stiffness will not be affected (
Figure 11). This is because the humidity of the material subjected to oven-curing and free evaporation may be totally different from the field. Therefore, the evolution of the cementitious and bituminous bonds will be different because humidity enhances the former and penalises the latter.
These results suggest that the curing conditions immediately after compaction determine the microstructure of the material (distribution and location of cementitious and bituminous bonds). With immediate oven-curing and free evaporation (laboratory conditions), bituminous bonds are favoured with respect to cementitious bonds, whereas if evaporation in restricted (field curing), the cementitious bonds are favoured leading to a higher long-term stiffness. When oven-curing is applied a few days/weeks after compaction (i.e., when the mixture microstructure is already formed in sealed conditions), the stiffness development will be accelerated with a small effect on its long-term value.
3.2.3. Complex Modulus
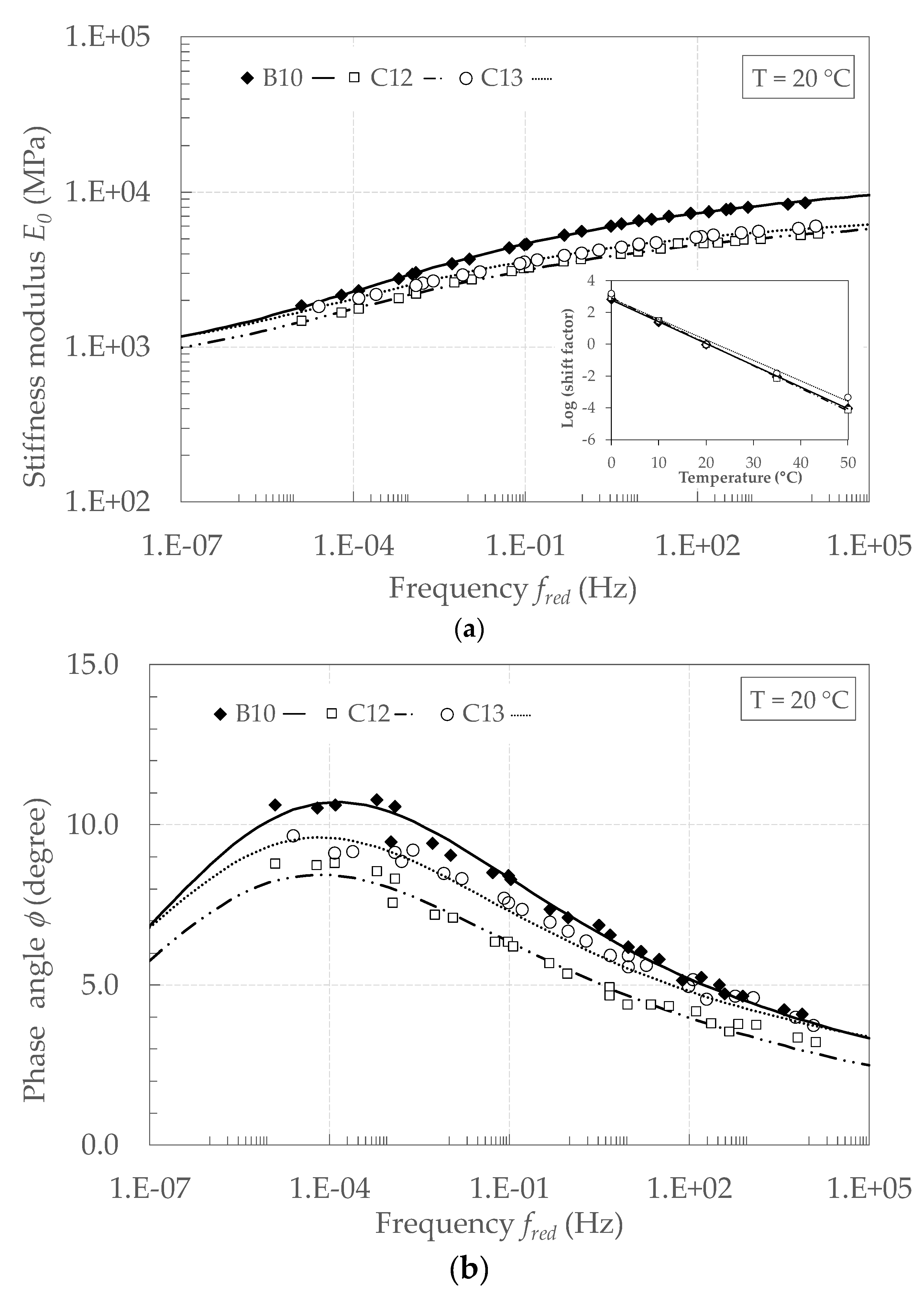
Figure 13 shows the complex modulus results obtained on cores extracted from Subsections B (B10, with air voids content of 14.3%) and C (C12 and C13, with air voids contents of 18.4% and 18.9%, respectively). The results are plotted in the Black diagram (stiffness modulus
as a function of the phase angle
–
Figure 13a) and in the Cole–Cole diagram (loss modulus
as a function of storage modulus
–
Figure 13b).
Overall, the stiffness modulus was comprised between 9500 (B10,
T = 0 °C,
f = 10 Hz), and 1500 MPa (C12,
T = 50 °C,
f = 0.1 Hz). This range of variation is less than one order of magnitude, whereas, in the same temperature and frequency range, conventional AC mixtures normally show a variability of more than two orders of magnitude [
59]. Concurrently, the values of the phase angle were less than about 10°. These reduced ranges of variability characterise the typical behaviour of cold recycled mixtures where cement plays an important role in limiting the thermo-viscoelastic behaviour [
60].
For each specimen, a loading frequency increase (or decrease) had the same effect on
as the temperature decrease (or increase). This confirms the validity of the time-temperature superposition principle (TTSP). In other terms, despite the concurrent presence of the residual bitumen from the emulsion and the aged bitumen of the RA aggregates, the tested CRAMs showed a thermo-rheologically simple behaviour. The master curves of the stiffness modulus and phase angle were obtained by fixing the reference temperature
T0 = 20 °C and shifting the experimental data along the frequency axis until obtaining continuous curves. For each testing temperature
T the amount of shifting, i.e., the shift factors
, was obtained through the closed form shifting (CFS) algorithm, consisting in the minimisation of the area between two adjacent isothermal curves of
E0 [
61]. The same shift factors were used also for shifting the
φ values.
Rheological modelling was carried out using the model proposed by Graziani et al. [
10,
11] that combines viscoelastic and hysteretic dissipation mechanisms. The viscoelastic part is represented by the Huet–Sayegh (HS) model [
62] while the hysteretic part (HY) is represented by a time- and temperature-independent phase angle (
). The model, abbreviated HS-HY, is described by the following equation:
where the term in square brackets describes the HS model, and the term
represents a rotation in the complex plane (
Figure 14). Physically, the phase angle
accounts for the time-independent (non-viscous) and temperature-independent dissipation phenomena which are present during cyclic loading. The term hysteretic is normally used to indicate this type of dissipation mechanism that may be attributed to the cementitious bonds or to internal friction phenomena [
63,
64].
In Equation (2), j is the imaginary unit and
is the angular frequency (
).
Ee is the equilibrium value of
(
) and represents the purely elastic material response when the bitumen is liquid, and its contribution to stiffness vanishes (high temperature/low frequency). For AC mixtures this value represents the interlock between aggregates [
65] and for CRAMs it also accounts for the effect of cementitious bonds.
Eg is the glassy value of
(
) and represents the purely elastic material response when the bitumen is a glassy solid (low temperature/high frequency). Its value is mainly affected by the volumetric properties of the mixture [
66].
The dimensionless parameters
k, δ and
h control the shape of the model in the low, intermediate and high temperature range [
67]. Higher values of
h and
k indicate that a higher viscous dissipation component is present in the material response (with one indicating purely viscous behaviour). On the other hand, lower values of
h and
k indicate that the material response is more elastic (with zero indicating purely elastic behaviour). In general, physically consistent values are 0 <
k <
h < 1, with
k characterising the low temperature/high frequency behaviour and
h the high temperature/low frequency behaviour.
The characteristic time
is a function of the testing temperature:
where
is the characteristic time at the reference temperature. The value of
does not affect the shape of the master curves. In fact, since
is a frequency multiplier, it only affects the position of the master curve along the frequency axes. If
increases, the
E0 master curve shifts to the left indicating a lower relaxation ability of the material. Higher values of
have been correlated to higher degree of bitumen aging and higher RA content, in both hot and cold mixtures [
10,
68,
69,
70].
Figure 15a shows the master curves superimposed to the experimental data and the shift factors, whereas
Table 11 summarises the model parameters. The
Ee values of the three specimens are very similar, confirming that they were obtained from the same mixture (same aggregate composition, same amount of cement). Very similar
Eg values were obtained for C12 e C13 specimens whereas B10 specimen provided a higher value, probably due to a lower air voids content of B10 (14.3%) with respect to C12 and C13 (18.4 and 18.9%, respectively).
Identical values of h and k were used for all specimens, obtaining an excellent fitting of the experimental data. This indicates that when (high temperature/low frequency) and (low temperature/high frequency) the specimens showed the same viscoelastic dissipation behaviour. The variability of may be explained by specimen-to-specimen variability.
The values of
are comprised between 0.7° and 1.5°, whereas the measured phase angle ranges from 3° to 11° (
Figure 15b). Its means that the ratio
varies from less than 10% (high temperature/low frequency) to about 30% (high temperature/low frequency). We may conclude that the hysteretic dissipation component represents an important part of the material dissipation behaviour and, more in general, the material is characterised by an intermediate behaviour between AC mixtures and cement-bound mixtures.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}