Techniques for Thin-Walled Element Milling with Respect to Minimising Post-Machining Deformations





Abstract
:1. Introduction
- post-machining residual stresses introduced during machining;
- residual stresses introduced during semi-finished product manufacturing (i.e., technological history effect);
- residual stresses introduced during heat treatment.
- maintaining good surface quality;
- difficulties in ensuring required dimensional and shape accuracy;
- the presence of self-excited vibrations (“chatter”) disturbing the machining process stability.
- correct milling strategy selection;
- increase in cutting speed vc (HSC);
- rationalisation of cutting parameters (in particular: feed per tooth fz and milling width ae) aimed at decreasing the component of cutting force perpendicular to a wall being machined.
- low height to thickness ratio < 15:1—where separate milling of each wall side in non-overlapping passes is recommended;
- moderate height to thickness ratio < 30:1:
- ○
- milling on a constant level—alternate machining at a constant depth of cut ap of both side walls, also in non-overlapping passes;
- ○
- milling at a difference of levels—alternate milling of both side walls with non-overlapping levels between consecutive passes; the depth of cut ap at the first pass should be ap/2;
- high height to thickness ratio > 30:1—Where it is recommended to change the sides and apply the “christmas tree” routine in order to achieve the wall thickness setpoint in stages.
- cutting parameter optimisation;
- tool geometry optimisation;
- tool path optimisation;
- designing a special clamping device;
- simultaneous workpiece wall machining on either side.
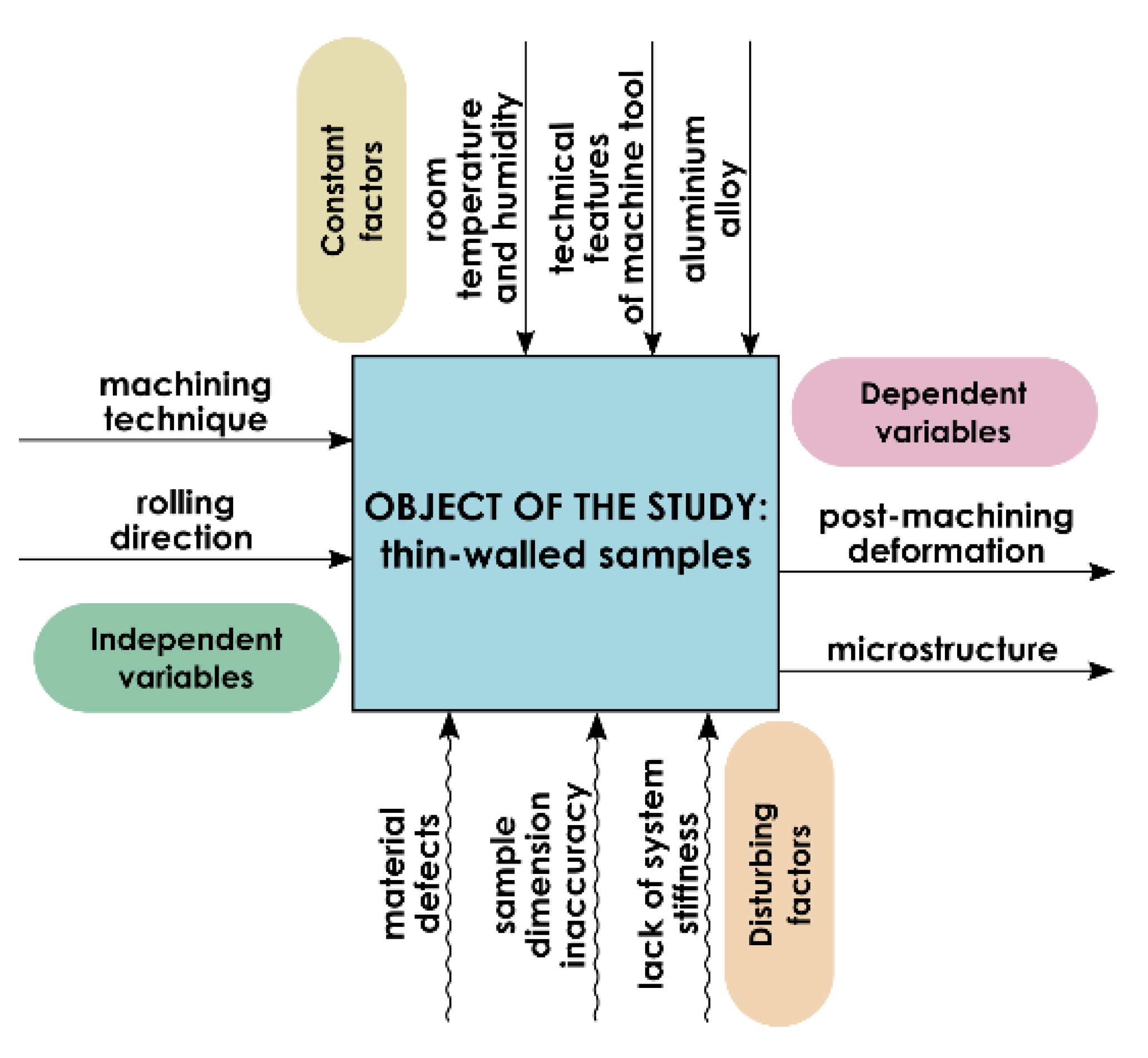
2. Materials and Methods
- High Performance Cutting;
- High Performance Cutting and conventional finishing (CF);
- High Performance Cutting and High Speed Machining;
- High Speed Cutting;
- High Speed Cutting and conventional finishing (CF).
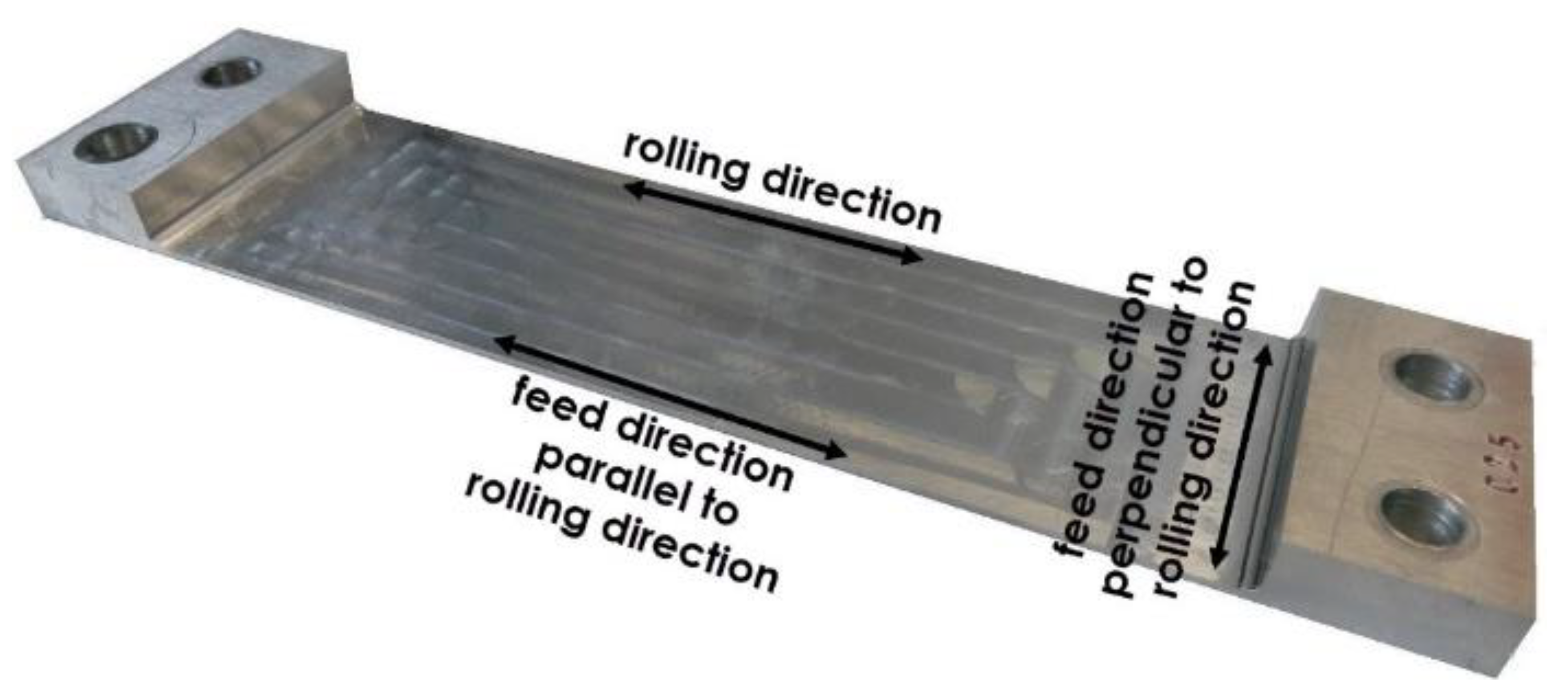
- cutting tool feed direction perpendicular to rolling direction (perpendicular direction);
- cutting tool feed direction parallel to rolling direction (parallel direction).
- the assessment of the impact of the rolling technological history on the deformation of thin-walled elements after machining;
- defining the minimum allowance of the rolled surface layer to be removed in elements manufactured from such semi-finished products.
- density, ρ = 2.78 g/cm3;
- Young’s modulus, E = 73 GPa;
- tensile strength, Rm = 469 MPa;
- offset yield strength, Rp0.2 = 324 MPa;
- Brinell hardness, 120 HB.
- indexable milling cutter by Kennametal (25A03R044B25SED14) (Kennametal, Pittsburgh, PA, USA) with correctly selected cutting inserts (EDCT140416PDFRLDJ)—used for HPC (Figure 3a);
- monolithic carbide milling cutter by Sandvik (R216.33-16040-AC32U) (Sandvik, Stockholm, Sweden) without a protective coat—used for HSC and conventional finishing (CF) (Figure 3b).
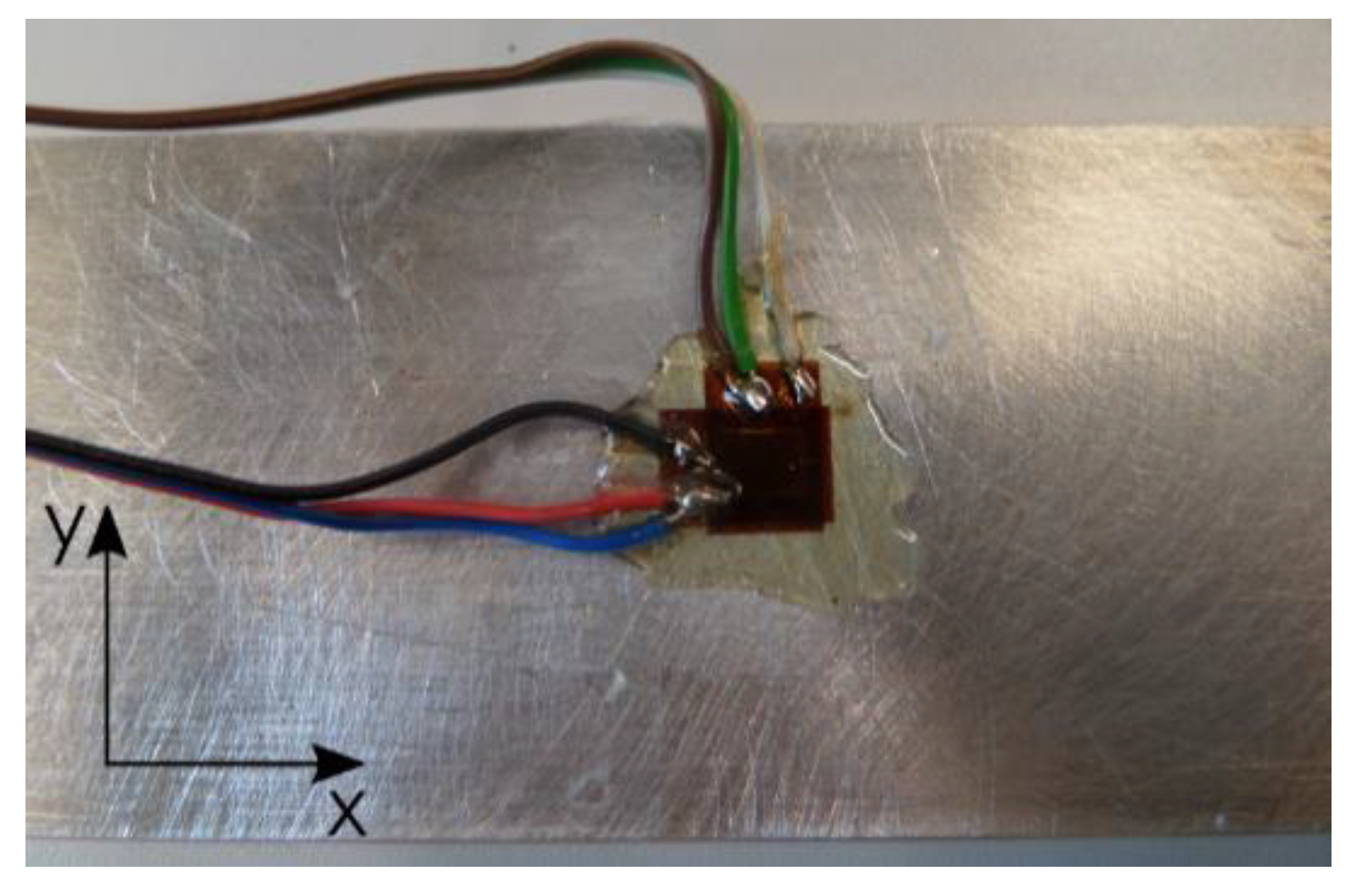
- x—parallel to the longer sample edge (longitudinal strain gauge);
- y—perpendicular to the longer sample edge (transversal strain gauge).
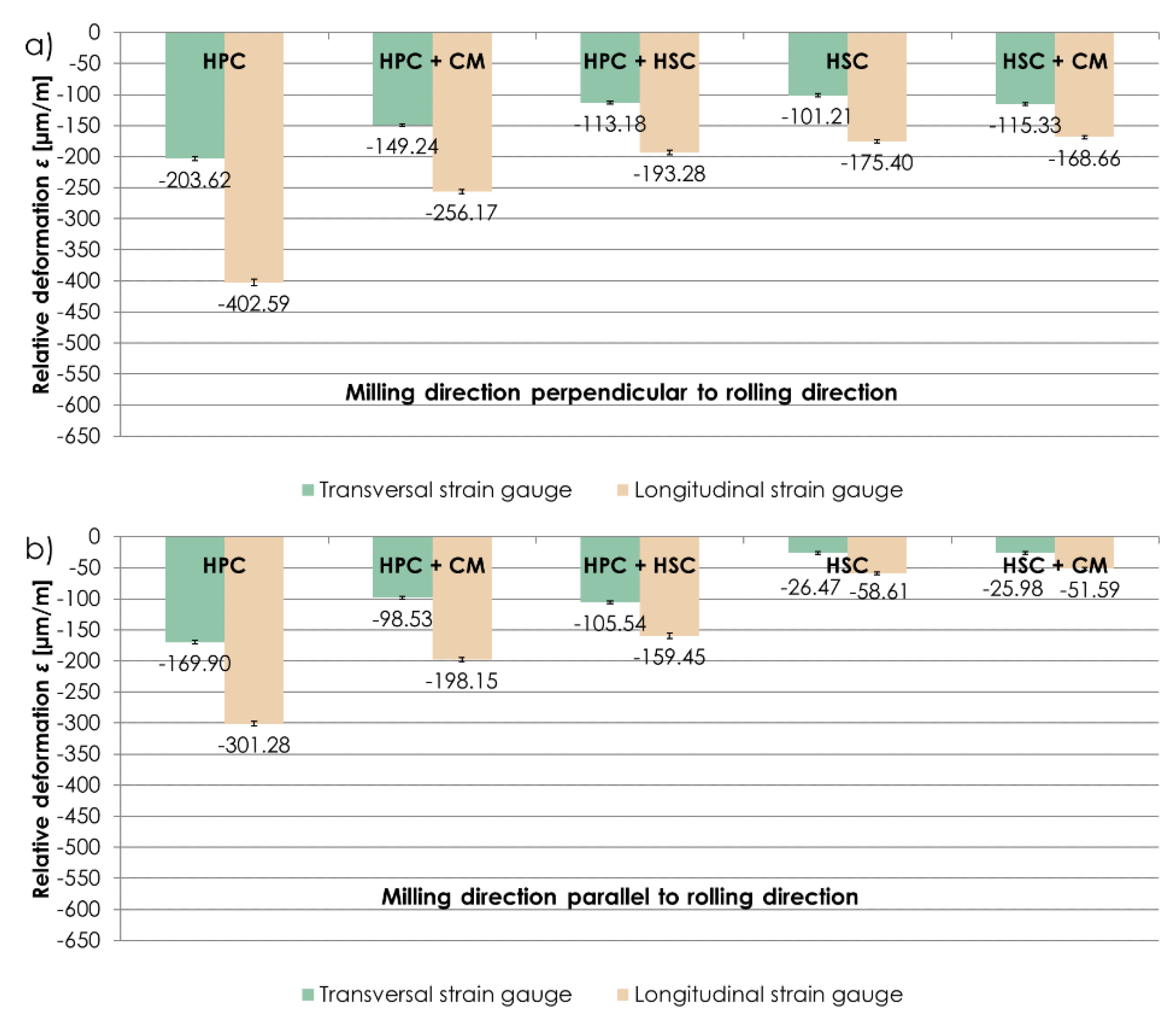
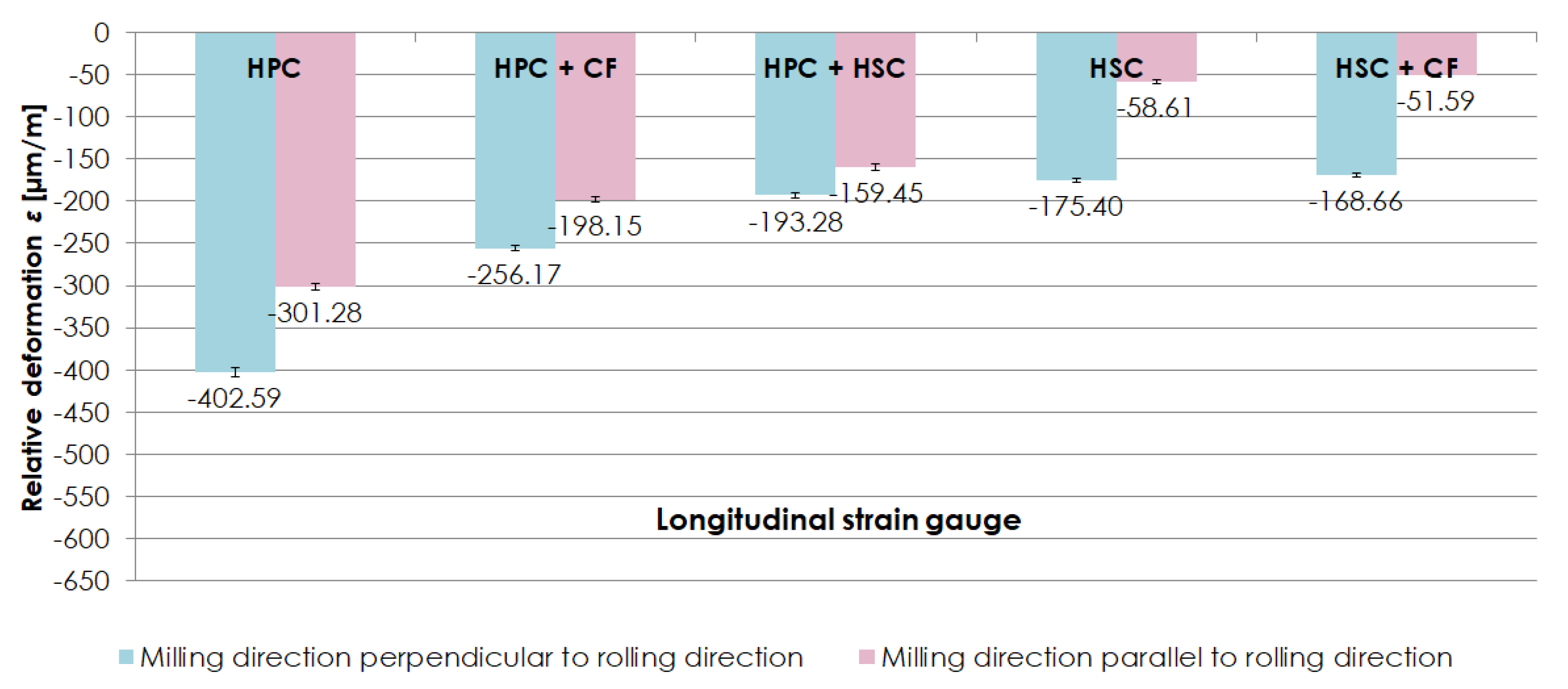
3. Results
4. Conclusions
- The removal of forces clamping a thin-walled workpiece in a clamping device creates a new dimension and shape balance under the influence of the residual stresses resulting from both rolling and milling, which results in significant deformations, invisible during the machining.
- It is possible to minimise post-machining deformations of thin-walled elements made of EN AW-2024 T351 aluminium alloy by employing a correct milling technique.
- Larger relative deformations ε were observed on longitudinal strain gauges.
- The relation between the milling direction and rolling direction exerts a significant impact on occurring deformations. Regardless of the milling technique, larger relative deformations ε were obtained after milling in the direction perpendicular to the rolling direction.
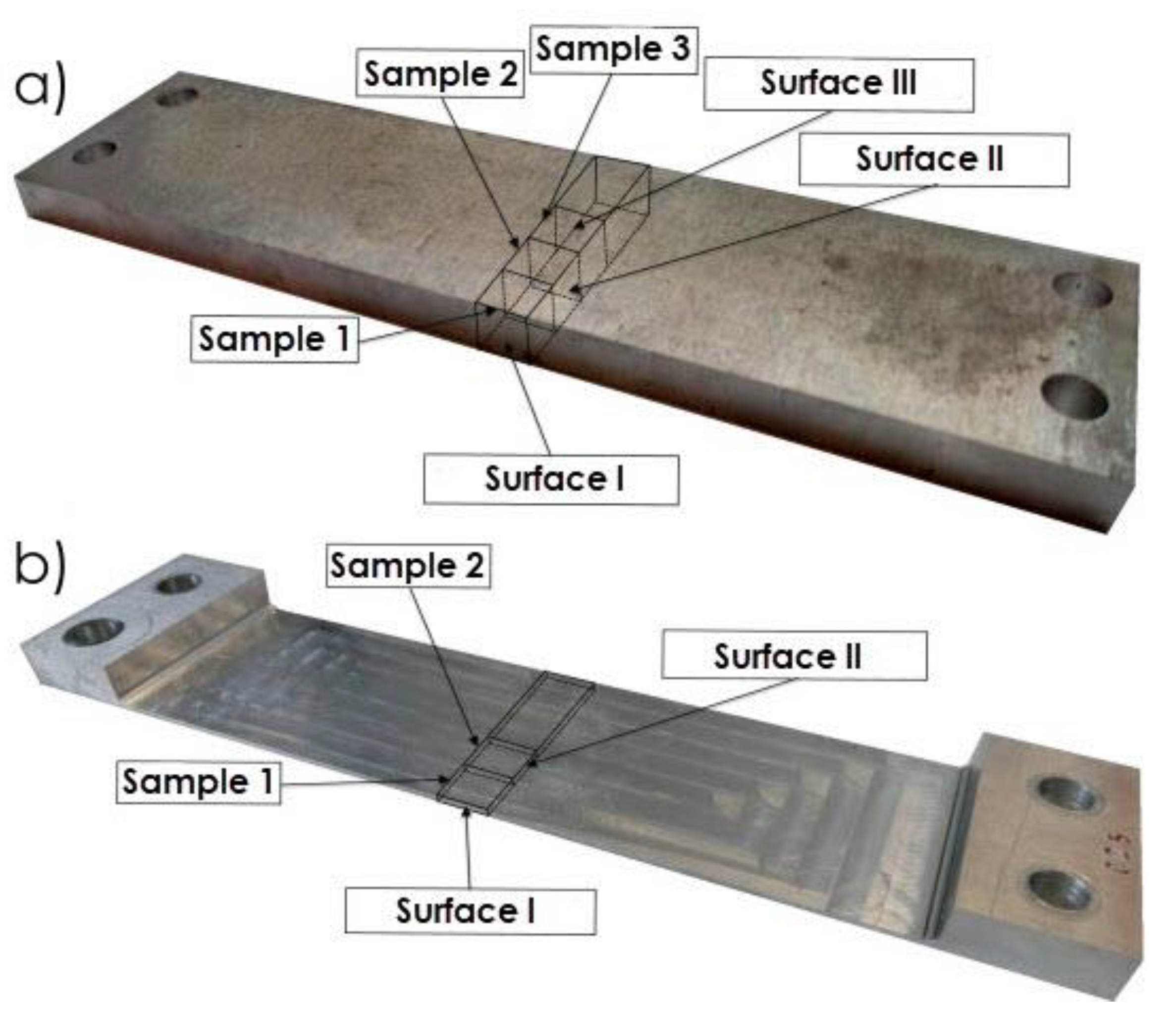
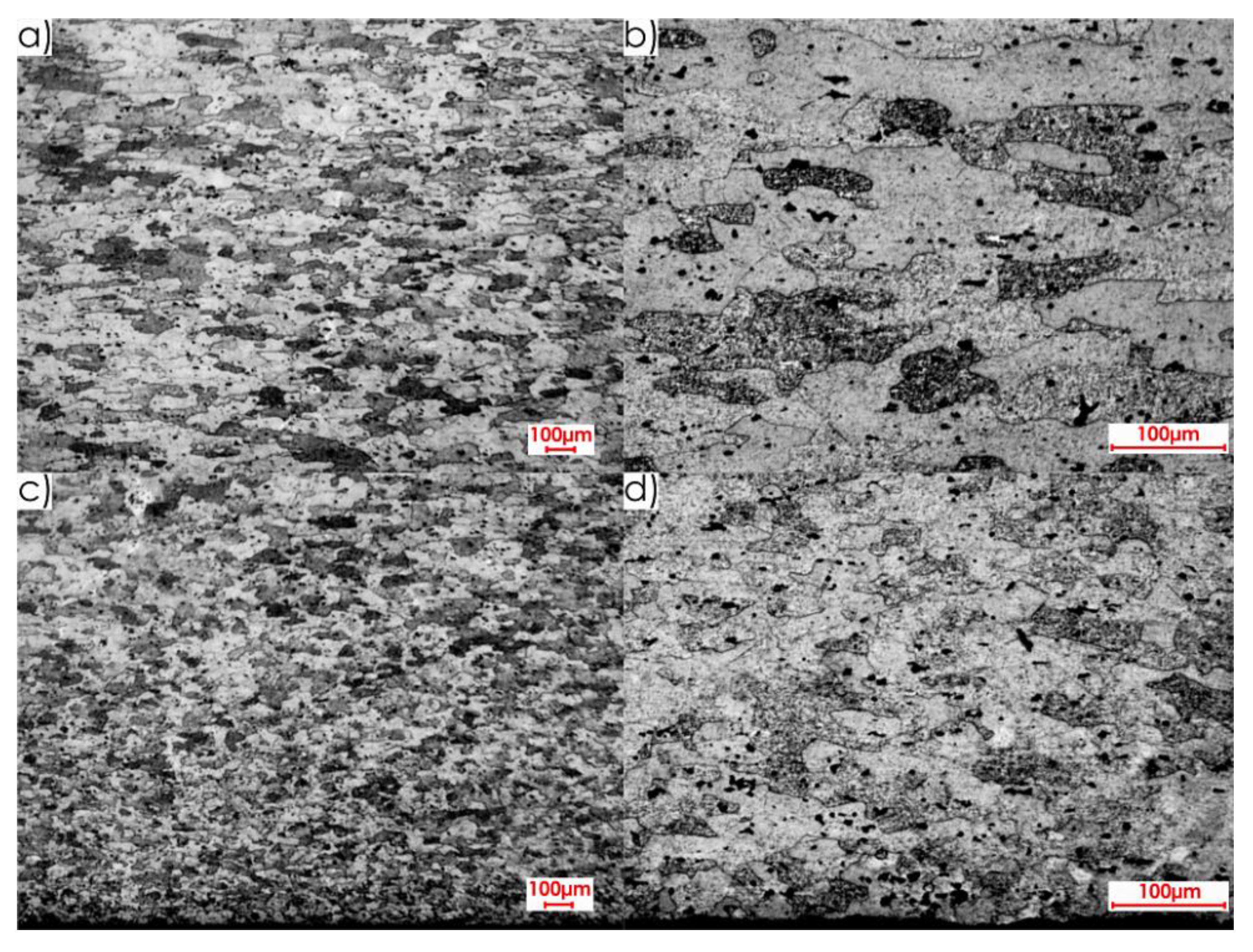
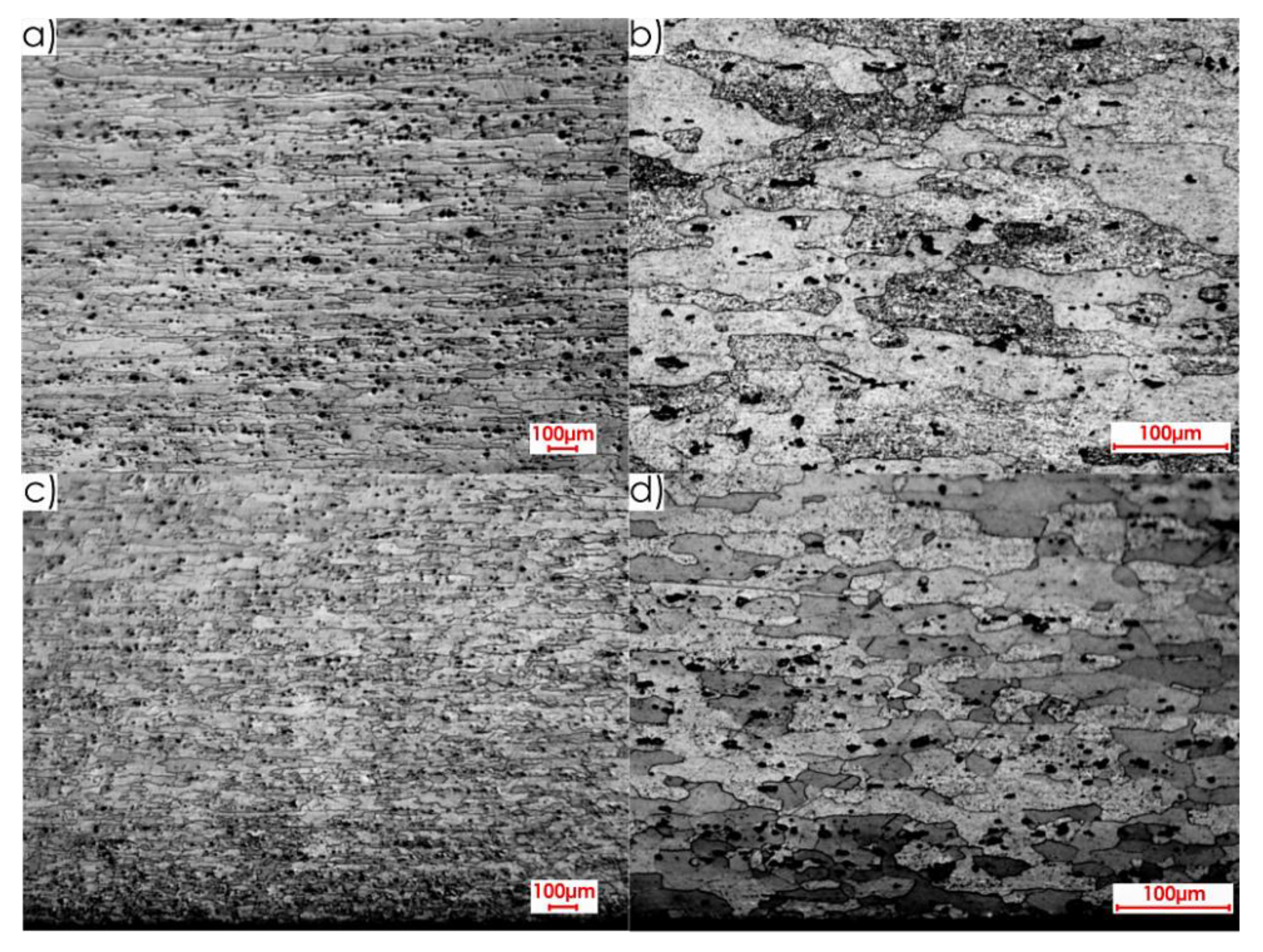
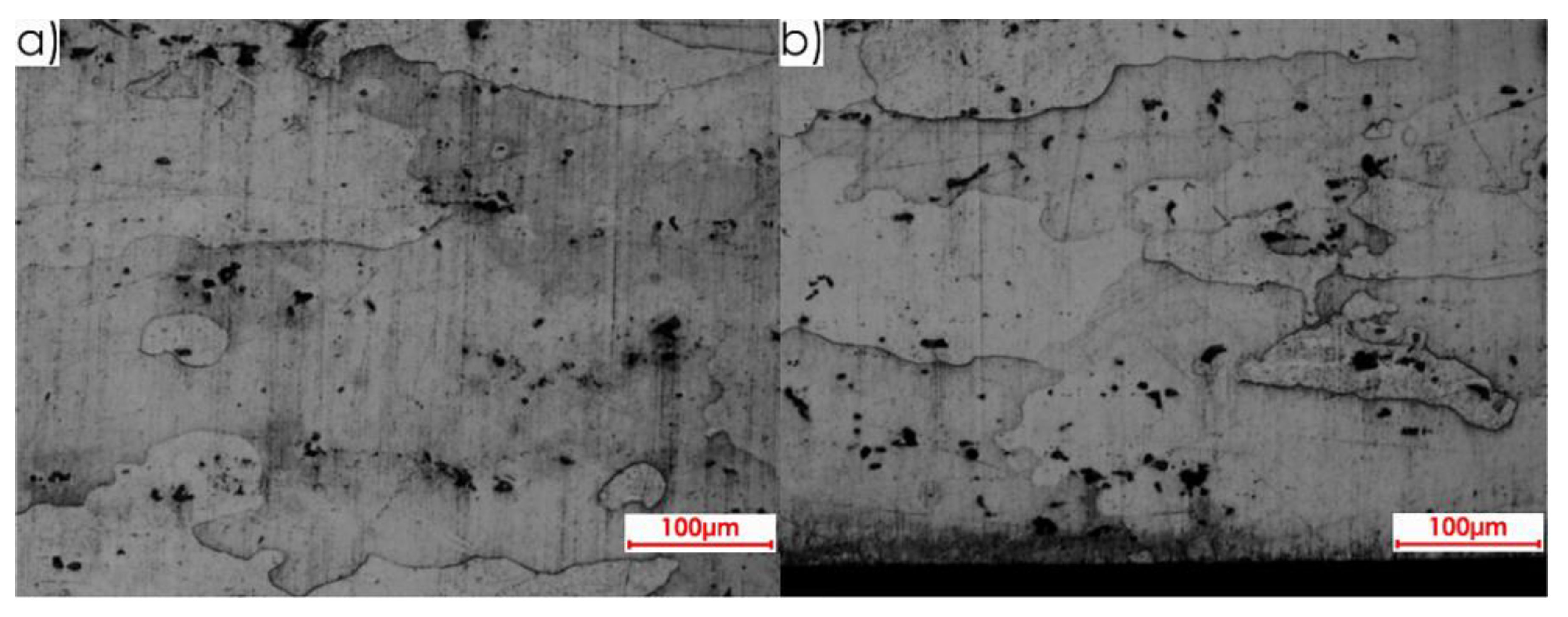
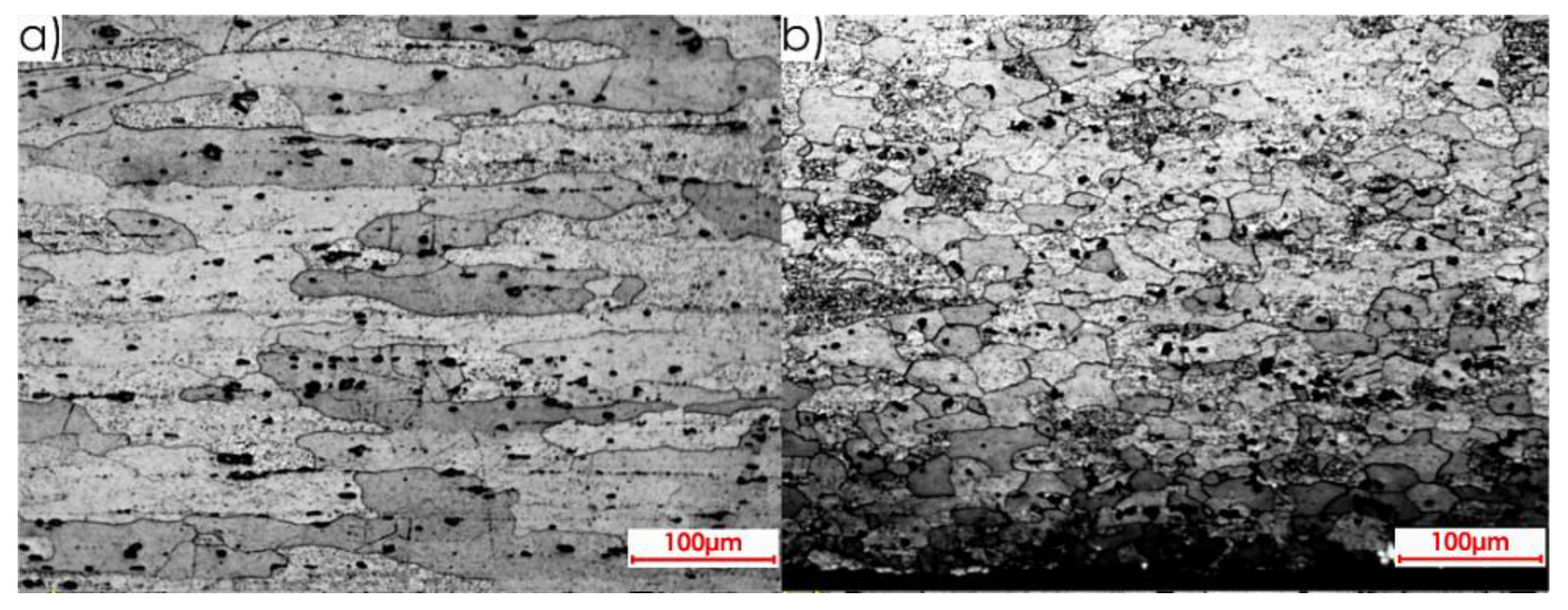
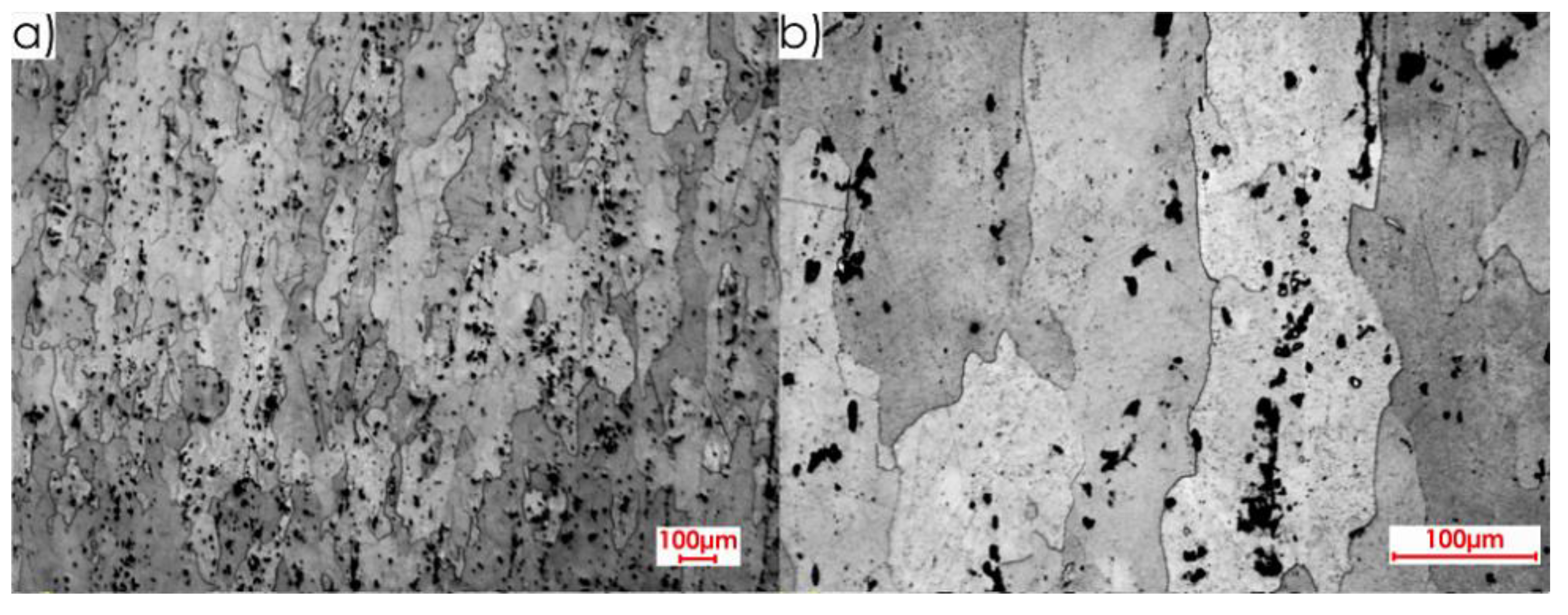
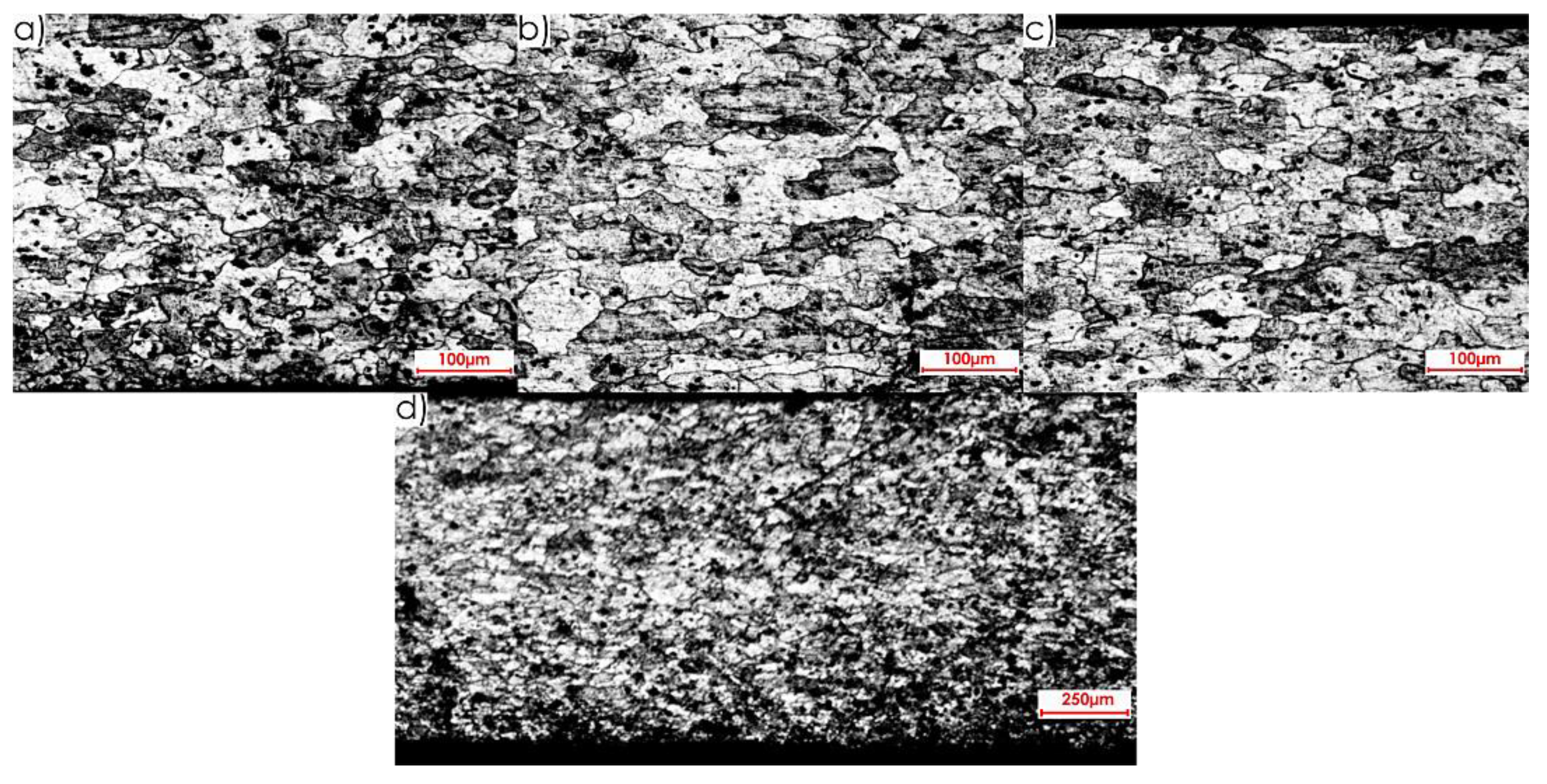
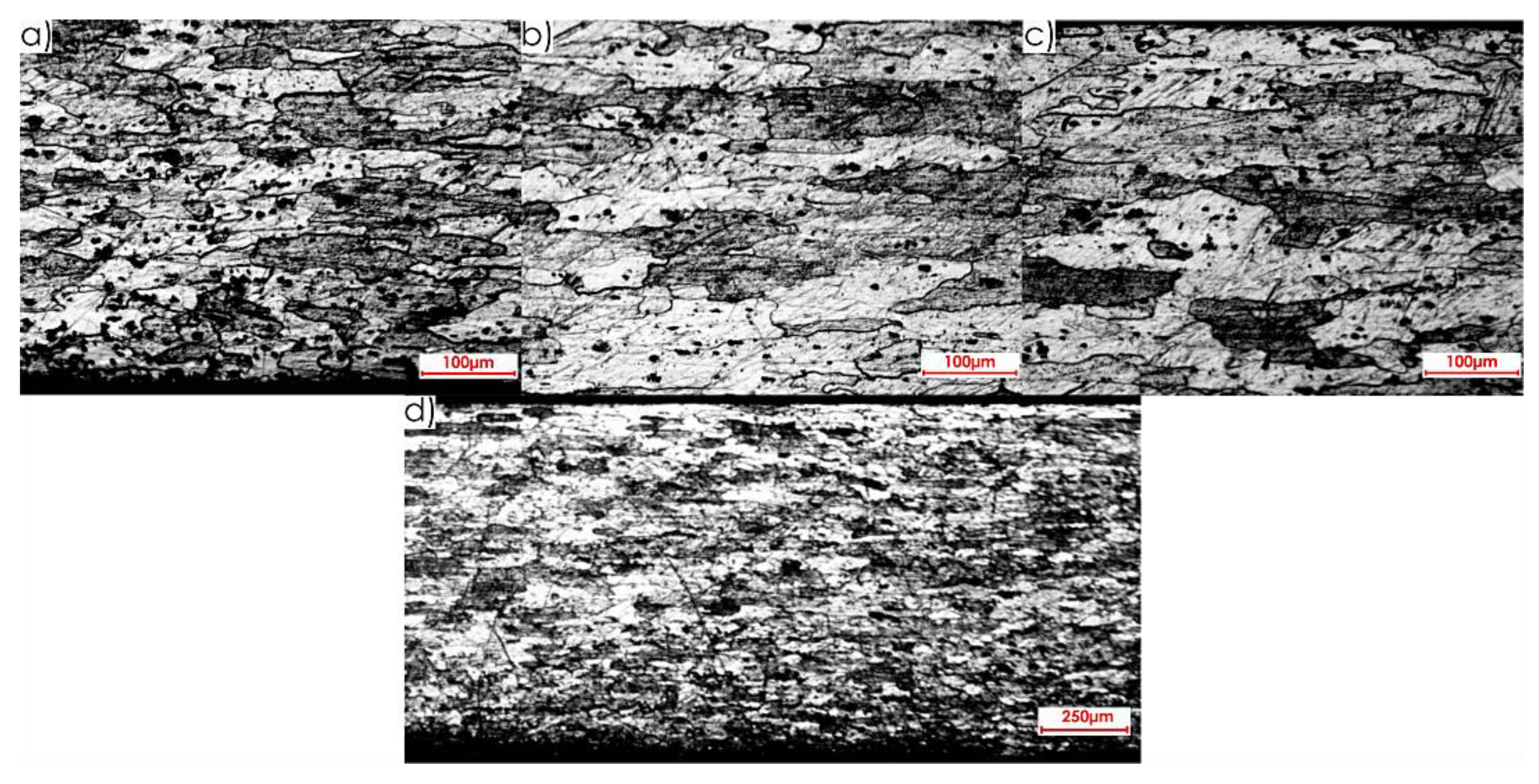
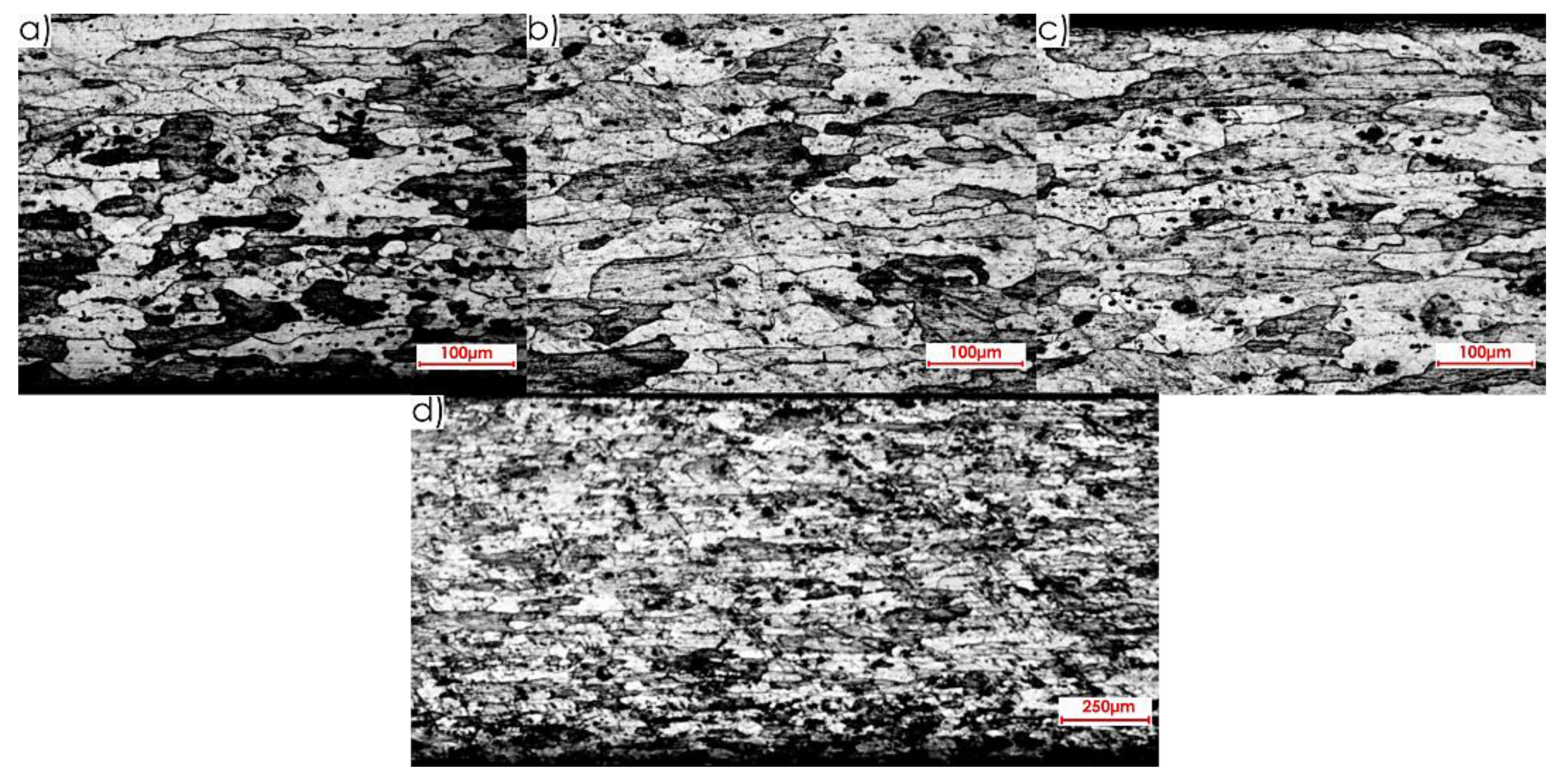
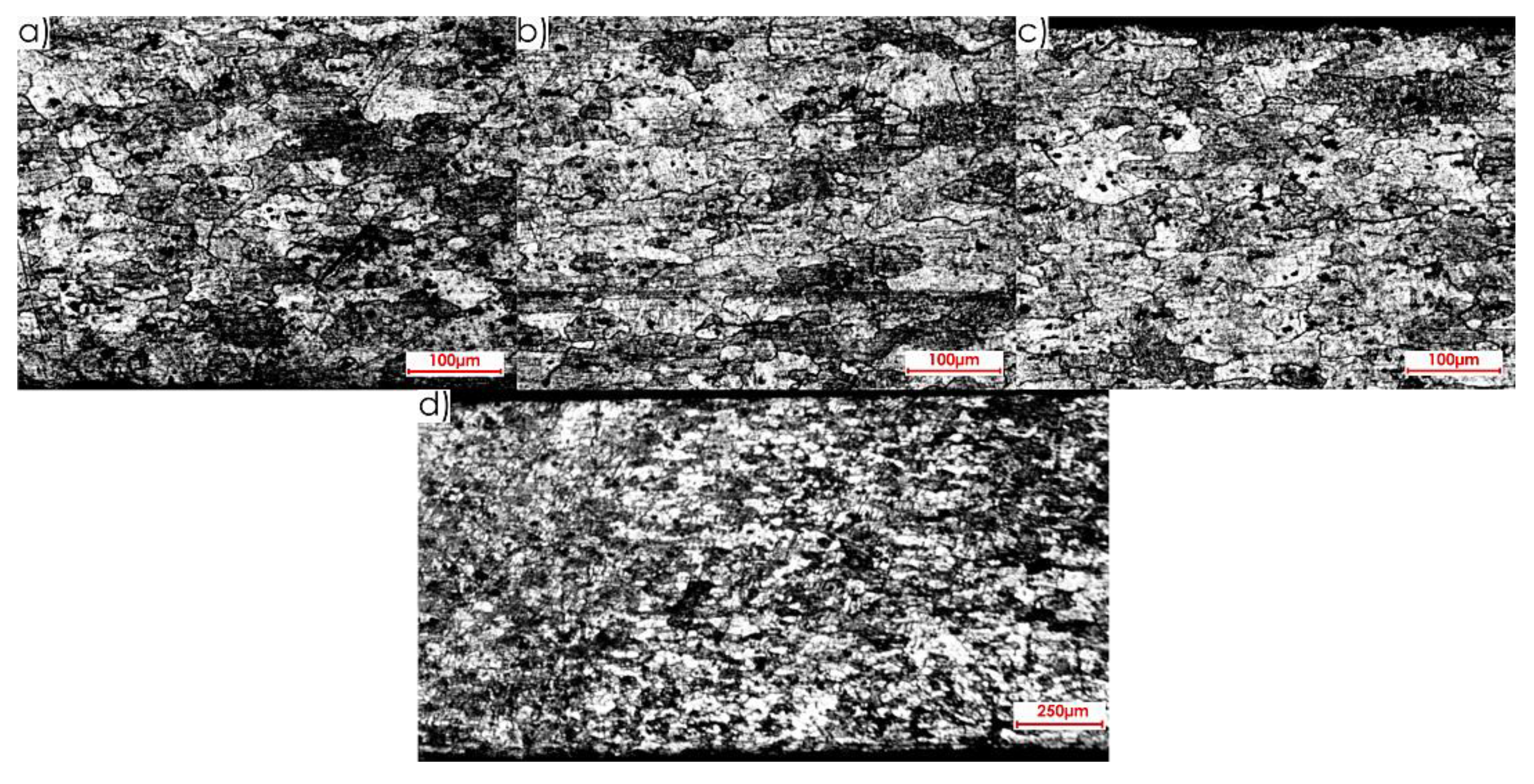
- Different microstructures were observed after milling and rolling. In the case of rolling, elongated grains were obtained, and the whole textured zone had a thickness of approximately 0.4 mm, while after machining, shorter and slightly smaller grains were obtained, and the textured zone was approximately 0.2 mm (50% less than after rolling).
Author Contributions
Funding
Conflicts of Interest
References and Notes
- Wysmulski, P.; Dębski, H.; Różyło, P.; Falkowicz, K. A study of stability and post-critical behaviour of thin-walled composite profiles under compression. Eksploat. Niezawodn. 2016, 18, 632–637. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, W.-H.; Ma, Y.-C.; Wan, M.; Dang, X.B. An efficient decomposition-condensation method for chatter prediction in milling large-scale thin-walled structures. Mech. Syst. Signal Pr. 2019, 121, 58–76. [Google Scholar] [CrossRef]
- Yuan, Y.; Zhang, H.-T.; Wu, Y.; Zhu, T.; Ding, H. Bayesian Learning-Based Model-Predictive Vibration Control for Thin-Walled Workpiece Machining Processes. IEEE-ASME T. Mech. 2017, 22, 509–520. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Pieśko, P.; Zawada-Michałowska, M. Influence of Milling Strategies of Thin-Walled Elements on Effectiveness of their Manufacturing. Procedia Eng. 2017, 182, 381–386. [Google Scholar] [CrossRef]
- Shamsuddin, K.A.; Ab-Kadir, A.R.; Osman, M.H. A Comparison of Milling Cutting Path Strategies for Thin-Walled Aluminium Alloys Fabrication. Int. J. Eng. Sci. 2013, 2, 1–8. [Google Scholar]
- Matuszak, J.; Kłonica, M.; Zagórski, I. Measurements of Forces and Selected Surface Layer Properties of AW-7075 Aluminum Alloy Used in the Aviation Industry after Abrasive Machining. Materials 2019, 12, 3707. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bałon, P.; Rejman, E.; Świątoniowski, A.; Kiełbasa, B.; Smusz, R.; Szostak, J.; Cieślik, J.; Kowalski, Ł. Thin-walled Integral Constructions in Aircraft Industry. Procedia Manuf. 2020, 47, 498–504. [Google Scholar] [CrossRef]
- Adamski, W. Practice of application and operation of the CAD/CAM systems in the worldwide aviation industry. Mechanik 2010, 11, 874–876. (In Polish) [Google Scholar]
- Awan, W.S.; Mabrouki, T. Numerical and experimental investigations of post-machining distortions in thin machined structures considering material-induced residual stress. J. Braz. Soc. Mech. Sci. 2017, 39, 509–521. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Pieśko, P.; Zawada-Michałowska, M. Surface Roughness of Thin-Walled Components Made of Aluminium Alloy EN AW-2024 Following Different Milling Strategies. Adv. Sci. Technol. Res. J. 2016, 10, 150–158. [Google Scholar] [CrossRef]
- Seguy, S.; Campa, F.J.; Lopez de Lacalle, L.N.; Arnaud, L.; Dessein, G.; Aramendi, G. Toolpath dependent stability lobes for the milling of thin-walled parts. Int. J. Mach. Mach. Mater. 2008, 4, 377–392. [Google Scholar] [CrossRef]
- Burek, J.; Plodzień, M.; Zyłka, L.; Sułkowicz, P. High-performance end milling of aluminum alloy: Influence of different serrated cutting edge tool shapes on the cutting force. Adv. Prod. Eng. Manag. 2019, 14, 494–506. [Google Scholar] [CrossRef]
- Singh, A.; Agrawal, A. Comparison of deforming forces, residual stresses and geometrical accuracy of deformation machining with conventional bending and forming. J. Mater. Process. Tech. 2016, 234, 259–271. [Google Scholar] [CrossRef]
- Borojević, S.; Lukić, D.; Milošević, M.; Vukman, J.; Kramar, D. Optimization of process parameters for machining of Al 7075 thin-walled structures. Adv. Prod. Eng. Manag. 2018, 13, 125–135. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Łogin, W.; Pieśko, P.; Zawada-Michałowska, M. Assessment of the Accuracy of High-Speed Machining of Thin-Walled EN AW-2024 Aluminium Alloy Elements Using Carbide Milling Cutter and with PCD Blades. In Advances in Manufacturing. Lecture Notes in Mechanical Engineering; Hamrol, A., Ciszak, O., Legutko, S., Jurczyk, M., Eds.; Springer: Cham, Germany, 2018; pp. 671–680. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Pieśko, P.; Zawada-Michałowska, M. Analysis of cutting speed influence on the deformation of thin-walled elements made of aluminium alloy EN AW-2024 after milling. Mechanik 2016, 8–9, 1066–1067. (In Polish) [Google Scholar] [CrossRef] [Green Version]
- Ratchev, S.; Liu, S.; Becker, A.A. Error compensation strategy in milling flexible thin-wall parts. J. Mater. Process. Tech. 2005, 162–163, 673–681. [Google Scholar] [CrossRef]
- Zębala, W. Errors minimalisation of thin-walled parts machining. Inżynieria Masz. 2010, 3, 45–54. (In Polish) [Google Scholar]
- Gao, H.; Zhang, Y.; Wu, Q.; Song, J. An analytical model for predicting the machining deformation of a plate blank considers biaxial initial residual stresses. Int. J. Adv. Manuf. Tech. 2017, 93, 1473–1486. [Google Scholar] [CrossRef]
- Kłonica, M.; Kuczmaszewski, J.; Matuszak, J.; Pałka, T.; Pieśko, P.; Rusinek, R.; Włodarczyk, M.; Zagórski, I.; Zaleski, K. Machining of Aluminum and Magnesium Alloys; Kuczmaszewski, J., Zaleski, K., Eds.; Politechnika Lubelska: Lublin, Poland, 2015. (In Polish) [Google Scholar]
- Lu, L.X.; Sun, J.; Li, Y.L.; Li, J.F. A Theoretical Model for Load Prediction in Rolling Correction Process of Thin-Walled Aeronautic Parts. Int. J. Adv. Manuf. Tech. 2017, 92, 4121–4131. [Google Scholar] [CrossRef]
- Fu, W.-E.; Cohen, P.H.; Ruud, C.O. Experimental investigation of the machining induced residual stress tensor under mechanical loading. J. Manuf. Process. 2009, 11, 88–96. [Google Scholar] [CrossRef]
- Senczyk, D. Residual Stresses—Introduction to Generation, Control and Use; Wydawnictwo Politechniki Poznańskiej: Poznań, Poland, 1996. (In Polish) [Google Scholar]
- Singh, A.; Agrawal, A. Investigation of surface residual stress distribution in deformation machining process for aluminum alloy. J. Mater. Process. Tech. 2015, 225, 195–202. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Łogin, W.; Pieśko, P.; Zagórski, I. State of Residual Stresses after the Process of Milling Selected Aluminium Alloys. Adv. Sci. Technol. Res. J. 2018, 12, 63–73. [Google Scholar] [CrossRef] [Green Version]
- Olszak, W. Machining; Wydawnictwa Naukowo-Techniczne: Warszawa, Poland, 2009. (In Polish) [Google Scholar]
- Krajewska-Śpiewak, J.; Gawlik, J.; Piekoszewski, W.; Stachura, K. Identification of Residual Stresses in a Surface Layer of Ti6AL4V and Inconel 718 after Process of Peripheral Milling. Teh Vjesn 2018, 25, 88–91. [Google Scholar] [CrossRef] [Green Version]
- Li, B.; Jiang, X.; Yang, J.; Liang, S.Y. Effects of depth of cut on the redistribution of residual stress and distortion during the milling of thin-walled part. J. Mater. Process. Tech. 2015, 216, 223–233. [Google Scholar] [CrossRef]
- Rafey Khan, A.; Nisar, S.; Shah, A.; Khan, M.A.; Khan, S.Z.; Sheikh, M.A. Reducing machining distortion in AA 6061 alloy through re-heating technique. Mater. Sci. Tech. Lond. 2017, 33, 731–737. [Google Scholar] [CrossRef] [Green Version]
- Shet, C.; Deng, X. Residual stresses and strains in orthogonal metal cutting. Int. J. Mach. Tools Manuf. 2003, 43, 573–587. [Google Scholar] [CrossRef]
- Tang, Z.T.; Liu, Z.Q.; Pan, Y.Z.; Wan, Y.; Ai, X. The influence of tool flank wear on residual stresses induced by milling aluminum alloy. J. Mater. Process. Techn. 2009, 209, 4502–4508. [Google Scholar] [CrossRef]
- Cerutti, X.; Mocellin, K.; Hassini, S.; Blaysat, B.; Duc, E. Methodology for aluminium part machining quality improvement considering mechanical properties and process conditions. Cirp J. Manuf. Sci. Tech. 2017, 18, 18–38. [Google Scholar] [CrossRef]
- Jiang, X.; Wang, Y.; Ding, Z.; Li, H. An approach to predict the distortion of thin-walled parts affected by residual stress during the milling process. Int. J. Adv. Manuf. Tech. 2017, 93, 4203–4216. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Pieśko, P.; Zawada-Michałowska, M. Evaluation of the impact of the natural seasoning process on post-machining deformation of thin-walled elements made of aluminium alloy EN AW-2024. IOP Conf. Ser. Mater. Sci. Eng. 2018, 393, 1–7. [Google Scholar] [CrossRef]
- Li, P.; Liu, Y.; Gong, Y.; Li, L.; Liu, K.; Sun, Y. New deformation prediction of micro thin-walled structures by iterative FEM. Int. J. Adv. Manuf. Tech. 2018, 95, 2027–2040. [Google Scholar] [CrossRef]
- Zawada-Michałowska, M.; Kuczmaszewski, J.; Pieśko, P. Influence of pre-machining on post-machining deformation of thin-walled elements made of aluminium alloy EN AW-2024. IOP Conf. Ser. Mater. Sci. Eng. 2018, 393, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Aijun, T.; Zhanqiang, L. Deformations of thin-walled plate due to static end milling force. J. Mater. Process. Tech. 2008, 206, 345–351. [Google Scholar] [CrossRef]
- Ma, Y.; Liu, S.; Feng, P.F.; Yu, D.W. Finite element analysis of residual stresses and thin plate distortion after face milling. In Proceedings of the 12th International Bhurban Conference on Applied Sciences and Technology (IBCAST), Islamabad, Pakistan, 13–17 January 2015; pp. 67–71. [Google Scholar] [CrossRef]
- Zagórski, I.; Kulisz, M.; Kłonica, M.; Matuszak, J. Trochoidal Milling and Neural Networks Simulation of Magnesium Alloys. Materials 2019, 12, 2070. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, C.; Jiao, S.; Wang, L. Clamping deformation analysis and machining parameter optimization of weak stiffness ring parts. IOP Conf. Ser. Mater. Sci. Eng. 2019, 493, 1–7. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, L.; Zu, X.; Meng, W. Multi-objective optimization of experimental and analytical residual stresses in pre-stressed cutting of thin-walled ring using glowworm swarm optimization algorithm. Int. J. Adv. Manuf. Tech. 2020, 107, 3897–3908. [Google Scholar] [CrossRef]
- Arnaud, L.; Gonzalo, O.; Seguy, S.; Jauregi, H.; Peigné, G. Simulation of low rigidity part machining applied to thin-walled structures. Int. J. Adv. Manuf. Tech. 2011, 54, 479–488. [Google Scholar] [CrossRef]
- Izamshah, R. Hybrid Deflection Prediction for Machining Thin-Wall Titanium Alloy Aerospace Component. Ph.D. Thesis, School of Aerospace, Mechanical and Manufacturing Engineering RMIT University, Melbourne, Australia, 2011. [Google Scholar]
- Pieśko, P. Research on the Influence of Static Stiffness of Shank Cutters on the Geometrical Accuracy of Workpieces Made of Aluminum Alloy. Ph.D. Thesis, Lublin University of Technology, Lublin, Poland, 2015. (In Polish). [Google Scholar]
- Królczyk, G.; Legutko, S.; Nieslony, P.; Gajek, M. Study of the surface integrity microhardness of austenitic stainless steel after turning. Teh. Vjesn. 2014, 21, 1307–1311. [Google Scholar]
- Maruda, R.; Feldshtein, E.; Legutko, S.; Królczyk, G. Research on Emulsion Mist Generation in the Conditions of Minimum Quantity Cooling Lubrication (MQCL). Teh. Vjesn. 2015, 22, 1213–1218. [Google Scholar] [CrossRef] [Green Version]
- Sandvik, Machining Tutorial. Available online: https://www.sandvik.coromant.com/en-gb/pages/default.aspx (accessed on 25 July 2020).
- Bałon, P.; Rejman, E.; Smusz, R.; Szostak, J.; Kiełbasa, B. Implementation of high speed machining in thin-walled aircraft integral elements. Open Eng. 2018, 8, 162–169. [Google Scholar] [CrossRef]
- Bałon, P.; Rejman, E.; Smusz, R.; Kiełbasa, B. High speed machining of the thin-walled aircraft constructions. Mechanik 2017, 8–9, 726–729. (In Polish) [Google Scholar]
- Adamski, W. Impact of Modern Manufacturing Technologies at Aircraft Design. Mechanik 2015, 12, 1–5. (In Polish) [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Ibaraki, S.; Matsubara, A. A cutting sequence optimization algorithm to reduce the workpiece deformation in thin-wall machining. Precis. Eng. 2017, 50, 506–514. [Google Scholar] [CrossRef]
- Smith, S.; Wilhelm, R.; Dutterer, B.; Cherukuri, H.; Goel, G. Sacrificial structure preforms for thin part machining. CIRP Ann. Manuf. Techn. 2012, 61, 379–382. [Google Scholar] [CrossRef] [Green Version]
- European Standards. Aluminium and Aluminium Alloys—Chemical Composition and Form of Wrought Products—Part 1: Numerical Designation System; PN-EN 573-1:2006.
- European Standards. Aluminium and Aluminium Alloys—Sheet, Tape, Plate—Part 2: Mechanical Properties; PN-EN 485-2+A1:2018-12.
- Kennametal, tool catalogue, Kennametal, Pittsburgh, Pennsylvania, USA.
- Sandvik, tool catalogue, Sandvik, Stockholm, Sweden.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition, % | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Si | Fe | Mg | Cu | Mn | Zn | Cr | Zr+Ti | Ti | Other | Al |
| ≤0.5 | ≤0.5 | 1.2–1.8 | 3.8–4.9 | 0.3–0.9 | ≤0.25 | ≤0.1 | ≤0.2 | ≤0.15 | ≤0.15 | Rest |
| Symbol | Kennametal 25A03R044B25SED14 | Sandvik R216.33-16040-AC32U |
|---|---|---|
| Material | KC410M 1 | H10F |
| Number of teeth, z | 3 | 3 |
| Working part diameter d, mm | 25 | 16 |
| Overall length L, mm | 101 | 92 |
| Maximum depth of cut apmax, mm | 14.6 | 32 |
| Clamping part diameter d, mm | 25 | 16 |
| Cutting Parameters | Techniques | |||||||
|---|---|---|---|---|---|---|---|---|
| HPC | HPC + CF | HPC + HSC | HSC | HSC + CF | ||||
| HPC | CF | HPC | HSC | HSC | CF | |||
| Depth of cut ap, mm | 4.5 | 4.3 | 0.4 | 4.3 | 0.4 | 0.956; 0.4 * | 0.956 | 0.4 |
| Milling width ae, mm | 18.75 | 18.75 | 12 | 18.75 | 12 | 12 | 12 | 12 |
| Cutting speed vc, m/min | 1000 | 1000 | 200 | 1000 | 1200 | 1200 | 1200 | 200 |
| Feed per tooth fz, mm/tooth | 0.1 | 0.1 | 0.02 | 0.1 | 0.02 | 0.02 | 0.02 | 0.02 |
| Rotational speed n, rpm | 12,732 | 12,732 | 3979 | 12,732 | 23,873 | 23,873 | 23,873 | 3979 |
| Number of passes i | 2 | 2 | 1 | 2 | 1 | 9; 1 * | 9 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zawada-Michałowska, M.; Kuczmaszewski, J.; Legutko, S.; Pieśko, P. Techniques for Thin-Walled Element Milling with Respect to Minimising Post-Machining Deformations. Materials 2020, 13, 4723. https://doi.org/10.3390/ma13214723
Zawada-Michałowska M, Kuczmaszewski J, Legutko S, Pieśko P. Techniques for Thin-Walled Element Milling with Respect to Minimising Post-Machining Deformations. Materials. 2020; 13(21):4723. https://doi.org/10.3390/ma13214723
Chicago/Turabian StyleZawada-Michałowska, Magdalena, Józef Kuczmaszewski, Stanisław Legutko, and Paweł Pieśko. 2020. "Techniques for Thin-Walled Element Milling with Respect to Minimising Post-Machining Deformations" Materials 13, no. 21: 4723. https://doi.org/10.3390/ma13214723
APA StyleZawada-Michałowska, M., Kuczmaszewski, J., Legutko, S., & Pieśko, P. (2020). Techniques for Thin-Walled Element Milling with Respect to Minimising Post-Machining Deformations. Materials, 13(21), 4723. https://doi.org/10.3390/ma13214723