1. Introduction
In recent years, the use of polymer materials within the engineering fields requiring high technological standards, e.g., aviation and automotive industries, vastly expanded [
1,
2]. The reason for this occurrence could be the numerous advantages, for example low cost and weight, easy processability, and the possibility of recycling, which come with the application of polymer materials such as polyolefins [
2,
3,
4,
5,
6].
Specific applications usually require one solid part, which can consist of individual pieces. One of the technologies that can be used to attach one polyolefin to another is adhesion bonding. This technology enables a creation of a bond, which provides several specific properties that are unobtainable with any other method. In comparison with mechanical bonding, such as welding and riveting, the usage of adhesive does not lead to the creation of stress and surface degradation within the unit [
3]. Adhesive bonding, especially when used with polyolefins, also provides the following benefits [
5,
6,
7,
8,
9,
10,
11]:
Less stress on the interface of the bond, as the load is evenly distributed within a greater area, which leads to better integrity of the conjoined pieces.
Vibration dampening, which increases rigidity and resistance to buckling.
Significantly lower weight and superior adaptability to irregular surfaces in comparison to mechanical bonding.
Ability to create water and gas tight bond, which disrupt neither the profile nor the aesthetics of the bonded part.
However, besides the aforementioned benefits, this technology of bonding also comes with several drawbacks and limitations, which have to be taken into account. The main limitation is the necessity to modify the surface layer before the bonding, so the wetting, energy, and adhesion of the surface are improved. The surface of polyolefins is generally considered to be quite difficult to modify. Nevertheless, a suitable technology enables the creation of controlled interface, whereby the required properties, such as compatibility and adhesion, can be obtained [
9,
12].
Surface treatment of the polyolefins, as well as the improvement of their adhesion properties, can be performed by numerous methods, e.g., corona discharge, flame/plasma treatment, or chemical etching [
8,
9,
11]. Encinas et al. [
13] have shown the positive effect of atmospheric-pressure plasma on the adhesion properties of high-density polyethylene (HDPE), low-density polyethylene (LDPE), and polypropylene (PP). This surface treatment lowered the contact angles of wetting, improved the wetting of the surface and increased the free surface energy and its polar component, which led to better adhesive properties. Furthermore, the improved properties remained stable in the tested time range (more than eight months). Likewise, the positive influence of the plasma upon the adhesive properties was proven in several other publications [
1,
14,
15,
16,
17]. Kim et al. [
18] demonstrated that the plasma has a positive effect not only on the adhesive properties, but also on the load bearing capabilities of the bonds. The results of the study proved the increasing shear strength of the adhesive bond when exposed to plasma with higher output and for longer duration. The main limitation of plasma treatment method is the aging phenomenon or hydrophobic recovery. These factors result from several physical and chemical processes, such as post-plasma oxidation (remaining radicals on the surface react with atmospheric air), post-plasma rearrangement or surface adaptation, and migration and diffusion of low molecular weight additives (these phenomena can also cause problems such as delamination and incompatibility). On the other hand, plasma treatment has many advantages, such as low energy consumption and high efficiency with minimal environmental impact. Plasma treatment benefits from speed and control of the process [
19,
20].
Correspondingly, the modification of polyolefins’ properties can be performed by different methods that concurrently alter the adhesive and mechanical behavior, as well as temperature stability and chemical resistance. Out of these various methods, especially radiation cross-linking, is nowadays gaining gradually increasing interest from industry [
21,
22,
23,
24]. Kopal et al. [
25] proved that the 150 kGy dose of radiation improved the mechanical properties of PS PMX3 (blend of melamine resin, phenol formaldehyde resin, and nitrile rubber), especially the tensile strength, stress at break and elasticity modulus. In addition to the research papers dealing with the positive effect of radiation cross-linking on mechanical properties, temperature stability, and chemical resistance [
26,
27,
28], studies were conducted in the area of radiation cross-linking effect on the polymers’ surface layer properties. This problem was investigated extensively in our previous publications [
8,
29,
30,
31], which covered the research of non-polar polymers’ surface layer properties modified by electron radiation. It was proved that this kind of modification has a positive influence on the overall load capacity of the adhesive bond between the materials with lower adhesiveness.
Currently, the most widespread method of surface layer modification, which focuses on improving the adhesive properties in industrial applications, is still plasma treatment, which has very low energy consumption against β− radiation treatment The energy consumption of β− radiation must be large enough to cause cross-linking of the material, which is usually the primary effect. However, using radiation cross-linking to modify the surface layer properties of polymer materials carries a significant benefit, since besides the improved surface layer behavior, enhanced mechanical properties, as well as temperature stability and chemical resistance, can be gained. The radiation penetrates the entire material mass, while the low output plasma affects only the surface. Furthermore, the plasma has to be in direct contact with the surface, while the specimens exposed to the beta radiation can be stored in a container during the procedure. This fact can be quite beneficial for industrial applications. A paper comparing the effectiveness of plasma treatment and the technology of radiation cross-linking on the modification of polymer materials’ surface layer properties, e.g., surface energy, wetting and adhesive capabilities, has not yet been published.
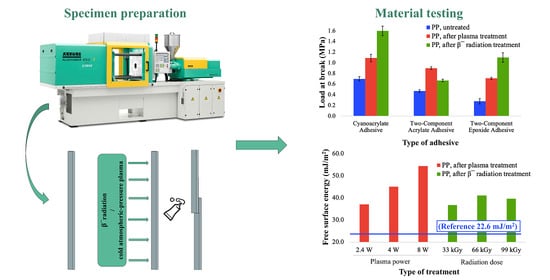
Thus, this research focuses on the comparison of the different technologies, i.e., cold atmospheric-pressure plasma and radiation cross-linking, which are both usable for the modification of the polymer materials’ surface layers. The cross-linking within the polymer materials was in this case instigated by the β− radiation. The main goal of this work is to compare the effect of the aforementioned technologies on the wetting contact angle, free surface energy, and its polar component and the adhesive properties of the polymer material selected from the group of polyolefins.
4. Discussion
This study dealt with comparison of influence that radiation cross-linking and plasma treatment have on surface properties and final load bearing of adhesive bonds on PP. The chosen material is characteristic for its non-polar behavior and subpar wetting of the surface, due to which it tends to create adhesive bonds with very poor quality. This problem can be solved with suitable surface modification method. In this research, the type of radiation cross-linking was β− radiation, while the type of plasma was cold atmospheric-pressure plasma.
The results of the measurements uncovered, that both of the tested modification methods had a very positive influence on the wetting ability of tested surfaces, which was shown by the decline of wetting contact angles. The wetting contact angles, after the application of the cold plasma treatment with 8 W output, were reduced by at least 40% for every reference liquid (see
Table 3 and
Figure 4). On the other hand, the wetting contact angles of the surface treated with 66 kGy of β
− radiation decreased by at least 30% for each reference liquid (see
Table 4 and
Figure 5). A significant improvement of wetting capabilities corresponds with the increase of free surface energy and its polar component (see
Table 5 and
Table 6). The aforementioned properties were calculated from the measurements of wetting contact angles. The creation of reliable adhesive bonds is conditional on the adherend having higher surface energy than the adhesive [
9,
11]. Polypropylene, which was tested in this research, belongs to a group of polymer materials with very low surface energy. The results indicate that high surface energy can be reached by both cold plasma and β
− radiation modification. According to the previous publications [
9,
11], the high energy surfaces of polymer materials must have the surface energy higher than 40 mJ/m
2. In case of this study, the condition was successfully satisfied for both of the methods of modification (see
Table 5 and
Table 6).
The main factor that influences the surface property changes, was most likely the oxidation of PP caused by both cold plasma and β
− radiation. The reaction/interaction led to the increase of functional carbonyl group in the PP polymer chain [
12,
13,
43,
44,
45,
46]. Thus, this assumption was investigated by infrared spectroscopy. Compared the spectra of unmodified PP (
Figure 9a) to spectra of modified PP by plasma (
Figure 9b) or β
− radiation (
Figure 9c) some differences were found. In cases of PP with surfaces modified by the highest radiation dosage and plasma output, characteristic absorption bands in the range of 1850 cm
−1–1600 cm
−1 were found. This observation indicated/confirmed expected formation of carbonyl functional groups in PP polymer chains [
47]. In addition, changes in spectra in the range from 3600 to 3100 cm
−1 suggest the formation of hydroxyl functional groups in case of treated samples, i.e., (b) and (c) [
23]. These findings correspond with previously realized studies, which were focused on the changes of chemical composition of surfaces following the exposure to β
− radiation [
8] and plasma treatment [
12,
13,
15,
16,
17,
18].
In addition to the changes to the chemical composition, material undergoing plasma treatment is also etched, as a consequence of plasma flow impingement on the surface. This behavior increases the surface roughness and supports the polar properties [
13]. In order to determine the changes of the morphology that were induced by both types of applied modification, the scanning electron microscopy (see
Figure 10) was used. The surface of the specimens exposed to the highest β
− radiation and plasma output were observed.
Figure 10b,c show the change in the surface structure (surface morphology) of PP samples treated with β
− radiation and plasma compared to the original material (see
Figure 10a).
As a consequence of the aforementioned changes observed in surface layers, the load bearing of adhesive bonds significantly increased. Regarding the use of cyanoacrylate adhesive; the most suitable method appeared to be the β
− radiation with dosage of 33 kGy that increased the bond’s strength to 1.6 MPa, which is an approximate improvement of 130% in comparison with non-altered surface. Likewise, the strength of the bond between materials exposed to plasma treatment increased; nonetheless the improvement was lower than the previous one by approximately 50% (see
Figure 6 and
Figure 11).
The most beneficial method for the use of two-component acrylate adhesive appeared to be the cold plasma treatment with output of 8 W. This modification improved the bond’s strength to 0.9 MPa, which is roughly an increase of 90% in comparison with the surface of virgin material. When compared with the results of β
− radiation treatment, the strength of the bond was about 40% higher for the materials exposed to cold plasma (see
Figure 7 and
Figure 12).
In the case of two-component epoxy adhesive application, the most suitable method proved to be β
− radiation with dosage of 99 kGy. Due to this treatment, the bond’s strength increased to 1.1 MPa, which is approximately 290% improvement in comparison with surface of the unaltered material. While the bond’s strength was also significantly improved by the cold plasma treatment, the gains from this method were inferior to those of β
− radiation, approximately by 60% (see
Figure 8 and
Figure 13).

 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}