
Experimental and Numerical Investigations of Titanium Deposition for Cold Spray Additive Manufacturing as a Function of Standoff Distance

 ,
,  and
and
Abstract
:1. Introduction
2. Experimental Details
2.1. Feedstock Powder and Substrate Material
2.2. Deposition of Coatings and Sample Preparation
2.3. Charcterisation of Microstructure and Phase Composition
2.4. Evaluation of the Relative Deposition Efficiency
2.5. Characterisation of Mechanical Properties
2.6. Numerical Simulations
3. Results and Discussion
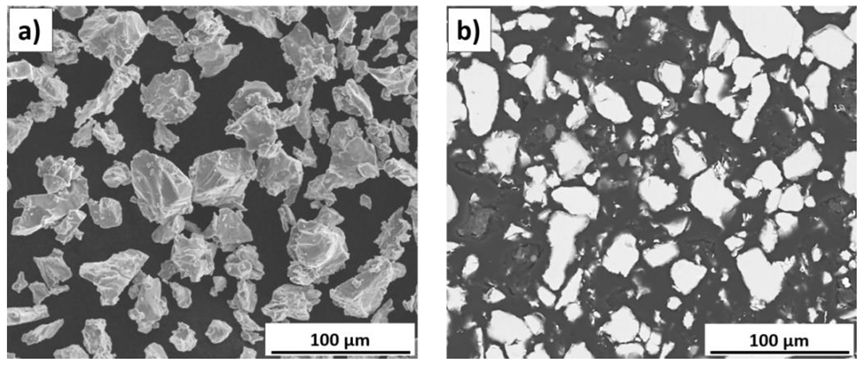
3.1. Characterization of the Ti Powder
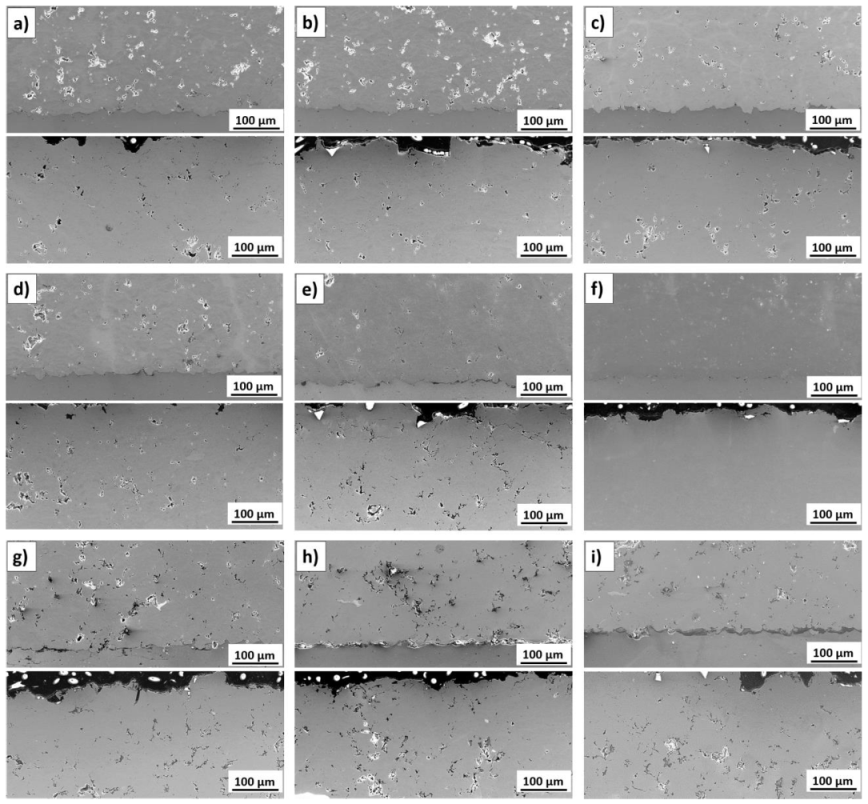
3.2. Microstructure of the Titanium Coatings
3.3. Influence of the Standoff Distance on Coating Hardness and Elastic Modulus
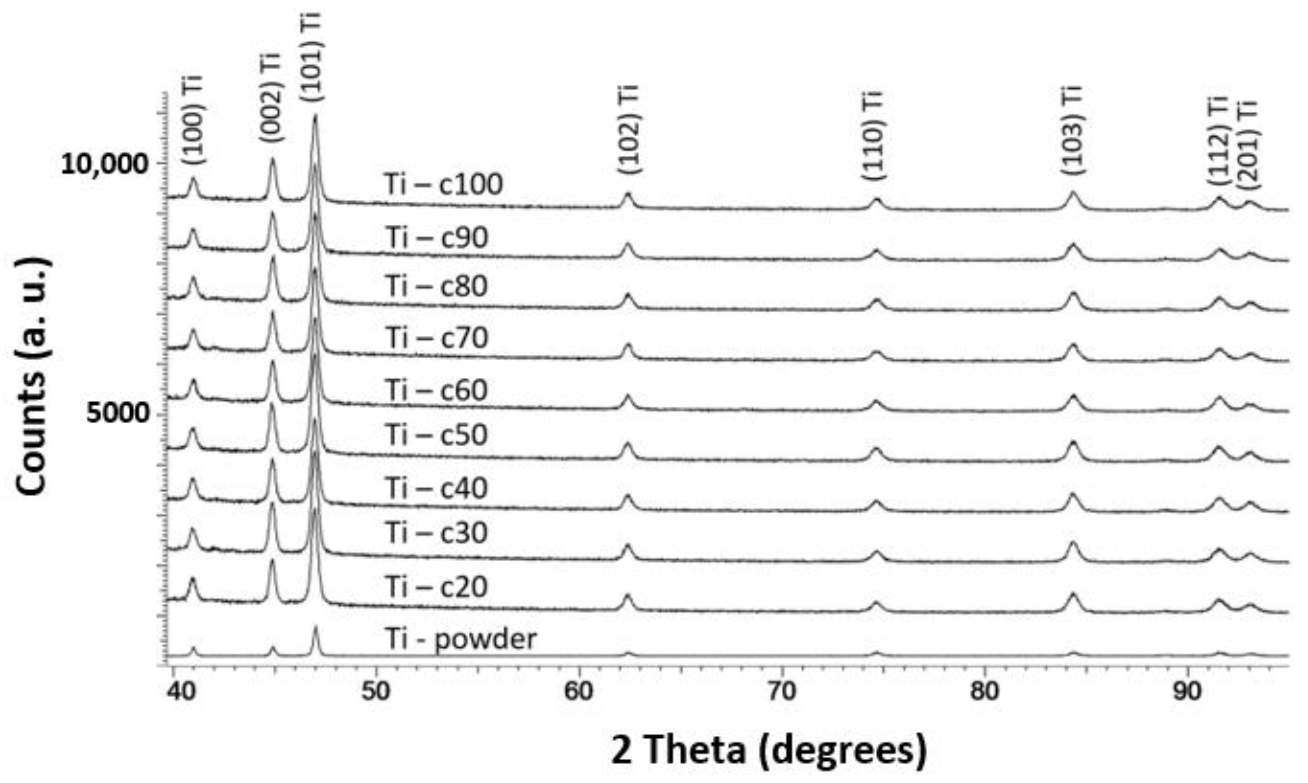
3.4. Phase Composition of Cold-Sprayed Ti Coatings
3.5. Surface Topography of the Coatings
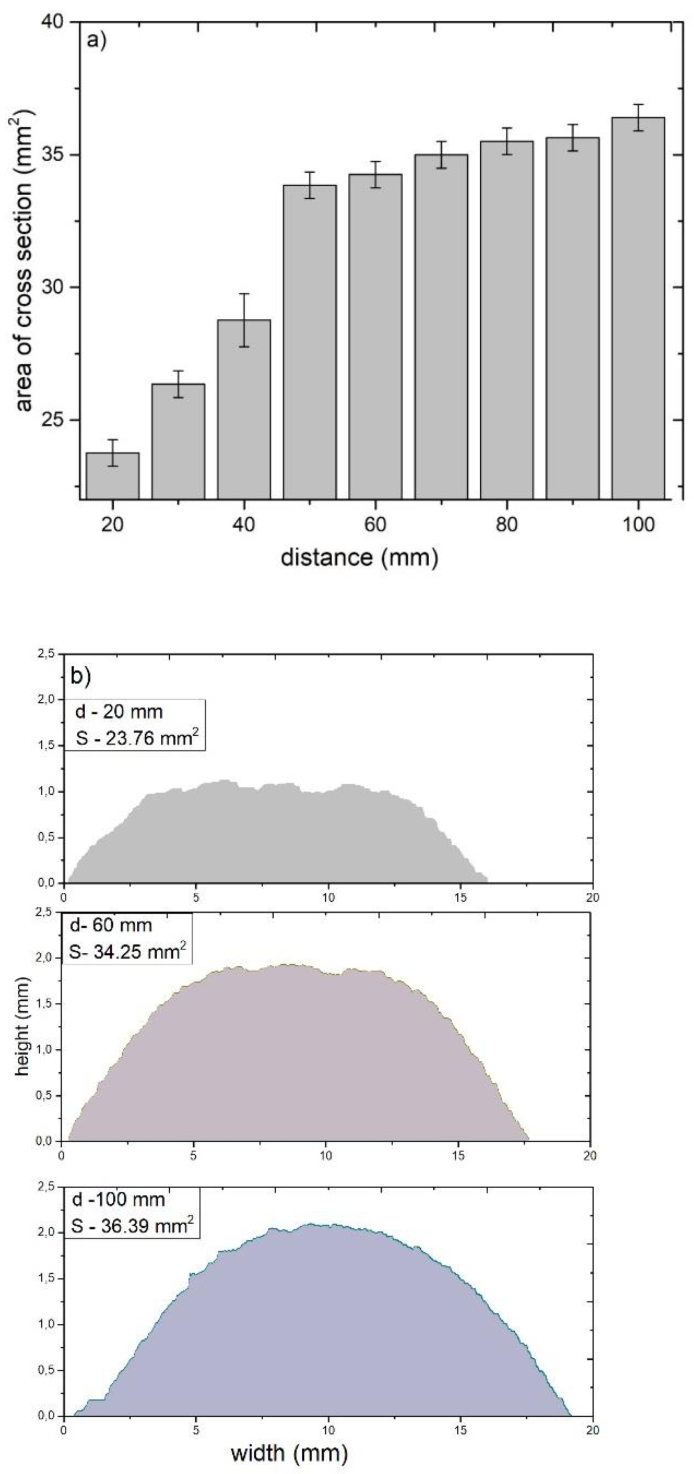
3.6. Deposition Efficiency
4. Numerical Simulations
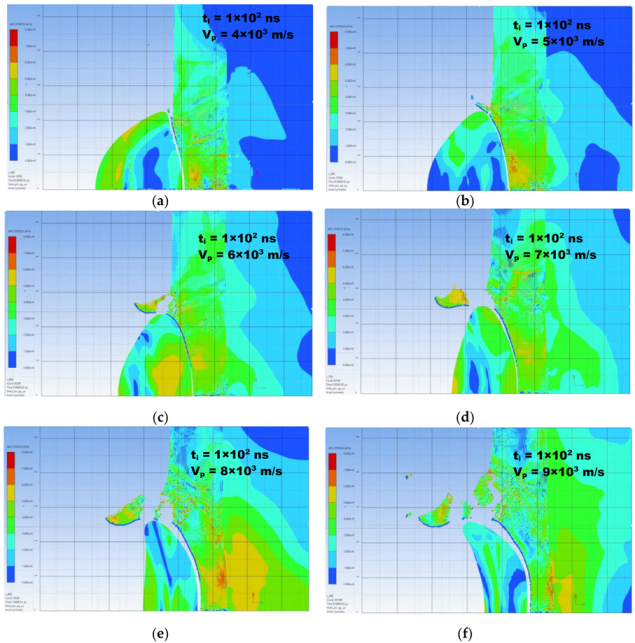
4.1. Particle–Substrate Contact Simulations
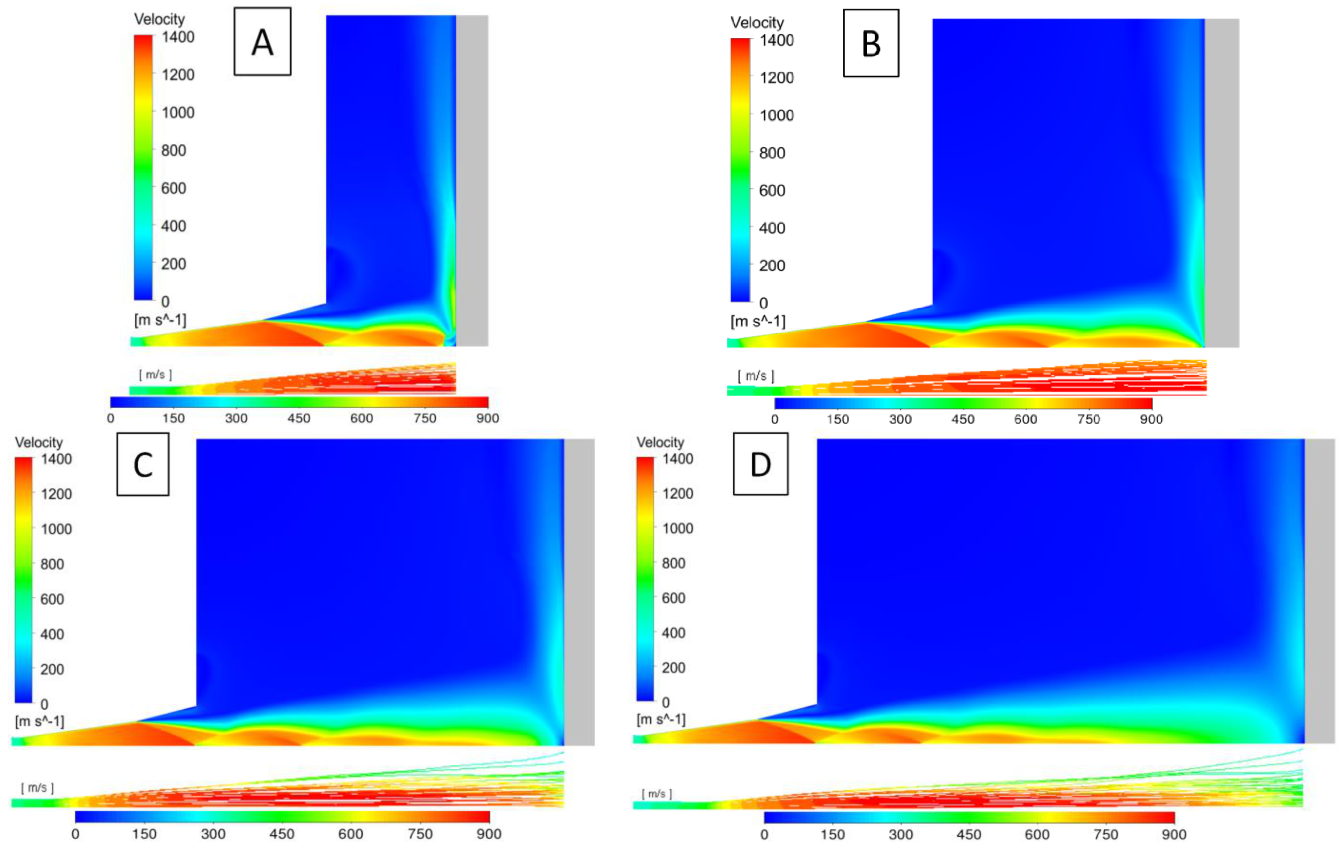
4.2. Simulation of Particles Acceleration
5. Conclusions
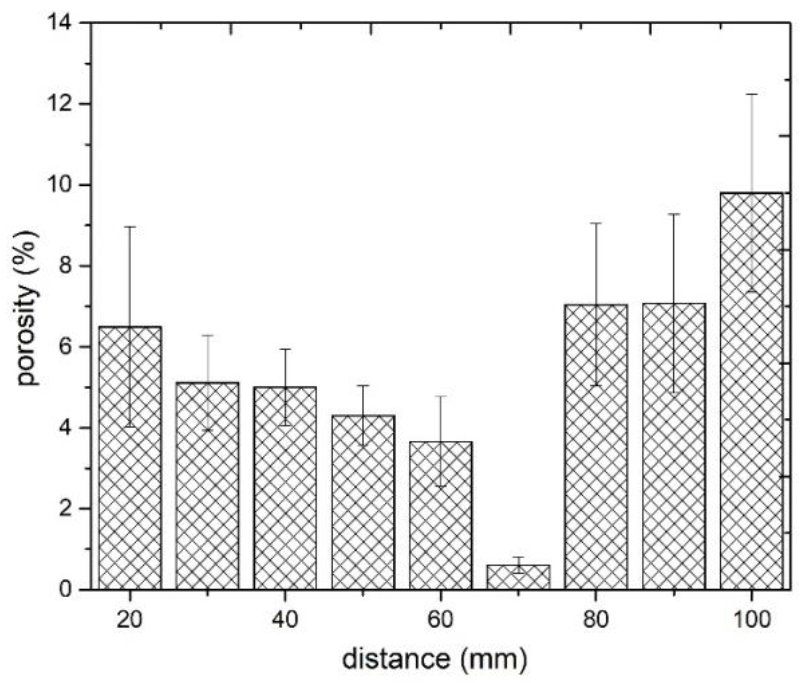
- The standoff distance in the cold spray process has a significant influence on the porosity of the coating. At the closest distance of 20 mm, the porosity was 5%. Then, at the distance of 70 mm, it dropped to the lowest level of 0.2%. Increasing the standoff distance to 100 mm caused its most significant increase to 9.8%.
- The mechanical properties of the deposit (microhardness, nanohardness, modulus of elasticity) also depend significantly on the standoff distance. The highest level of their value was achieved for deposits obtained with a standoff distance of 70 mm.
- There were no phase changes in the phase composition of the titanium deposits due to the increased standoff distance.
- The surface topography of the cold-sprayed titanium coatings shows significant differences, but no clear influence of the standoff distance is observed.
- The relative deposition efficiency increases with increasing standoff distance; at 100 mm it was 53% greater than at 20 mm.
- The obtained results of the experiments were confirmed by the numerical simulation of the cold spray process at different standoff distances.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pragana, J.P.M.; Sampaio, R.F.V.; Bragança, I.M.F.; Silva, C.M.A.; Martins, P.A.F. Hybrid metal additive manufacturing: A state–of–the-art review. Adv. Ind. Manuf. Eng. 2021, 2, 100032. [Google Scholar]
- Bhatia, A.; Sehgal, A.K. Additive manufacturing materials, methods and applications: A review. Mater. Today Proc. 2021. in Press. [Google Scholar] [CrossRef]
- Pawlowski, L. The Science and Engineering of Thermal Spray Coatings, 2nd ed.; Wiley: Hoboken, NJ, USA, 2008. [Google Scholar]
- Pattison, J.; Celotto, S.; Morgan, R.; Bray, M.; O’Neill, W. Cold gas dynamic manufacturing: A non-thermal approach to freeform fabrication. Int. J. Mach. Tools Manuf. 2007, 47, 627–634. [Google Scholar] [CrossRef]
- Villafuerte, J. Considering Cold Spray for Additive Manufacturing. Adv. Mater. Proc. 2014, 50, 50–52. [Google Scholar]
- Blochet, Q.; Delloro, F.; N’Guyen, F.; Jeulin, D.; Borit, F.; Jeandin, M. Effect of the Cold-Sprayed Aluminum Coating-Substrate Interface Morphology on Bond Strength for Aircraft Repair Application. J. Therm. Spray Technol. 2017, 26, 671–686. [Google Scholar] [CrossRef]
- Bagherifard, S.; Astaraee, A.H.; Locati, M.; Nawaz, A.; Monti, S.; Kondás, J.; Singh, R.; Guagliano, M. Design and analysis of additive manufactured bimodal structures obtained by cold spray deposition. Addit. Manuf. 2020, 33, 101131. [Google Scholar] [CrossRef]
- Papyrin, A. Cold Spraying; Elsewier Ltd.: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Raoelison, R.N.; Verdy, C.; Liao, H. Cold gas dynamic spray additive manufacturing today: Deposit possibilities, technological solutions and viable applications. Mater. Des. 2017, 133, 266–287. [Google Scholar] [CrossRef]
- Scendo, M.; Żórawski, W.; Góral, A. Influence of Nickel Powders on Corrosion Resistance of Cold Sprayed Coatings on Al7075 Substrate. Metals 2019, 9, 890. [Google Scholar] [CrossRef] [Green Version]
- Zahiri, S.H.; Antonio, C.I.; Jahedi, M. Elimination of porosity in directly fabricated titanium via cold gas dynamic spraying. J. Mater. Proc. Technol. 2009, 209, 922–929. [Google Scholar] [CrossRef]
- Hussain, T.; McCartney, D.G.; Shipway, P.H.; Marrocco, T. Corrosion Behavior of Cold Sprayed Titanium Coatings and Free Standing Deposits. J. Therm. Spray Technol. 2011, 260, 20. [Google Scholar] [CrossRef] [Green Version]
- Cinca, N.; Barbosa, M.; Dosta, S.; Guilemany, J.M. Study of Ti deposition onto Al alloy by cold gas spraying. Surf. Coat. Technol. 2010, 205, 1096–1102. [Google Scholar] [CrossRef]
- Wenya, L.; Congcong, C.; Shuo, Y. Solid-state cold spraying of Ti and its alloys: A literature review. Progr. Mater. Sci. 2020, 110, 100633. [Google Scholar]
- Choudhury, S.S.; Marya, S.K.; Amirthalingam, M. Improving arc stability during wire arc additive manufacturing of thin-walled titanium components. J. Manuf. Proc. 2021, 66, 53–69. [Google Scholar] [CrossRef]
- Kissel, H. Titanium powder and additive manufacturing: The perfect match. Met. Powder Rep. 2021. [Google Scholar] [CrossRef]
- Vargas-Uscategui, A.; King, P.C.; Yang, S.; Chu, C.; Li, J. Toolpath planning for cold spray additively manufactured titanium walls and corners: Effect on geometry and porosity. J. Mater. Proc. Tech. 2021, 298, 117272. [Google Scholar] [CrossRef]
- Li, W.; Yang, K.; Zhang, D.; Zhou, X.; Guo, X. Interface behavior of particles upon impacting during cold spraying of Cu/Ni/Al mixture. Mater. Des. 2016, 95, 237–246. [Google Scholar] [CrossRef]
- Bae, G.; Xiong, Y.; Kumar, S.; Kang, K.; Lee, C. General aspects of interface bonding in kinetic sprayed coatings. Acta Mater. 2008, 56, 4858–4868. [Google Scholar] [CrossRef]
- Li, W.Y.; Gao, W. Some aspects on 3D numerical modeling of high velocity impact of particles in cold spraying by explicit finite element analysis. Appl. Surf. Sci. 2009, 255, 7878–7892. [Google Scholar] [CrossRef]
- Gnanasekaran, B.; Liu, G.R.; Fu, Y.; Wang, G.; Niu, W.; Lin, T. A Smoothed Particle Hydrodynamics (SPH) procedure for simulating cold spray process—A study using particles. Surf. Coat. Technol. 2019, 377, 24812. [Google Scholar] [CrossRef]
- Yildirim, B.; Fukanuma, H.; Ando, T.; Gouldstone, A.; Müftü, S. A numerical investigation into cold spray bonding processes. J. Tribol. 2014, 137, 011102. [Google Scholar] [CrossRef]
- Li, W.Y.; Liao, H.; Li, C.J.; Li, G.; Coddet, C.; Wang, X. On high velocity impact of micro-sized metallic particles in cold spraying. Appl. Surf. Sci. 2006, 253, 2852–2862. [Google Scholar] [CrossRef]
- Li, Y.; Wang, X.; Yin, S.; Xu, S. Influence of Particle Initial Temperature on High Velocity Impact Process in Cold Spraying. Procedia Environ. Sci. 2012, 12, 298–304. [Google Scholar] [CrossRef] [Green Version]
- Schmidt, T.; Assadi, H.; Gärtner, F.; Richter, H.; Stoltenhoff, T.; Kreye, H.; Klassen, T. From Particle Acceleration to Impact and Bonding in Cold Spraying. J. Therm. Spray Technol. 2009, 18, 794. [Google Scholar] [CrossRef] [Green Version]
- Assadi, H.; Gärtner, F.; Stoltenhoff, T.; Kreye, H. Bonding mechanism in cold gas spraying. Acta Mater. 2003, 51, 4379–4394. [Google Scholar] [CrossRef]
- Yu, M.; Li, W.Y.; Wang, F.F.; Liao, H.L. Finite element simulation of impacting behavior of particles in cold spraying by Eulerian approach. J. Therm. Spray Technol. 2012, 21, 745–752. [Google Scholar] [CrossRef]
- Fardan, A.; Berndt, C.C.; Ahmed, R. Numerical modelling of particle impact and residual stresses in cold sprayed coatings: A review. Surf. Coat. Technol. 2021, 409, 126835. [Google Scholar] [CrossRef]
- Petráčková, K.; Kondás, J.; Guagliano, M. Mechanical performance of cold sprayed A357 alloy coatings for repair and additive manufacturing. J. Therm. Spray Technol. 2017, 26, 1888–1897. [Google Scholar] [CrossRef]
- Khun, N.W.; Tan, A.W.Y.; Sun, W.; Liu, E. Wear and Corrosion Resistance of Thick Ti-6Al-4V Coating Deposited on Ti-6Al-4V Substrate via High-Pressure Cold Spray. J. Therm. Spray Technol. 2017, 26, 1393–1407. [Google Scholar] [CrossRef]
- Pattison, J.; Celotto, S.; Khan, A.; O’Neill, W. Standoff distance and bow shock phenomena in the Cold Spray process. Surf. Coat. Technol. 2008, 202, 1443–1454. [Google Scholar] [CrossRef]
- Gilmore, D.L.; Dykhuizen, R.C.; Neiser, R.A.; Roemer, T.J.; Smith, M.F. Particle Velocity and Deposition Efficiency in the Cold Spray Process. J. Therm. Spray Technol. 1999, 8, 4–576. [Google Scholar] [CrossRef]
- Li, W.-Y.; Li, C.-J.; Liao, H. Significant influence of particle surface oxidation on deposition efficiency, interface microstructure and adhesive strength of cold-sprayed copper coatings. Appl. Surf. Sci. 2010, 256, 4953–4958. [Google Scholar] [CrossRef]
- Li, Y.-J.; Luo, X.-T.; Li, C.-J. Improving deposition efficiency and inter-particle bonding of cold sprayed Cu through removing the surficial oxide scale of the feedstock powder. Surf. Coat. Technol. 2021, 407, 126709. [Google Scholar] [CrossRef]
- Li, C.-J.; Li, W.-Y.; Wang, Y.-Y.; Yang, G.-J.; Fukanuma, H. A theoretical model for prediction of deposition efficiency in cold spraying. Thin Solid Film. 2005, 489, 79–85. [Google Scholar] [CrossRef]
- Chu, X.; Che, H.; Vo, P.; Chakrabarty, R.; Sun, B.; Song, J.; Yue, S. Understanding the cold spray deposition efficiencies of 316L/Fe mixed powders by performing splat tests onto as-polished coatings. Surf. Coat. Technol. 2017, 324, 353–360. [Google Scholar] [CrossRef]
- Lee, Y.T.R.; Ashrafizadeh, H.; Fisher, G.; McDonald, A. Effect of type of reinforcing particles on the deposition efficiency and wear resistance of low-pressure cold-sprayed metal matrix composite coatings. Surf. Coat. Technol. 2017, 324, 190–200. [Google Scholar] [CrossRef]
- Yeom, H.; Dabney, T.; Johnson, G.; Maier, B.; Lenling, M.; Sridharan, K. Improving deposition efficiency in cold spraying chromium coatings by powder annealing. Int. J. Adv. Manuf. Technol. 2019, 100, 1373–1382. [Google Scholar] [CrossRef]
- Klinkov, S.V.; Kosarev, V.F.; Shikalov, V.S. Influence of nozzle velocity and powder feed rate on the coating mass and deposition efficiency in cold spraying. Surf. Coat. Technol. 2019, 367, 231–243. [Google Scholar] [CrossRef]
- Seraj, R.A.; Abdollah-zadeh, A.; Dosta, S.; Canales, H.; Assadi, H.; Cano, I.G. The effect of traverse speed on deposition efficiency of cold sprayed Stellite 21. Surf. Coat. Technol. 2019, 366, 24–34. [Google Scholar] [CrossRef]
- Ozdemir, O.C.; Widener, C.A.; Helfritch, D.; Delfanian, F. Estimating the Effect of Helium and Nitrogen Mixing on Deposition Efficiency in Cold Spray. J. Therm. Spray Technol. 2016, 25, 660. [Google Scholar] [CrossRef]
- Klinkov, S.V.; Kosarev, V.F. Measurements of Cold Spray Deposition Efficiency. J. Therm. Spray Technol. 2006, 15, 364. [Google Scholar] [CrossRef]
- Meng, F.; Yue, S.; Song, J. Quantitative prediction of critical velocity and deposition efficiency in cold-spray: A finite-element study. Scr. Mater. 2015, 107, 83–87. [Google Scholar] [CrossRef]
- Meng, F.; Hu, D.; Gao, Y.; Yue, S.; Song, J. Cold-spray bondingmechanisms and deposition efficiency prediction for particle/substrate with distinct deformability. Mater. Des. 2016, 109, 503–510. [Google Scholar] [CrossRef]
- Li, W.-Y.; Zhang, C.; Guo, X.P.; Zhang, G.; Liao, H.L.; Li, C.-J.; Coddet, C. Effect of standoff distance on coating deposition characteristics in cold spraying. Mater. Des. 2008, 29, 297–304. [Google Scholar]
- Canales, H.; Cano, I.G.; Dosta, S. Window of deposition description and prediction of deposition efficiency via machine learning techniques in cold spraying. Surf. Coat. Technol. 2020, 401, 126143. [Google Scholar] [CrossRef]
- Góral, A.; Żórawski, W.; Makrenek, M. The effect of the standoff distance on the microstructure and mechanical properties of cold sprayed Cr3C2-25(Ni20Cr) coatings. Surf. Coat. Technol. 2019, 361, 9–18. [Google Scholar] [CrossRef]
- Li, C.-J.; Li, W.-Y. Deposition characteristics of titanium coating in cold spraying. Surf. Coat. Technol. 2003, 167, 278–283. [Google Scholar] [CrossRef]
- Fukumoto, M.; Terada, H.; Mashiko, M.; Sato, K.; Yamada, M.; Yamaguchi, E. Deposition of Copper Fine Particle by Cold Spray Process. Mater. Trans. 2009, 50, 1482–1488. [Google Scholar] [CrossRef] [Green Version]
- Grujicic, M.; Zhao, C.L.; DeRosset, W.S.; Helfritch, D. Adiabatic shear instability based mechanism for particles/substrate bonding in the cold-gas dynamic-spray process. Mater. Des. 2004, 25, 681–688. [Google Scholar] [CrossRef]
- Marrocco, T.; McCartney, D.G.; Shipway, P.H.; Sturgeon, A.J. Production of titanium deposits by cold-gas dynamic spray: Numerical modeling and experimental characterization. J. Therm. Spray Technol. 2006, 15, 263. [Google Scholar] [CrossRef]
- Li, W.-Y.; Zhang, C.; Wang, H.-T.; Guo, X.-P.; Liao, H.L.; Li, C.-J.; Coddet, C. Significant influences of metal reactivity and oxide films at particle surfaces on coating microstructure in cold spraying. Appl. Surf. Sci. 2007, 253, 3557–3562. [Google Scholar] [CrossRef]
- Yin, S.; He, P.; Liao, H.; Wang, X. Deposition Features of Ti Coating Using Irregular Powders in Cold Spray. J. Therm. Spray Technol. 2014, 23, 984. [Google Scholar] [CrossRef]
- Moy, C.K.S.; Cairney, J.; Ranzi, G.; Jahedi, M.; Ringer, S.P. Investigating the microstructure and composition of cold gas-dynamic spray (CGDS) Ti powder deposited on Al 6063 substrate. Surf. Coat. Technol. 2010, 204, 3739–3749. [Google Scholar] [CrossRef]
- Kosarev, V.F.; Klinkov, S.V.; Alkhimov, A.P.; Papyrin, A.N. On Some Aspects of Gas Dynamics of the Cold Spray Process. J. Therm. Spray Technol. 2003, 12, 265. [Google Scholar] [CrossRef]
- Cinca, N.; Rebled, J.M.; Estradé, S.; Peiró, F.; Fernández, J.; Guilemany, J.M. Influence of the particle morphology on the Cold Gas Spray deposition behavior of titanium on aluminum light alloys. J. Alloys Compd. 2013, 554, 89–96. [Google Scholar] [CrossRef]
- Gulizia, S.; Trentin, A.; Vezzu, S.; Rech, S.; Margera, I.; King, P.; Jahedi, M.; Guagliano, M. Characterisation of cold sprayed titanium coatings. Mater. Sci. Forum 2010, 654–656, 898–901. [Google Scholar] [CrossRef]
- Van Steenkiste, T.H.; Smith, J.R.; Teets, R.E. Aluminium coatings via kinetic spray with relatively large powder particles. Surf. Coat. Technol. 2002, 154, 237. [Google Scholar] [CrossRef]
- Assadi, H.; Schmidt, T.; Richter, H.; Kliemann, J.-O.; Binder, K.; Gärtner, F.; Klassen, T.; Kreye, H. On parameter selection in cold spraying. J. Therm. Spray Technol. 2011, 20, 1161. [Google Scholar] [CrossRef]
- Winnicki, M.; Małachowska, A.; Dudzik, G.; Rutkowska-Gorczyca, M.; Marciniak, M.; Abramski, K.; Ambroziak, A.; Paw-łowski, L. Numerical and experimental analysis of copper particles velocity in low-pressure cold spraying process. Surf. Coat. Technol. 2015, 268, 230–240. [Google Scholar] [CrossRef]
- Wang, X.; Feng, F.; Klecka, M.A.; Mordasky, M.D.; Garofano, J.K.; El-Wardany, T.; Nardi, A.; Champagne, V.K. Characteriza-tion and modeling of the bonding process in cold spray additive manufacturing. Add. Manufac. 2015, 8, 149–162. [Google Scholar]
- Birt, A.M.; Champagne, V.K.; Sisson Jr, R.D.; Apelian, D. Microstructural analysis of cold-sprayed Ti-6Al-4V at the micro- and nano-scale. J. Therm. Spray Technol. 2015, 24, 1277. [Google Scholar] [CrossRef]
- Rokni, M.R.; Widener, C.A.; Crawford, G.A.; West, M.K. An investigation into microstructure and mechanical properties of cold sprayed 7075 Al deposition. Mater. Sci. Eng. A 2015, 625, 19–27. [Google Scholar] [CrossRef]
- Faizan-Ur-Rab, M.; Zahiri, S.H.; Masood, S.H.; Jahedi, M.; Nagarajah, R. PIV validation of 3D multicomponent model for cold spray within nitrogen and helium supersonic flow field. J. Therm. Spray Technol. 2017, 26, 941–956. [Google Scholar] [CrossRef]
- Raoelison, R.N. Analytical description of solid particles kinematics due to a fluid flow and application to the depiction of characteristic kinematics in cold spraying. Powder Technol. 2017, 319, 191–203. [Google Scholar] [CrossRef]
- Novoselova, T.; Fox, P.R. O’Neill, M.W. Experimental study of titanium/aluminum deposits produced by cold gas dynamic spray. Surf. Coat. Technol. 2006, 200, 2775–2783. [Google Scholar] [CrossRef]
- Cizek, J.; Kovarik, O.; Siegl, J.; Khor, K.A.; Dlouhy, I. Influence of plasma and cold spray deposited Ti Layers on high-cycle fatigue properties of Ti6Al4V substrates. Surf. Coat. Technol. 2013, 217, 23–33. [Google Scholar] [CrossRef] [Green Version]
- Gardon, M.; Latorre, A.; Torrell, M.; Dosta, S.; Fernández, J.; Guilemany, J.M. Cold gas spray titanium coatings onto a biocompatible polymer. Mater. Lett. 2013, 106, 97–99. [Google Scholar] [CrossRef]
- Góral, A.; Żórawski, W.; Czaja, P.; Lityńska-Dobrzyńska, L.; Makrenek, M.; Kowalski, S. Effect of powder morphology on the microstructure and properties of cold sprayed Ni coatings. Int. J. Mater. Res. 2018, 110, 49–59. [Google Scholar] [CrossRef]
- Schmidt, T.; Assadi, H.; Gartner, F.; Richter, H.; Stoltenhoff, T. Development of a generalized parameter window for cold spray deposition. Acta Mater. 2006, 54, 729–742. [Google Scholar] [CrossRef]
- Lima, R.S.; Kucuk, A.; Berndt, C.C.; Karthikeya, J.; Kay, C.M.; Lindemann, J. Deposition efficiency, mechanical properties and coating roughness in cold-sprayed titanium. J. Mater. Sci. Lett. 2002, 21, 1687–1689. [Google Scholar] [CrossRef]
- Faizan-Ur-Rab, M.; Zahiri, S.H.; Masood, S.H.; Phan, T.D.; Jahedi, M.; Nagarajah, R. Application of a holistic 3D model to estimate state of cold spray titanium particles. Mat. Des. 2016, 89, 1227–1241. [Google Scholar] [CrossRef]
- Champagne, T.V.K. The Cold Spray Materials Deposition Process Fundamentals and Applications; Wookhead Publishing: Sawston, UK, 2007. [Google Scholar]
- Li, Y.Z.; Lei, B.; Ingason, H. Study of critical velocity and backlayering length in longitudinally ventilated tunnel fires. Fire Saf. J. 2010, 45, 361–370. [Google Scholar] [CrossRef]
- Zhou, X.; Wu, X.; Wang, J.; Zhang, J. Numerical Investigation of the Rebounding and The Deposition Behavior of Particles During Cold Spraying. Acta Metall. Sin. 2011, 24, 45–53. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating | Height Parameters | ||||||
|---|---|---|---|---|---|---|---|
| Sa μm | Sq μm | Ssk | Sku | Sp μm | Sv μm | Sz μm | |
| Ti-20 | 16.98 | 21.07 | 0.10 | 2.67 | 117.93 | 73.34 | 191.30 |
| Ti-30 | 23.40 | 29.28 | 0.11 | 2.88 | 98.59 | 106.30 | 204.89 |
| Ti-40 | 20.82 | 26.22 | 0.17 | 2.94 | 85.04 | 89.85 | 174.90 |
| Ti-50 | 17.89 | 22.38 | 0.13 | 2.99 | 97.41 | 76.50 | 174.41 |
| Ti-60 | 19.28 | 23.70 | −0.01 | 2.54 | 71.54 | 81.65 | 153.19 |
| Ti-70 | 19.13 | 24.10 | −0.31 | 3.13 | 73.05 | 104.74 | 177.79 |
| Ti-80 | 16.20 | 20.57 | 0.34 | 3.24 | 78.77 | 83.09 | 161.86 |
| Ti-90 | 21.07 | 26.60 | −0.02 | 3.01 | 84.05 | 92.78 | 176.83 |
| Ti-100 | 18.46 | 23.03 | 0.01 | 2.82 | 79.24 | 97.70 | 176.95 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Żórawski, W.; Molak, R.; Mądry, J.; Sienicki, J.; Góral, A.; Makrenek, M.; Scendo, M.; Dobosz, R. Experimental and Numerical Investigations of Titanium Deposition for Cold Spray Additive Manufacturing as a Function of Standoff Distance. Materials 2021, 14, 5492. https://doi.org/10.3390/ma14195492
Żórawski W, Molak R, Mądry J, Sienicki J, Góral A, Makrenek M, Scendo M, Dobosz R. Experimental and Numerical Investigations of Titanium Deposition for Cold Spray Additive Manufacturing as a Function of Standoff Distance. Materials. 2021; 14(19):5492. https://doi.org/10.3390/ma14195492
Chicago/Turabian StyleŻórawski, Wojciech, Rafał Molak, Janusz Mądry, Jarosław Sienicki, Anna Góral, Medard Makrenek, Mieczysław Scendo, and Romuald Dobosz. 2021. "Experimental and Numerical Investigations of Titanium Deposition for Cold Spray Additive Manufacturing as a Function of Standoff Distance" Materials 14, no. 19: 5492. https://doi.org/10.3390/ma14195492
APA StyleŻórawski, W., Molak, R., Mądry, J., Sienicki, J., Góral, A., Makrenek, M., Scendo, M., & Dobosz, R. (2021). Experimental and Numerical Investigations of Titanium Deposition for Cold Spray Additive Manufacturing as a Function of Standoff Distance. Materials, 14(19), 5492. https://doi.org/10.3390/ma14195492