
Dynamic Properties and Fractal Characteristics of 3D Printed Cement Mortar in SHPB Test


Abstract
:1. Introduction
2. Experimental Process
2.1. Preparation of Printable Mortar
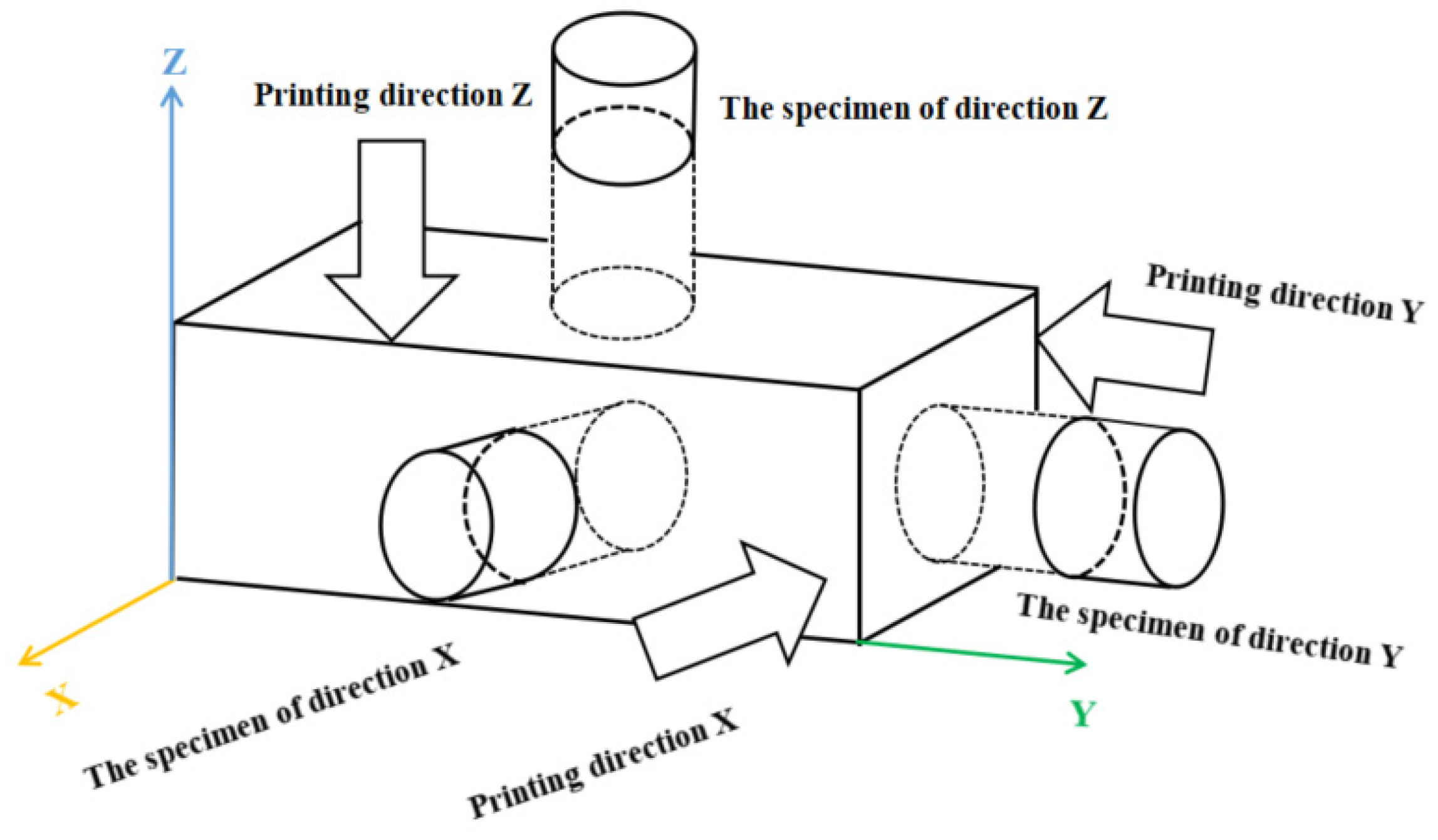
2.2. 3D Printing Process and Specimen Processing
2.3. UPV Testing
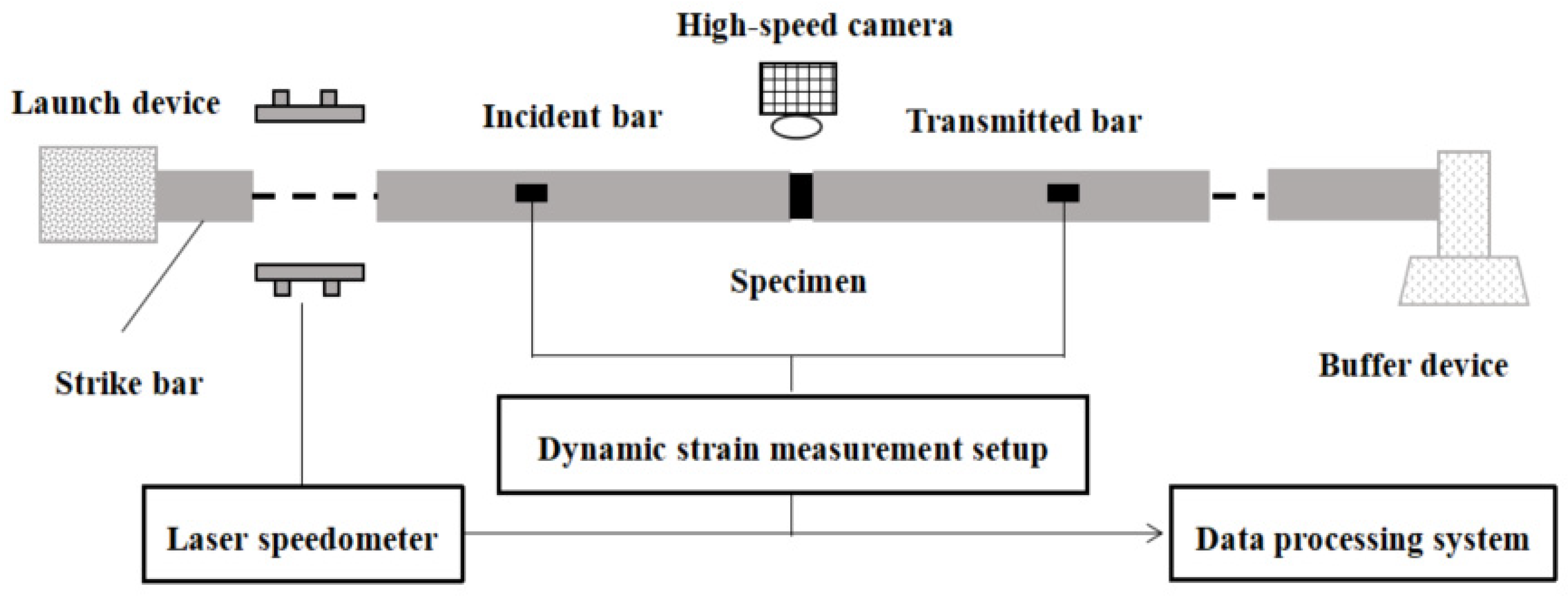
2.4. Dynamic Compression Test
3. Results and Discussion
3.1. Fractal Dimension of Failed 3DPCM Specimens
3.2. Evaluation of Compactness through UPV Testing
3.3. Dynamic Compressive Strength
3.3.1. Dynamic Stress-Strain Curves of 3DPCM
3.3.2. Variations of Dynamic Compressive Strength versus S/B and Printing Directions
3.3.3. Anisotropy of 3DPCM with Different Sand to Binder Ratios
3.4. Relationship of Dynamic Compressive Strength to Fractal Dimension
3.5. Variations of Energy Dissipation Density versus S/B and Printing Directions
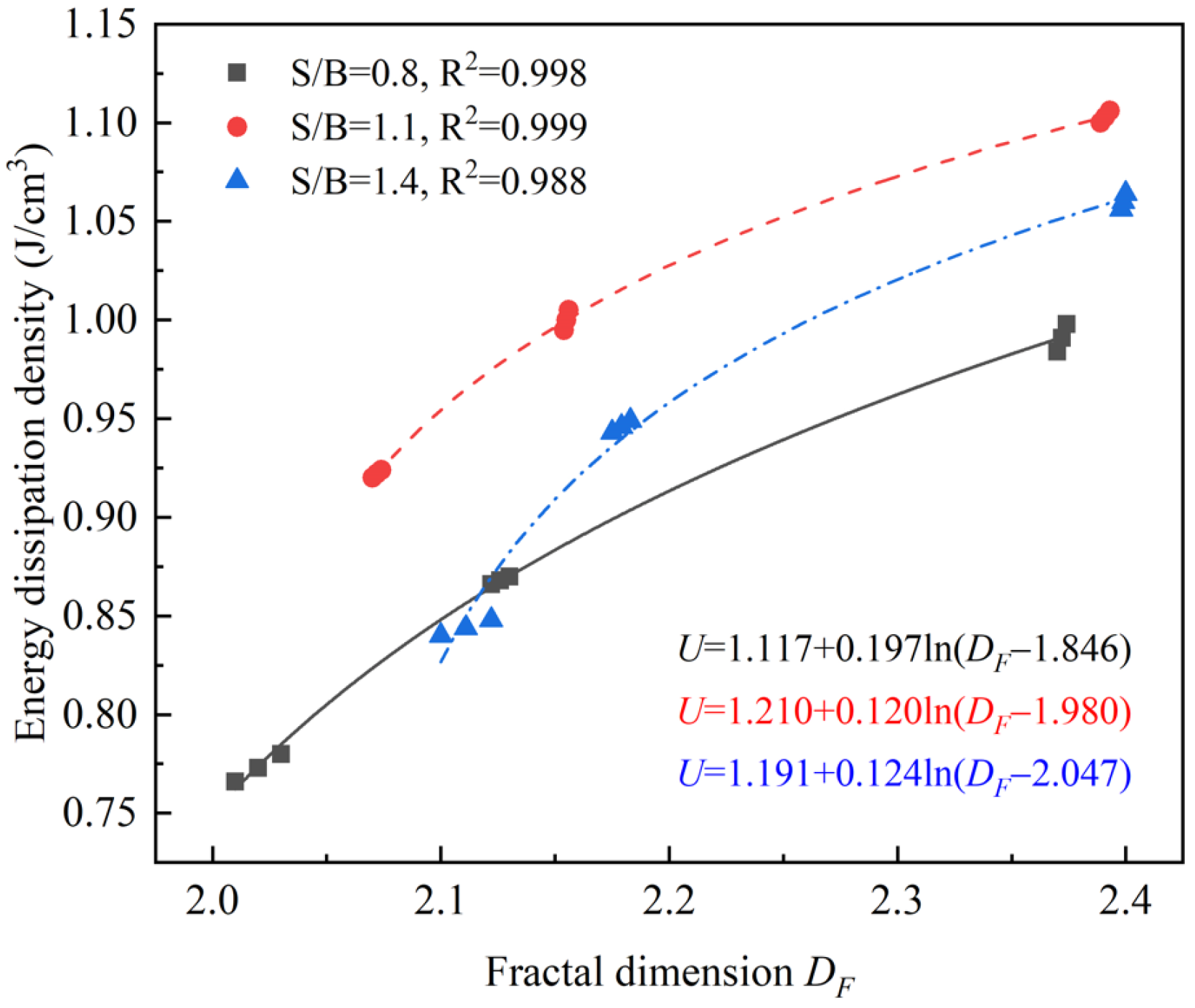
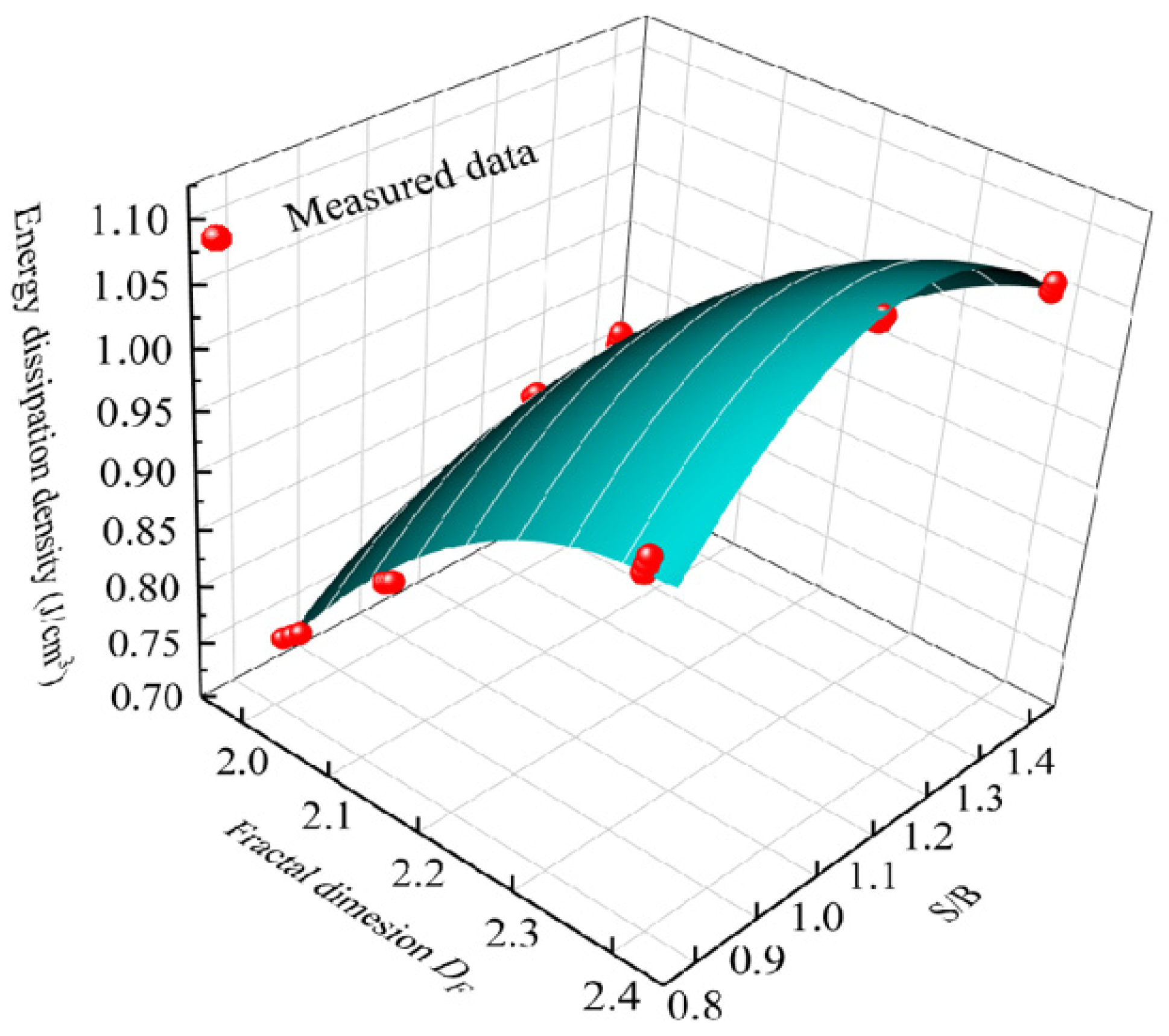
3.6. Relationship of Energy Dissipation Density to Fractal Dimension
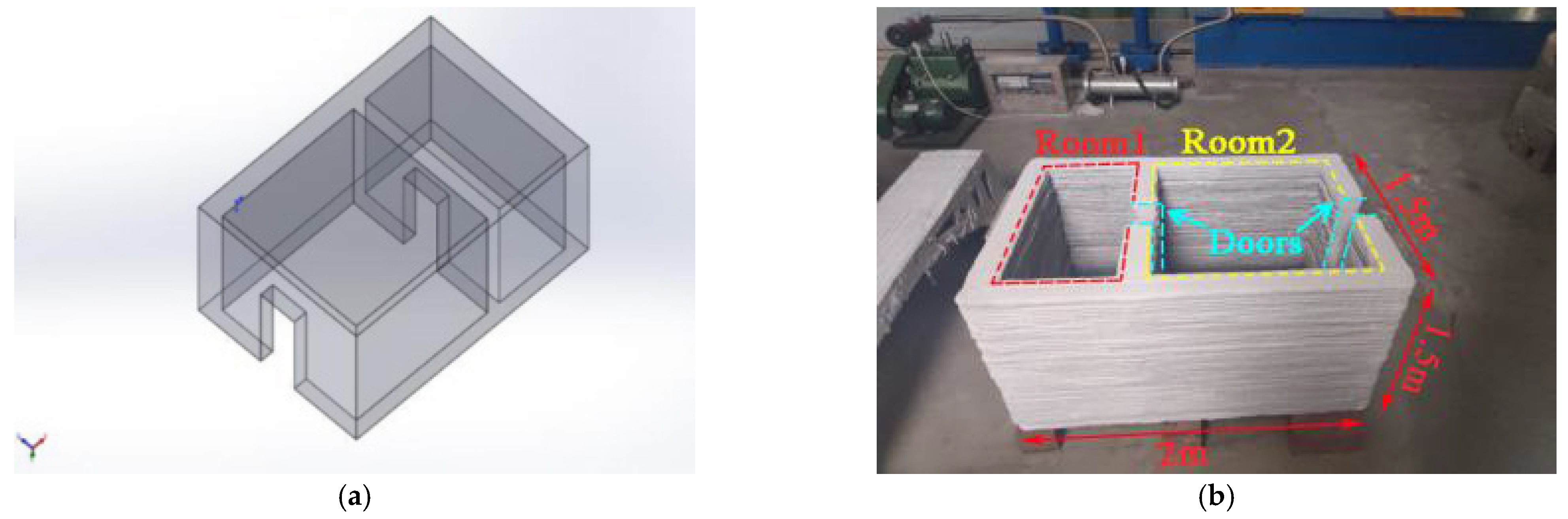
3.7. Manufacturing of the 3D Printed Barracks Model
4. Conclusions
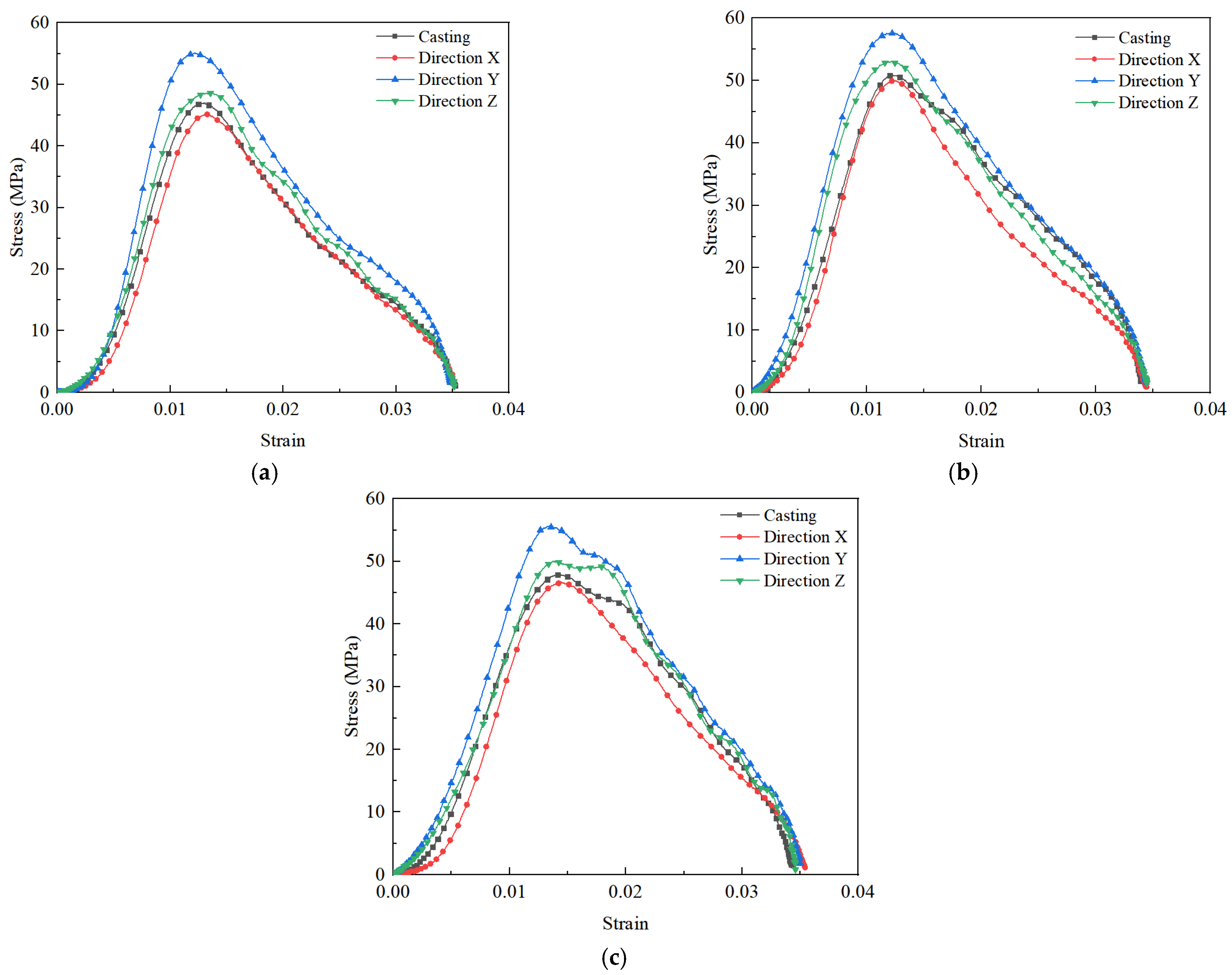
- The dynamic compressive strength of 3DPCM in the different printing directions has various values even at the same S/B, showing the anisotropic characteristics of the printed mortar. The relationship between the dynamic compressive strength of 3DPCM in different printing directions and the compressive strength of mold cast cement mortar is ranked (in descending order) as follows: DY, DZ, DC, then DX. Additionally, the internal defects are well filled so that the printed specimen is more dense when S/B is 1.1, and the dynamic compressive strength in the same printing direction reaches its maximum value.
- For the same change in the value of S/B, the difference in density changes caused in different printing directions causes various variations of the anisotropic coefficient. When S/B increases from 0.8 to 1.4, the anisotropic coefficent of 3DPCM first decreases by 20.67%, then increases by 10.56%, indicating the anisotropy of the dynamic compressive strength first becomes mitigated, and then increases.
- The difference of the internal structure in different printing directions can result in significantly different energy dissipation densities, which directly reflects various numbers of main-cracks formed during the failure process. At the same S/B, the energy dissipation density of DZ is larger than that of DX, but smaller than DY. Moreover, the energy dissipation density in the same printing direction first increases, then declines as S/B is increased from 0.8 to 1.4.
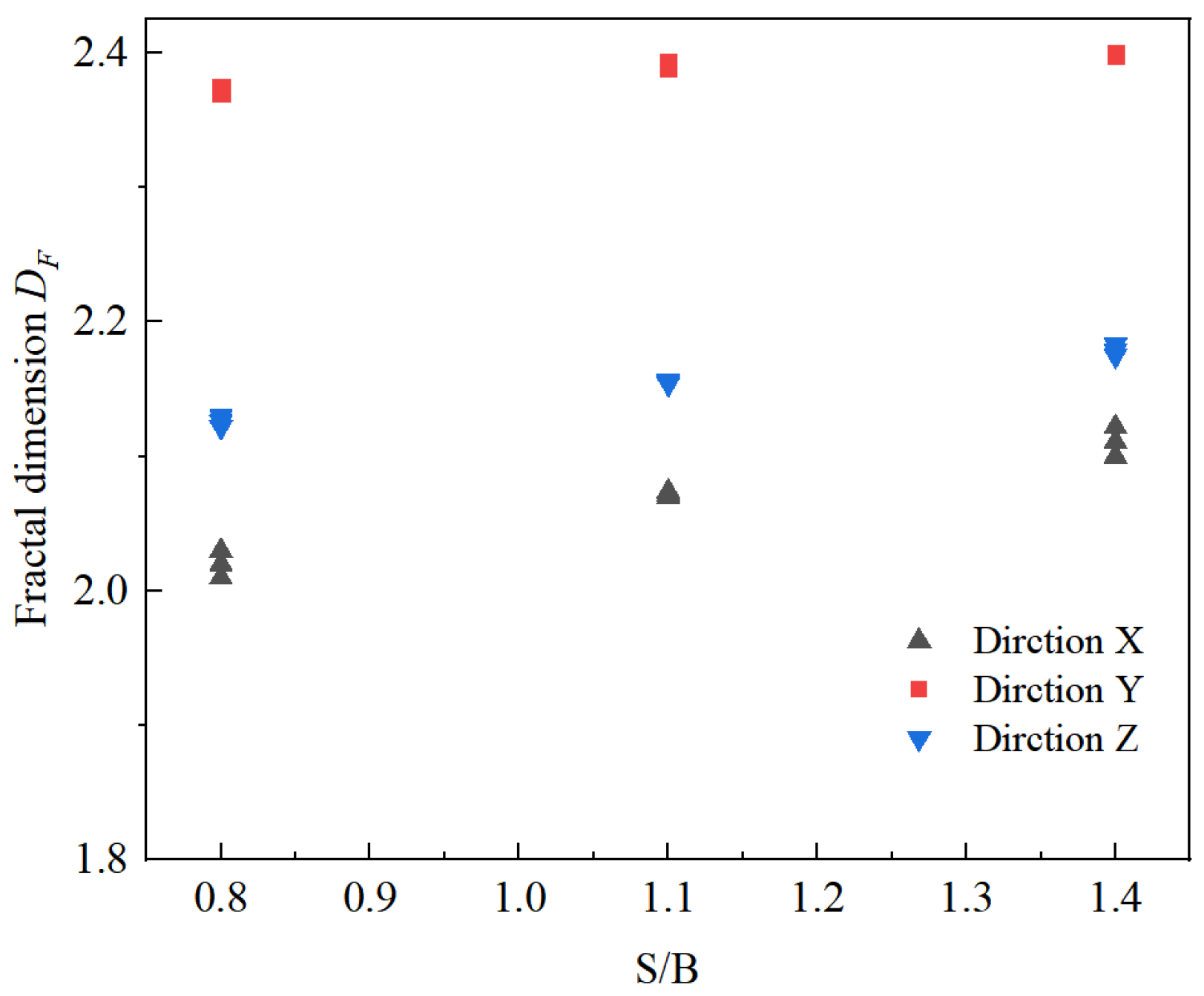
- At a given S/B, the fractal dimension of DY is largest among the three printing directions and the fractal dimension of 3DPCM gradually increases with increasing S/B. Compared with S/B, the printing direction has a more significant influence on the fractal dimension. The higher the dynamic compressive strength in the same printing direction, the greater the energy dissipation density, the more severe the impact crushing, and the larger the fractal dimension. When the fractal dimension is in the range of 2.0 to 2.4, it has a quadratic relationship with the dynamic compressive strength and a logarithmic relationship with the energy dissipation density.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wangler, T.; Roussel, N.; Bos, F.P.; Salet, T.A.M.; Flatt, R.J. Digital concrete: A review. Cem. Concr. Res. 2019, 123, 105780. [Google Scholar] [CrossRef]
- Buswell, R.A.; Leal de Silva, W.R.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Paolini, A.; Kollmannsberger, S.; Rank, E. Additive manufacturing in construction: A review on processes, applications, and digital planning methods. Addit. Manuf. 2019, 30, 100894. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.A.; Le, T.T.; Austin, S.A.; Gibb, A.G.F.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef] [Green Version]
- Perkins, I.; Skitmore, M. Three-dimensional printing in the construction industry: A review. Int. J. Constr. Manag. 2015, 15, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Courteille, E. 3D printing of earth-based materials: Processing aspects. Constr. Build. Mater. 2018, 172, 670–676. [Google Scholar] [CrossRef]
- Xu, J.; Ding, L.; Love, P.E.D. Digital reproduction of historical building ornamental components: From 3D scanning to 3D printing. Autom. Constr. 2017, 76, 85–96. [Google Scholar] [CrossRef]
- Ji, G.C.; Ding, T.; Xiao, J.Z.; Du, S.P.; Li, J.; Duan, Z.H. A 3D printed ready-mixed concrete power distribution substation: Materials and construction technology. Materials 2019, 12, 1540. [Google Scholar] [CrossRef] [Green Version]
- The 3D Printed Office of the Future. Available online: https://www.asme.org/engineering-topics/articles/manufacturing-design/3d-printed-office-the-future (accessed on 27 August 2021).
- Available online: https://www.apis-cor.com/en (accessed on 21 August 2021).
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. B. Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Pham, L.; Tran, P.; Sanjayan, J. Steel fibres reinforced 3D printed concrete: Influence of fibre sizes on mechanical performance. Constr. Build. Mater. 2020, 250, 118785. [Google Scholar] [CrossRef]
- Ma, G.W.; Li, Z.J.; Wang, L.; Wang, F.; Sanjayan, J. Mechanical anisotropy of aligned fiber reinforced composite for extrusion-based 3D printing. Constr. Build. Mater. 2019, 202, 770–783. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- Sanjayan, J.G.; Nematollahi, B.; Xia, M.; Marchment, T. Effect of surface moisture on inter-layer strength of 3D printed concrete. Constr. Build. Mater. 2018, 172, 468–475. [Google Scholar] [CrossRef]
- Panda, B.; Mohamed, N.A.N.; Paul, S.C.; Singh, G.B.; Tan, M.J.; Šavija, B. The Effect of Material Fresh Properties and Process Parameters on Buildability and Interlayer Adhesion of 3D Printed Concrete. Materials 2019, 12, 2149. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhu, Z.W.; Ning, J.G.; Liu, X. Dynamic mechanical behaviors of soil under impact loads. Chin. J. High Press. Phys. 2011, 25, 444–450. [Google Scholar]
- Diggs-McGee, B.N.; Kreiger, E.L.; Kreiger, M.A.; Case, M.P. Print time vs. elapsed time: A temporal analysis of a continuous printing operation for additive constructed concrete. Addit. Manuf. 2019, 28, 205–214. [Google Scholar] [CrossRef]
- Wang, S.S.; Zhang, M.H.; Quek, S.T. Mechanical behavior of fiber-reinforced high-strength concrete subjected to high strain-rate compressive loading. Constr. Build. Mater. 2012, 31, 1–11. [Google Scholar] [CrossRef]
- Ma, Q.Y.; Gao, C.H. Effect of basalt fiber on the dynamic mechanical properties of cement-soil in SHPB test. J. Mater. Civ. Eng. 2018, 30, 04018185. [Google Scholar] [CrossRef]
- Li, Z.X.; Chen, W.S.; Hao, H.; Khan, M.Z.N.; Pham, T.M. Dynamic compressive properties of novel lightweight ambient-cured EPS geopolymer composite. Constr. Build. Mater. 2021, 273, 122044. [Google Scholar] [CrossRef]
- Hogan, J.D.; Castillo, J.A.; Rawle, A.; Spray, J.G.; Rogers, R.J. Automated microscopy and particle size analysis of dynamic fragmentation in natural ceramics. Eng. Fract. Mech. 2013, 98, 80–91. [Google Scholar] [CrossRef]
- Grady, D.E. Fragment size distributions from the dynamic fragmentation of brittle solids. Int. J. Impact Eng. 2008, 35, 1557–1562. [Google Scholar] [CrossRef]
- Deng, Y.; Chen, M.; Jin, Y.; Zou, D.W. Theoretical analysis and experimental research on the energy dissipation of rock crushing based on fractal theory. J. Nat. Gas Sci. Eng. 2016, 33, 231–239. [Google Scholar] [CrossRef] [Green Version]
- Jin, L.; Zhang, R.B.; Tian, Y.D.; Dou, G.Q.; Du, X.L. Experimental investigation on static and dynamic mechanical properties of steel fiber reinforced ultra-high-strength concretes. Constr. Build. Mater. 2018, 178, 102–111. [Google Scholar] [CrossRef]
- Luo, X.; Xu, J.Y.; Bai, E.L.; Li, W.M. Study on the effect of basalt fiber on the energy absorption characteristics of porous material. Constr. Build. Mater. 2014, 68, 384–390. [Google Scholar] [CrossRef]
- Ma, Q.Y.; Cao, Z.M. Experimental study on fractal characteristics and energy dissipation of stabilized soil based on SHPB test. J. Mater. Civ. Eng. 2019, 31, 04019264. [Google Scholar] [CrossRef]
- Zhang, C.; Hou, Z.; Chen, C.; Zhang, Y.M.; Mechtcherine, V.; Sun, Z.M. Design of 3D printable concrete based on the relationship between flowability of cement paste and optimum aggregate content. Cem. Concr. Compos. 2019, 104, 103406. [Google Scholar] [CrossRef]
- Fan, L.F.; Wang, L.J.; Wu, Z.J. Wave transmission across linearly jointed complex rock masses. Int. J. Rock Mech. Min. Sci. 2018, 112, 193–200. [Google Scholar] [CrossRef]
- Lafhaj, Z.; Goueygou, M.; Djerbi, A.; Kaczmarek, M. Correlation between porosity, permeability and ultrasonic parameters of mortar with variable water/cement ratio and water content. Cem. Concr. Res. 2006, 36, 625–633. [Google Scholar] [CrossRef]
- Ma, L.J.; Wu, J.W.; Wang, M.Y.; Dong, L.; Wei, H.Z. Dynamic compressive properties of dry and saturated coral rocks at high strain rates. Eng. Geol. 2020, 272, 105615. [Google Scholar] [CrossRef]
- Macías-García, A.; Cuerda-Correa, E.M.; Díaz-Díez, M.A. Application of the Rosin-Rammler and Gates-Gaudin-Schuhmann models to the particle size distribution analysis of agglomerated cork. Mater. Charact. 2004, 52, 159–164. [Google Scholar] [CrossRef]
- Shi, J.S.; Xu, J.Y.; Ren, W.B.; Su, H.Y. Research on energy dissipation and fractal characteristics of concrete after exposure to elevated temperatures under impact loading. Acta Armam. 2014, 35, 703–710. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- He, W.X.; Shen, X.D. Mechanical behavior of soil-sandcement admixture. Suppl. Rock Soil Mech. 2011, 32, 392–396. [Google Scholar]
- Zhang, P.Y.; Bai, B.; Jiang, S.C. Unconfined compressive strength of hybrid fiber cement soil mixed with sand and modified by polyacrylamide. China Railw. Sci. 2014, 35, 7–14. [Google Scholar] [CrossRef]
- Gao, C.H.; Ma, Q.Y.; Ma, D.D. SHPB test and analysis on cemented silty clay under confining pressure conditions. J. Vib. Shock 2018, 37, 162–167. [Google Scholar]
- Ren, W.B.; Xu, J.Y. Fractal characteristics of concrete fragmentation under impact loading. J. Mater. Civ. Eng. 2017, 29, 04016244. [Google Scholar] [CrossRef]
- Xie, Q.J.; Zhu, Z.W.; Kang, G.Z. Dynamic stress-strain behavior of frozen soil: Experiments and modeling. Cold Reg. Sci. Technol. 2014, 106–107, 153–160. [Google Scholar] [CrossRef]
- Zhang, Z.X.; Kou, S.Q.; Jiang, L.G.; Lindqvist, P.A. Effects of loading rate on rock fracture: Fracture characteristics and energy partitioning. Int. J. Rock Mech. Min. Sci. 2000, 37, 745–762. [Google Scholar] [CrossRef]
- Yang, R.Z.; Xu, Y.; Chen, P.Y.; Wang, J. Experimental study on dynamic mechanics and energy evolution of rubber concrete under cyclic impact loading and dynamic splitting tension. Constr. Build. Mater. 2020, 262, 120071. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Study Findings |
|---|---|
| Wolf et al. [15] | The bond strength of 3D printed concrete was reduced significantly when specimens were exposed to dry curing conditions, resulting in the decrease of compressive strength. |
| Sanjayan et al. [16] | The decrease in the surface moisture content with the increasing print-time interval caused the decline of interface bond strength between layers. |
| Panda et al. [17] | The low yield strength material could be well mixed with the previous layer to form a good bond strength; reducing the nozzle height improved interface bond strength. |
| Reference | Research Contents |
|---|---|
| Wang et al. [20] | The dynamical compressive properties of fiber reinforced high strength concrete (FRHSC) |
| Ma et al. [21] | The dynamic behavior and the absorbed energy of basalt fiber reinforced cement soil |
| Li et al. [22] | The dynamic compressive properties of light-weight geopolymer composites |
| Diameter (mm) | ≥2.5 | 1.18–2.5 | 0.63–1.18 | 0.315–0.63 | 0.16–0.315 | <0.16 |
|---|---|---|---|---|---|---|
| Percentage by mass (%) | 0.40 | 1.52 | 2.30 | 50.48 | 41.38 | 3.92 |
| Cement | Silica Fume | Fly Ash | Sand | Water | Superplasticizer | Thicker Agent | Workability (mm) | Buildability (mm) |
|---|---|---|---|---|---|---|---|---|
| 1 | 0.02 | 0.33 | 0.8 | 0.34 | 0.001 | 0.0005 | 190 | 77 |
| 1 | 0.02 | 0.33 | 1.1 | 0.34 | 0.001 | 0.0005 | 172 | 79 |
| 1 | 0.02 | 0.33 | 1.4 | 0.34 | 0.001 | 0.0005 | 156 | 80 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mo, Y.; Yue, S.; Zhou, Q.; Feng, B.; Liu, X. Dynamic Properties and Fractal Characteristics of 3D Printed Cement Mortar in SHPB Test. Materials 2021, 14, 5554. https://doi.org/10.3390/ma14195554
Mo Y, Yue S, Zhou Q, Feng B, Liu X. Dynamic Properties and Fractal Characteristics of 3D Printed Cement Mortar in SHPB Test. Materials. 2021; 14(19):5554. https://doi.org/10.3390/ma14195554
Chicago/Turabian StyleMo, Yixin, Songlin Yue, Qizhen Zhou, Bowei Feng, and Xiao Liu. 2021. "Dynamic Properties and Fractal Characteristics of 3D Printed Cement Mortar in SHPB Test" Materials 14, no. 19: 5554. https://doi.org/10.3390/ma14195554