
The Effect of Polymer Powder on the Cracking of the Subbase Layer Composed of Cold Recycled Bitumen Emulsion Mixtures




Abstract
:1. Introduction
2. Experiment Design
3. Materials and Methods
3.1. Materials
3.1.1. Mineral Mixture
3.1.2. Redispersible Polymer Powder
3.1.3. Cement
3.1.4. Bitumen Emulsion
3.1.5. Specimen
3.2. Methods
3.2.1. Basic Parameters of Mixtures
3.2.2. Semi-Circular Bending Test
4. Results and Discussion
4.1. Basic Parameters of Mixtures
4.2. Semi-Cicular Bending Test
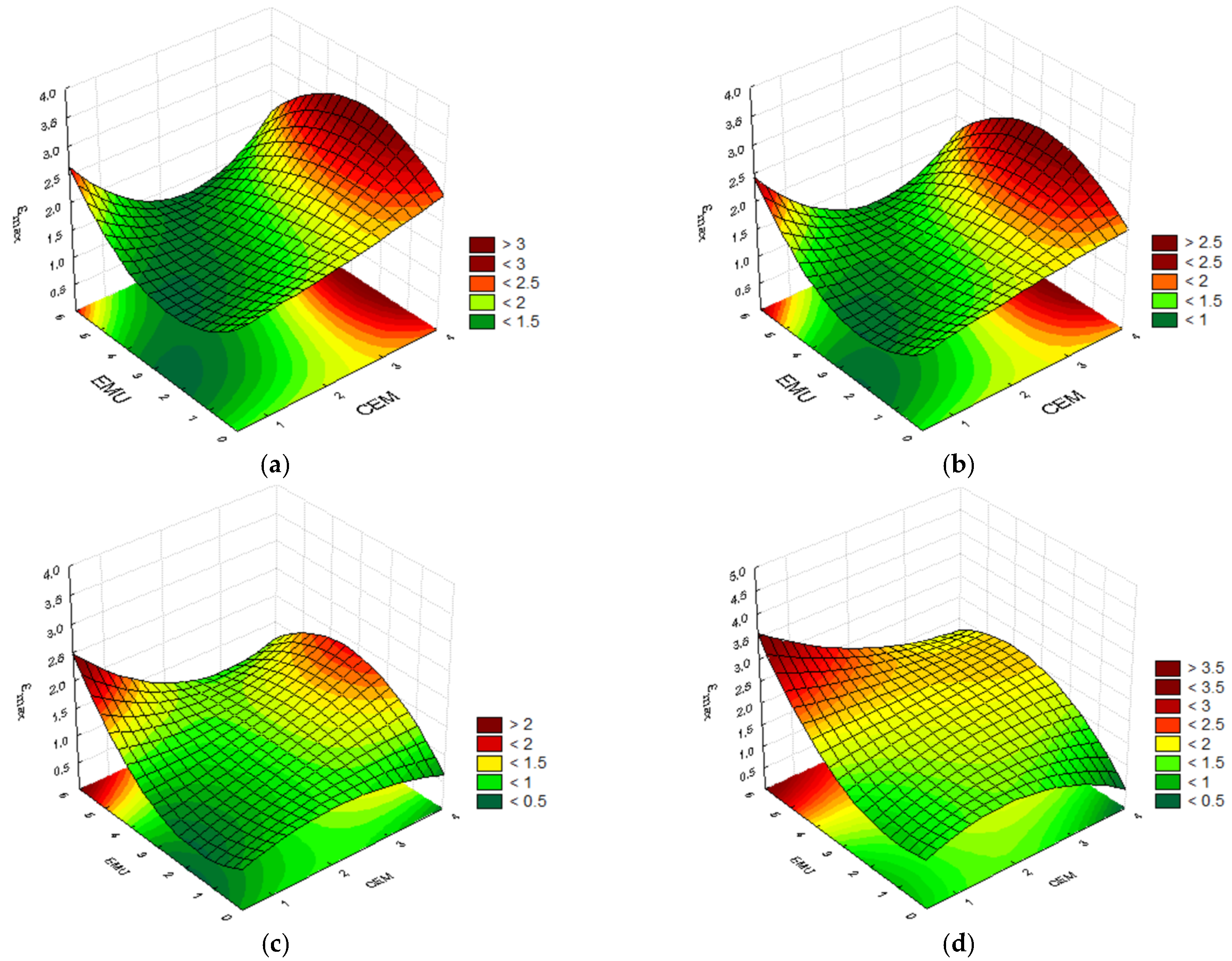
4.2.1. Strain at Maximum Force εmax
4.2.2. Stress at Break σmax
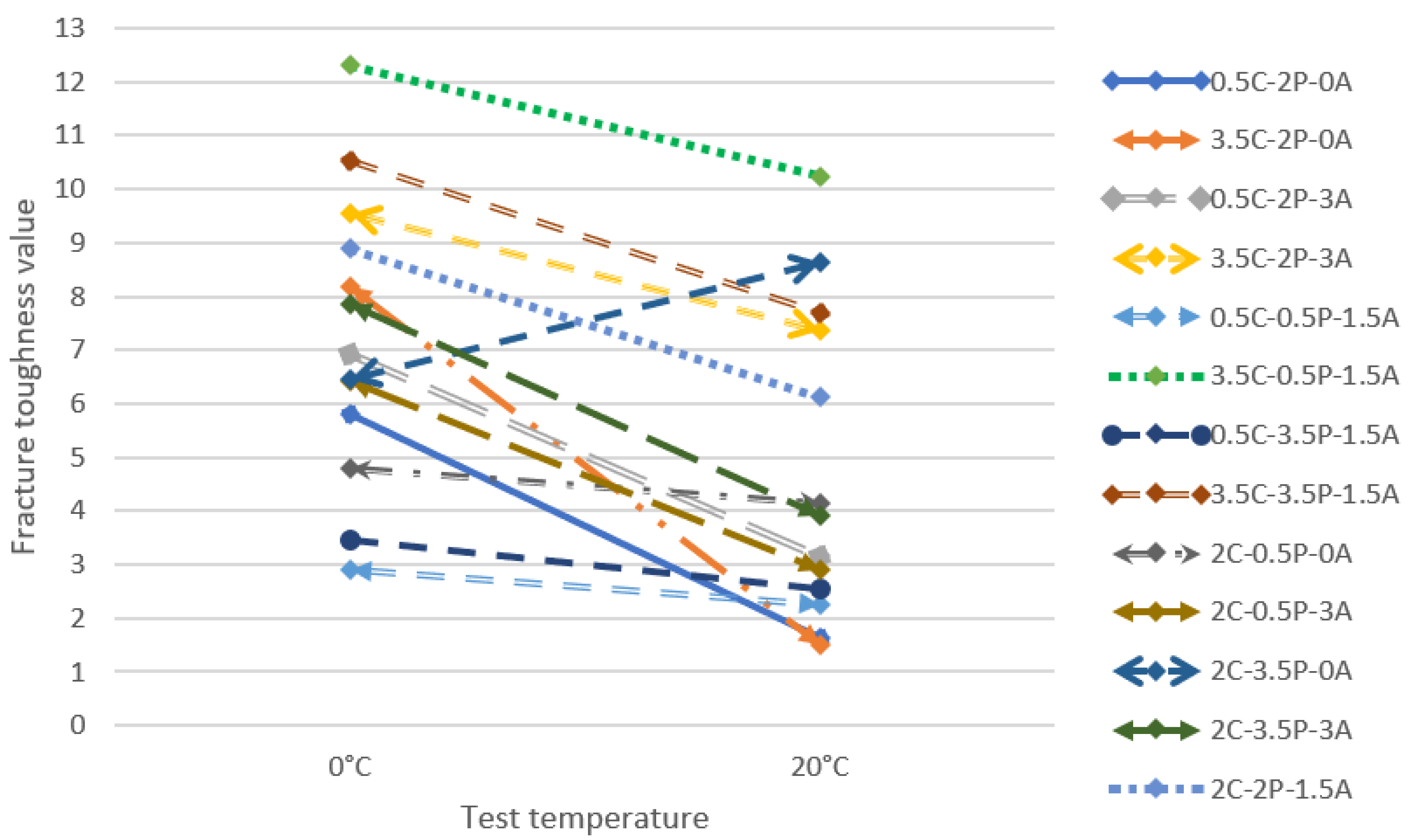
4.2.3. Fracture Toughness KIC
5. Conclusions
- The addition of a polymer modifier to a mineral–cement mixture containing bitumen emulsion achieves positive results for a broader range of cement and emulsion contents in the recycled mixture. It is not necessary to dose the maximum quantities of the aforementioned binders, i.e., above 4.0%, to obtain a high fracture resistance. With the 3.5% of modifier content, there is a real chance to reduce the cement and emulsion contents to nearly 1.0%.
- The strain at maximum force εmax parameter is twice as high when conducting tests at 20 °C, i.e., εmax = 3.0, while for 0 °C, εmax = 1.5. The addition of polymer to the mixture substantially improves the results while simultaneously reducing the bitumen emulsion content. This confirms the modifier’s contribution to ensuring the subbase’s higher strainability prior to fracturing.
- The recycled subbase’s stress at break σmax decreases along with an increase in its polymer content. It must be noted that an increase in the modifier content results in more constant stress, regardless of the emulsion and cement contents in the mixture. For a polymer content of 0.0%, σmax = 0.1 ÷ 0.6, whereas for polymer content of 3.5%, the stress σmax = 0.2 ÷ 0.3.
- The recycled subbase’s stress at break σmax is nearly twice as lower when comparing the results for the mixture with no polymer content to the mixture with a polymer content of 3.5%.
- The recycled mixture’s polymer content of 2.0% already substantially reduces the occurring stress at break.
- An increase in the recycled mixture’s polymer powder content contributes to more stable fracture toughness KIC results. For polymer content of 0.0%, KIC = 2.0 ÷ 14.0, whereas for polymer content of 2.0%, KIC = 8.0 ÷ 14.0. The best results can be expected from mixtures with polymer contents of approx. 2.0%.
Author Contributions
Funding

Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Buczyński, P.; Iwański, M. Fatigue Life Comparison of Recycled Cold Mixes with Foamed Bitumen and with Bitumen Emulsion. Procedia Eng. 2017, 172, 135–142. [Google Scholar] [CrossRef]
- Lin, J.; Hong, J.; Xiao, Y. Dynamic characteristics of 100% cold recycled asphalt mixture using asphalt emulsion and cement. J. Clean. Prod. 2017, 156, 337–344. [Google Scholar] [CrossRef]
- Bessa, I.S.; Almeida, L.R.; Vasconcelos, K.L.; Bernucci, L.L. Design of cold recycled mixes with asphalt emulsion and portland cement. Can. J. Civ. Eng. 2016, 43, 773–782. [Google Scholar] [CrossRef] [Green Version]
- Kukiełka, J.; Dębiński, M. Mineral-cement-emulsion mixtures (MCEM) modified with fine rubber. Bud. i Arch. 2016, 15, 115–121. [Google Scholar] [CrossRef]
- Kukiełka, J.; Bańkowski, W.; Mirski, K. Asphalt-Cement Concretes with Reclaimed Asphalt Pavement and Rubber Powder from Recycled Tire. Materials 2021, 14, 2412. [Google Scholar] [CrossRef] [PubMed]
- Buczyński, P.; Iwański, M. Inactive Mineral Filler as a Stiffness Modulus Regulator in Foamed Bitumen-Modified Recycled Base Layers. IOP Conf. Series: Mater. Sci. Eng. 2017, 245, 032042. [Google Scholar] [CrossRef]
- Buczyński, P. The Influence Mineral Dust from Dedusting on the Pavements Properties with Foam Bitumen; Wydział Budownictwa i Architektury, Politechnika Świętokrzyska w Kielcach: Kielce, Poland, 2012. [Google Scholar]
- Niazi, Y.; Jalili, M. Effect of Portland cement and lime additives on properties of cold in-place recycled mixtures with asphalt emulsion. Constr. Build. Mater. 2009, 23, 1338–1343. [Google Scholar] [CrossRef]
- Iwanski, M.M.; Chomicz-Kowalska, A.; Maciejewski, K. Impact of Additives on the Foamability of a Road Paving Bitumen. IOP Conf. Ser. Mater. Sci. Eng. 2019, 603, 042040. [Google Scholar] [CrossRef]
- Iwański, M.M.; Chomicz-Kowalska, A.; Maciejewski, K. Effect of Surface Active Agent (SAA) on 50/70 Bitumen Foaming Characteristics. Materials 2019, 12, 3514. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Iwański, M.; Chomicz-Kowalska, A.; Maciejewski, K. Application of synthetic wax for improvement of foamed bitumen parameters. Constr. Build. Mater. 2015, 83, 62–69. [Google Scholar] [CrossRef] [Green Version]
- Buczyński, P.; Iwański, M. Complex modulus change within the linear viscoelastic region of the mineral-cement mixture with foamed bitumen. Constr. Build. Mater. 2018, 172, 52–62. [Google Scholar] [CrossRef]
- Iwański, M.; Buczyński, P.; Mazurek, G. Optimization of the road binder used in the base layer in the road construction. Constr. Build. Mater. 2016, 125, 1044–1054. [Google Scholar] [CrossRef] [Green Version]
- Bocci, E.; Graziani, A.; Bocci, M. Cold In-place Recycling for a Base Layer of an Italian High-Traffic Highway. Int. Symp. Asph. Pavement Environ. 2019, 48, 313–322. [Google Scholar] [CrossRef]
- Dolzycki, B.; Szydlowski, C.; Jaczewski, M. The influence of combination of binding agents on fatigue properties of deep cold in-place recycled mixtures in Indirect Tensile Fatigue Test (ITFT). Constr. Build. Mater. 2019, 239, 117825. [Google Scholar] [CrossRef]
- Szydłowski, C. Investiagtion of mineral-cement-emulsion (MCE) road subbase fracture parameters. Mater. Bud. 2017, 1, 83–87. [Google Scholar]
- Li, X.-J.; Marasteanu, M.O. Using Semi Circular Bending Test to Evaluate Low Temperature Fracture Resistance for Asphalt Concrete. Exp. Mech. 2009, 50, 867–876. [Google Scholar] [CrossRef]
- Jaskula, P.; Szydlowski, C.; Stienss, M. Influence of bitumen type on cracking resistance of asphalt mixtures used in pavement overlays. Transp. Overv. Prz. Komun. 2018, 2018, 49–59. [Google Scholar] [CrossRef]
- Mazurek, G. The Viscoelastic Characteristics of the Asphalt Concrete Modified with Different Synthetic Waxes Using a Modified Huet-Sayegh Model. In Proceedings of the “Environmental Engineering” 10th International Conference, Vilnius, Lithuania, 27–28 April 2017. [Google Scholar] [CrossRef]
- Kong, X.-M.; Wu, C.-C.; Zhang, Y.-R.; Li, J.-L. Polymer-modified mortar with a gradient polymer distribution: Preparation, permeability, and mechanical behaviour. Constr. Build. Mater. 2013, 38, 195–203. [Google Scholar] [CrossRef]
- Słowik, M. Selected Issues of Viscoselability of Modified Road Asphalts Containing SBS Elastomer; Wydawnictwo Politechniki Poznańskiej: Poznań, Poland, 2013. [Google Scholar]
- Łukowski, P. Modyfikacja Materiałowa Betonu; Stowarzyszenie Producentów Cementu: Kraków, Poland, 2016. [Google Scholar]
- Buczynski, P.; Iwanski, M. Rheological properties of mineral-cement mix with foamed bitumen with the addition of redis-persible polymer powder. IOP Conf. Ser. Mater. Sci. Eng. 2019, 471, 032013. [Google Scholar] [CrossRef]
- Buczyński, P.; Iwański, M. The Influence of a Polymer Powder on the Properties of a Cold-Recycled Mixture with Foamed Bitumen. Materials 2019, 12, 4244. [Google Scholar] [CrossRef] [Green Version]
- Buczyński, P.; Iwański, M.; Krasowski, J. Assessment of the Impact of Hydraulic Binder on the Properties of the Cold Recycled Mixture with Foamed Bitumen and Bitumen Emulsion: Field Tests. Buildings 2020, 10, 223. [Google Scholar] [CrossRef]
- Gadomska-Gajadhur AJańczewski, D.; Różycki, C.; Synoradzki, L. Politechnika Warszawska, Projektowanie Procesów Technologicznych: Matematyczne Metody Planowania Eksperymentów; Oficyna Wydawnicza Politechniki Warszawskiej: Warszawa, Poland, 2020. [Google Scholar]
- Dołżycki, B. Instrukcja Projektowania i Wbudowania Mieszanek Mineralno-Cementowo-Emulsyjnych (MCE); GDDKiA: Warszawa, Poland, 2019. [Google Scholar]
- Wirtgen. Cold Recycling Technology. 2012. Available online: https://www.wirtgen-group.com/media/02_wirtgen/05_pdfs/praxisratgeber_leseproben/manual_cold-recycling_excerpt_en.pdf (accessed on 12 July 2021).
- PN-EN 933-1:2012. Tests for Geometrical Properties of Aggregates. Determination of Particle Size Distribution. Sieving Method; Polish Standards Institution: Warszawa, Poland, 2012. [Google Scholar]
- PN-EN 1097-6. Tests for Mechanical and Physical Properties of Aggregates. Determination of Particle Density and Water Absorption; Polish Standards Institution: Warszawa, Poland, 2013. [Google Scholar]
- PN-EN 933-4. Tests for Geometrical Properties of Aggregates. Determination of Particle Shape. Shape Index; Polish Standards Institution: Warszawa, Poland, 2008. [Google Scholar]
- PN-EN 933-3. Tests for Geometrical Properties of Aggregates. Determination of Particle Shape. Flakiness Index; Polish Standards Institution: Warszawa, Poland, 2012. [Google Scholar]
- EN 933-5. Tests for Geometrical Properties of Aggregates. Determination of Percentage of Crushed and Broken Surfaces in Coarse Aggregate Particles; Polish Standards Institution: Warszawa, Poland, 2000. [Google Scholar]
- PN-EN 1367-1. Tests for Thermal and Weathering Properties of Aggregates. Determination of Resistance to Freezing and Thawing; Polish Standards Institution: Warszawa, Poland, 2007. [Google Scholar]
- PN-EN 1097-2. Tests for Mechanical and Physical Properties of Aggregates. Methods for the Determination of Resistance to Fragmentation; Polish Standards Institution: Warszawa, Poland, 2010. [Google Scholar]
- PN-EN 1097-1. Tests for Mechanical and Physical Properties of Aggregates. Determination of the Resistance to Wear (Micro-Deval); Polish Standards Institution: Warszawa, Poland, 2011. [Google Scholar]
- PN-EN 197-1. Cement.Composition, Specifications and Conformity Criteria for Common Cements; Polish Standards Institution: Warszawa, Poland, 2012. [Google Scholar]
- PN-EN 196-3. Methods of Testing Cement. Determination of Setting Times and Soundness; Polish Standards Institution: Warszawa, Poland, 2016. [Google Scholar]
- PN-EN 196-1:2016. Methods of Testing Cement. Determination of Strength; Polish Standards Institution: Warszawa, Poland, 2016. [Google Scholar]
- PN-EN 196-6. Methods of Testing Cement. Determination of Fineness; Polish Standards Institution: Warszawa, Poland, 2019. [Google Scholar]
- PN-EN 13808. Bitumen and Bituminous Binders-Framework for Specifying Cationic Bituminous Emulsions; Polish Standards Institution: Warszawa, Poland, 2013. [Google Scholar]
- PN-EN 13286-2. Unbound and Hydraulically Bound Mixtures. Test Methods for Laboratory Reference Density and Water Content. Proctor compaction; Polish Standards Institution: Warszawa, Poland, 2010. [Google Scholar]
- Iwański, M.; Chomicz-Kowalska, A.; Buczyński, P.; Mazurek, G.; Cholewińska, M.; Iwański, M.M. Procedury Projektowania Oraz Wytyczne Stosowania Materiałów Odpadowych i z Recyklingu do Technologii Wytwarzania Mieszanek Metodą na Zimno z Asfaltem Spienionym (MCAS); NCBiR, GDDKiA: Warszawa, Poland, 2018. [Google Scholar]
- PN-EN 12697-30. Bituminous Mixtures. Test Methods. Specimen Preparation by Impact Compactor; Polish Standards Institution: Warszawa, Poland, 2018. [Google Scholar]
- PN-EN 12697-44. Bituminous Mixtures—Test Methods—Part 44: Crack Propagation by Semi-Circular Bending Test; Polish Standards Institution: Warszawa, Poland, 2019. [Google Scholar]
- PN-EN 12697-6. Bituminous Mixtures. Test Methods. Determination of Bulk Density of Bituminous Specimens; Polish Standards Institution: Warszawa, Poland, 2020. [Google Scholar]
- WT-2. Nawierzchnie Asfaltowe na Drogach Krajowych. Mieszanki Mineralno-Asfaltowe; GDDKiA: Warszawa, Poland, 2014. [Google Scholar]
- PN-EN 12697-23. Bituminous Mixtures. Test Methods. Determination of the Indirect Tensile Strength of Bituminous Specimens; Polish Standards Institution: Warszawa, Poland, 2017. [Google Scholar]
- Buczyński, P.; Iwański, M.; Mazurek, G.; Krasowski, J.; Krasowski, M. Effects of Portland Cement and Polymer Powder on the Properties of Cement-Bound Road Base Mixtures. Materials 2020, 13, 4253. [Google Scholar] [CrossRef] [PubMed]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Test | U.M. | Result | Category |
|---|---|---|---|---|
| Dimension d/D | EN 933-1 [29] | – | – | 0/31 |
| Particle size distribution | EN 933-1 [29] | – | – | GA90 |
| Density | EN 1097-6 [30] | mg/m3 | 2.71 | 2.71 |
| Shape index | EN 933-4 [31] | % | 16.0 | SI25 |
| Flakiness index | EN 933-3 [32] | % | 14.0 | FI25 |
| Percentage of crushed and broken surfaces | EN 933-5 [33] | % | 98/2 | C90/3 |
| Frost resistance | EN 1367-1 [34] | % | 3.4 | F1 |
| Resistance to fragmentation | EN 1097-2 [35] | % | 23 | LA30 |
| Abrasion resistance | EN 1097-1 [36] | % | 17.5 | MDE25 |
| Property | Test | U.M. | Result | Category |
|---|---|---|---|---|
| Dimension d/D | EN 933-1 [29] | – | – | 0/4 |
| Particle size distribution | EN 933-1 [29] | – | – | GF85 |
| Density | EN 1097-6 [30] | mg/m3 | 2.83 | 2.83 |
| Component | C | O | Mg | Si | Ca | Al |
|---|---|---|---|---|---|---|
| Share (%) | 67.67 | 29.13 | 0.52 | 1.65 | 0.75 | 0.29 |
| Property | Test Method | Unit of Measure | Result |
|---|---|---|---|
| Initial setting time | EN 196-3 [38] | min | 209 |
| Compressive strength | EN 196-1 [39] | – | – |
| at 2 days | MPa | 27.2 | |
| at 28 days | MPa | 55.6 | |
| Soundness | EN 196-3 [38] | mm | 0.8 |
| Specific surface area | EN 196-6 [40] | cm2/g | 3360 |
| Property | Unit of Measure | C60B10ZM/R |
|---|---|---|
| Binder content | % (m/m) | 60.0 |
| Cement mixing stability | g | 0.3 |
| Sieve residue 0.5 mm | % (m/m) | 0.06 |
| Discharge time Ø 2 mm at 40°C | s | 27 |
| Adhesion to aggregate | % | 75 |
| Recycled bitumen penetration | 0.1 mm | 53 |
| Recycled bitumen’s softening point | °C | 55.2 |
| Parameter | – | – | – | Vm | – | Water Absorption (nw) | – | ITSDRY | – | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mixture | V (%) | σ | Vm (%) | V (%) | σ | nw (%) | V (%) | σ | ITSDRY (kPa) | V (%) | σ | |
| 0.5C-0.5P-1.5A | 2.247 | 0.4 | 0.01 | 12.34 | 2.5 | 0.30 | 2.92 | 1.9 | 0.06 | 396.85 | 1.7 | 6.74 |
| 2.0C-0.5P-0.0A | 2.293 | 0.3 | 0.01 | 12.58 | 2.1 | 0.26 | 3.98 | 3.6 | 0.14 | 643.94 | 2.3 | 14.72 |
| 2.0C-0.5P-3.0A | 2.160 | 0.0 | 0.01 | 13.16 | 0.7 | 0.09 | 2.74 | 2.1 | 0.06 | 644.42 | 4.6 | 29.72 |
| 3.5C-0.5P-1.5A | 2.263 | 0.7 | 0.02 | 10.45 | 2.8 | 0.29 | 1.62 | 6.9 | 0.11 | 1608.69 | 2.0 | 31.70 |
| 0.5C-2.0P-0.0A | 2.239 | 0.4 | 0.01 | 9.78 | 4.1 | 0.40 | 3.43 | 3.2 | 0.11 | 363.95 | 2.6 | 9.60 |
| 0.5C-2.0P-3.0A | 2.151 | 0.9 | 0.02 | 11.19 | 1.9 | 0.21 | 2.41 | 23.3 | 0.56 | 333.55 | 2.9 | 9.66 |
| 2.0C-2.0P-1.5A | 2.200 | 0.8 | 0.02 | 12.45 | 5.5 | 0.70 | 2.81 | 12.9 | 0.36 | 714.88 | 3.2 | 22.86 |
| 3.5C-2.0P-0.0A | 2.239 | 0.5 | 0.01 | 8.83 | 3.3 | 0.29 | 2.69 | 7.8 | 0.21 | 1370.25 | 3.6 | 48.87 |
| 3.5C-2.0P-3.0A | 2.183 | 0.4 | 0.01 | 13.93 | 5.1 | 0.71 | 1.31 | 14.3 | 0.19 | 1163.31 | 1.2 | 13.66 |
| 0.5C-3.5P-1.5A | 2.170 | 0.3 | 0.01 | 13.09 | 1.7 | 0.23 | 3.26 | 7.9 | 0.26 | 278.64 | 7.8 | 21.79 |
| 2.0C-3.5P-0.0A | 2.203 | 0.5 | 0.01 | 13.55 | 3.0 | 0.41 | 3.48 | 2.2 | 0.08 | 591.55 | 2.3 | 13.77 |
| 2.0C-3.5P-3.0A | 2.110 | 0.6 | 0.01 | 13.20 | 3.7 | 0.48 | 3.10 | 7.6 | 0.23 | 370.81 | 2.5 | 9.27 |
| 3.5C-3.5P-1.5A | 2.180 | 0.8 | 0.01 | 12.15 | 5.8 | 0.71 | 2.02 | 6.4 | 0.13 | 1226.37 | 8.2 | 100.53 |
| Parameter | – | 0 °C | 20 °C | ||
|---|---|---|---|---|---|
| – | Factor | Regressn Coeff. | p | Regressn Coeff. | p |
| Mean/Interc. | 1.14 | 0.0001 | 1.41 | 0.0001 | |
| (1)CEM (L) | 0.01 | 0.9814 | 0.25 | 0.1804 | |
| CEM (Q) | −0.01 | 0.8427 | 0.02 | 0.5209 | |
| (2)EMU (L) | −0.15 | 0.0199 | −0.09 | 0.3154 | |
| εmax | EMU (Q) | 0.02 | 0.0051 | 0.01 | 0.2629 |
| (3)RPP (L) | 0.12 | 0.3515 | −0.88 | 0.0001 | |
| RPP (Q) | −0.02 | 0.4250 | 0.22 | 0.0001 | |
| 1L by 2L | 0.01 | 0.3787 | −0.02 | 0.2469 | |
| 1L by 3L | 0.03 | 0.2307 | −0.07 | 0.0421 | |
| 2L by 3L | −0.01 | 0.7424 | 0.07 | 0.0006 | |
| Mean/Interc. | 0.05 | 0.2193 | −0.04 | 0.1594 | |
| (1)CEM (L) | 0.05 | 0.0563 | 0.12 | 0.0001 | |
| CEM (Q) | 0.01 | 0.2892 | −0.01 | 0.0001 | |
| (2)EMU (L) | 0.02 | 0.2404 | 0.05 | 0.0001 | |
| σmax | EMU (Q) | −0.01 | 0.2635 | −0.01 | 0.0001 |
| (3)RPP (L) | 0.09 | 0.0033 | 0.03 | 0.1594 | |
| RPP (Q) | −0.01 | 0.0146 | 0.01 | 0.0781 | |
| 1L by 2L | 0.01 | 0.3868 | 0.01 | 0.0001 | |
| 1L by 3L | −0.01 | 0.1472 | −0.01 | 0.0017 | |
| 2L by 3L | −0.01 | 0.8550 | −0.01 | 0.0001 | |
| Mean/Interc. | −0.64 | 0.4837 | −0.96 | 0.2326 | |
| (1)CEM (L) | 2.59 | 0.0001 | 3.05 | 0.0001 | |
| CEM (Q) | −0.08 | 0.4943 | −0.42 | 0.0001 | |
| (2)EMU (L) | 1.14 | 0.0001 | 1.35 | 0.0001 | |
| KIC | EMU (Q) | −0.17 | 0.0001 | −0.28 | 0.0001 |
| (3)RPP (L) | 3.22 | 0.0001 | 0.55 | 0.2613 | |
| RPP (Q) | −0.62 | 0.0001 | 0.23 | 0.0287 | |
| 1L by 2L | 0.01 | 0.7948 | 0.29 | 0.0001 | |
| 1L by 3L | −0.26 | 0.0163 | −0.31 | 0.0010 | |
| 2L by 3L | −0.01 | 0.8384 | −0.23 | 0.0001 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krasowski, J.; Buczyński, P.; Iwański, M. The Effect of Polymer Powder on the Cracking of the Subbase Layer Composed of Cold Recycled Bitumen Emulsion Mixtures. Materials 2021, 14, 5867. https://doi.org/10.3390/ma14195867
Krasowski J, Buczyński P, Iwański M. The Effect of Polymer Powder on the Cracking of the Subbase Layer Composed of Cold Recycled Bitumen Emulsion Mixtures. Materials. 2021; 14(19):5867. https://doi.org/10.3390/ma14195867
Chicago/Turabian StyleKrasowski, Jakub, Przemysław Buczyński, and Marek Iwański. 2021. "The Effect of Polymer Powder on the Cracking of the Subbase Layer Composed of Cold Recycled Bitumen Emulsion Mixtures" Materials 14, no. 19: 5867. https://doi.org/10.3390/ma14195867
APA StyleKrasowski, J., Buczyński, P., & Iwański, M. (2021). The Effect of Polymer Powder on the Cracking of the Subbase Layer Composed of Cold Recycled Bitumen Emulsion Mixtures. Materials, 14(19), 5867. https://doi.org/10.3390/ma14195867