
The Synergy between Bio-Aggregates and Industrial Waste in a Sustainable Cement Based Composite

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Fly Ash and Cement Analysis
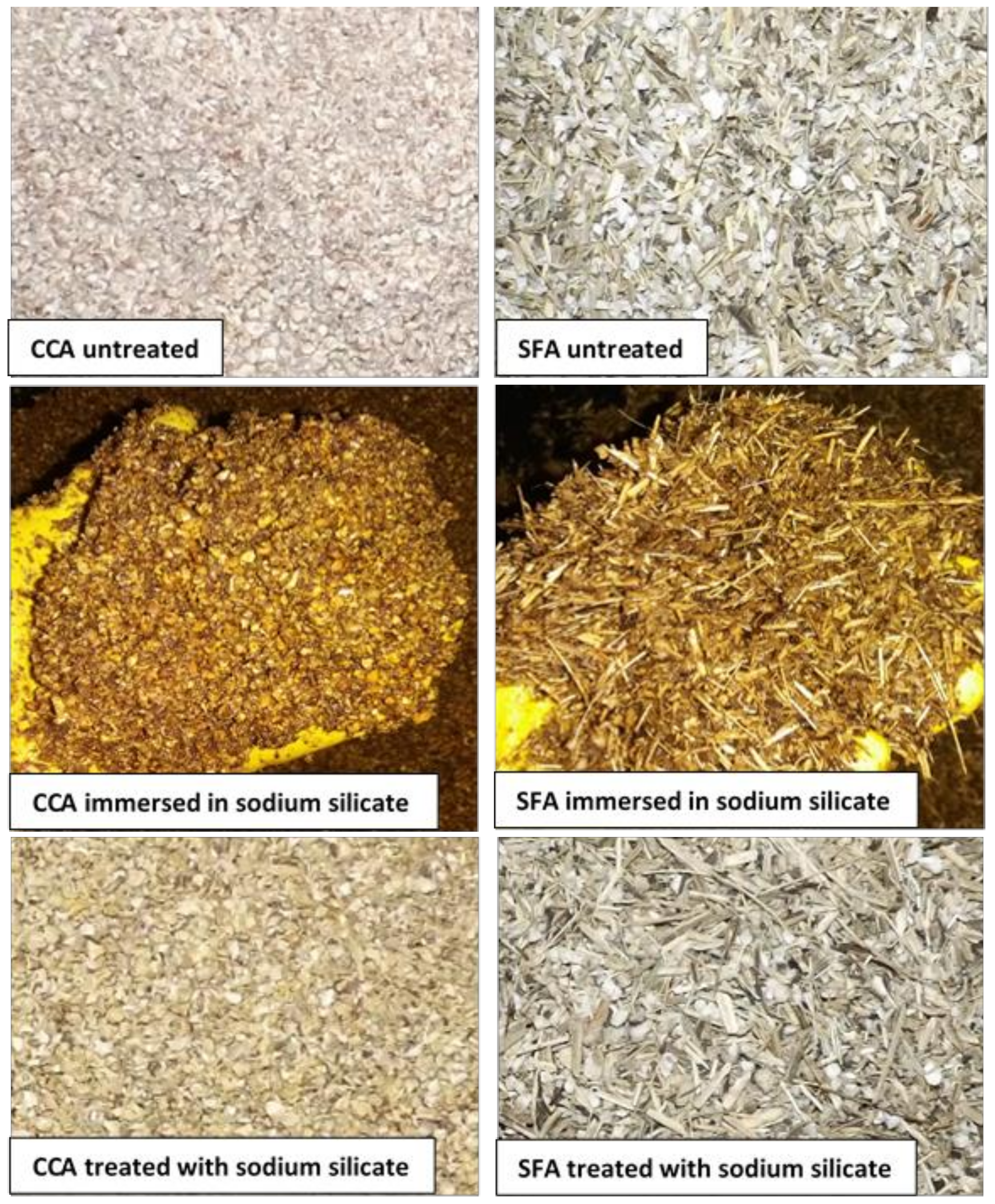
2.2.2. Vegetal Aggregates Preparation
2.2.3. Composite Mixes Preparation
2.2.4. Composite Specimens Properties
Density Determination of the Fresh and Hardened Cement-Based Composite
Compressive Strength
Splitting Tensile Strength
Static Modulus of Elasticity Determination of the Cement-Based Composite
Determination of the Resistance of the Composites to Repeated Freeze-Thaw Cycles
3. Results and Discussions
3.1. Fly Ash and Cement
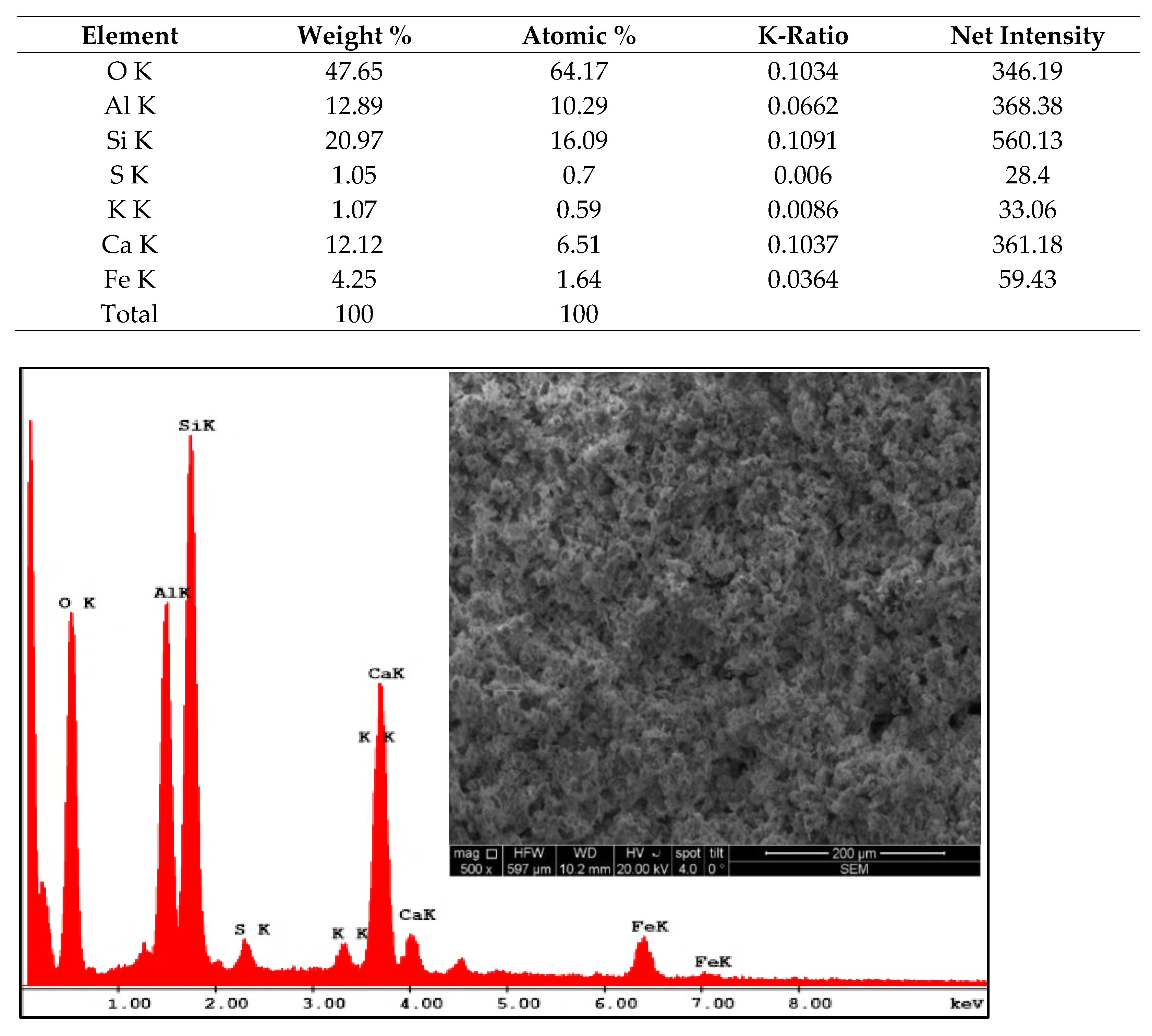
3.1.1. Cement
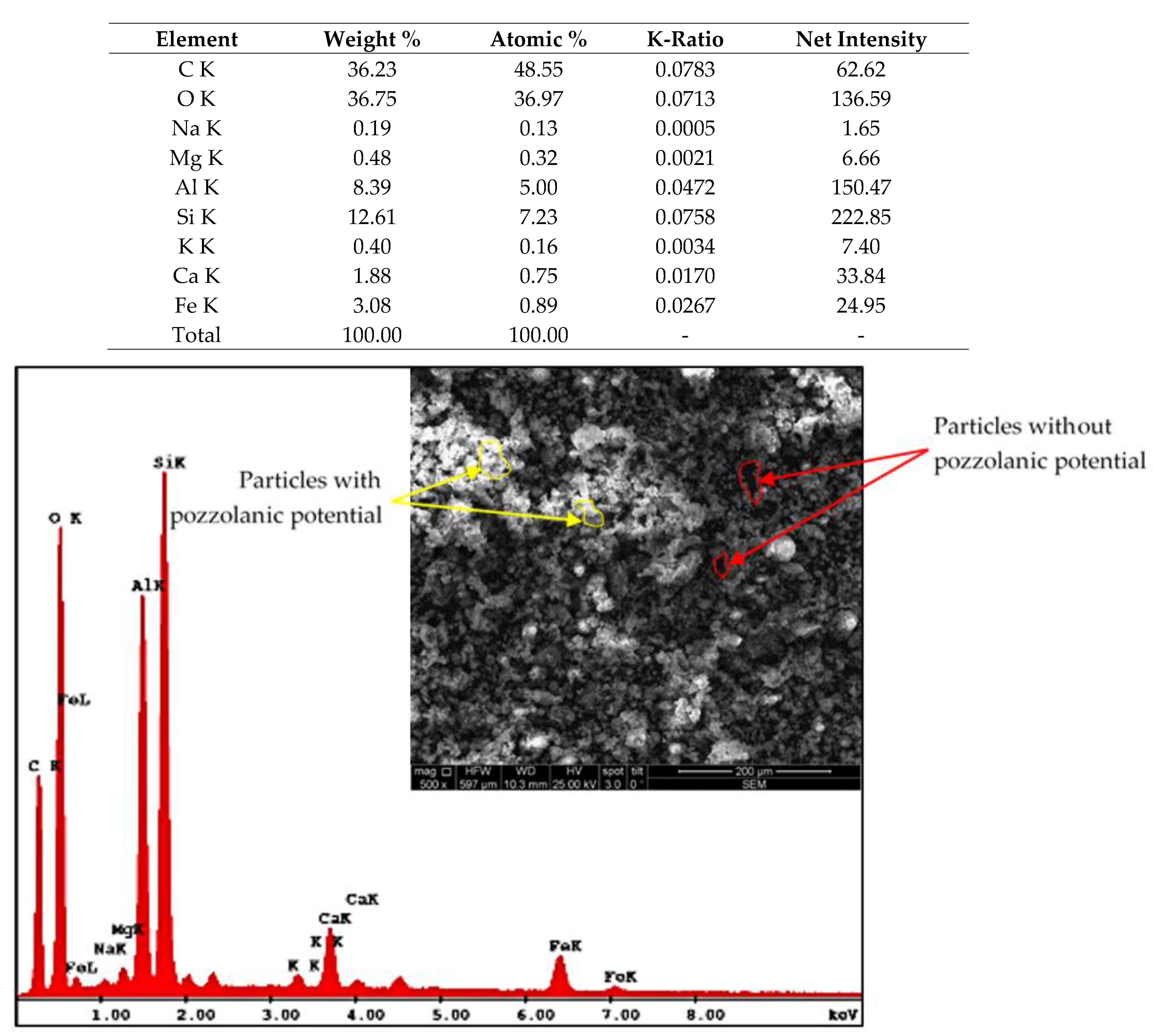
3.1.2. Fly Ash
3.2. Composite Specimens Properties
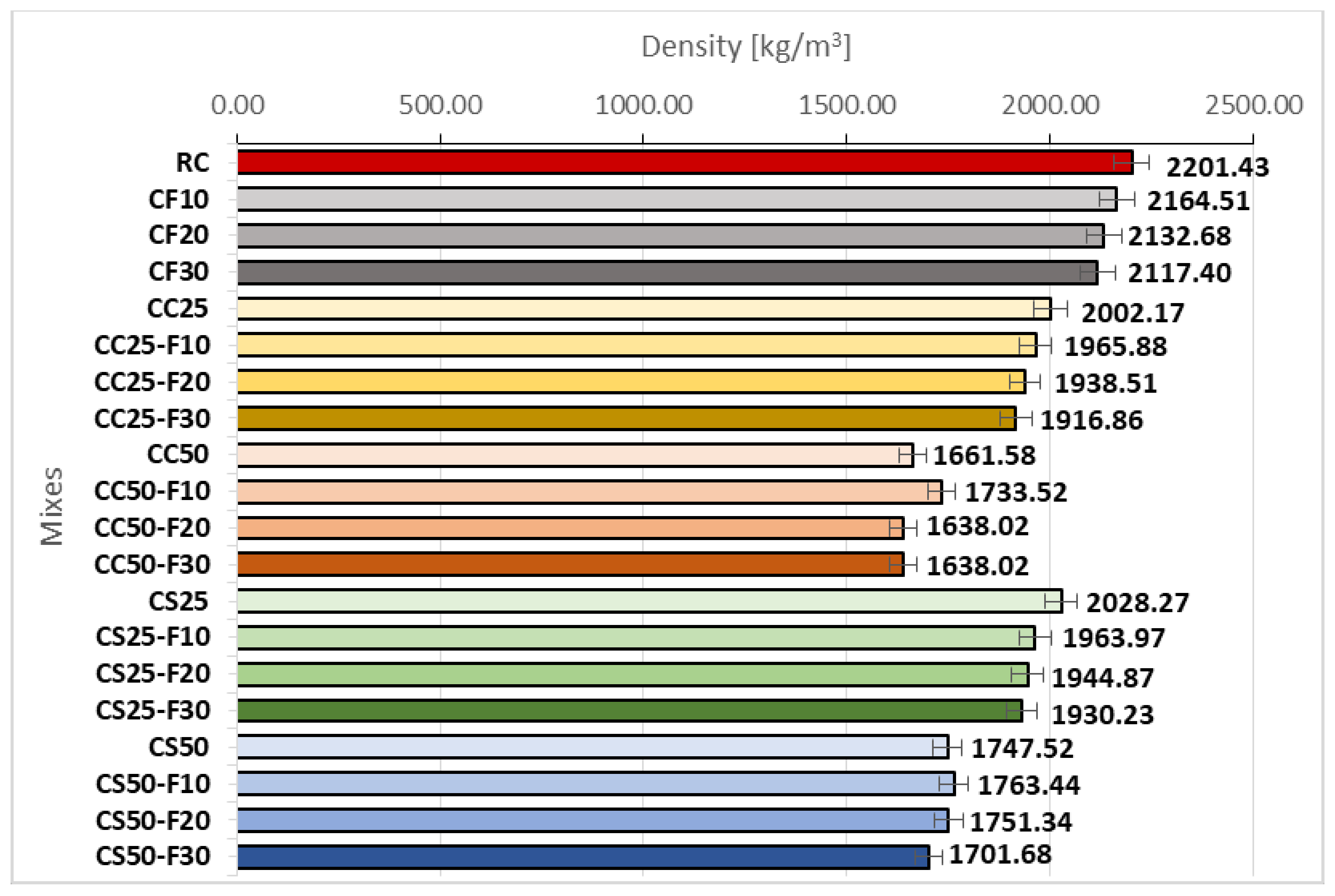
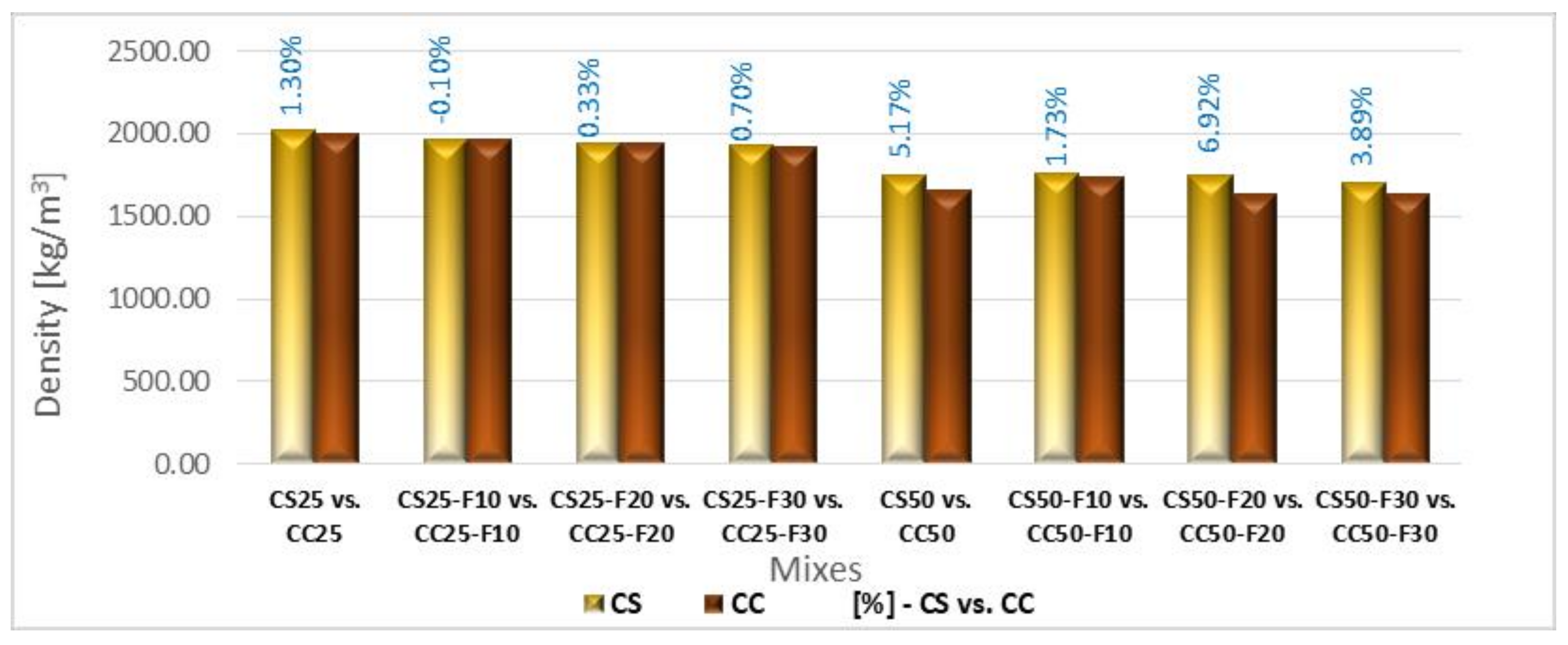
3.2.1. Density
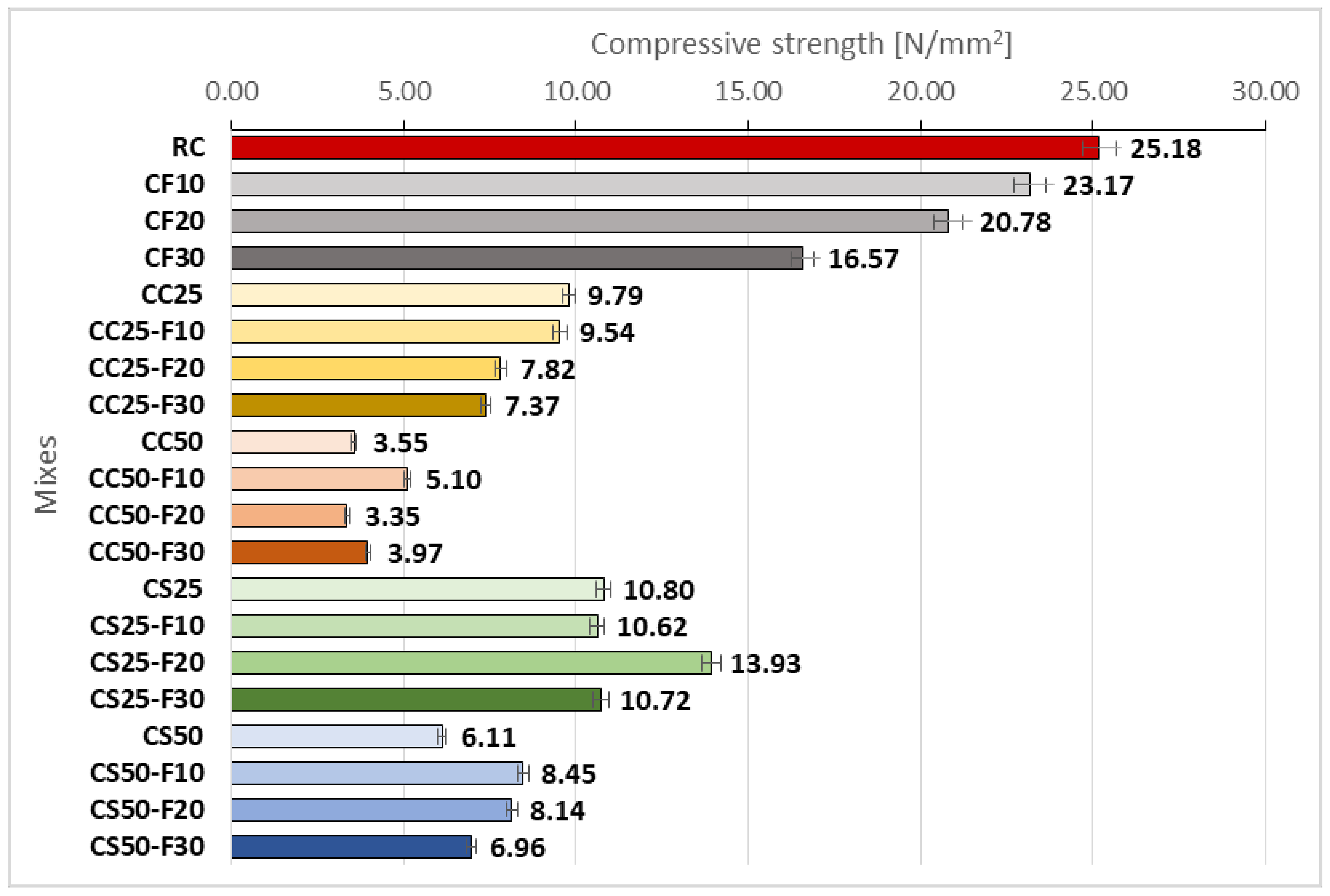
3.2.2. Compressive Strength
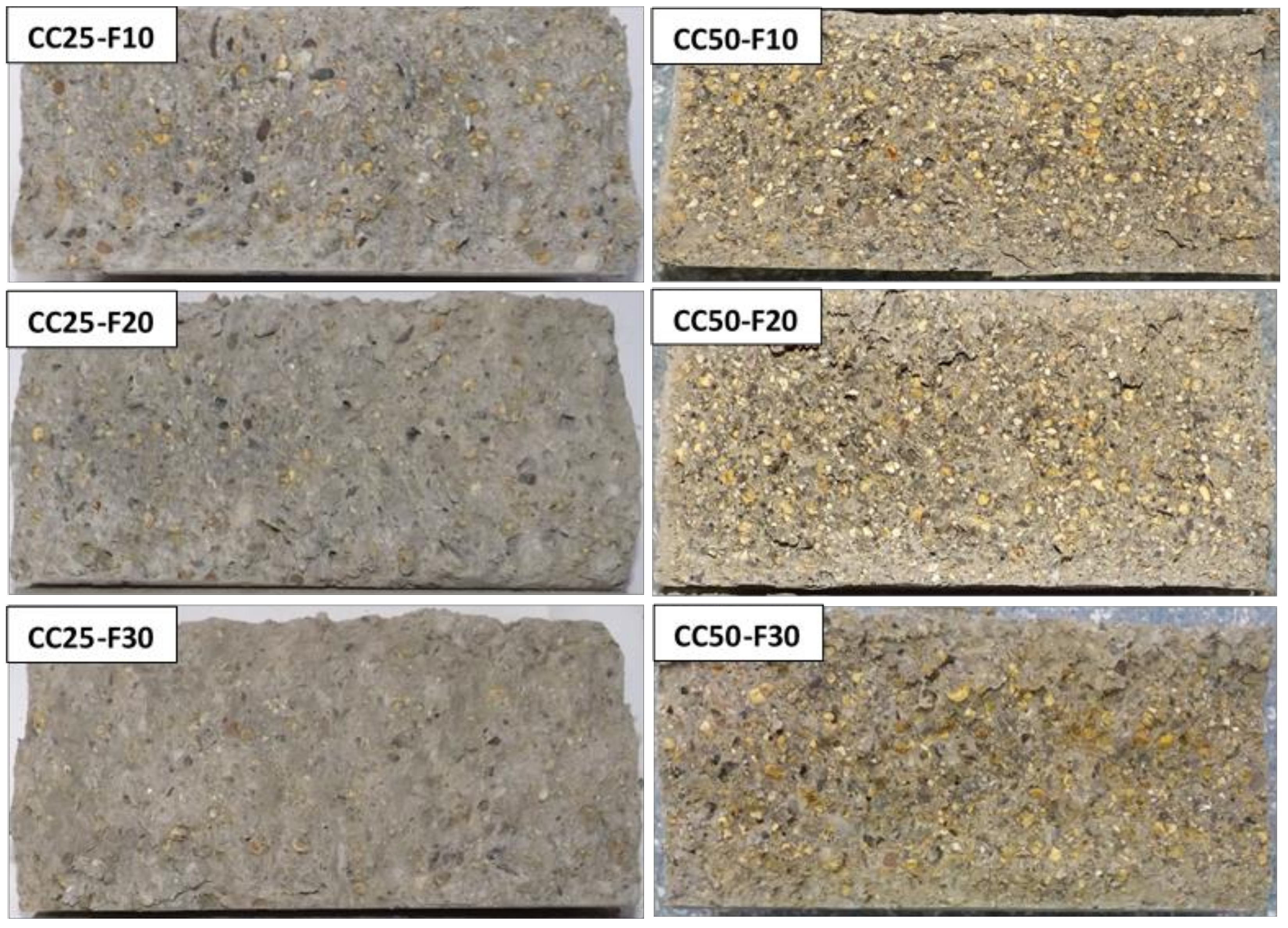
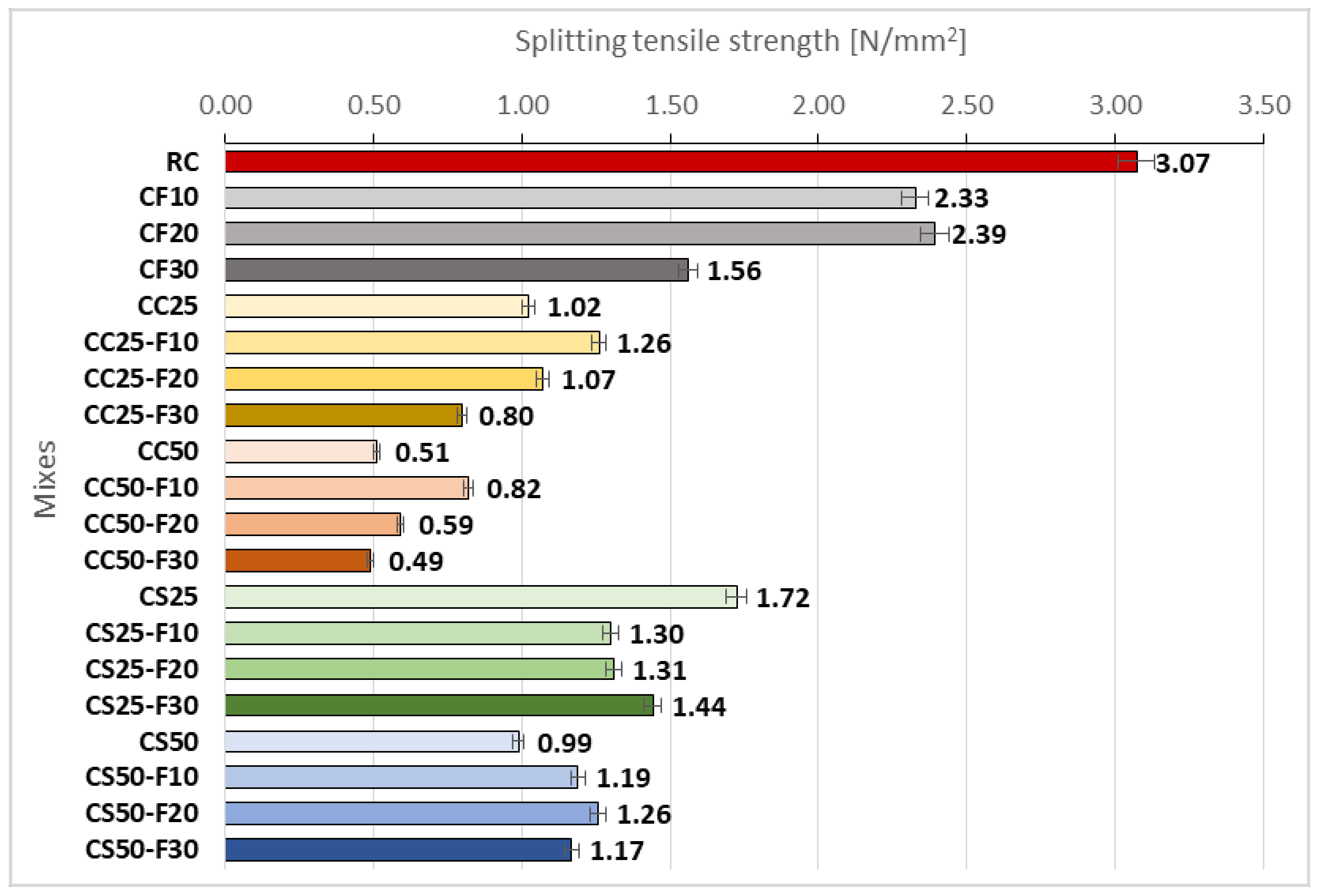
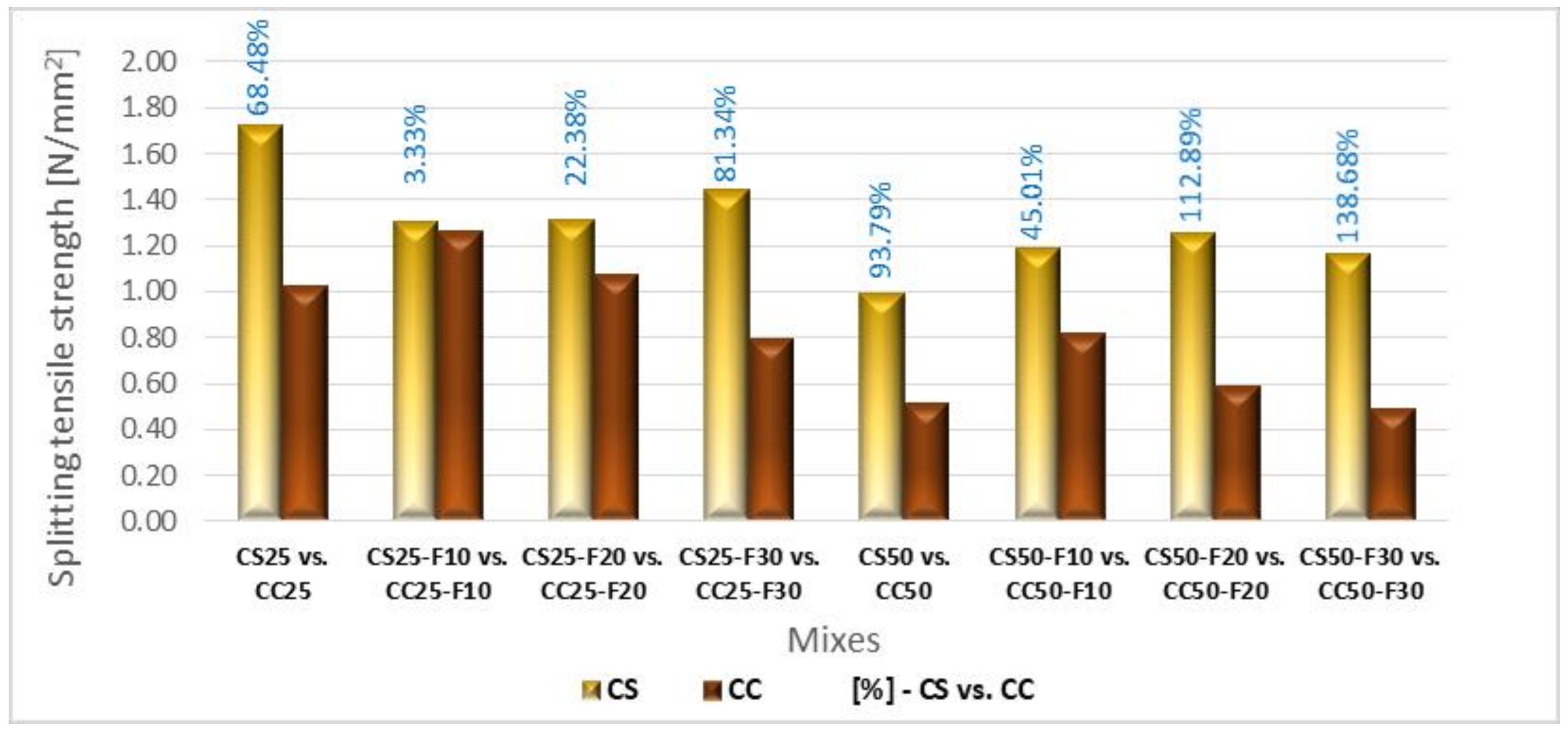
3.2.3. Splitting Tensile Strength
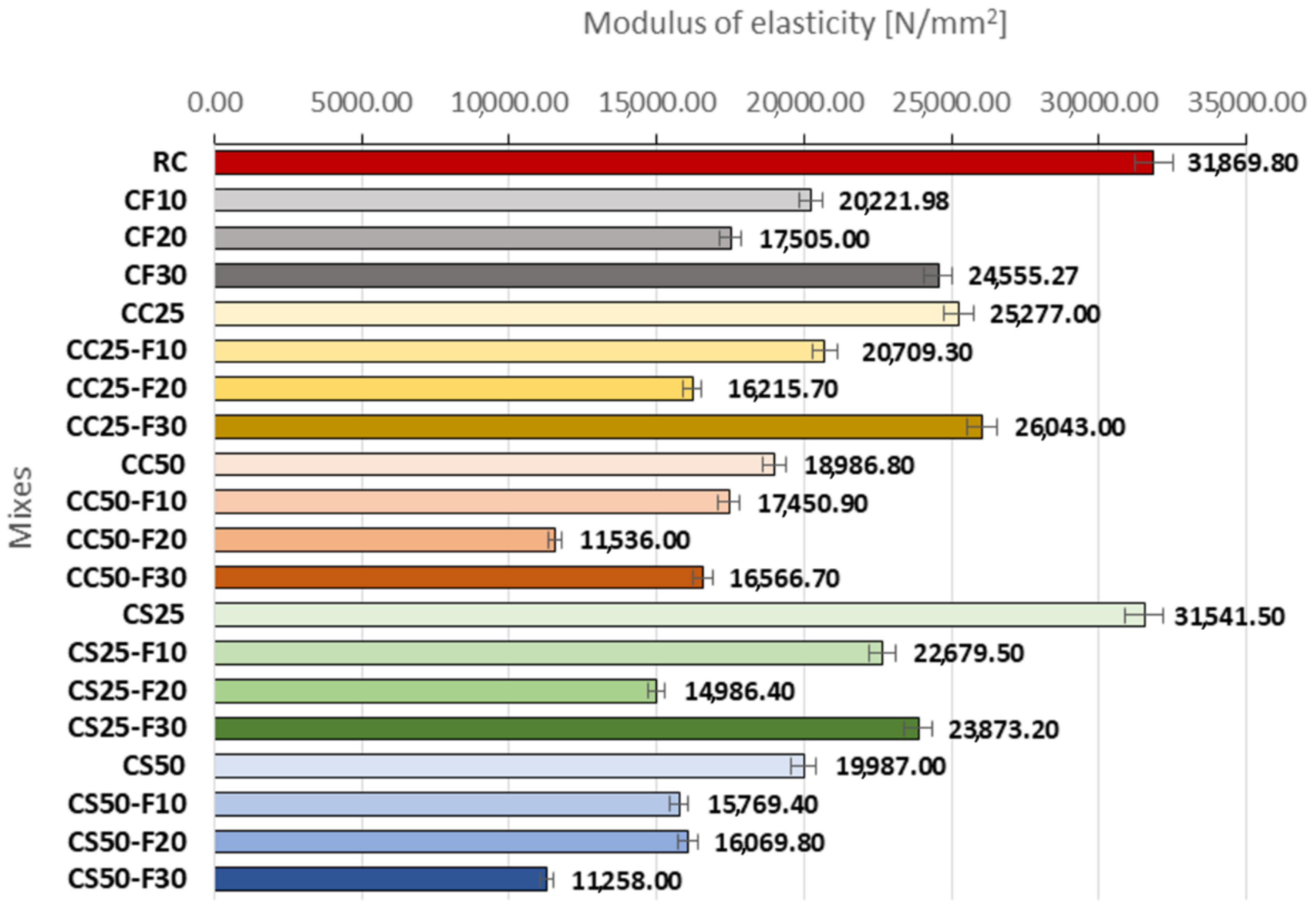
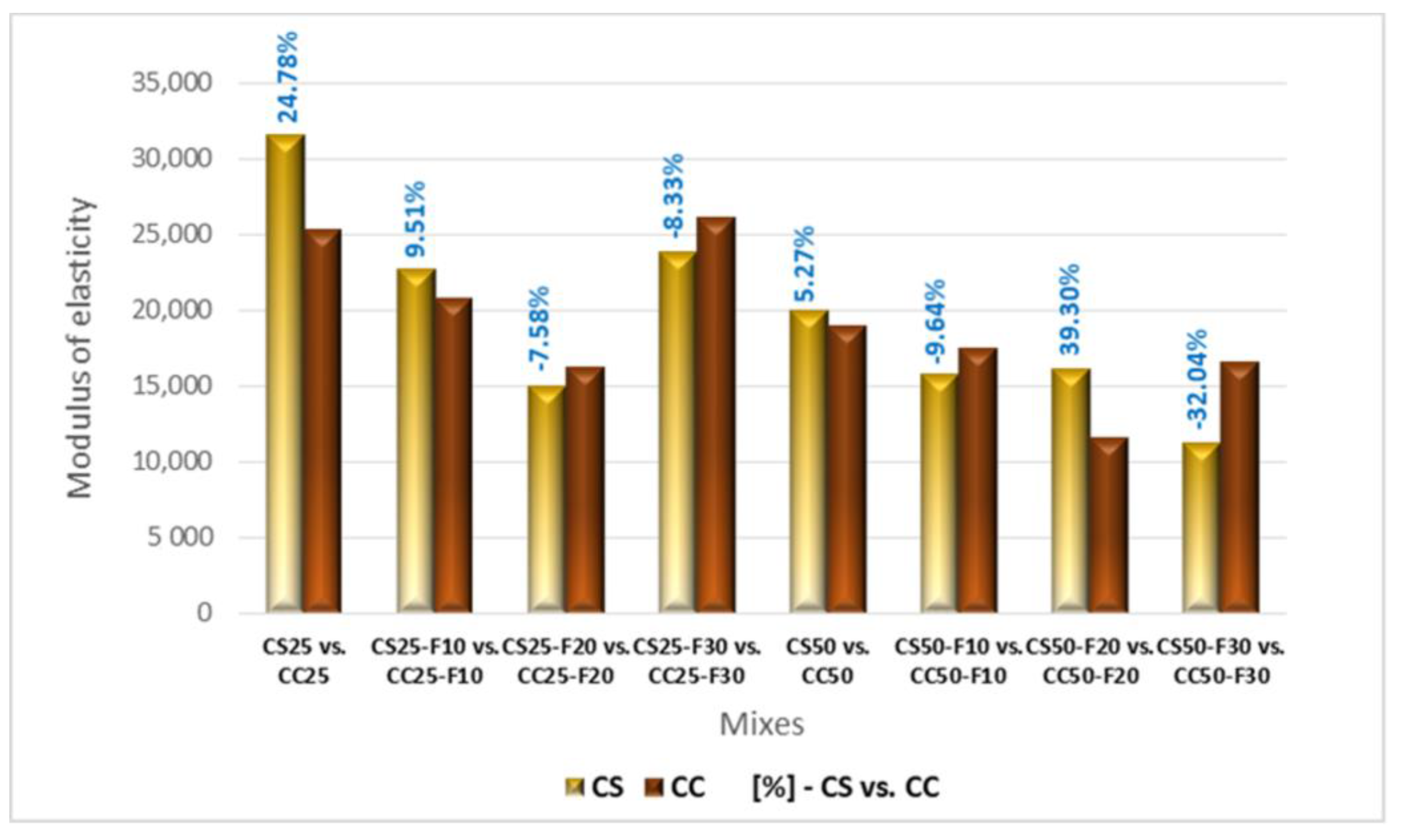
3.2.4. Modulus of Elasticity
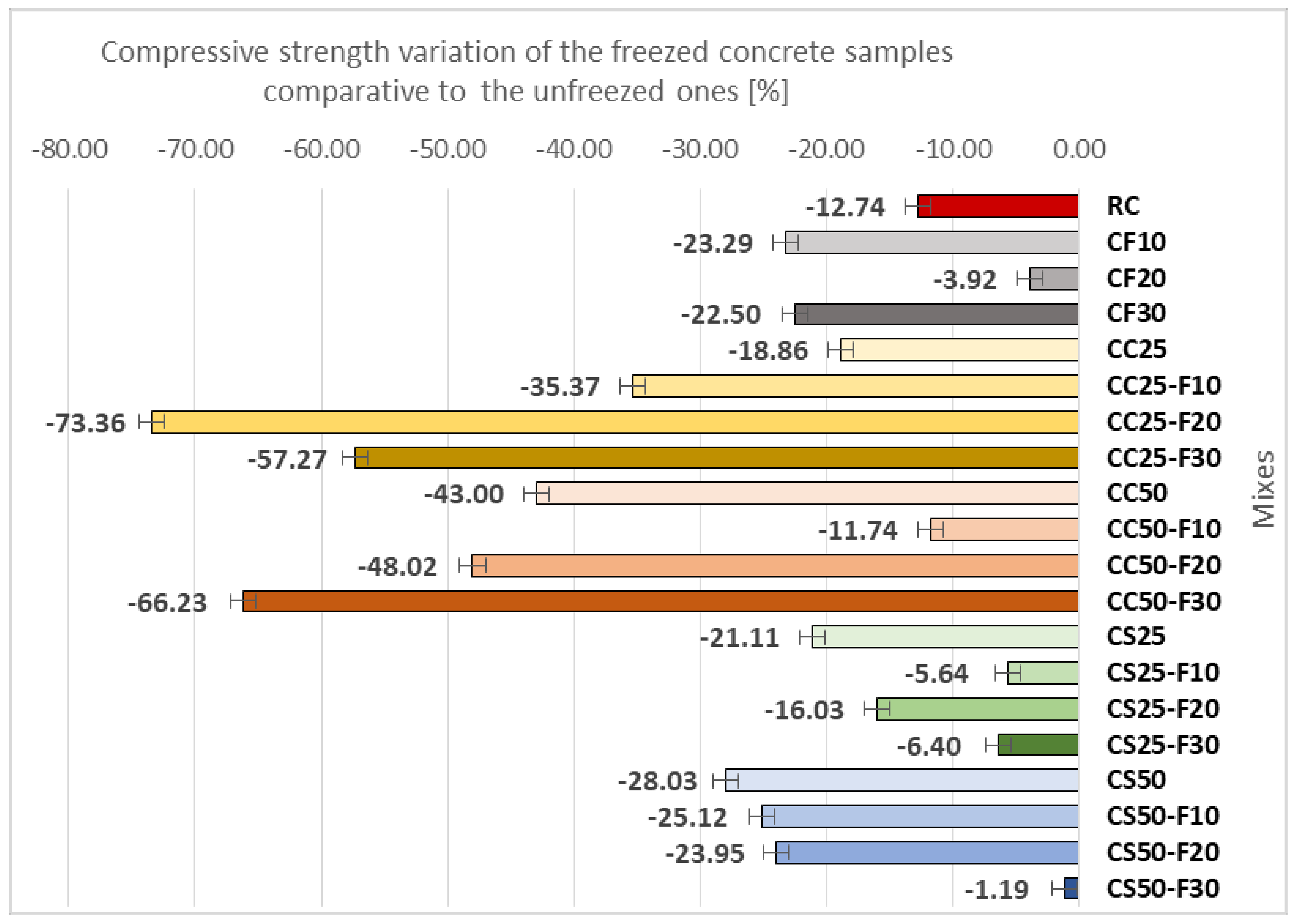
3.2.5. Resistance of Composites to Repeated Freeze-Thaw Cycles
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Han, N. Environmental Ethics and Sustainable Design: A Case Study on the Traditional Korean Residential Building Type: Han Oak. Proquest Diss. Theses 2013, 553, 61. [Google Scholar]
- Crossin, E. The greenhouse gas implications of using ground granulated blast furnace slag as a cement substitute. J. Clean. Prod. 2015, 95, 101–108. [Google Scholar] [CrossRef]
- Altwair, N.M.; Kabir, S. Green concrete structures by replacing cement with pozzolanic materials to reduce greenhouse gas emissions for sustainable environment. In Proceedings of the 6th International Engineering and Construction Conference (Iecc’6), Cairo, Egypt, 28–30 June 2010; pp. 269–279. [Google Scholar]
- Altwair, N.M.; Kabir, S. Reducing Environmental Impacts through Green Concrete Technology. In Proceedings of the 3rd Technology and Innovation for Sustainable Development International Conference Khon Kaen University, Nong Khai, Thailand, 4–6 March 2010; pp. 4–6. [Google Scholar]
- Li, Y.; Guo, W.; Li, H. Quantitative analysis on ground blast furnace slag behavior in hardened cement pastes based on backscattered electron imaging and image analysis technology. Constr. Build. Mater. 2016, 110, 48–53. [Google Scholar] [CrossRef]
- Gjørv, O.E.; Sakai, K. (Eds.) Concrete Technology for a Sustainable Development in the 21st Century, 1st ed.; E & FN Spon Publisher: New York, NY, USA, 2000. [Google Scholar] [CrossRef]
- Hilal, A.A. Microstructure of Concrete. In High Performance Concrete Technology and Applications; Yilmaz, S., Ozmen, H.B., Eds.; IntechOpen: London, UK, 2016. [Google Scholar] [CrossRef] [Green Version]
- Sun, W.; Yan, H.; Zhan, B. Analysis of mechanism on water-reducing effect of fine ground slag, high-calcium fly ash, and low-calcium fly ash. Cem. Concr. Res. 2003, 33, 1119–1125. [Google Scholar] [CrossRef]
- Amran, M.; Fediuk, R.; Murali, G.; Avudaiappan, S.; Ozbakkaloglu, T.; Vatin, N.; Karelina, M.; Klyuev, S.; Gholampour, A. Fly Ash-Based Eco-Efficient Concretes: A Comprehensive Review of the Short-Term Properties. Materials 2021, 14, 4264. [Google Scholar] [CrossRef]
- Badur, S.; Chaudhary, R. Utilization of hazardous wastes and by-products as a green concrete material through S/S process: A review. Rev. Adv. Mater. Sci. 2008, 17, 42–61. [Google Scholar]
- Papatzani, S.; Paine, K. A Step by Step Methodology for Building Sustainable Cementitious Matrices. Appl. Sci. 2020, 10, 2955. [Google Scholar] [CrossRef]
- Langer, W.H.; Drew, L.J.; Sachs, J.S. Aggregate and the Environment; Environmental Awareness Series; American Geological Institute: Silver Spring, MD, USA, 2004; Volume 8. [Google Scholar]
- Amziane, S.; Sonebi, M. Overview on biobased building material made with plant aggregate. RILEM Tech. Lett. 2016, 1, 31–38. [Google Scholar] [CrossRef]
- OECD (Organisation for Economic Cooperation and Development) Crop production (indicator). Available online: https://www.oecd-ilibrary.org/agriculture-and-food/crop-production/indicator/english_49a4e677-en (accessed on 21 August 2021).
- USDA (United States Department of Agriculture) World Agricultural Production. Circular Series WAP 10-21 2021, 38. Available online: https://apps.fas.usda.gov/psdonline/circulars/production.pdf (accessed on 23 August 2021).
- Leff, B.; Ramankutty, N.; Foley, J.A. Geographic distribution of major crops across the world. Glob. Biogeochem. Cycles 2004, 18, 1. [Google Scholar] [CrossRef]
- Yang, J.; Ching, Y.C.; Chuah, C.H. Applications of Lignocellulosic Fibers and Lignin in Bioplastics: A Review. Polymers 2019, 11, 751. [Google Scholar] [CrossRef] [Green Version]
- Chabannes, M.; Nozahic, V.; Amziane, S. Design and multi-physical properties of a new insulating concrete using sunflower stem aggregates and eco-friendly binders. Mater. Struct. Constr. 2015, 48, 1815–1829. [Google Scholar] [CrossRef]
- Pinto, J.; Cruz, D.; Paiva, A.; Pereira, S.; Tavares, P.; Fernandes, L.; Varum, H. Characterization of corn cob as a possible raw building material. Constr. Build. Mater. 2012, 34, 28–33. [Google Scholar] [CrossRef]
- Pinto, J.; Vieira, B.; Pereira, H.; Jacinto, C.; Vilela, P.; Paiva, A.; Pereira, S.; Cunha, V.M.C.F.; Varum, H. Corn cob lightweight concrete for non-structural applications. Constr. Build. Mater. 2012, 34, 346–351. [Google Scholar] [CrossRef] [Green Version]
- Pinto, J.; Paiva, A.; Varum, H.; Costa, A.; Cruz, D.; Pereira, S.; Fernandes, L.; Tavares, P.; Agarwal, J. Corn’s cob as a potential ecological thermal insulation material. Energy Build. 2011, 43, 1985–1990. [Google Scholar] [CrossRef]
- Chabriac, P.A.; Gourdon, E.; Gle, P.; Fabbri, A.; Lenormand, H. Agricultural by-products for building insulation: Acoustical characterization and modeling to predict micro-structural parameters. Constr. Build. Mater. 2016, 112, 158–167. [Google Scholar] [CrossRef]
- Faustino, J.; Silva, E.; Pinto, J.; Soares, E.; Cunha, V.M.C.F.; Soares, S. Lightweight concrete masonry units based on processed granulate of corn cob as aggregate. Mater. Constr. 2015, 65, 318. [Google Scholar] [CrossRef] [Green Version]
- Nozahic, V.; Amziane, S.; Torrent, G.; Saïdi, K.; De Baynast, H. Design of green concrete made of plant-derived aggregates and a pumice-lime binder. Cem. Concr. Compos. 2012, 34, 231–241. [Google Scholar] [CrossRef]
- Zyciński, W.; Małek, M.; Jackowski, M.; Lasica, W.; Owczarek, M. Study of the workability and mechanical properties of concrete with added ground corncobs. Mater. Teh. 2020, 54, 479–483. [Google Scholar] [CrossRef]
- Binici, H.; Aksogan, O.; Demirhan, C. Mechanical, thermal and acoustical characterizations of an insulation composite made of bio-based materials. Sustain. Cities Soc. 2016, 20, 17–26. [Google Scholar] [CrossRef]
- Mati-Baouche, N.; De Baynast, H.; Lebert, A.; Sun, S.; Lopez-Mingo, C.J.S.; Leclaire, P.; Michaud, P. Mechanical, thermal and acoustical characterizations of an insulating bio-based composite made from sunflower stalks particles and chitosan. Ind. Crop. Prod. 2014, 58, 244–250. [Google Scholar] [CrossRef] [Green Version]
- NE 012/1-2007. Normativ Pentru Producerea Betonului Și Executarea Lucrarilor Din Beton, Beton Armat Și Beton Precomprimat—Partea 1: Producerea Betonului (Regulations for the Production of Concrete and the Execution of Concrete, Reinforced Concrete and Prestressed Concrete); ASRO—Asociatia de standardizare din Romania (Romanian Standardization Association): Bucharest, Romania, 2007.
- EN 934-1:2008. Admixtures for Concrete, Part. 1: Common Requirements; European Committee for Standardization: Brussels, Belgium, 2008.
- EN 934-2:2012. Admixtures for Concrete, Part. 2: Concrete Admixtures; European Committee for Standardization: Brussels, Belgium, 2012.
- Grădinaru, C.M.; Muntean, R.; Șerbănoiu, A.A.; Ciocan, V.; Burlacu, A. Sustainable Development of Human Society in Terms of Natural Depleting Resources Preservation Using Natural Renewable Raw Materials in a Novel Ecological Material Production. Sustainability 2020, 12, 2651. [Google Scholar] [CrossRef] [Green Version]
- EN 12350-6:2019. Testing Fresh Concrete, Part. 6: Density; European Committee for Standardization: Brussels, Belgium, 2019.
- EN 12390-7:2019. Testing Hardened Concrete—Part. 7: Density of Hardened Concrete; European Committee for Standardization: Brussels, Belgium, 2019.
- EN 12390-3:2019. Testing Hardened Concrete Part. 3: Compressive Strength of Test. Specimens; European Committee for Standardization: Brussels, Belgium, 2019.
- EN 12390-6:2009. Testing Hardened Concrete; Part 6: Split Tensile Strength of Test Specimens; European Committee for Standardization: Brussels, Belgium, 2009.
- EN 13412:2006. Products and Systems for the Protection and Repair of Concrete Structures—Test Methods—Determination of Modulus of Elasticity in Compression; European Committee for Standardization: Brussels, Belgium, 2006.
- SR 3518:2009. Încercări Pe Betoane. Determinarea Rezistenței La Îngheț-Dezgheț Prin Masurarea Variației Rezistenței La Compresiune¸ Si/Sau Modulului de Elasticitate Dinamic Relativ (Tests Hard-Ened Concrete. Determination of Freeze-Thaw Resistance by Measuring the Variation of the Com-Pressive Strength and/or the Relatively Dynamic Modulus of Elasticity); ASRO—Asociatia de standardizare din Romania (Romanian Standardization Association): Bucharest, Romania, 2009.
- EN 197-1:2011. Cement. Composition, Specifications and Conformity Criteria for Common Cements; European Committee for Standardization: Brussels, Belgium, 2011.
- C155:2013. Normativ Privind Producerea Betoanelor Ușoare (Regulation on the Production of Lightweight Concrete); ASRO—Asociatia de standardizare din Romania (Romanian Standardization Association): Bucharest, Romania, 2013.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | DM | Humidity | 100% DM | Gross Ash | Organic Substance | Gross Protein | Gross Fat | Gross Cellulose | NNE | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DM | 100% DM | DM | 100% DM | DM | 100% DM | DM | 100% DM | DM | 100% DM | DM | 100% DM | ||||
| Corn cobs | 91.83 | 8.17 | 100 | 1.79 | 1.95 | 90.04 | 98.05 | 1.9 | 2.07 | 0.59 | 0.65 | 33.21 | 36.16 | 54.34 | 59.17 |
| Sunflower stalks | 91.57 | 8.43 | 100 | 8.79 | 9.60 | 82.78 | 90.40 | 4 | 4.37 | 0.54 | 0.6 | 48 | 52.41 | 30.24 | 33.02 |
| Crt. No. | Composite Recipe Symbol | Binder | Aggregates | |||
|---|---|---|---|---|---|---|
| Cement | Fly Ash | Mineral Aggregates | Corn Cobs Aggregates | Sunflower Stalks Aggregates | ||
| [% of Binder] | [% of Binder] | [% of Aggregates] | [% of Aggregates] | [% of Aggregates] | ||
| 1 | RC | 100 | 0 | 100 | 0 | 0 |
| 2 | CF10 | 90 | 10 | 100 | 0 | 0 |
| 3 | CF20 | 80 | 20 | 100 | 0 | 0 |
| 4 | CF30 | 70 | 30 | 100 | 0 | 0 |
| 5 | CC25 | 100 | 0 | 75 | 25 | 0 |
| 6 | CC25-F10 | 90 | 10 | 75 | 25 | 0 |
| 7 | CC25-F20 | 80 | 20 | 75 | 25 | 0 |
| 8 | CC25-F30 | 70 | 30 | 75 | 25 | 0 |
| 9 | CC50 | 100 | 0 | 50 | 50 | 0 |
| 10 | CC50-F10 | 90 | 10 | 50 | 50 | 0 |
| 11 | CC50-F20 | 80 | 20 | 50 | 50 | 0 |
| 12 | CC50-F30 | 70 | 30 | 50 | 50 | 0 |
| 13 | CS25 | 100 | 0 | 75 | 0 | 25 |
| 14 | CS25-F10 | 90 | 10 | 75 | 0 | 25 |
| 15 | CS25-F20 | 80 | 20 | 75 | 0 | 25 |
| 16 | CS25-F30 | 70 | 30 | 75 | 0 | 25 |
| 17 | CS50 | 100 | 0 | 50 | 0 | 50 |
| 18 | CS50-F10 | 90 | 10 | 50 | 0 | 50 |
| 19 | CS50-F20 | 80 | 20 | 50 | 0 | 50 |
| 20 | CS50-F30 | 70 | 30 | 50 | 0 | 50 |
| Density Mass Class | Density Mass Range [Kg/M3] | Cement-Based Composites |
|---|---|---|
| D1.8 | (1600, 1800] | CC50, CS50 CC50-F10, CC50-F20, CC50-F30 CS50-F10, CS50-F20, CS50-F30 |
| D2.0 | (1800, 2000] | CC25-F10, CC25-F20, CC25-F30 CS25-F10, CS25-F20, CS25-F30 |
| Strength Classes of Lightweight Aggregate Concrete | Cement-Based Composites |
|---|---|
| LC8/9 | CC25, CS25, CC25-F10 CS25-F10, CS25-F30, CS50-F10, CS50-F20 |
| LC12/13 | CS25-F20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grădinaru, C.M.; Șerbănoiu, A.A.; Muntean, R.; Șerbănoiu, B.V. The Synergy between Bio-Aggregates and Industrial Waste in a Sustainable Cement Based Composite. Materials 2021, 14, 6158. https://doi.org/10.3390/ma14206158
Grădinaru CM, Șerbănoiu AA, Muntean R, Șerbănoiu BV. The Synergy between Bio-Aggregates and Industrial Waste in a Sustainable Cement Based Composite. Materials. 2021; 14(20):6158. https://doi.org/10.3390/ma14206158
Chicago/Turabian StyleGrădinaru, Cătălina Mihaela, Adrian Alexandru Șerbănoiu, Radu Muntean, and Bogdan Vasile Șerbănoiu. 2021. "The Synergy between Bio-Aggregates and Industrial Waste in a Sustainable Cement Based Composite" Materials 14, no. 20: 6158. https://doi.org/10.3390/ma14206158