
Experimental Study of Single-Lap, Hybrid Joints, Made of 3D Printed Polymer and Aluminium Adherends


Abstract
:1. Introduction
2. Materials and Methodology
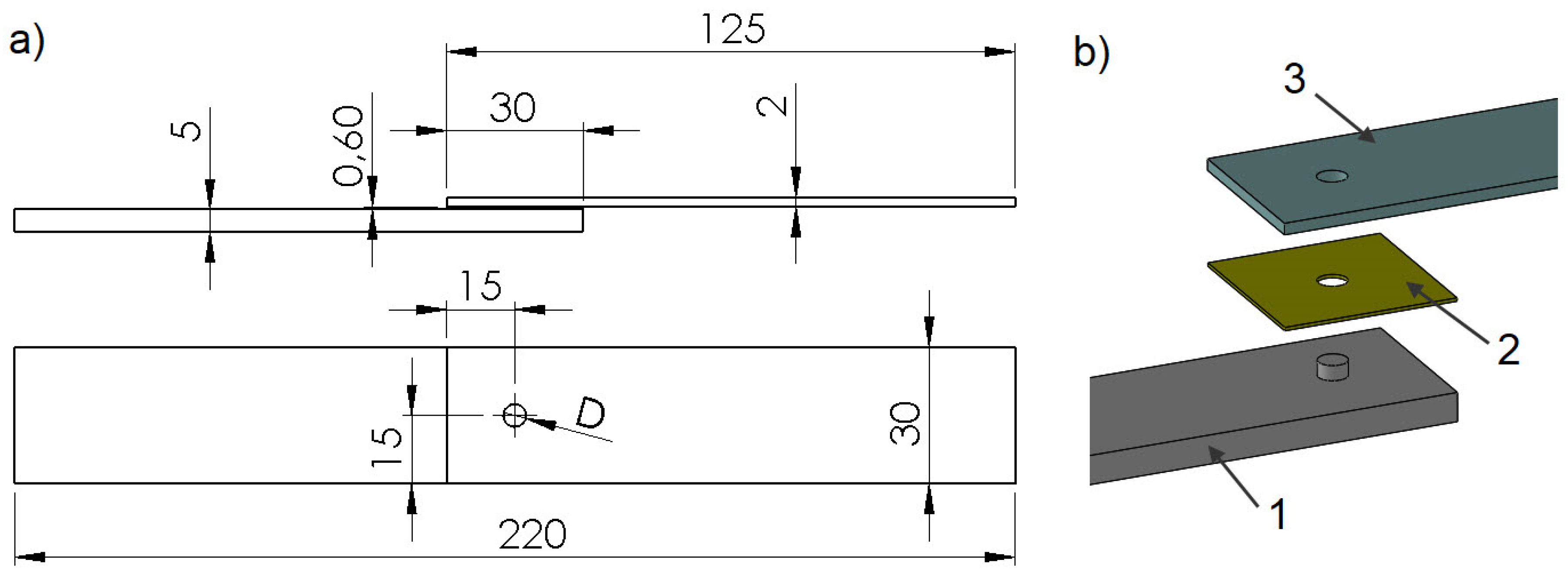
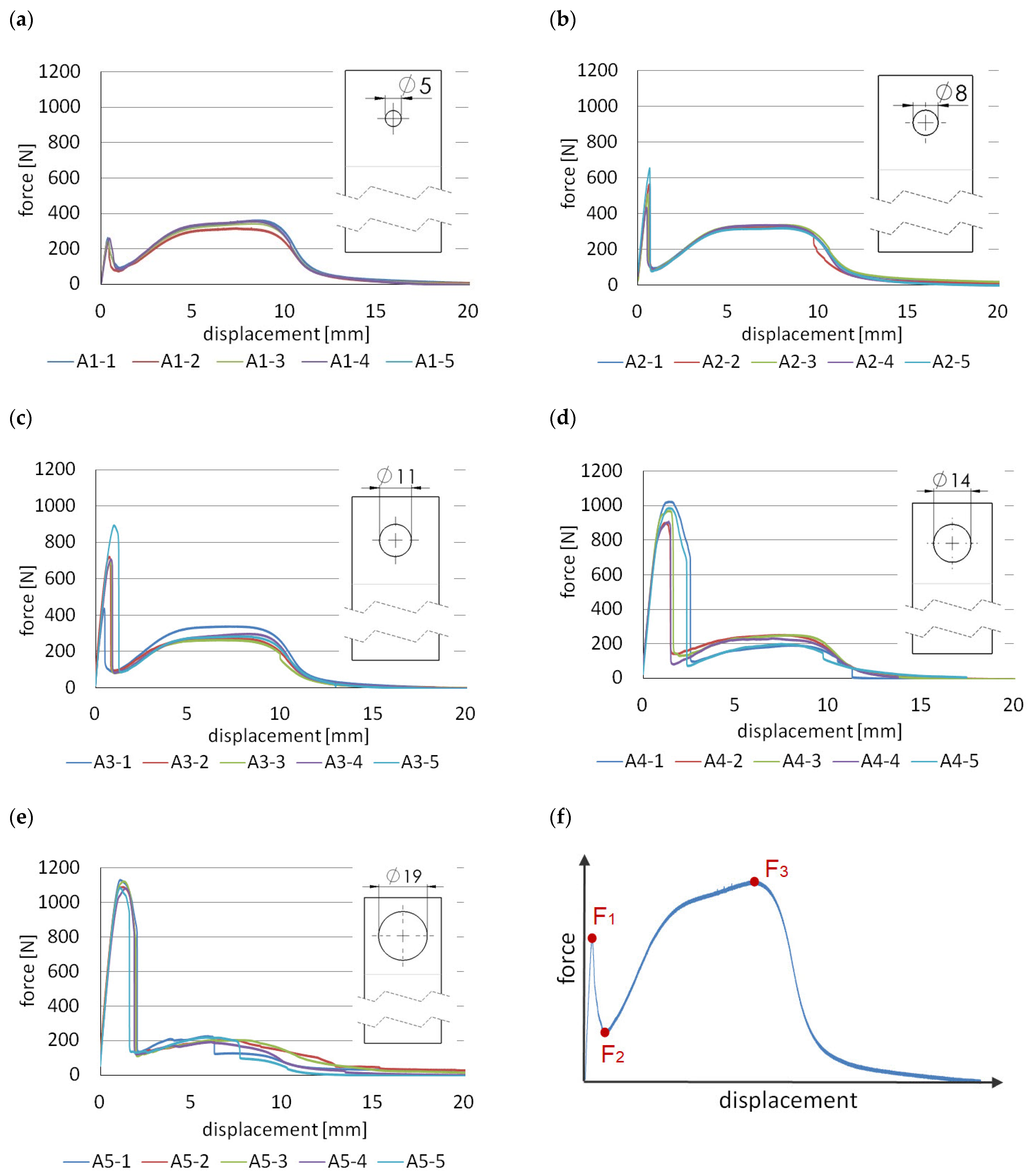
- group A—single-lap joints with one tenon having 5 different diameters “D”: 5 mm, 8 mm, 11 mm, 14 mm and 19 mm (Figure 1),
- group B—joints with different numbers of tenons of the same diameter D = 5 mm (Figure 2),
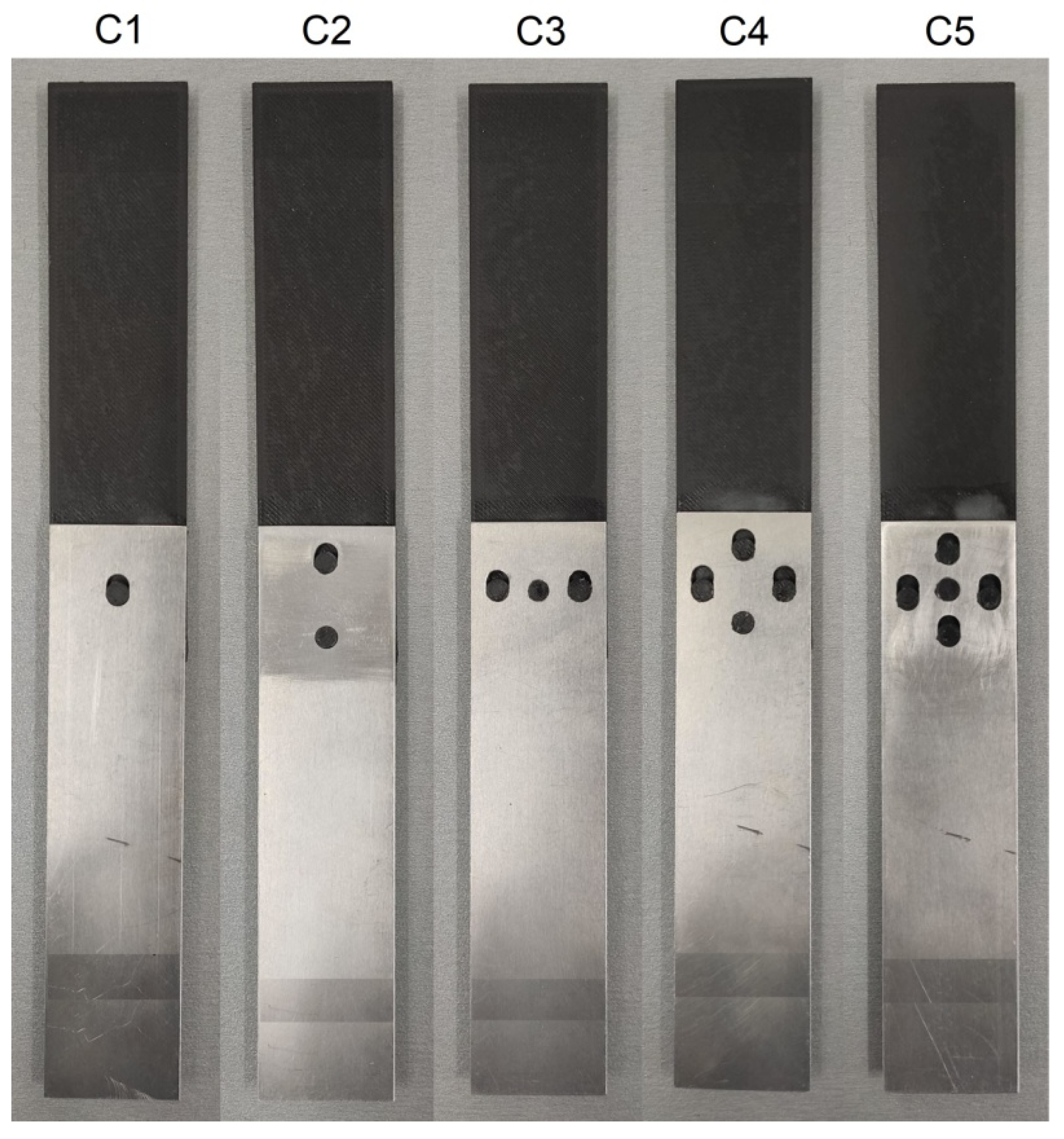
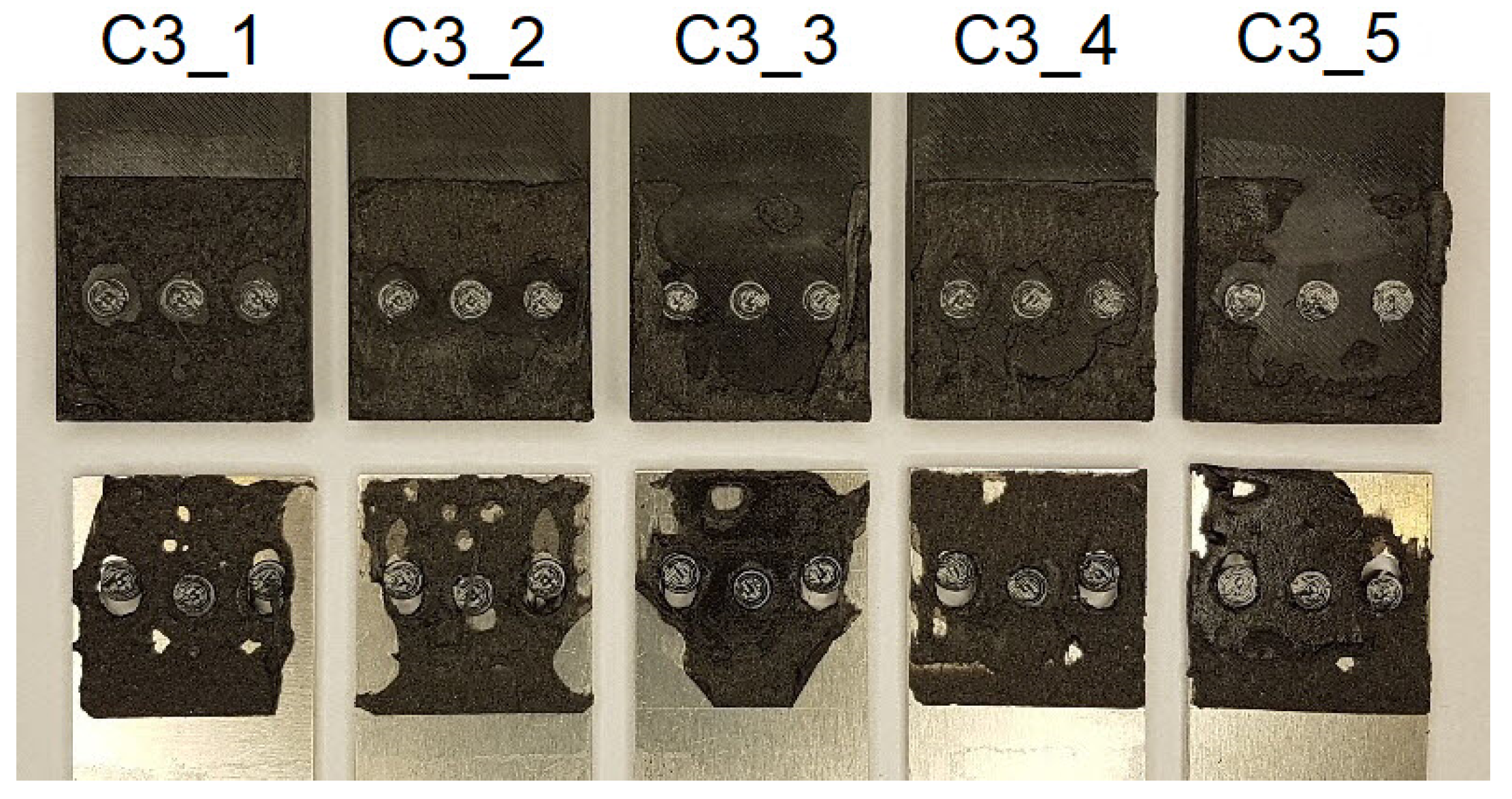
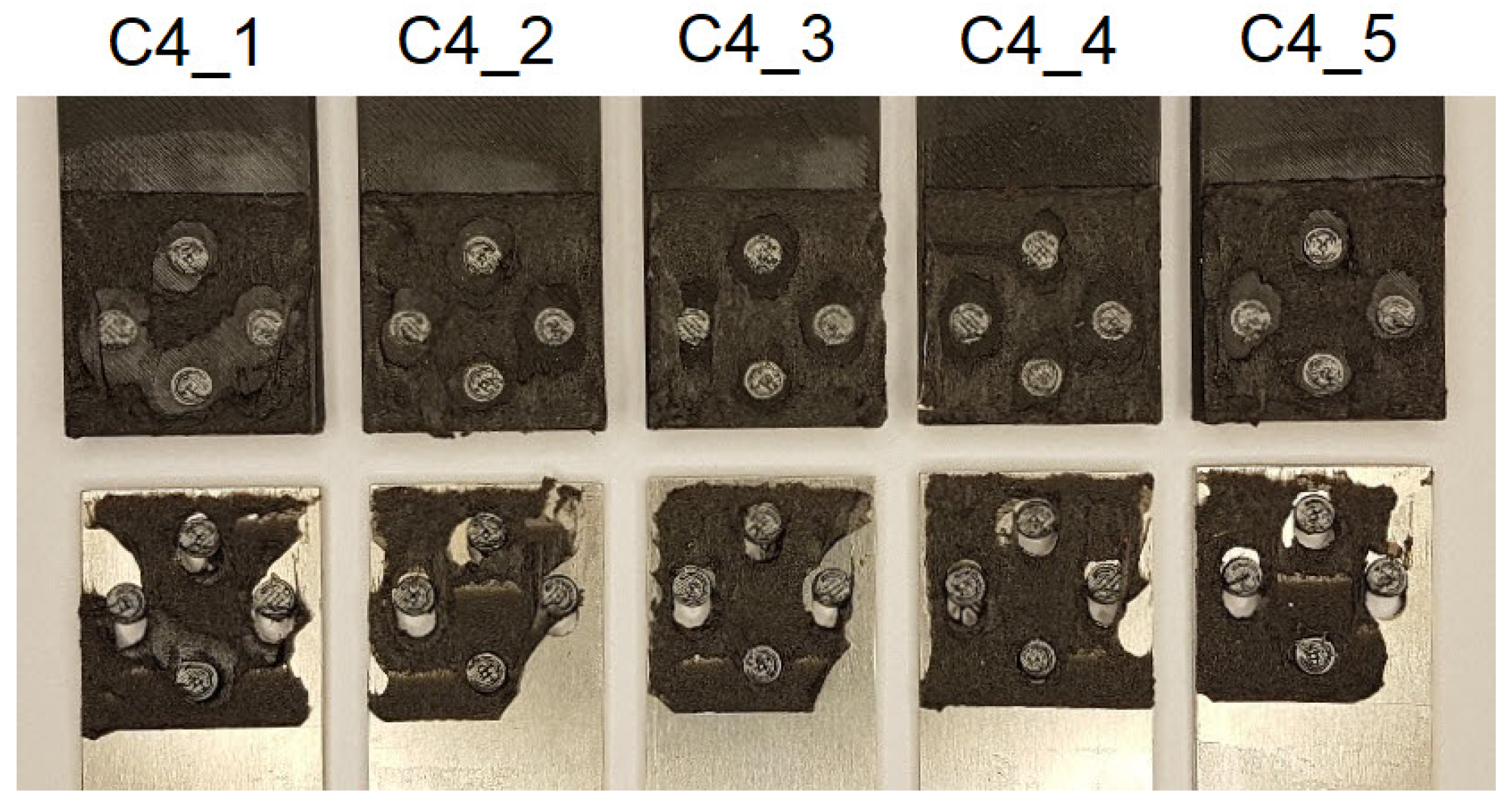
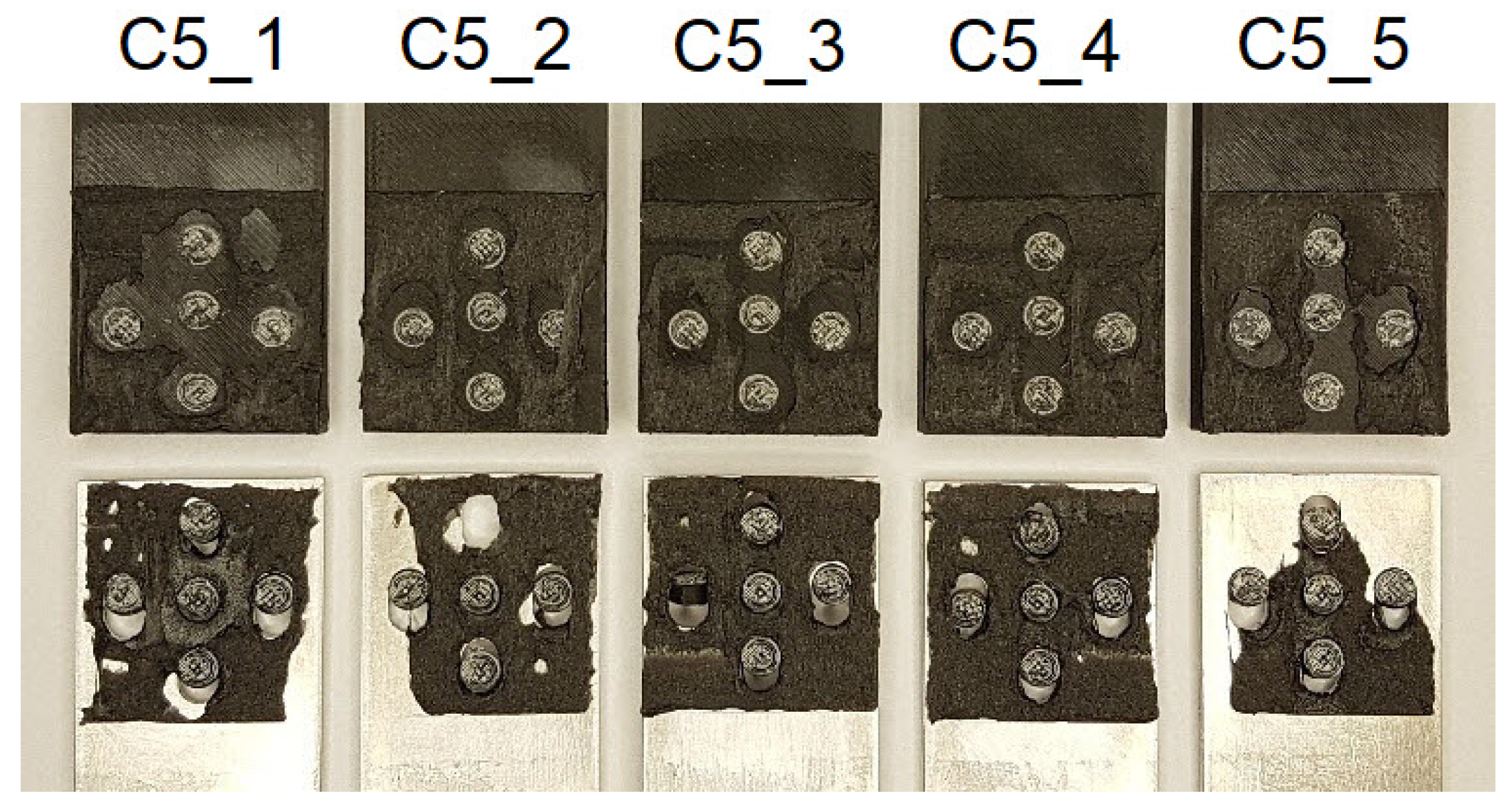
- group C—special joints, characterised by multi-stage operations with tenons of diameter D = 5 mm (Figure 3).
- A check was done to make sure that all mechanical joints would be able to fit together. If there was significant compression, the geometry had to be corrected.
- The surface of the aluminium laps was cleaned with Loctite 7061 because coolant and oil were to be used during milling.
- UNI UV 0.23 primer for VHB tapes was applied to the surfaces of the aluminium and polymer laps.
- The tape was unrolled and placed on a flat surface with the adhesive side up and then five aluminium laps were placed on it, next to each other, at intervals of a few millimetres.
- Cutting the tape for each lap was done using a scalpel and a punch of appropriate diameter; holes were made in the tape to match the corresponding holes in the aluminium lap.
- The protective layer was removed from the tape and bonded to the other polymer lap.
- The tape was 38 mm wide and the overlay was 30 mm wide. The excess tape on the aluminium part was trimmed with a scalpel and then removed from the surface. In this way, the tape’s geometry perfectly matched the geometry of the lap.
- The tape manufacturer requires a low clamping pressure of 100 kPa, hence the laps were clamped by hand without any additional tooling. The specimens were tested more than 72 h after they were made, which, according to the manufacturer, ensures that maximum strength is achieved.
3. Results and Discussion
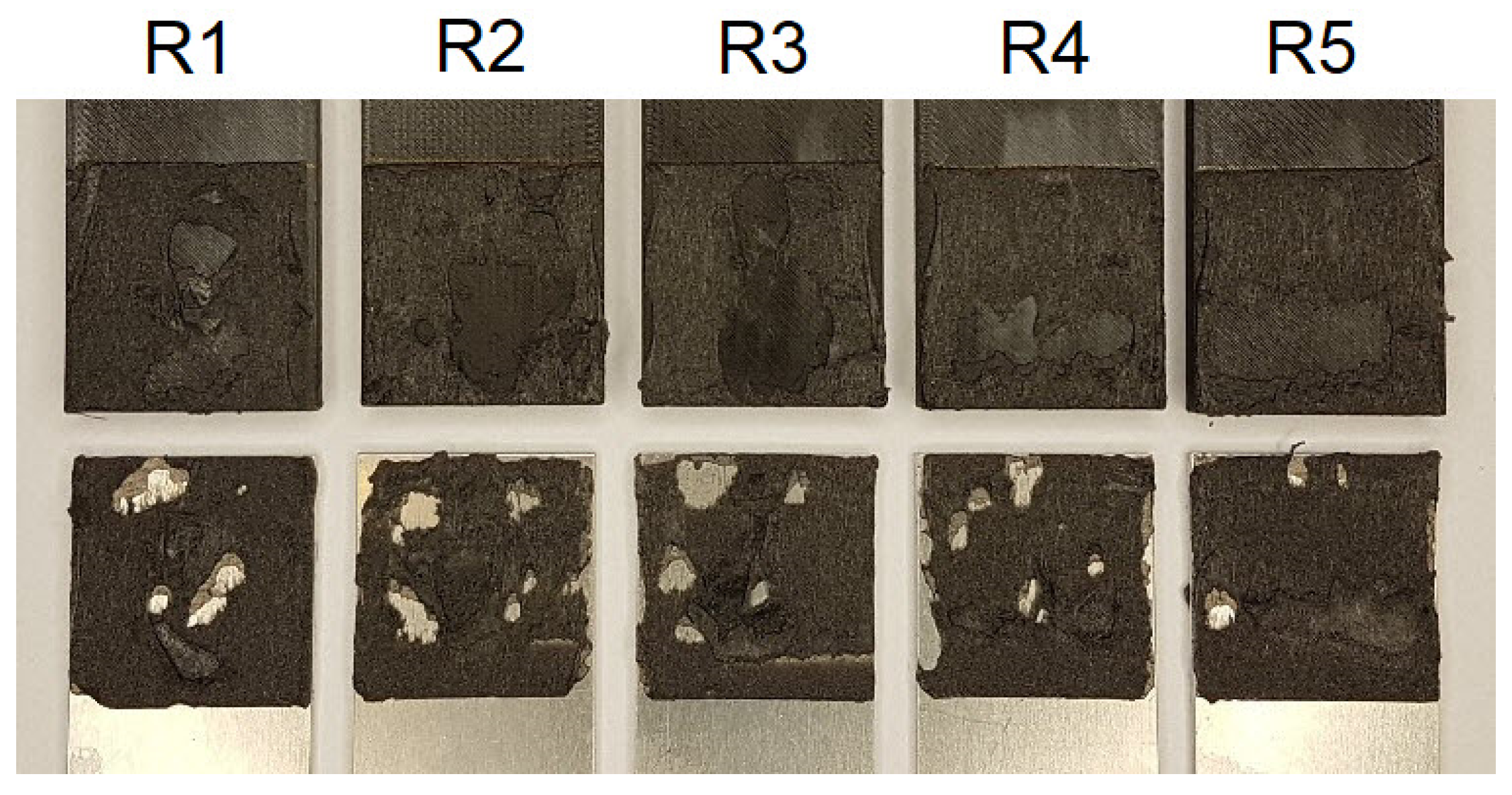
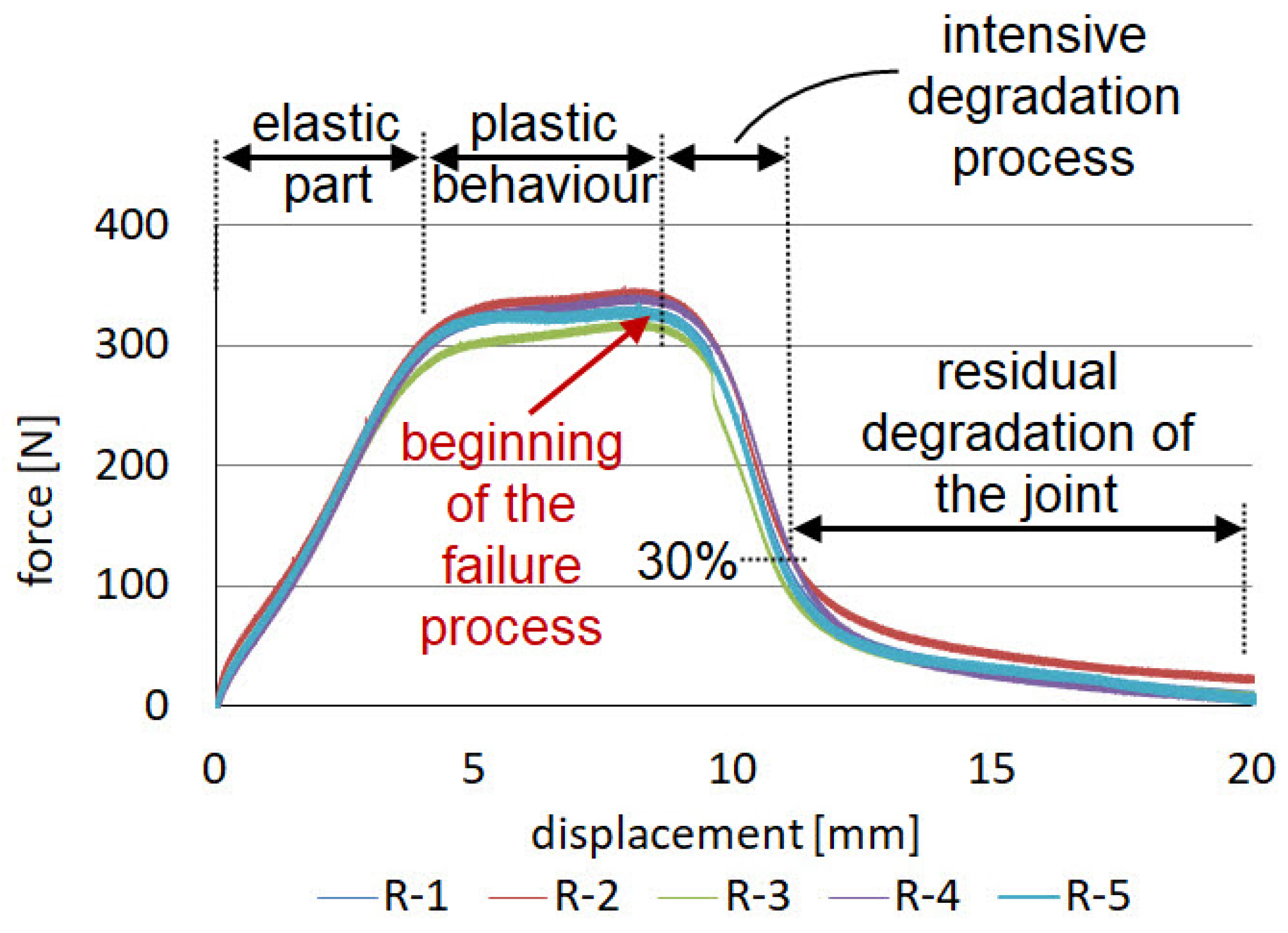
3.1. Mechanical Response of Reference Specimens “R” Joined by VHB Double-Sided Adhesive Tape
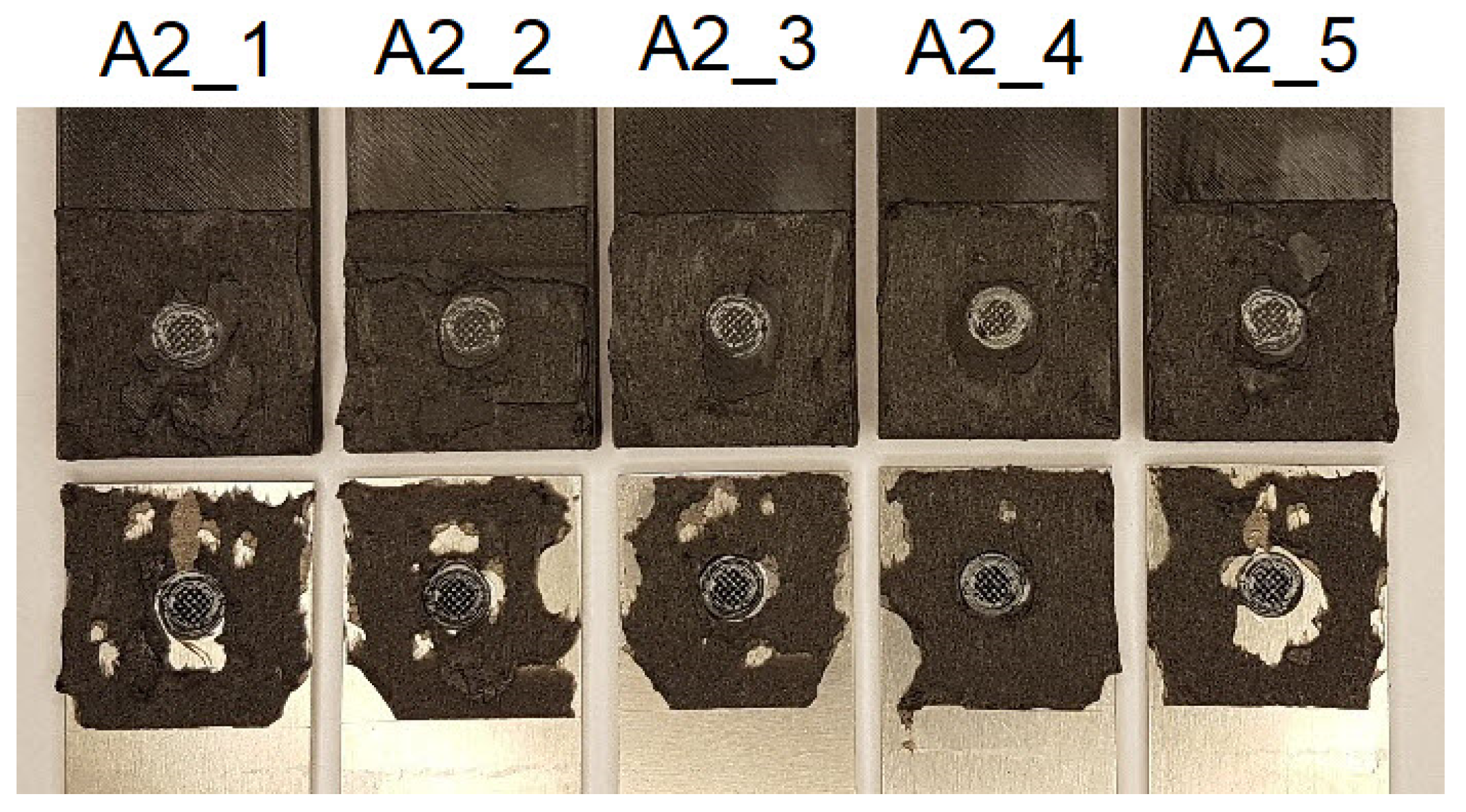
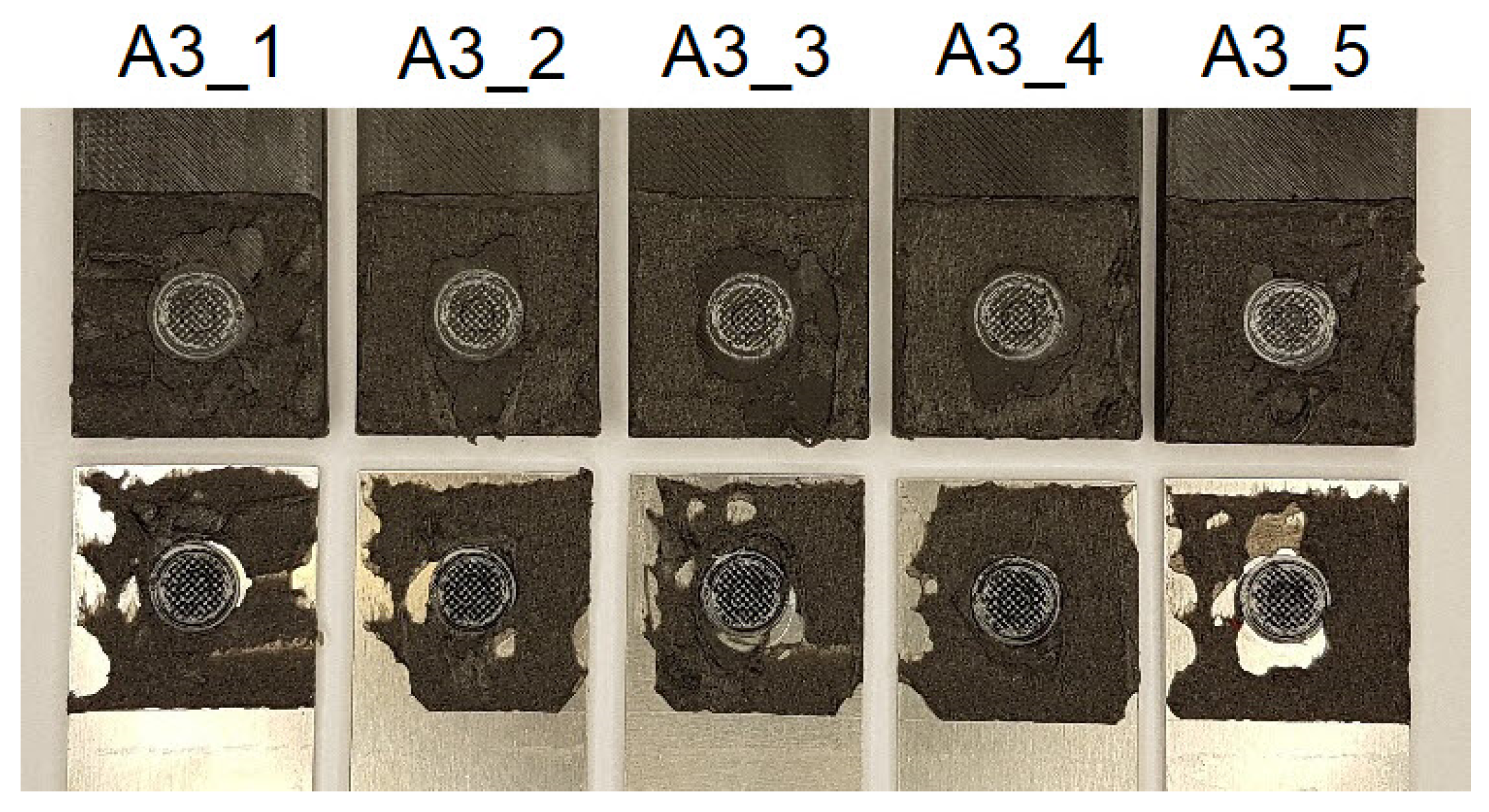
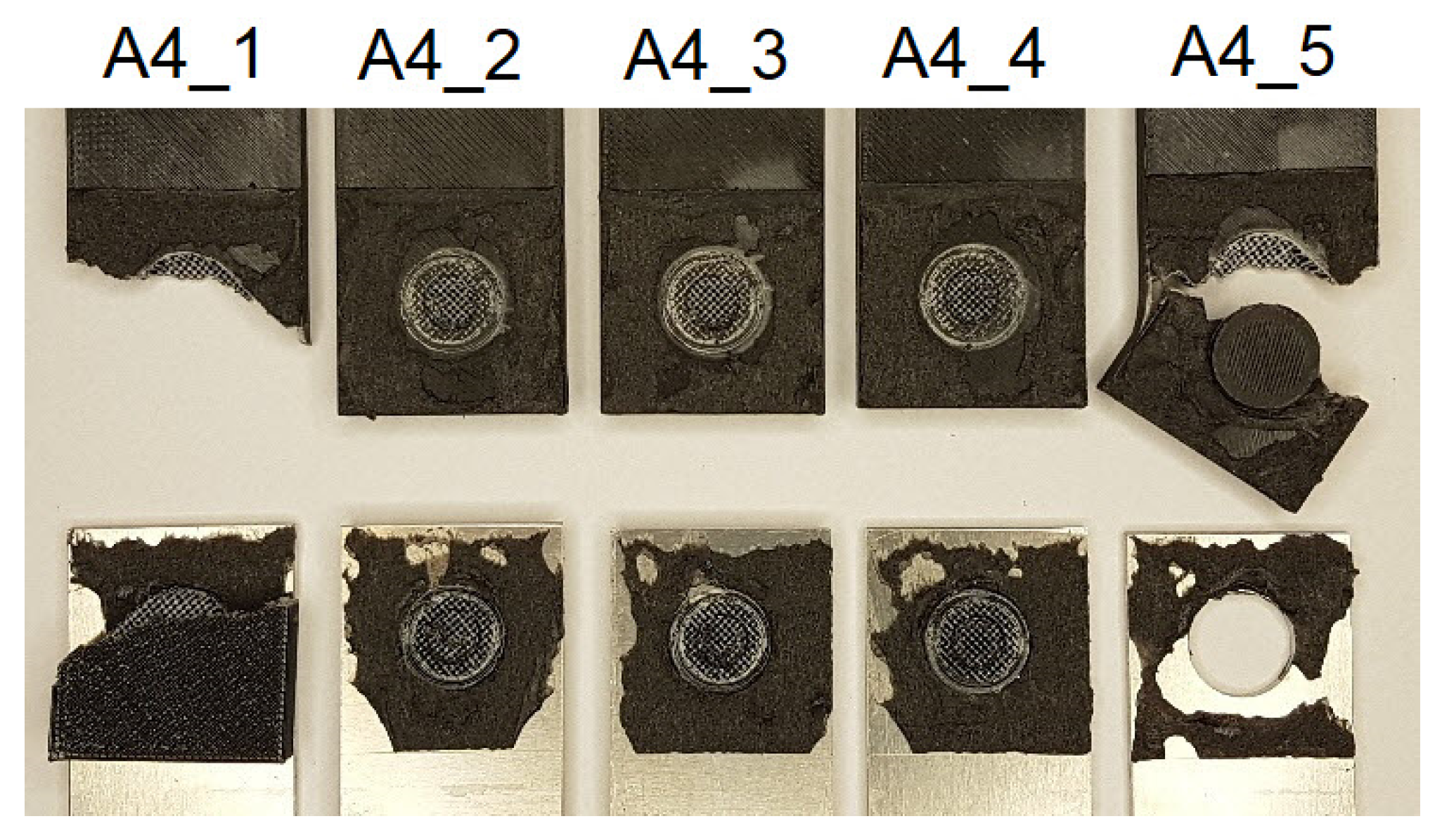
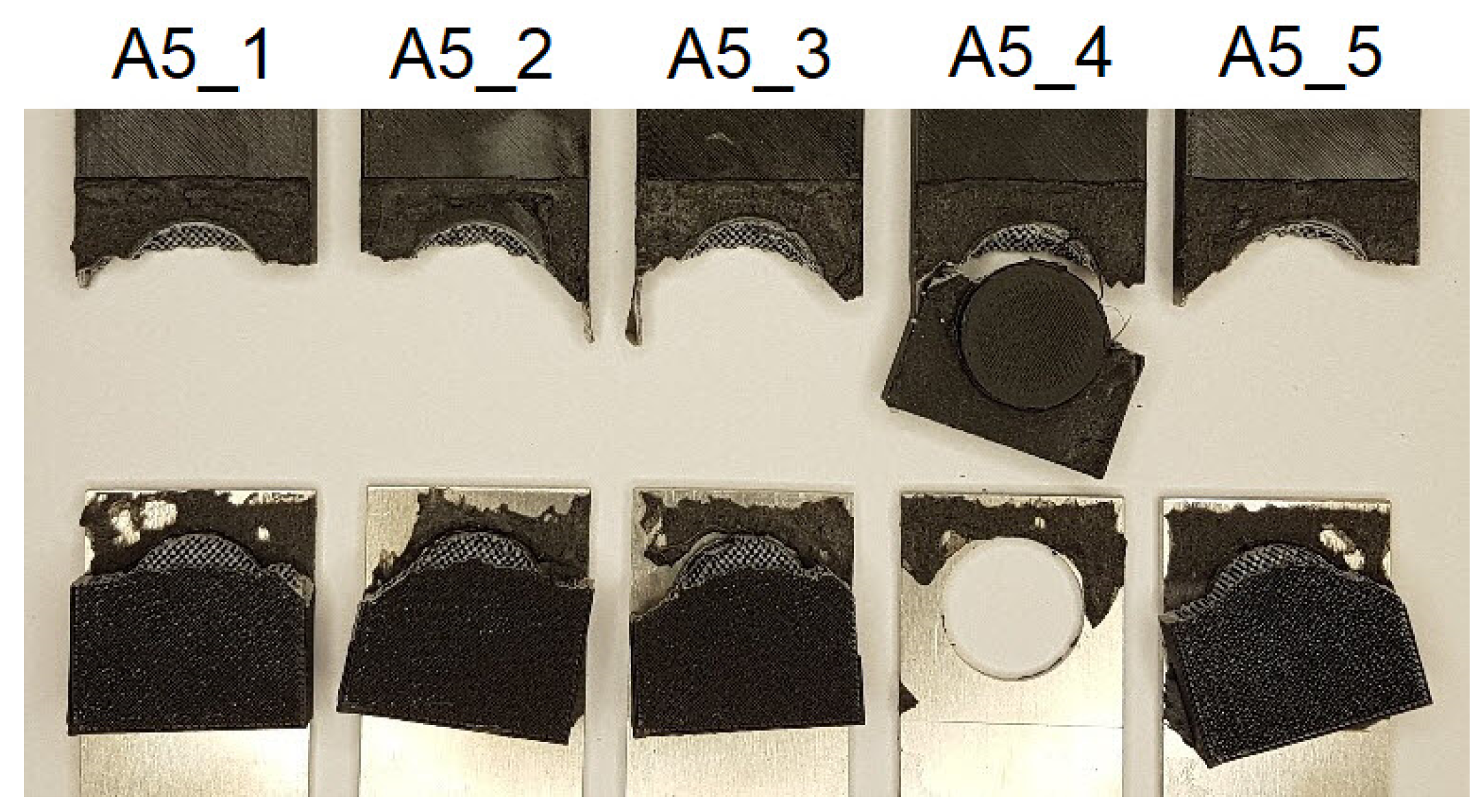
3.2. Mechanical Response of the Single—Lap Joints with One Tenon—Group “A”
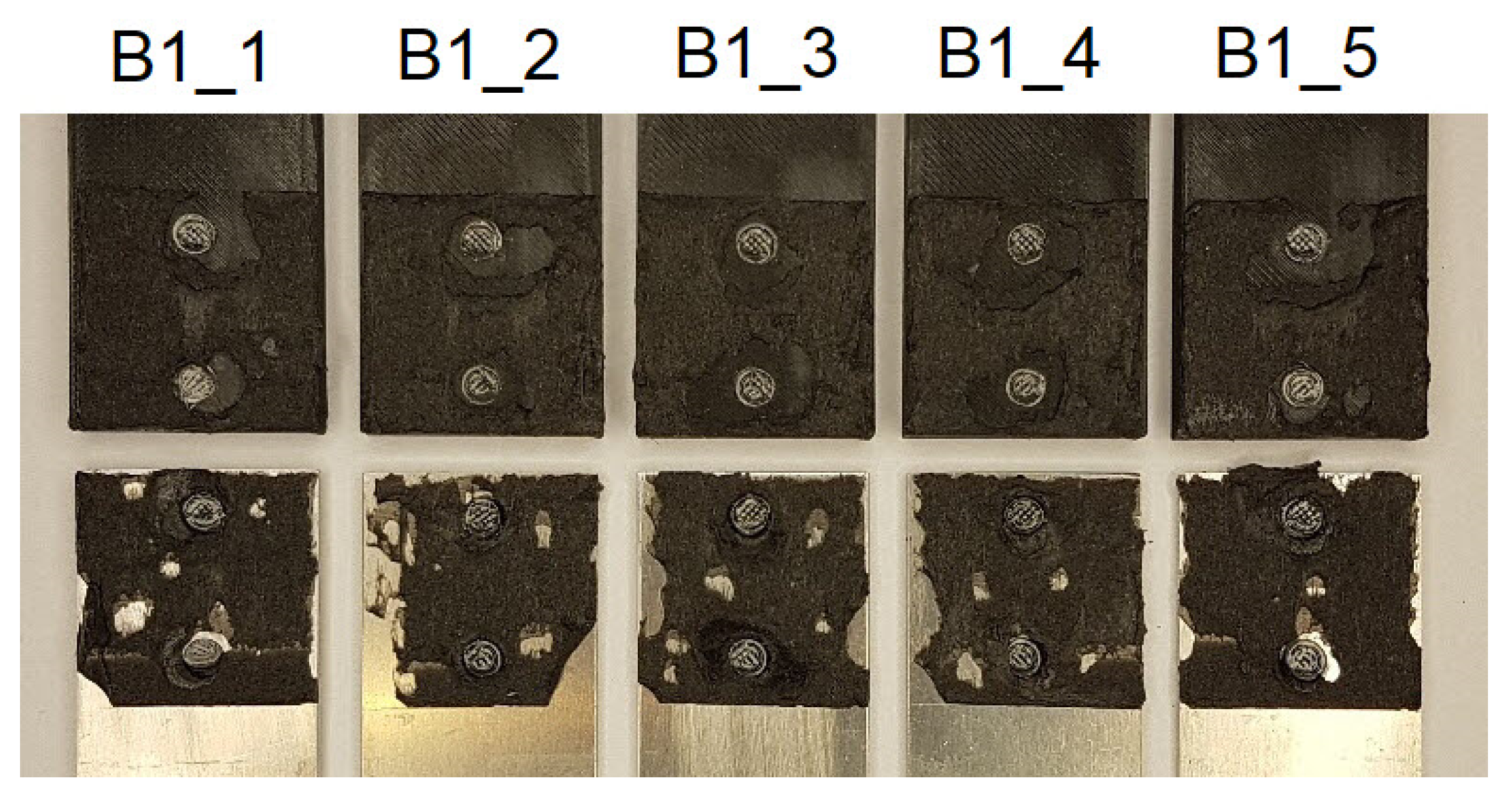
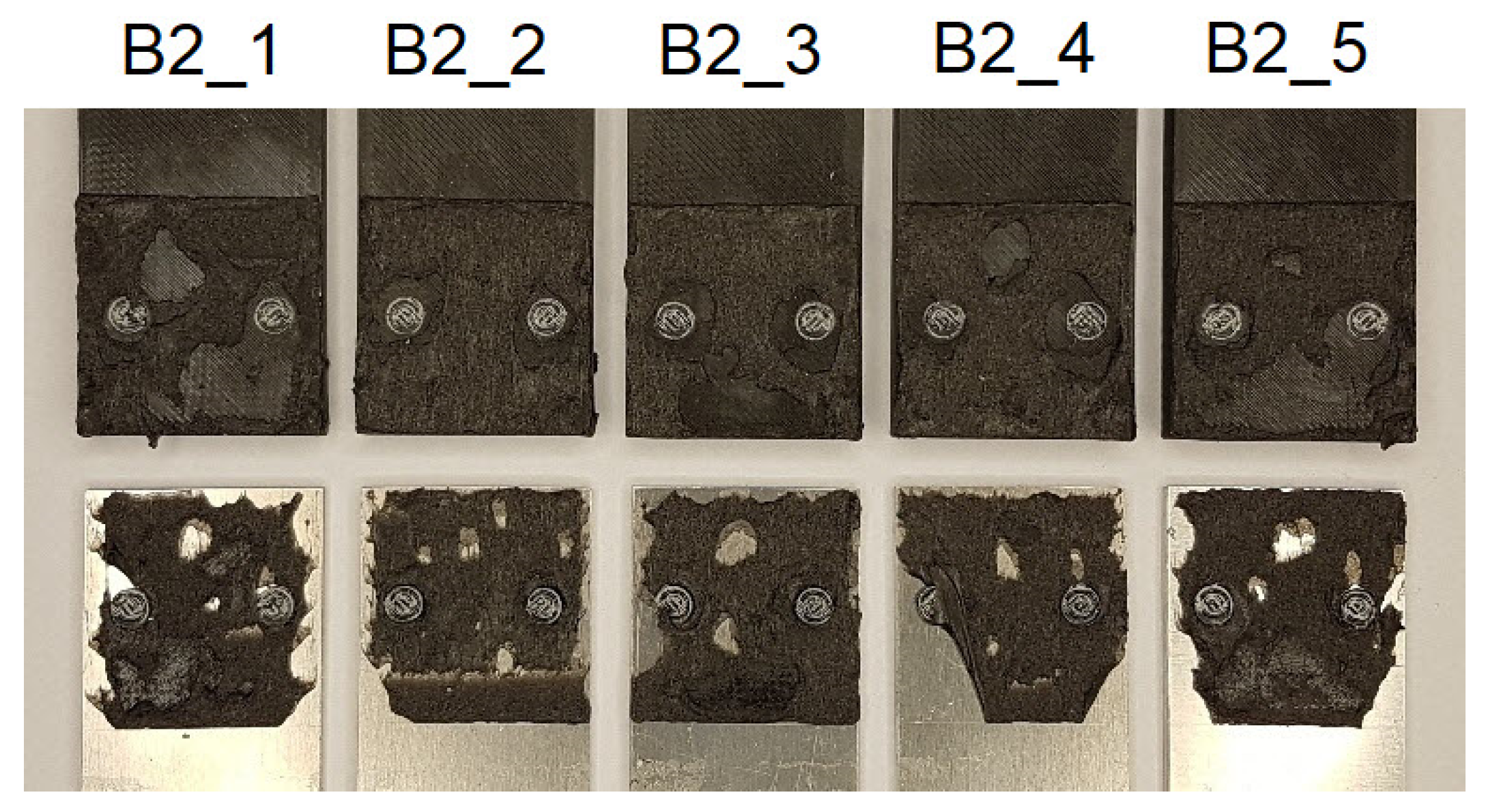
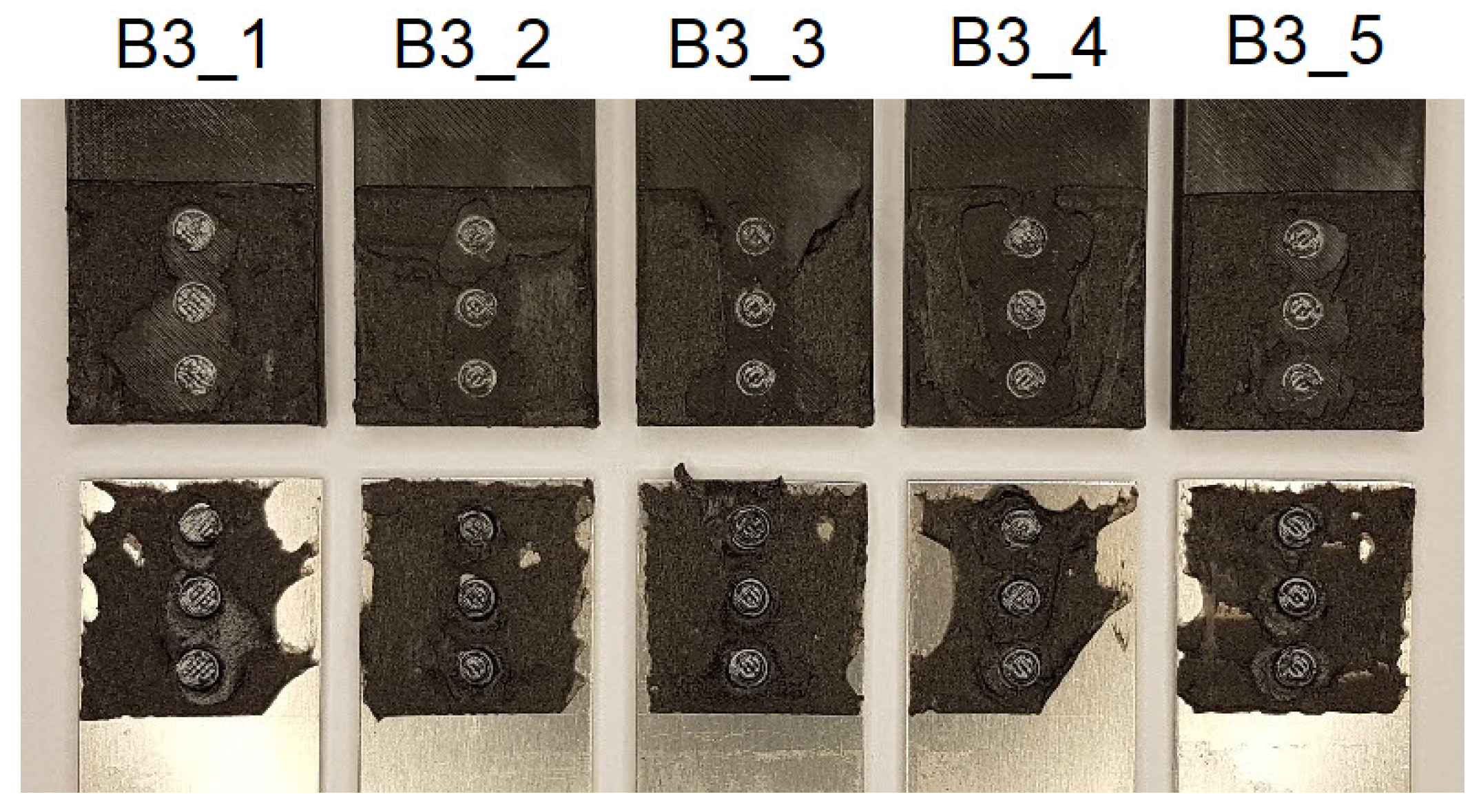
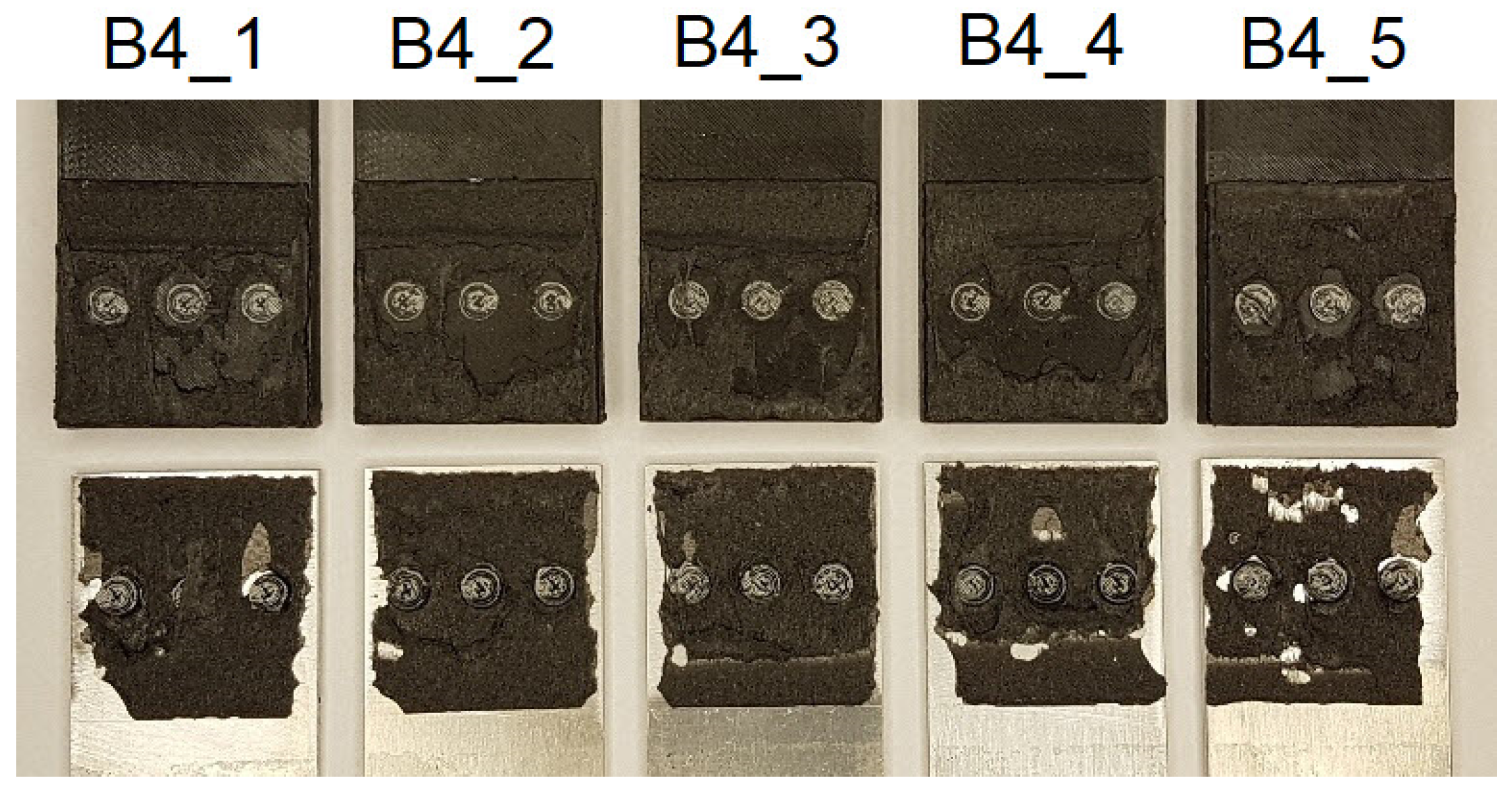
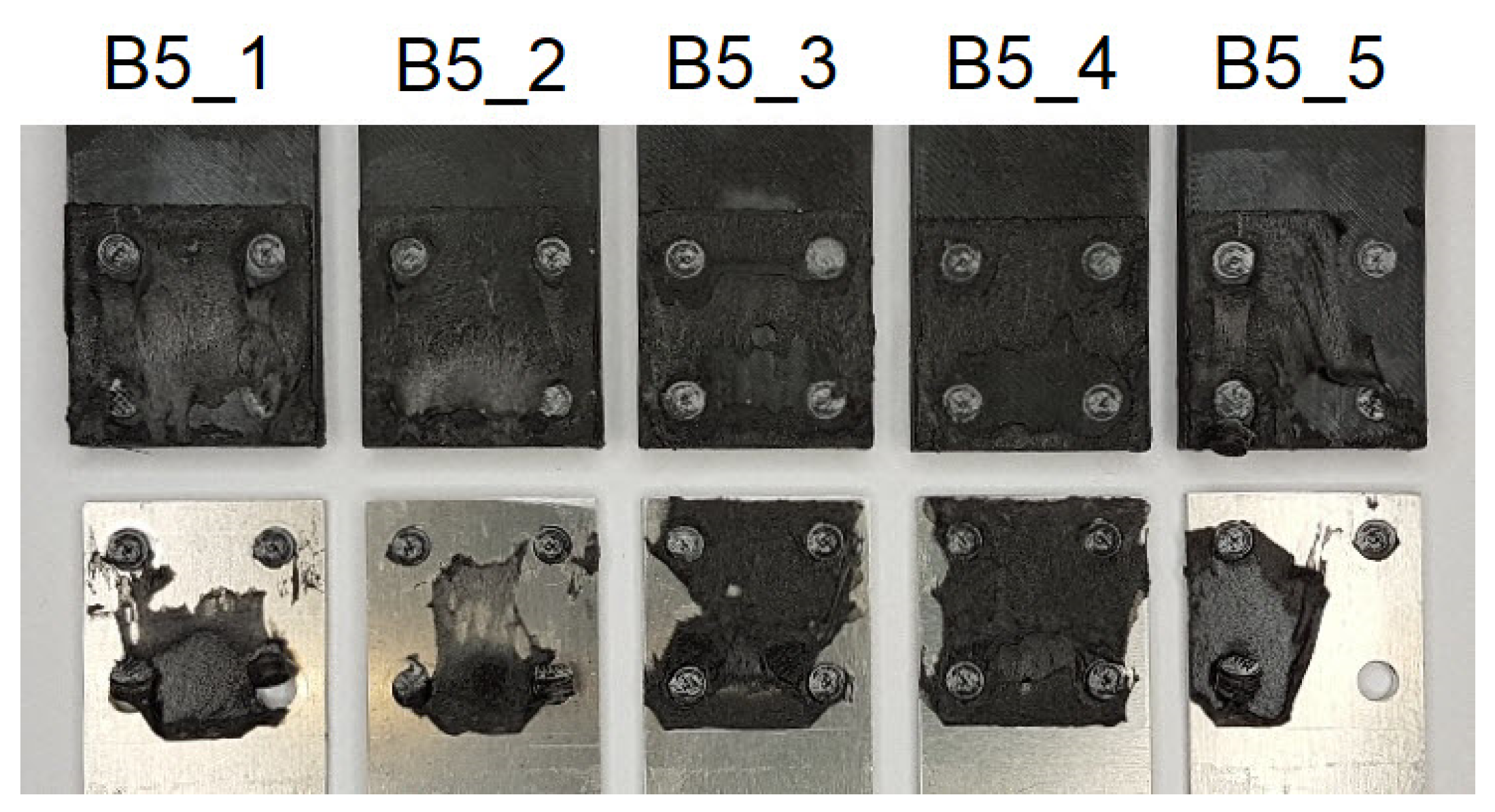
3.3. Mechanical Response of the Joints Having Different Numbers of Tenons—Group B
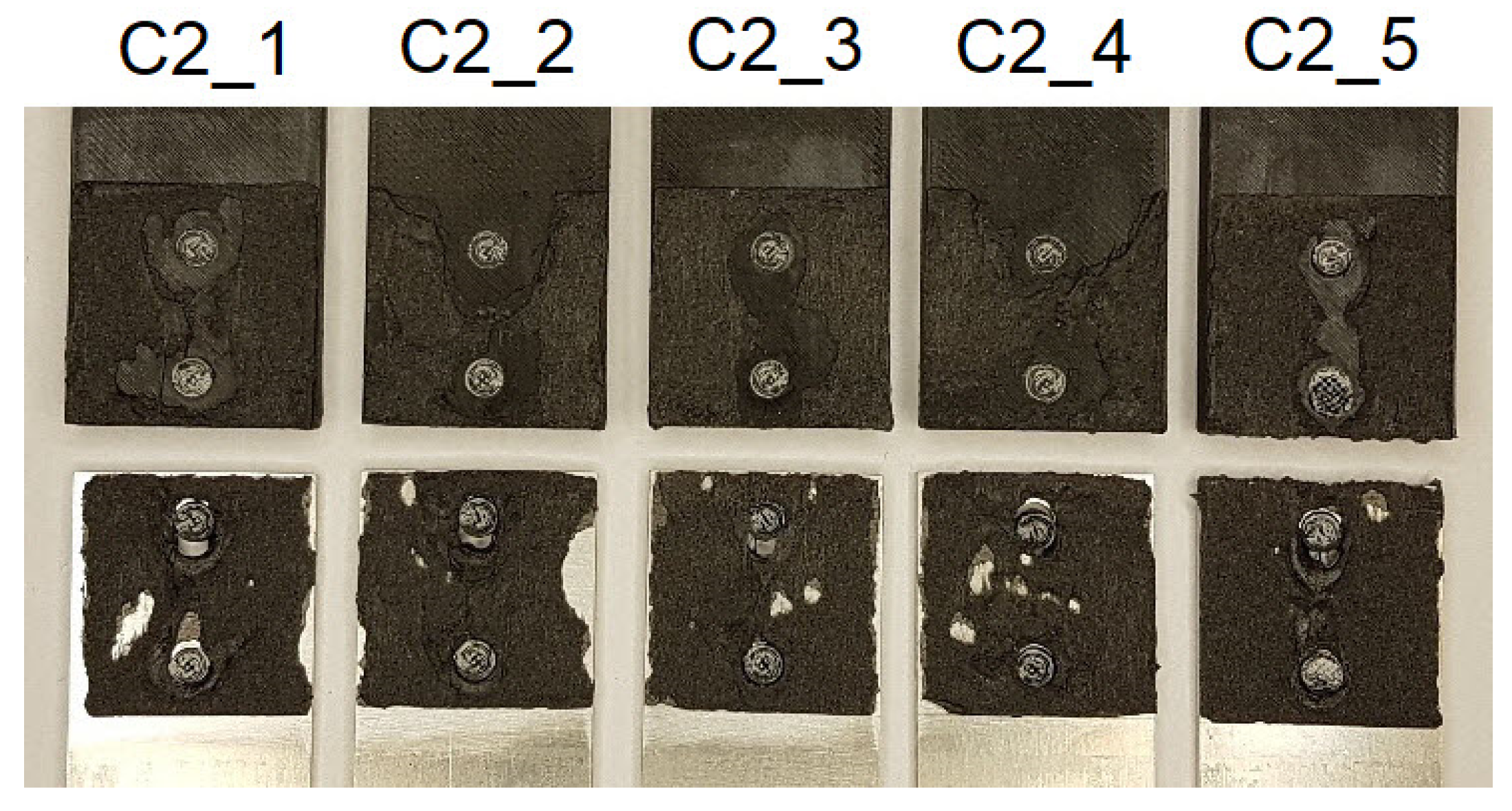
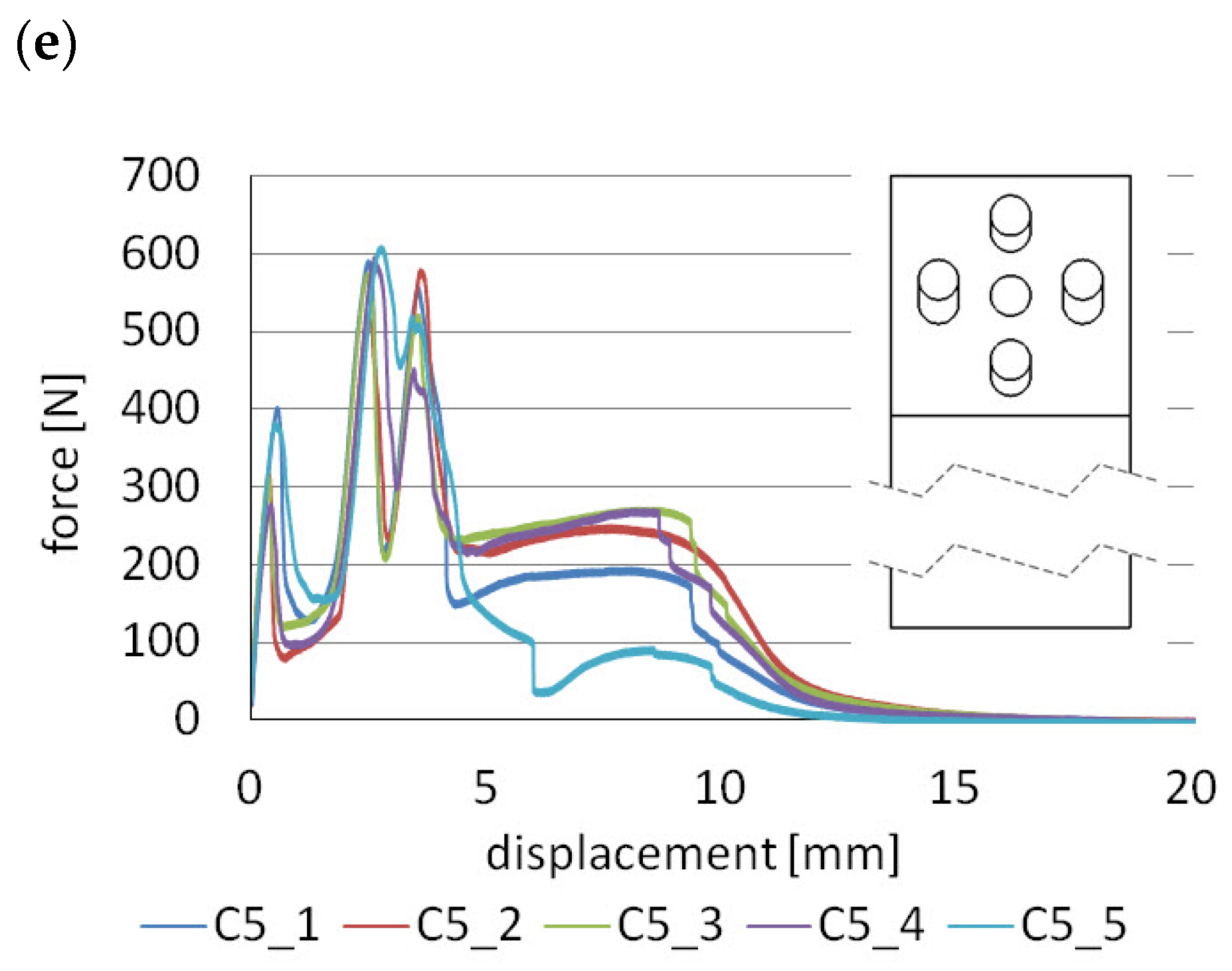
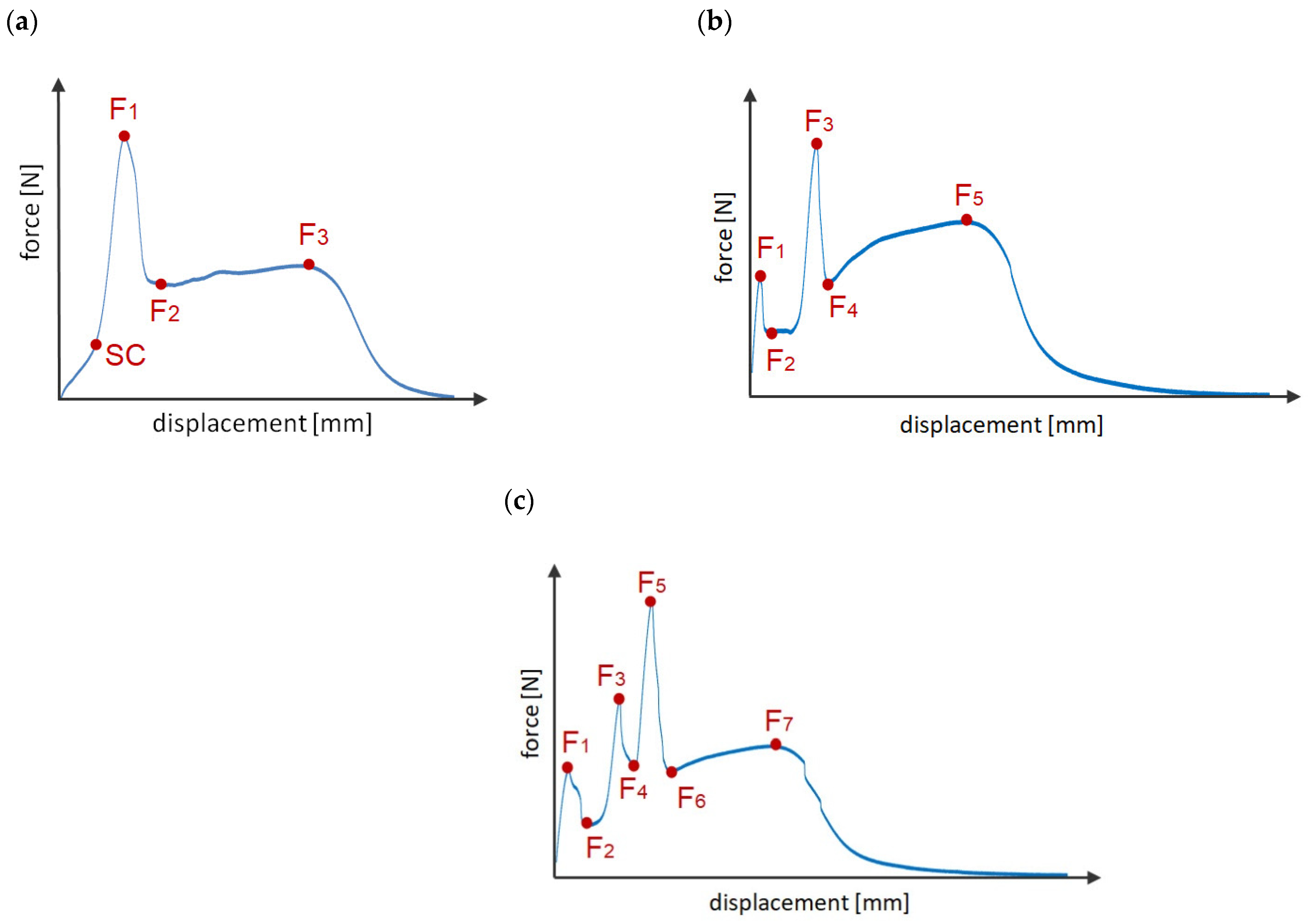
3.4. Mechanical Response of Hybrid Joints Characterised by Multi-Stage Operation—C Group
- (a)
- all mechanical joints have the same diameter and the holes with which they engage are equally elongated (e.g., C1 Figure 3a),
- (b)
- (c)
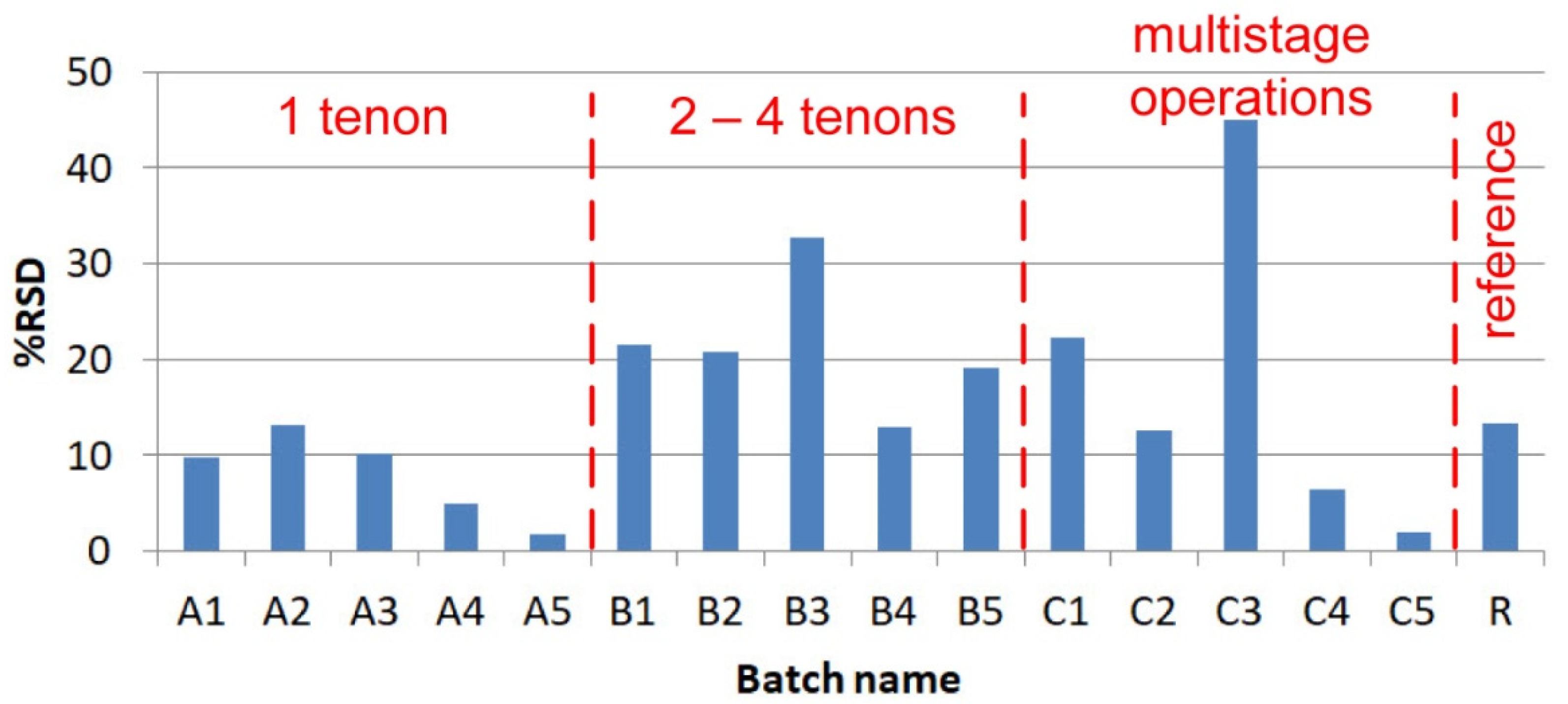
3.5. Scatter Analysis of the Results
4. Conclusions
- the introduction of mechanical joints, depending on the number and diameter of tenons, does not cause too high an increase in the energy required to cause the joints to fail, in comparison to the reference model R (maximum 10%). More often, there is a decrease of this parameter even by as much as 23%. This is because the polymeric tenon is much stiffer than the VHB tape, but it fails at small strains, hence the total energy is similar in each case,
- the introduction of mechanical connections significantly increases joint stiffness and maximum force. The largest increase was obtained for model A4 and was equal to 186%, compared to the reference model,
- the proportional increase of the tenon area, in the group A specimens, also results in a proportional increase in maximum force, with the operation of these joints being a two-stage process,
- increasing the tenon area, in the group A specimens, decreases the force transferred by the double-sided adhesive tape in the second stage, but all joints, regardless of tenon area, fail at the same displacement,
- the most advantageous solution from group B is model B1 which achieves both an increase in F1 force of about 14% in comparison to reference model R and above a 10% increase in the energy required to cause the joint to fail.
- specimens of the group C have the greatest potential for the arbitrary shaping of the characteristics of lap joints. The four- and six-stage joints, as designed, can significantly increase the safety of the structural elements,
- Four types of failure were observed during the study. The first is the cohesive failure that occurs in the volume of the VHB tape; the effect is that it remains on both surfaces of the laps. The second type consists of deformation and finally shearing of the polymeric tenons. The third type of failure, which occurs in almost every sample, is the loss of adhesion between the VHB tape and the laps. The last type of failure, which occurred in two A4 series specimens and all A5 series specimens, is cracking of the polymer laps at the tenon location.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A


Appendix B


References
- Garcia, R.; Prabhakar, P. Bond interface design for single lap joints using polymeric additive manufacturing. Compos. Struct. 2017, 176, 547–555. [Google Scholar] [CrossRef]
- Dahmen, V.; Redmann, A.J.; Austermann, J.; Quintanilla, A.L.; Mecham, S.J.; Osswald, T.A. Fabrication of hybrid composite T-joints by co-curing with 3D printed dual cure epoxy. Compos. Part B Eng. 2020, 183, 107728. [Google Scholar] [CrossRef]
- Albahri, R.; Yoon, H.-I.; Lee, J.D.; Yoon, S.-N.; Lee, S.J. Shear bond strength of provisional repair materials bonded to 3D printed resin. J. Dent. Sci. 2021, 16, 261–267. [Google Scholar] [CrossRef]
- Sadowski, T.; Golewski, P. Effect of Tolerance in the Fitting of Rivets in the Holes of Double Lap Joints Subjected to Uniaxial Tension. Key Eng. Mater. 2014, 607, 49–54. [Google Scholar] [CrossRef]
- Sadowski, T.; Kneć, M.; Golewski, P. Fatigue Response of the Hybrid Joints Obtained by Hot Spot Welding and Bonding Techniques. Key Eng. Mater. 2014, 601, 25–28. [Google Scholar] [CrossRef]
- Więckowski, W.; Lacki, P.; Adamus, J. Examinations of steel overlap joints obtained using the friction stir welding technology. Arch. Metall. Mater. 2019, 64, 393–399. [Google Scholar] [CrossRef]
- Wang, W.; Wang, S.; Zhang, X.; Xu, Y.; Tian, Y.; Huang, H. Enhanced aluminum alloy-polymer friction stir welding joints by introducing micro-textures. Mater. Lett. 2021, 295, 129872. [Google Scholar] [CrossRef]
- Wang, T.; Upadhyay, P.; Rabby, R.-E.; Li, X.; Li, L.; Soulami, A.; Kappagantula, K.S.; Whalen, S. Joining of thermoset carbon fiber reinforced polymer and AZ31 magnesium alloy sheet via friction stir interlocking. Int. J. Adv. Manuf. Technol. 2020, 109, 689–698. [Google Scholar] [CrossRef]
- Balawender, T. The Ability to Clinching as a Function of Material Hardening Behavior. Acta Met. Slovaca 2018, 24, 58–64. [Google Scholar] [CrossRef]
- Abibe, A.B.; Amancio-Filho, S.T.; dos Santos, J.; Hage, E. Mechanical and failure behaviour of hybrid polymer–metal staked joints. Mater. Des. 2013, 46, 338–347. [Google Scholar] [CrossRef] [Green Version]
- Baptista, R.; Pragana, J.; Bragança, I.; Silva, C.; Alves, L.; Martins, P. Joining aluminium profiles to composite sheets by additive manufacturing and forming. J. Mater. Process. Technol. 2020, 279, 116587. [Google Scholar] [CrossRef]
- Bergmann, J.P.; Stambke, M. Potential of Laser-manufactured Polymer-metal hybrid Joints. Phys. Procedia 2012, 39, 84–91. [Google Scholar] [CrossRef] [Green Version]
- Schricker, K.; Stambke, M.; Bergmann, J.P.; Bräutigam, K.; Henckell, P. Macroscopic Surface Structures for Polymer-metal Hybrid Joints Manufactured by Laser Based Thermal Joining. Phys. Procedia 2014, 56, 782–790. [Google Scholar] [CrossRef] [Green Version]
- Konchakova, N.; Balle, F.; Barth, F.; Mueller, R.; Eifler, D.; Steinmann, P. Finite element analysis of an inelastic interface in ultrasonic welded metal/fibre-reinforced polymer joints. Comput. Mater. Sci. 2010, 50, 184–190. [Google Scholar] [CrossRef]
- Lambiase, F.; Di Ilio, A. Mechanical clinching of metal–polymer joints. J. Mater. Process. Technol. 2015, 215, 12–19. [Google Scholar] [CrossRef]
- Golewski, P.; Sadowski, T.; Pietras, D.; Dudzik, S. The influence of aging in salt chamber on strength of aluminum—CFRP single lap joints. Mater. Today Proc. 2021, 45, 4264–4267. [Google Scholar] [CrossRef]
- Negru, R.; Marsavina, L.; Hluscu, M. Experimental and numerical investigations on adhesively bonded joints. IOP Conf. Series Mater. Sci. Eng. 2016, 123, 012012. [Google Scholar] [CrossRef]
- Golewski, P.; Sadowski, T. The Influence of Single Lap Geometry in Adhesive and Hybrid Joints on Their Load Carrying Capacity. Materials 2019, 12, 1884. [Google Scholar] [CrossRef] [Green Version]
- Golewski, P.; Sadowski:, T. The influence of dual adhesive in single lap joints on strength and energy absorption. Mater. Today Proc. 2021, 45, 4280–4285. [Google Scholar] [CrossRef]
- Gajewski, J.; Golewski, P.; Sadowski, T. The Use of Neural Networks in the Analysis of Dual Adhesive Single Lap Joints Subjected to Uniaxial Tensile Test. Materials 2021, 14, 419. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Huettig, F.; Schille, C.; Schweizer, E.; Geis-Gerstorfer, J.; Spintzyk, S. Peel bond strength between 3D printing tray materials and elastomeric impression/adhesive systems: A laboratory study. Dent. Mater. 2020, 36, e241–e254. [Google Scholar] [CrossRef] [PubMed]
- Khosravani, M.R.; Soltani, P.; Reinicke, T. Fracture and structural performance of adhesively bonded 3D-printed PETG single lap joints under different printing parameters. Theor. Appl. Fract. Mech. 2021, 116, 103087. [Google Scholar] [CrossRef]
- Nash, R.J.; Li, Y. Experimental and numerical analysis of 3D printed suture joints under shearing load. Eng. Fract. Mech. 2021, 253, 107912. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Soltani, P.; Weinberg, K.; Reinicke, T. Structural integrity of adhesively bonded 3D-printed joints. Polym. Test. 2021, 100, 107262. [Google Scholar] [CrossRef]
- Yap, Y.L.; Toh, W.; Koneru, R.; Lin, R.; Chan, K.I.; Guang, H.; Chan, W.Y.B.; Teong, S.S.; Zheng, G.; Ng, T.Y. Evaluation of structural epoxy and cyanoacrylate adhesives on jointed 3D printed polymeric materials. Int. J. Adhes. Adhes. 2020, 100, 102602. [Google Scholar] [CrossRef]
- Li, W.; Sang, L.; Jian, X.; Wang, J. Influence of sanding and plasma treatment on shear bond strength of 3D-printed PEI, PEEK and PEEK/CF. Int. J. Adhes. Adhes. 2020, 100, 102614. [Google Scholar] [CrossRef]
- Jucienė, M.; Dobilaitė, V. Impact of climatic effects and various surfaces on the tack of adhesive tapes for building & construction. J. Build. Eng. 2021, 42, 102825. [Google Scholar] [CrossRef]
- Biel, A.; Alfredsson, K.S.; Carlberger, T. Adhesive Tapes; Cohesive Laws for a Soft Layer. Procedia Mater. Sci. 2014, 3, 1389–1393. [Google Scholar] [CrossRef] [Green Version]
- Fufa, S.M.; Labonnote, N.; Frank, S.; Rüther, P.; Jelle, B.P. Durability evaluation of adhesive tapes for building applications. Constr. Build. Mater. 2018, 161, 528–538. [Google Scholar] [CrossRef]
- Liao, Z.; Hossain, M.; Yao, X.; Mehnert, M.; Steinmann, P. On thermo-viscoelastic experimental characterization and numerical modelling of VHB polymer. Int. J. Non-Linear Mech. 2020, 118, 103263. [Google Scholar] [CrossRef]
- Zhu, Z.; Xia, Y.; Jiang, C.; Yang, Z.; Jiang, H. Investigation of zero-degree peeling behavior of visco-hyperelastic highly stretchable adhesive tape on rigid substrate. Eng. Fract. Mech. 2021, 241, 107368. [Google Scholar] [CrossRef]
- Sadowski, T.; Nowicki, M.; Golewski, P. The influence of the use of fasteners with different stiffness in hybrid joints subjected to complex mechanical loads. Arch. Metall. Mater. 2019, 64, 1263–1268. [Google Scholar] [CrossRef]
- Sadowski, T.; Golewski, P. Modelling and Experimental Testing of Hybrid Joints Made of: Aluminium Adherends, Adhesive Layers and Rivets for Aerospace Applications. Arch. Met. Mater. 2017, 62, 1577–1583. [Google Scholar] [CrossRef] [Green Version]
- Elzaroug, M.; Kadioglu, F.; Demiral, M.; Saad, D. Experimental and numerical investigation into strength of bolted, bonded and hybrid single lap joints: Effects of adherend material type and thickness. Int. J. Adhes. Adhes. 2018, 87, 130–141. [Google Scholar] [CrossRef]
- Li, X.; Cheng, X.; Cheng, Y.; Wang, Z.; Huang, W. Tensile properties of a composite–metal single-lap hybrid bonded/bolted joint. Chin. J. Aeronaut. 2021, 34, 629–640. [Google Scholar] [CrossRef]
- Romanov, V.S.; Heidari-Rarani, M.; Lessard, L. A parametric study on static behavior and load sharing of multi-bolt hybrid bonded/bolted composite joints. Compos. Part B Eng. 2021, 217, 108897. [Google Scholar] [CrossRef]
- Huang, Z.; Sugiyama, S.; Yanagimoto, J. Hybrid joining process for carbon fiber reinforced thermosetting plastic and metallic thin sheets by chemical bonding and plastic deformation. J. Mater. Process. Technol. 2013, 213, 1864–1874. [Google Scholar] [CrossRef]
- Marques, G.; Campilho, R.; Silva, F.; Moreira, R.D.F. Adhesive selection for hybrid spot-welded/bonded single-lap joints: Experimentation and numerical analysis. Compos. Part B Eng. 2016, 84, 248–257. [Google Scholar] [CrossRef]
- Marsavina, L.; Nurse, A.D.; Braescu, L.; Craciun, E.M. Stress singularity of symmetric free-edge joints with elasto-plastic behaviour. Comput. Mater. Sci. 2012, 52, 282–286. [Google Scholar] [CrossRef]
- Sadowski, T.; Golewski, P. Numerical Study of the Prestressed Connectors and Their Distribution on the Strength of a Single Lap, a Double Lap and Hybrid Joints Subjected to Uniaxial Tensile Test. Arch. Met. Mater. 2013, 58, 579–585. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printing Parameters | Values | ABS Parameters | Values |
|---|---|---|---|
| Raster angle (°) | ±45 | Density (g/cm3) | 1.06 |
| Raster width (mm) | 0.4 | Young modulus (GPa) | 2.24 |
| Print tolerance (%) | ±0.2 | Poisson ratio | 0.38 |
| Infill percentage (%) | 100 | Yield point (MPa) | 20 |
| Layer thickness (mm) | 0.09 | Tensile strength (MPa) | 29.6 |
| Bed temperature (°C) | 80 | Filament diameter (mm) | 1.75 |
| Nozzle diameter (mm) | 0.4 | Diameter tolerance (mm) | ±0.05 |
| Printing speed (mm/s) | 30 | Melting point (°C) | ∼250 |
| Nozzle temperature (°C) | 275 | Thermal conductivity (W/mK) | 0.16 |
| Model A1 | Model A2 | Model A3 | Model A4 | Model A5 | |
|---|---|---|---|---|---|
| F1 [N], (σ1 [MPa]) | 246 (1.64) | 488 (3.25) | 744 (4.96) | 953 (6.35) | 1094 (7.29) |
| F2 [N], (σ2 [MPa]) | 83 (0.55) | 89 (0.59) | 90 (0.6) | 123 (0.82) | 126 (0.84) |
| F3 [N], (σ3 [MPa]) | 342 (2.28) | 329 (2.19) | 277 (1.85) | 219 (1.46) | 207 (1.38) |
| energy [J] | 3.1 | 3.2 | 2.8 | 3.1 | 3.3 |
| Model B1 | Model B2 | Model B3 | Model B4 | Model B5 | |
|---|---|---|---|---|---|
| F1 [N], (σ1 [MPa]) | 380 (2.53) | 395 (2.63) | 451 (3.01) | 539 (3.59) | 591 (3.94) |
| F2 [N], (σ2 [MPa]) | 147 (0.98) | 101(0.67) | 137 (0.91) | 144 (0.96) | 104 (0.69) |
| F3 [N], (σ3 [MPa]) | 325 (2.16) | 305 (2.03) | 287 (1.91) | 288 (1.92) | 270 (1.8) |
| energy [J] | 3.3 | 2.8 | 2.8 | 2.7 | 2.8 |
| Model C1 | Model C2 | Model C3 | Model C4 | Model C5 | |
|---|---|---|---|---|---|
| F1 [N], (σ1 [MPa]) | 340 (2.32) | 285 (1.90) | 219 (1.46) | 291 (1.94) | 310 (2.07) |
| F2 [N], (σ2 [MPa]) | 233 (1.55) | 151 (1.01) | 98 (0.65) | 156 (1.04) | 124 (0.83) |
| F3 [N], (σ3 [MPa]) | - | 347 (2.31) | 420 (2.8) | 411 (0.27) | 552 (3.68) |
| F4 [N], (σ4 [MPa]) | - | 241 (1.61) | 184 (1.23) | 246 (1.64) | 329 (2.19) |
| F5 [N], (σ5 [MPa]) | - | - | - | 598 (3.99) | 514 (3.43) |
| F6 [N], (σ6 [MPa]) | - | - | - | 221 (1.47) | 197 (1.31) |
| F7 [N], (σ7 [MPa]) | 313 (2.09) | 300 (2.00) | 226 (1.51) | 251 (1.67) | 212 (1.41) |
| energy [J] | 3 | 3 | 2.3 | 2.8 | 2.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Golewski, P.; Nowicki, M.; Sadowski, T.; Pietras, D. Experimental Study of Single-Lap, Hybrid Joints, Made of 3D Printed Polymer and Aluminium Adherends. Materials 2021, 14, 7705. https://doi.org/10.3390/ma14247705
Golewski P, Nowicki M, Sadowski T, Pietras D. Experimental Study of Single-Lap, Hybrid Joints, Made of 3D Printed Polymer and Aluminium Adherends. Materials. 2021; 14(24):7705. https://doi.org/10.3390/ma14247705
Chicago/Turabian StyleGolewski, Przemysław, Marek Nowicki, Tomasz Sadowski, and Daniel Pietras. 2021. "Experimental Study of Single-Lap, Hybrid Joints, Made of 3D Printed Polymer and Aluminium Adherends" Materials 14, no. 24: 7705. https://doi.org/10.3390/ma14247705