
Mechanical Properties and Microstructure of Epoxy Mortars Made with Polyethylene and Poly(Ethylene Terephthalate) Waste


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.3. Central Compositional Plan Methodology
- x1—waste PE content (% PE)—took values from 0 to 10 vol.% and was a substitute for sand;
- x2—the volume ratio of resin to aggregate R/A with values in the range of 0.33–0.82.
- ẑ—value of the test object function for real variable values,
- x1—percentage share of waste PE (% PE),
- x2—resin to aggregate ratio (R/A),
- Ai—coefficients of the equation for real variables.
3. Results and Discussion
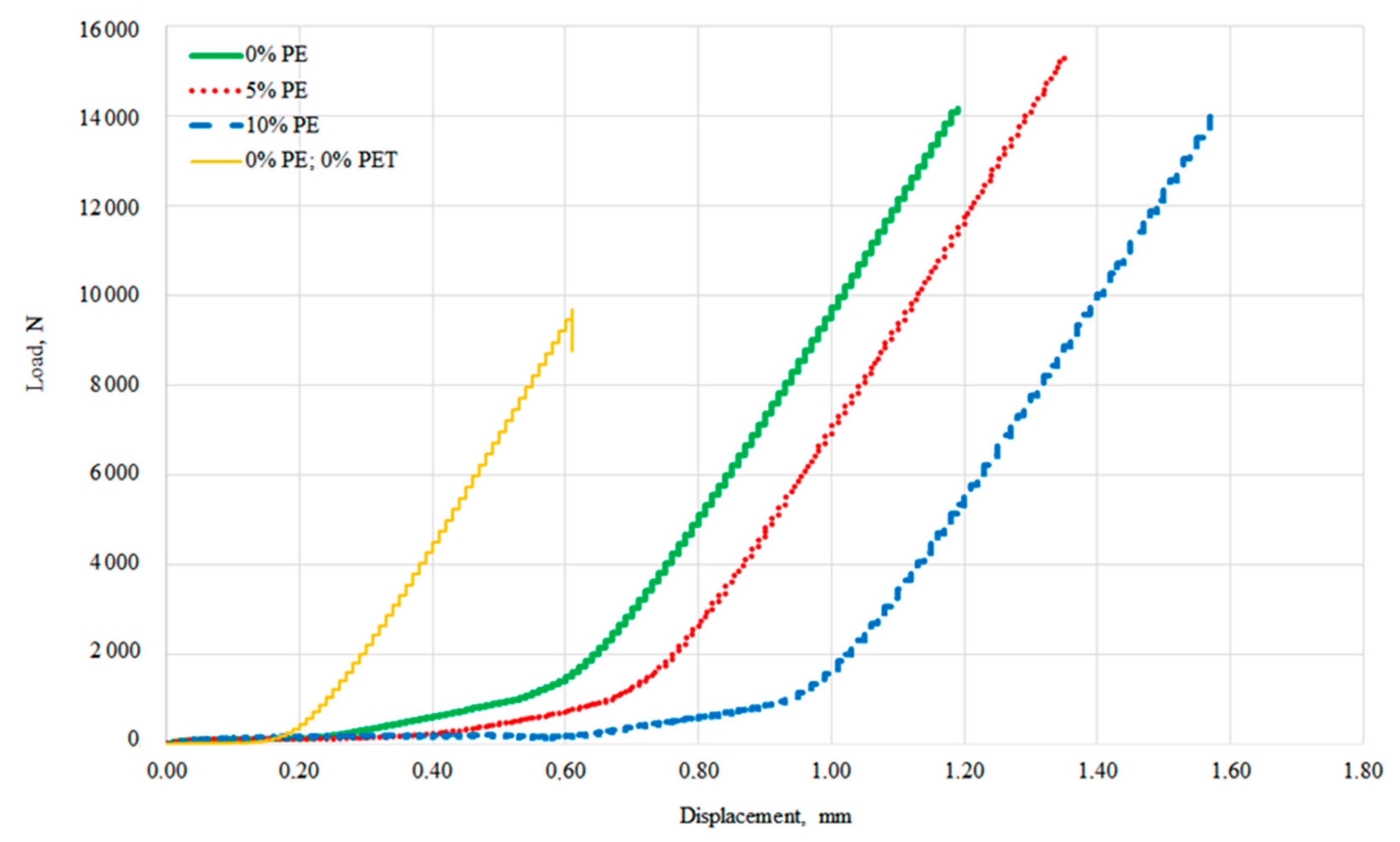
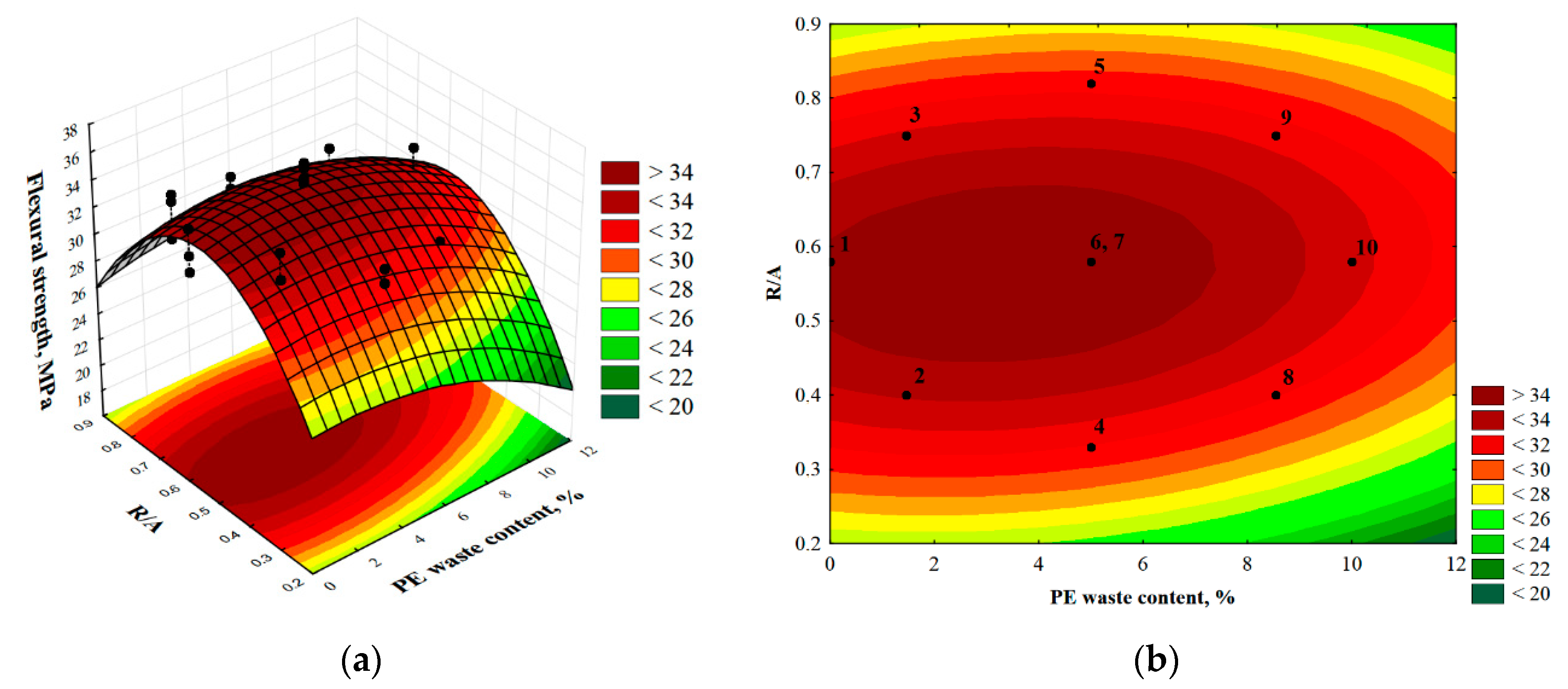
3.1. Flexural Strength
3.2. Compressive Strength
3.3. Bulk Density
3.4. Multiple Output Optimization: A Response Utility Profile

4. Conclusions
- Epoxy mortars can be successfully modified with such plastic wastes as poly(ethylene terephthalate) and polyethylene.
- Both the addition of the glycolysate obtained on the basis of PET waste and the agglomerate of PE waste influence the plasticity of the epoxy mortars obtained and improve the flexural strength.
- Flexural strength of the mortars at 5% substitution of sand with PE waste increased by 6.6% and at 10% substitution it was comparable with the values obtained for the mortars without the waste additive and amounted to 33.3 MPa.
- The addition of PE waste agglomerate slightly decreased the compressive strength of epoxy mortars, but even at 10% substitution of sand with PE waste the strength remained at a very high level of 94.7 MPa.
- Applying the multiple output optimization, it was shown that the most advantageous values of strength parameters and bulk density could be simultaneously obtained for mortars characterized by resin to aggregate ratio (R/A) equaling 0.58 and PE waste content at the level of 5 vol.%.
- Environmental concerns cast a shadow over the production, use, and consumption of the plastic. The proposed modification of epoxy mortars with plastic waste may be a way to solve them in accordance with the principles of modern, low-carbon, resource-, and energy-efficient economy, and lead to the implementation of goals adopted in the plans of sustainable development of EU countries by 2030.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Awoyera, P.O.; Adesina, A. Plastic wastes to construction products: Status, limitations and future perspective. Case Stud. Constr. Mater. 2020, 12, e00330. [Google Scholar] [CrossRef]
- Nikbin, I.M.; Farshamizadeh, M.; Jafarzadeh, G.A.; Shamsi, S. Fracture parameters assessment of lightweight concrete containing waste polyethylene terephthalate by means of SEM and BEM methods. Theor. Appl. Fract. Mech. 2020, 107, 102518. [Google Scholar] [CrossRef]
- The Great Pacific Garbage Patch. Available online: https://theoceancleanup.com/great-pacific-garbage-patch/ (accessed on 16 April 2021).
- European Strategy for Plastics in a Circular Economy. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?qid=1516265440535&uri=COM:2018:28:FIN (accessed on 16 April 2021).
- Changing the Way We Use Plastics. Available online: https://ec.europa.eu/environment/circular-economy/pdf/pan-european-factsheet.pdf (accessed on 16 April 2021).
- Sulyman, M.; Haponiuk, J.; Formela, K. Utilization of Recycled Polyethylene Terephthalate (PET) in Engineering Materials: A Review. Int. J. Environ. Sci. Dev. 2016, 7, 100. [Google Scholar] [CrossRef] [Green Version]
- Zéhil, G.-P.; Assaad, J.J. Feasibility of concrete mixtures containing cross-linked polyethylene waste materials. Constr. Build. Mater. 2019, 226, 1–10. [Google Scholar] [CrossRef]
- Our World in Data. Available online: https://ourworldindata.org/grapher/plastic-waste-polymer (accessed on 16 April 2021).
- Bahij, S.; Omary, S.; Feugeas, F.; Faqiri, A. Fresh and hardened properties of concrete containing different forms of plastic waste—A review. Waste Manage. 2020, 113, 157–175. [Google Scholar] [CrossRef] [PubMed]
- Srivastava, A.; Singh, S.K. Utilization of alternative sand for preparation of sustainable mortar: A review. J. Clean. Prod. 2020, 253, 119706. [Google Scholar] [CrossRef]
- Shamsaei, M.; Aghayan, I.; Kazemi, K.A. Experimental investigation of using cross-linked polyethylene waste as aggregate in roller compacted concrete pavement. J. Clean. Prod. 2017, 165, 290–297. [Google Scholar] [CrossRef]
- Aattache, A.; Soltani, R.; Mahi, A. Investigations for properties improvement of recycled PE polymer particles-reinforced mortars for repair practice. Constr. Build. Mater. 2017, 146, 603–614. [Google Scholar] [CrossRef]
- Nikbin, I.M.; Ahmadi, H. Fracture behaviour of concrete containing waste tire and waste polyethylene terephthalate: An sustainable fracture design. Constr. Build. Mater. 2020, 261, 119960. [Google Scholar] [CrossRef]
- Seco, A.; Echeverría, A.M.; Marcelino, S.; García, B.; Espuelas, S. Durability of polyester polymer concretes based on metallurgical wastes for the manufacture of construction and building products. Constr. Build. Mater. 2020, 240, 117907. [Google Scholar] [CrossRef]
- Belmokaddem, M.; Mahi, A.; Senhadji, Y.; Pekmezci, B.Y. Mechanical and physical properties and morphology of concrete containing plastic waste as aggregate. Constr. Build. Mater. 2020, 257, 119559. [Google Scholar] [CrossRef]
- Thorneycroft, J.; Orr, J.; Savoikar, P.; Ball, R.J. Performance of structural concrete with recycled plastic waste as a partial replacement for sand. Constr. Build. Mater. 2018, 161, 63–69. [Google Scholar] [CrossRef]
- Fink, J.K. Unsaturated polyester resins. In Reactive Polymers: Fundamentals and Applications: A Concise Guide to Industrial Polymers, 3rd ed.; Fink, J.K., Ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2018; pp. 1–69. [Google Scholar]
- Shigang, A.; Liqun, T.; Yiqi, M.; Yongmao, P.; Yiping, L.; Daining, F. Effect of aggregate distribution and shape on failure behavior of polyurethane polimer concrete under tension. Comput. Mater. Sci. 2013, 67, 133–139. [Google Scholar] [CrossRef]
- Bulut, H.A.; Sahin, R. A study on mechanical properties of polymer concrete containing electronic plastic waste. Compos. Struct. 2017, 178, 50–62. [Google Scholar] [CrossRef]
- Hong, S.; Kim, H.; Park, S.-K. Optimal mix and freeze-thaw durability of polysulfide polymer concrete. Constr. Build. Mater. 2016, 127, 539–545. [Google Scholar] [CrossRef]
- Dębska, B.; Lichołai, L. Long-Term Chemical Resistance of Ecological Epoxy Polymer Composites. J. Ecol. Eng. 2018, 19, 204–212. [Google Scholar] [CrossRef] [Green Version]
- Shao, J.; Zhu, H.; Zuo, X.; Lei, W.; Borito, S.M.; Liang, J.; Duan, F. Effect of waste rubber particles on the mechanical performance and deformation properties of epoxy concrete for repair. Constr. Build. Mater. 2020, 241, 118008. [Google Scholar] [CrossRef]
- Dębska, B.; Lichołai, L.; Szyszka, J. Innovative composite on the basis of an aerogel mat with an epoxy resin modified with PET waste and PCM. E3S Web Conf. 2018, 44, 00031. [Google Scholar] [CrossRef] [Green Version]
- Ramírez-Arreola, D.E.; Sedano-de la Rosa, C.; Haro-Mares, N.B.; Ramírez-Morán, J.A.; Pérez-Fonseca, A.A.; Robledo-Ortíz, J.R. Compressive strength study of cement mortars lightened with foamed HDPE nanocomposites. Mater. Des. 2015, 74, 119–124. [Google Scholar] [CrossRef]
- Chen, Y.; Xu, L.; Xuan, W.; Zhou, Z. Experimental study on four-point cyclic bending behaviours of concrete with high density polyethylene granules. Constr. Build. Mater. 2019, 201, 691–701. [Google Scholar] [CrossRef]
- Rahmani, E.; Dehestani, M.; Beygi, M.H.A.; Allahyari, H.; Nikbin, I.M. On the mechanical properties of concrete containing waste PET particles. Constr. Build. Mater. 2013, 47, 1302–1308. [Google Scholar] [CrossRef]
- Badache, A.; Benosman, A.S.; Senhadji, Y.; Mouli, M. Thermo-physical and mechanical characteristics of sand-based lightweight composite mortars with recycled high-density polyethylene (HDPE). Constr. Build. Mater. 2018, 163, 40–52. [Google Scholar] [CrossRef]
- Basha, S.I.; Ali, M.R.; Al-Dulaijan, S.U.; Maslehuddin, M. Mechanical and thermal properties of lightweight recycled plastic aggregate concrete. J. Build. Eng. 2020, 32, 101710. [Google Scholar] [CrossRef]
- Reis, J.M.L.; Carneiro, E.P. Evaluation of PET waste aggregates in polymer mortars. Constr. Build. Mater. 2012, 27, 107–111. [Google Scholar] [CrossRef]
- Reis, J.M.L.; Chianelli-Junior, R.; Cardoso, J.L.; Marinho, F.J.V. Effect of recycled PET in the fracture mechanics of polymer mortar. Constr. Build. Mater. 2011, 25, 2799–2804. [Google Scholar] [CrossRef] [Green Version]
- Vidales, J.M.M.; Narváez Hernández, L.; Tapia López, J.I.; Martínez Flores, E.E.; Hernández, L.S. Polymer mortars prepared using a polymeric resin and particles obtained from waste pet bottle. Constr. Build. Mater. 2014, 65, 376–383. [Google Scholar] [CrossRef]
- Metody Badania Cementu—Część 1: Oznaczanie Wytrzymałości; PN-EN 196-1:2016-07; PKN: Warsaw, Poland, 2016.
- Dębska, B.; Lichołai, L.; Brigolini, G. Effects of waste glass as aggregate on the properties of resin composites. Constr. Build. Mater. 2020, 258, 119632. [Google Scholar] [CrossRef]
- Bukhari, N.; Kaur, S.; Bai, S.H.; Hay, Y.K.; Majeed, A.B.A.; Kang, Y.B.; Anderson, M.J. Statistical Design of Experiments on Fabrication of Starch Nanoparticles—A Case Study for Application of Response Surface Methods (RSM). Available online: http://www.statease.com/pubs/doe_for_starch_milling.pdf (accessed on 16 April 2021).
- Liang, J.-Z. Tensile, flow, and thermal properties of CaCO3-filled LDPE/LLDPE composites. J. Appl. Polym. Sci. 2007, 104, 1692–1696. [Google Scholar] [CrossRef]
- Alsaygh, A.A.; Al-hamidi, J.; Alsewailem, F.D.; Al-Najjar, I.M.; Kuznetsov, V.L. Characterization of polyethylene synthesized by zirconium single site catalysts. Appl. Petrochem. Res. 2014, 4, 79–84. [Google Scholar] [CrossRef] [Green Version]
- Laridjani, M.; Leboucher, P. The structural dilemma of bulk polyethylene: An intermediary structure. PLoS ONE 2009, 4, e6228. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Marinkovic, F.S.; Popovic, D.M.; Jovanovic, J.D.; Stankovic, B.S.; Adnadjevic, B.K. Methods for quantitative determination of filler weight fraction and filler dispersion degree in polymer composites: Example of low-density polyethylene and NaA zeolite composite. Appl. Phys. A 2019, 125, 611. [Google Scholar] [CrossRef]
- Martínez-López, M.; Martínez-Barrera, G.; Coz-Díaz, J.J.; Martínez-Martínez, J.E.; Gencel, O.; Ribeiro, M.C.S.; Varela-Guerrero, V. Polymer waste materials as fillers in polymer mortars: Experimental and finite elements simulation. Case Stud. Constr. Mater. 2018, 9, e00178. [Google Scholar] [CrossRef]
- Ribeiro, M.C.S.; Meixedo, J.P.; Fiúza, A.; Dinis, M.L.; Meira Castro, A.C.; Silva, F.J.G.; Costa, C.; Ferreira, F.; Alvim, M.R. Mechanical Behaviour Analysis of Polyester Polymer Mortars Modified with Recycled GFRP Waste Materials. World Acad. Sci. Eng. Technol. 2011, 5, 1280–1286. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment Plan Points | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| PE waste content, % vol. | 0.0 | 1.46 | 1.46 | 5.0 | 5.0 | 5.0 | 5.0 | 8.54 | 8.54 | 10.0 |
| Ratio of volumes of resin to aggregate R/A | 0.58 | 0.40 | 0.75 | 0.33 | 0.82 | 0.58 | 0.58 | 0.4 | 0.75 | 0.58 |
| Chemical Composition | SiO2 | CaO | MgO | Al2O3 | K2O | Others |
|---|---|---|---|---|---|---|
| % | 87.14 | 1.30 | 0.38 | 7.80 | 1.65 | 1.73 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dębska, B.; Brigolini Silva, G.J. Mechanical Properties and Microstructure of Epoxy Mortars Made with Polyethylene and Poly(Ethylene Terephthalate) Waste. Materials 2021, 14, 2203. https://doi.org/10.3390/ma14092203
Dębska B, Brigolini Silva GJ. Mechanical Properties and Microstructure of Epoxy Mortars Made with Polyethylene and Poly(Ethylene Terephthalate) Waste. Materials. 2021; 14(9):2203. https://doi.org/10.3390/ma14092203
Chicago/Turabian StyleDębska, Bernardeta, and Guilherme Jorge Brigolini Silva. 2021. "Mechanical Properties and Microstructure of Epoxy Mortars Made with Polyethylene and Poly(Ethylene Terephthalate) Waste" Materials 14, no. 9: 2203. https://doi.org/10.3390/ma14092203