
Comparative Analysis of Ultrasonic NDT Techniques for the Detection and Characterisation of Hydrogen-Induced Cracking

 ,
,
Abstract
:1. Introduction
2. Overview of the Selected Hydrogen Damage Detection Techniques
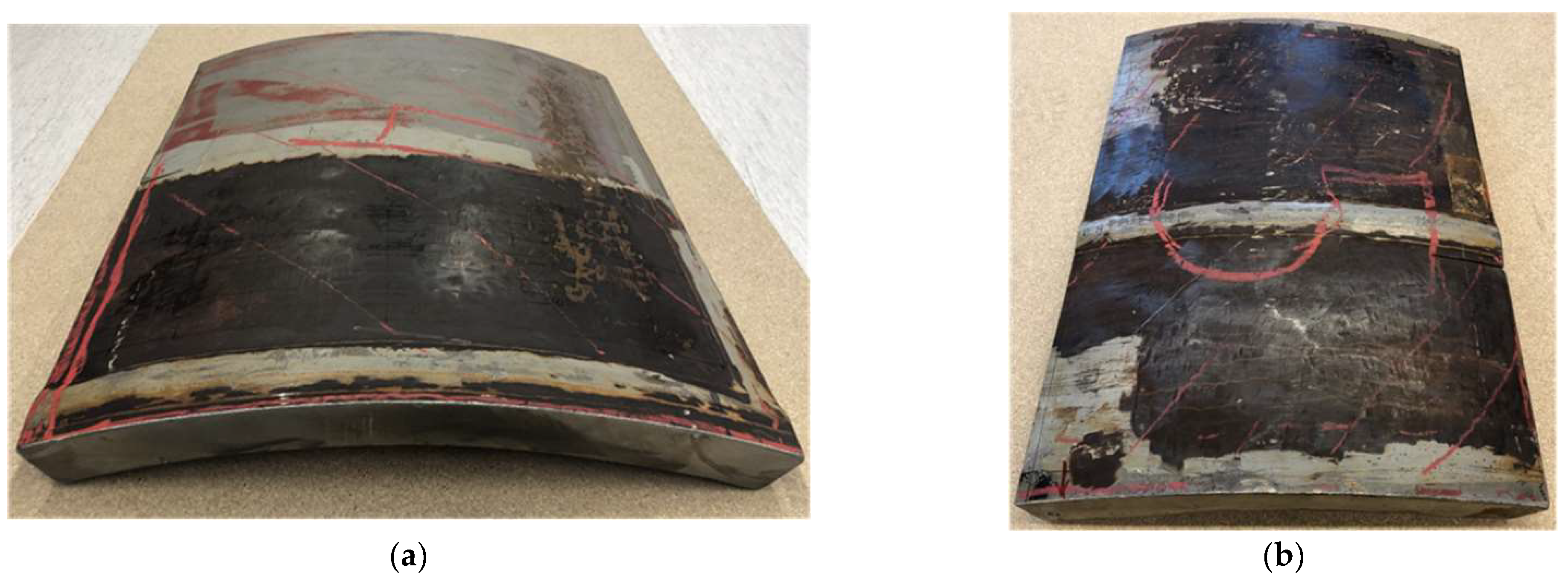
3. Test Samples and Experimental Techniques
- Sample No. 4: 540 × 567 × 46 mm3;
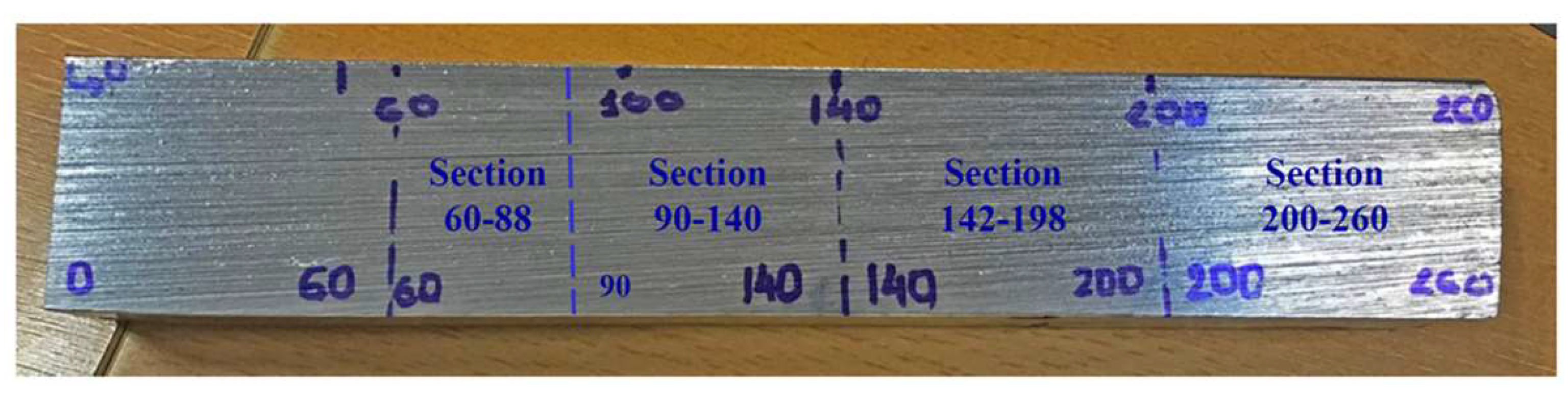
- Sample No. 5: 425 × 535 × 46 mm3.
4. Experimental Evaluation of Ultrasonic NDT Techniques for Detection of HTHA
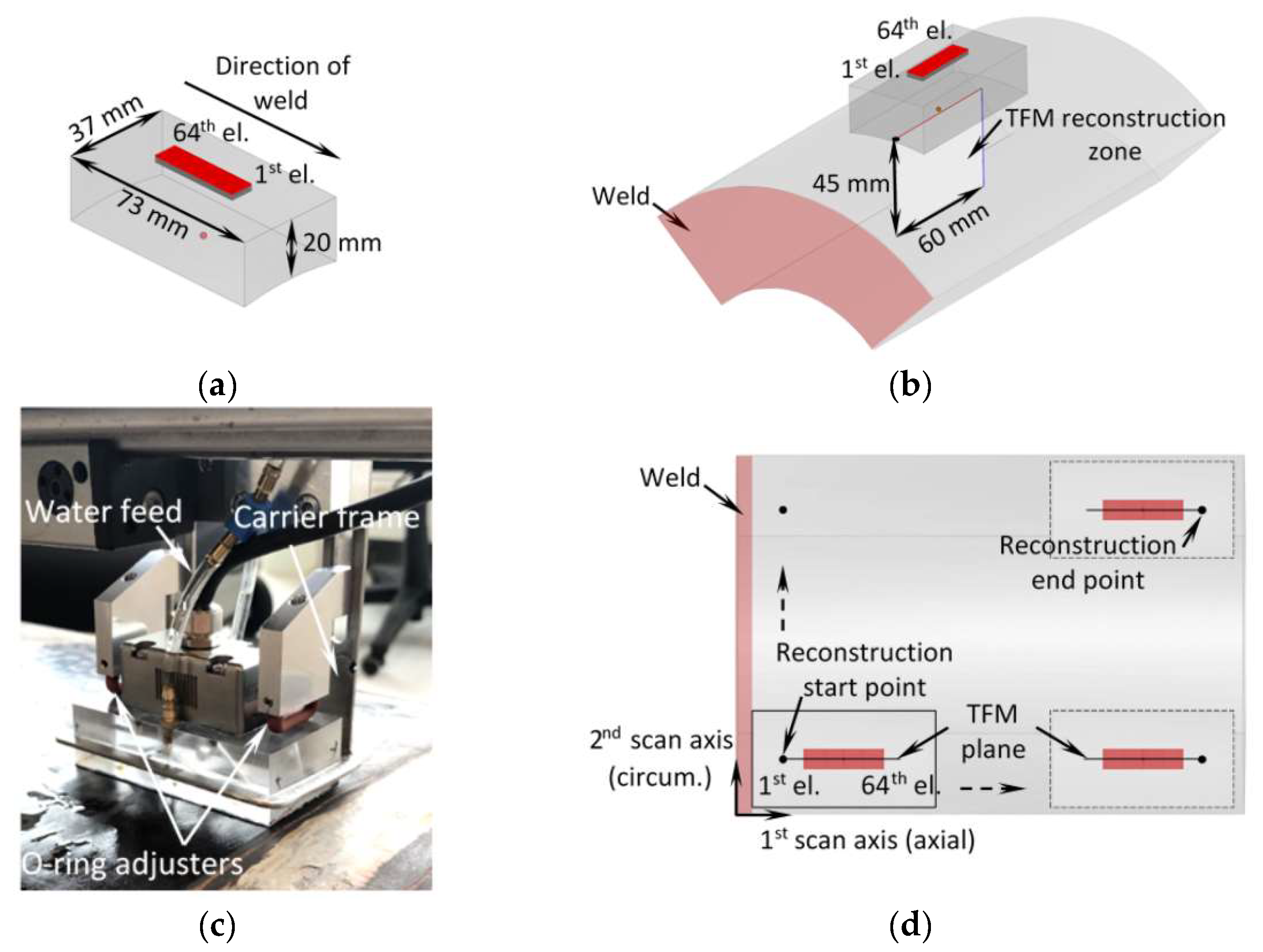
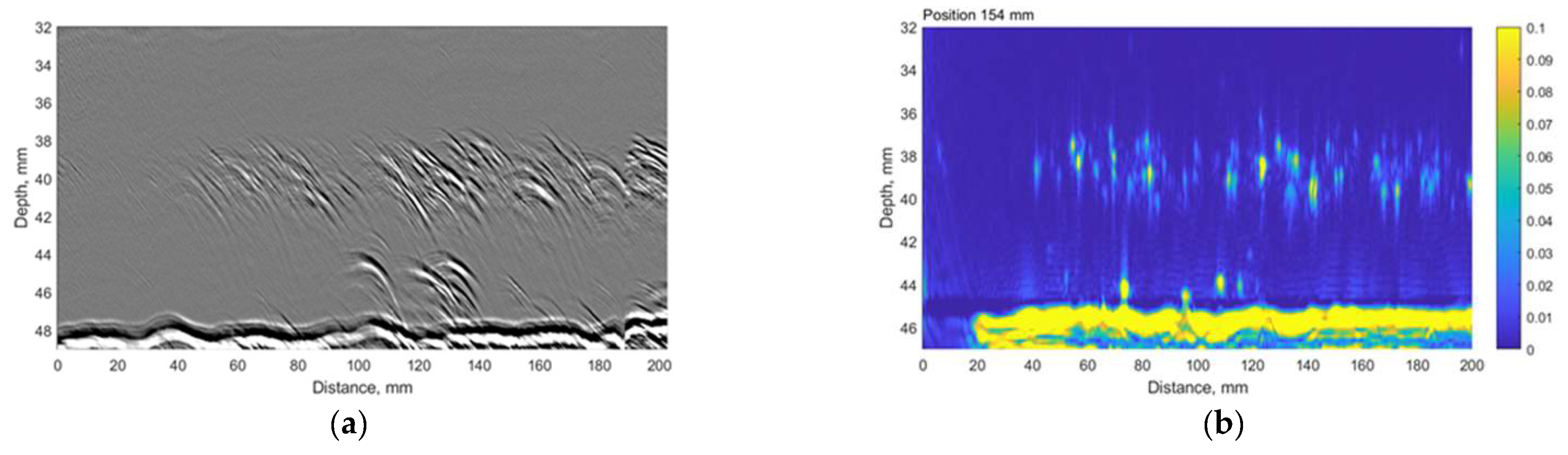
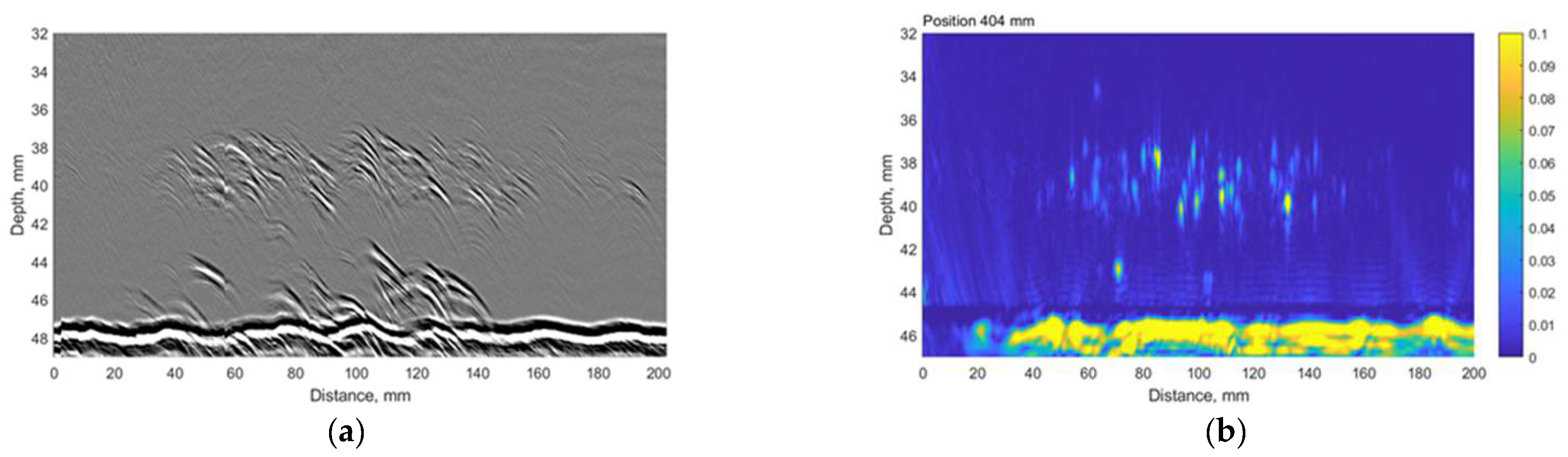
4.1. The Total Focusing Method (TFM)
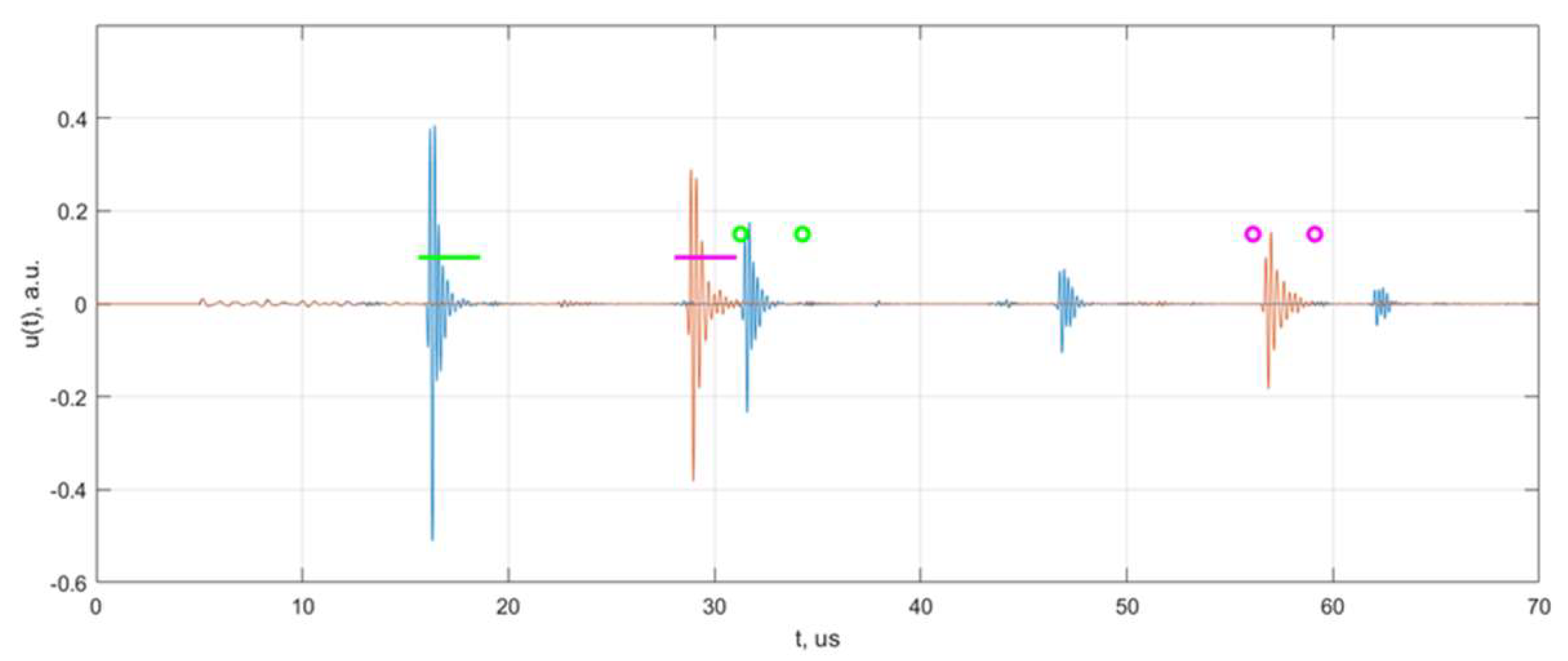
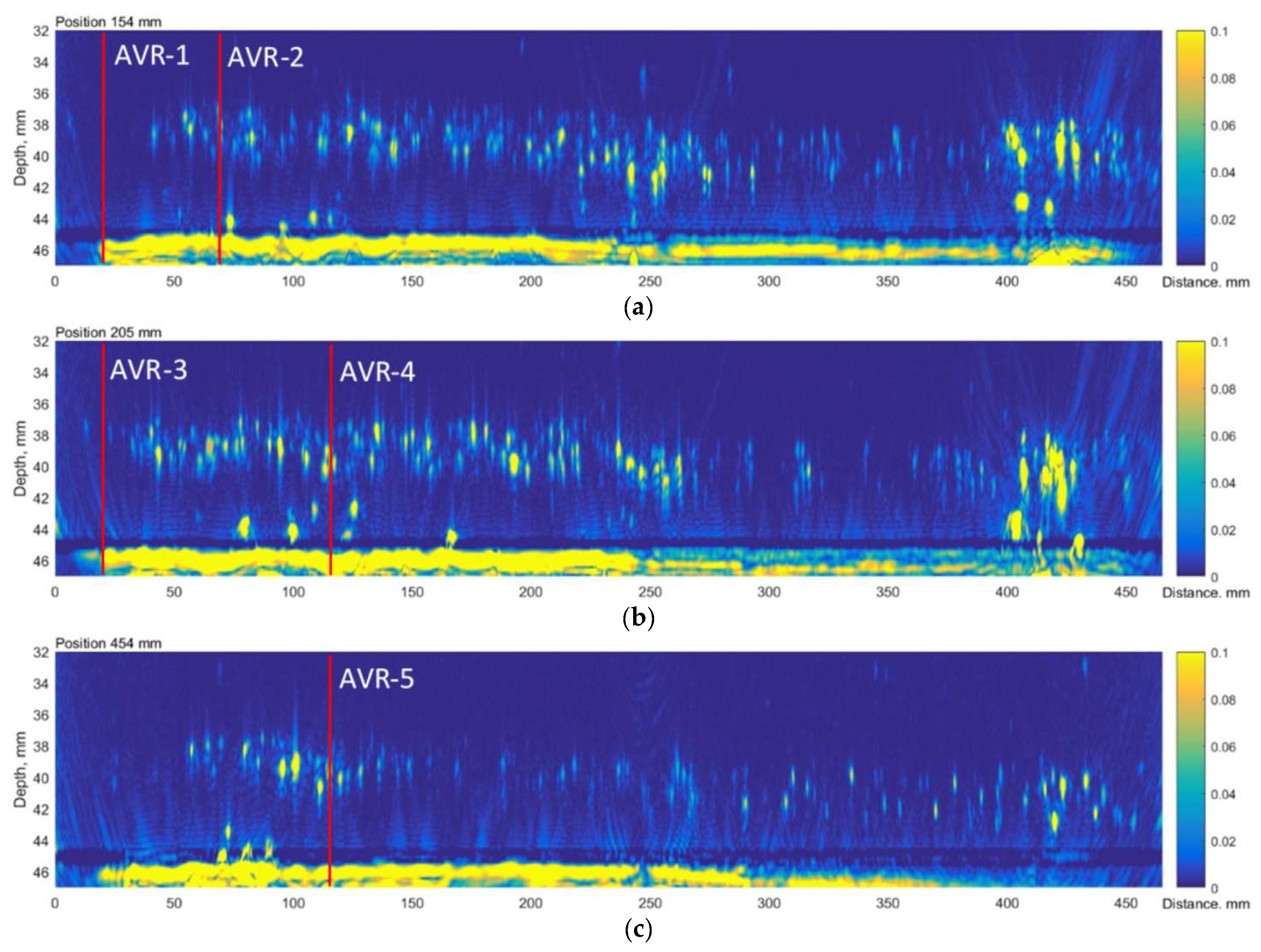
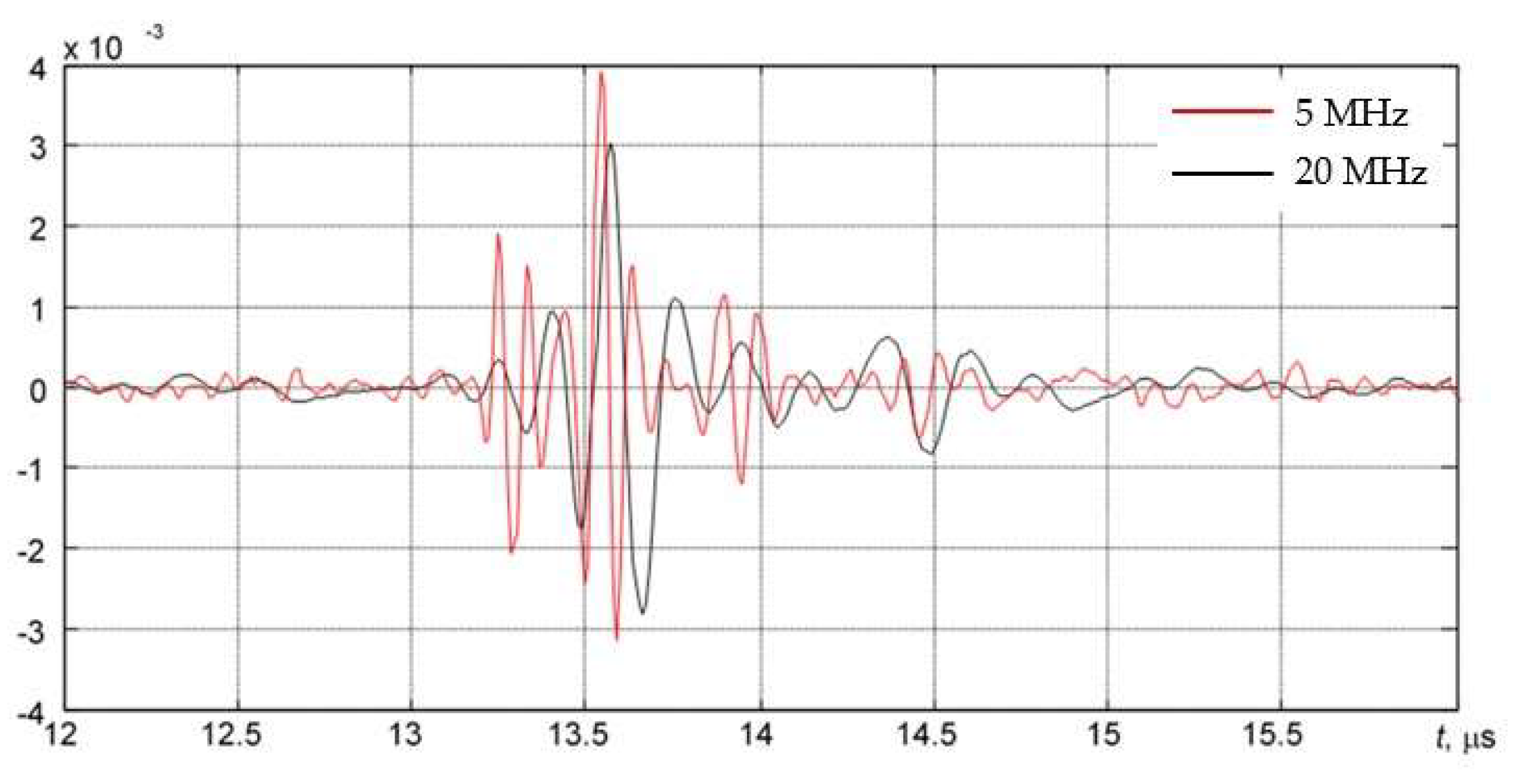
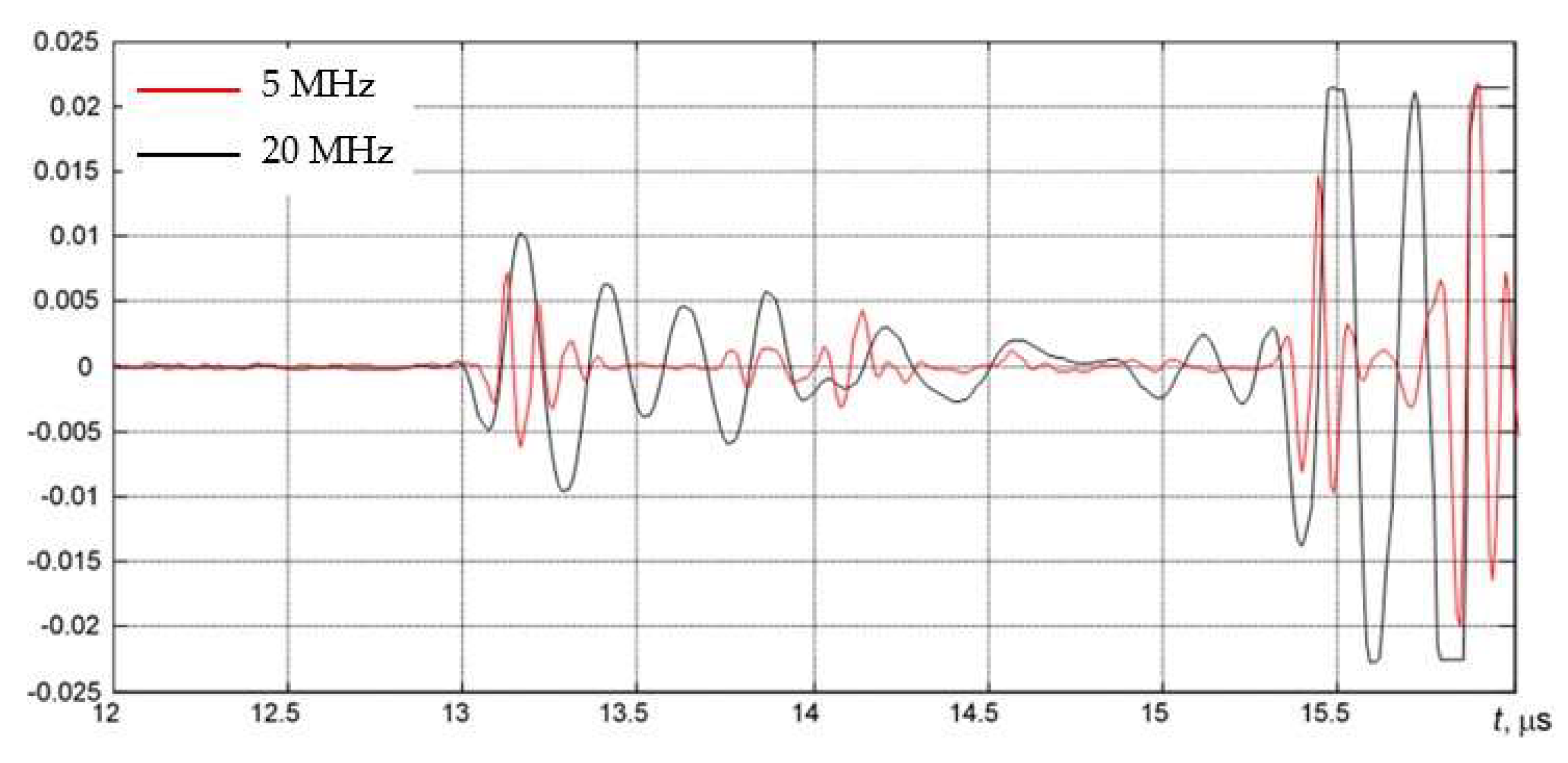
4.2. Advanced Velocity Ratio (AVR) Measurement
- Using the reference signal;
- By measuring the time difference between the first and the second reflections.
- 1.
- Two windows in the time domain are selected for the first reflection of the longitudinal wave [tL1, tL2] and the shear wave [tS1, tS2];
- 2.
- The delay time of the longitudinal and shear waves signals with respect to the reference signals are calculated using the cross-correlation method:
- 3.
- The absolute propagation times of both waves are estimated:
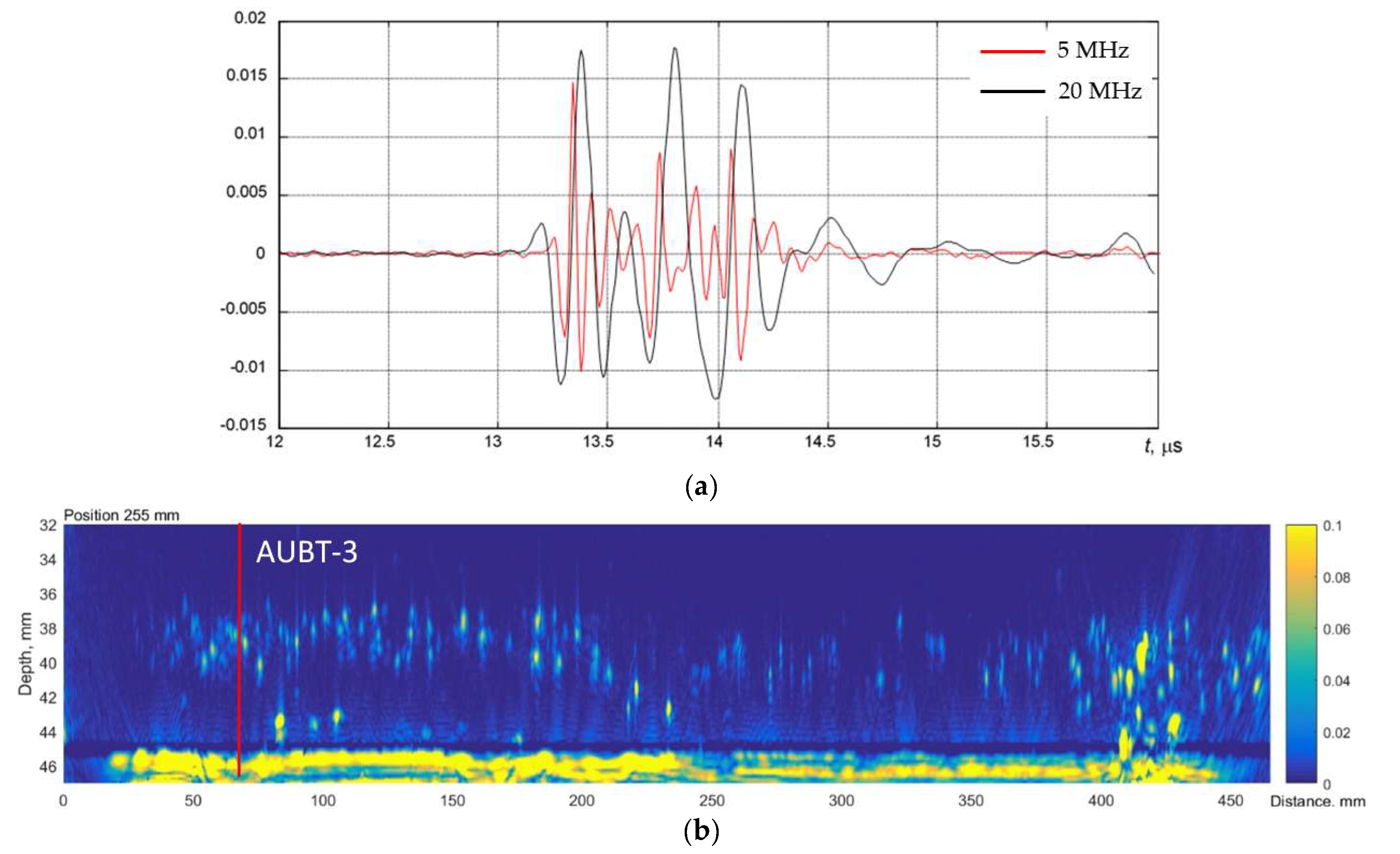
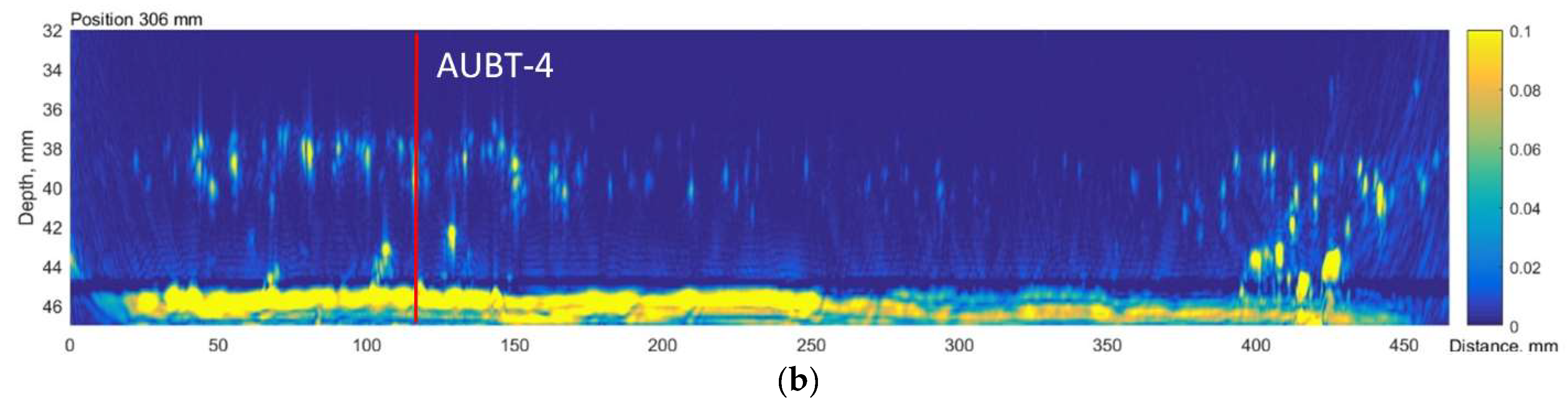
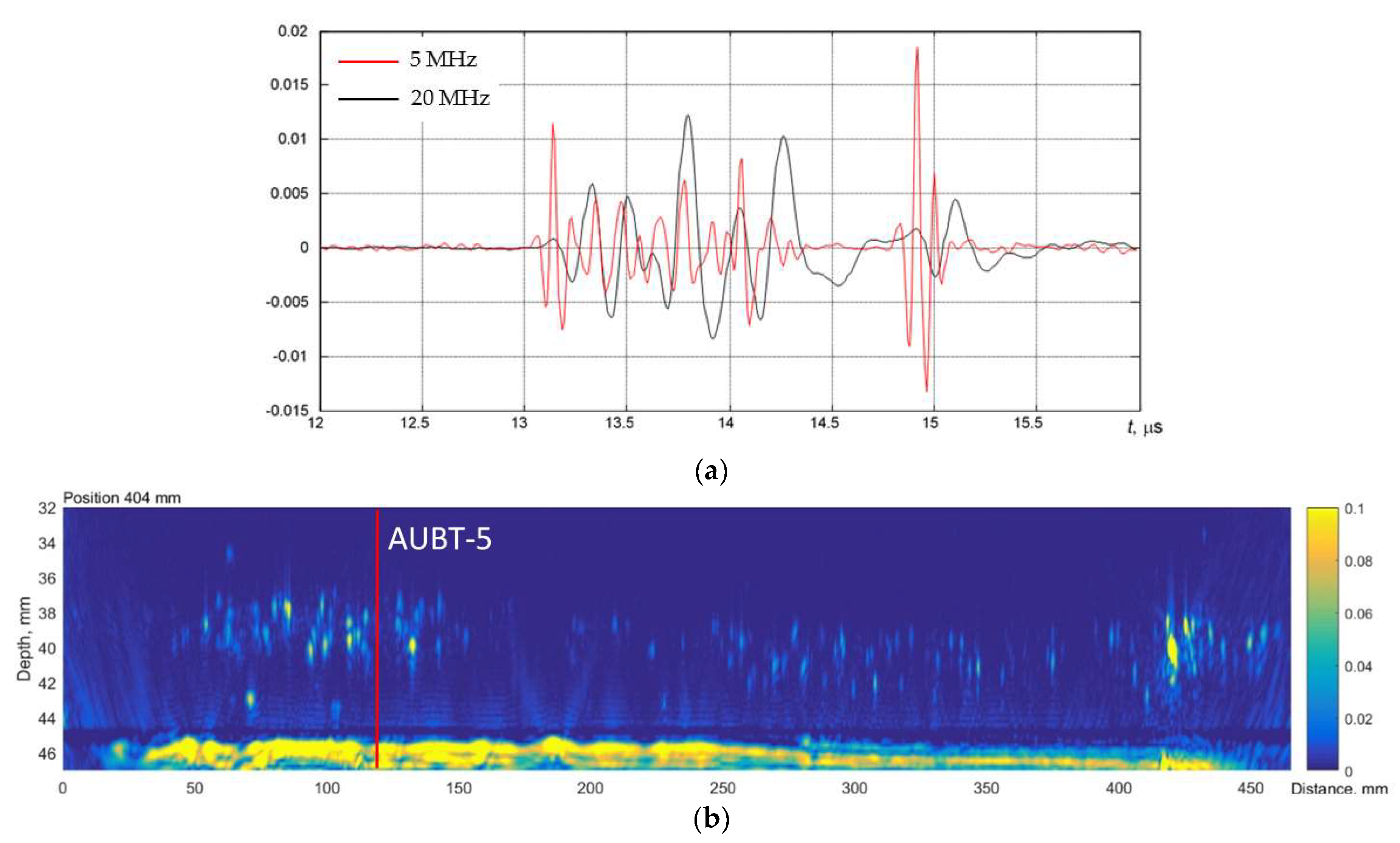
4.3. The Advanced Ultrasonic Backscatter Technique (AUBT)
4.4. TULA Method
5. Metallographical Examination of a Heat Exchanger Shell Sample
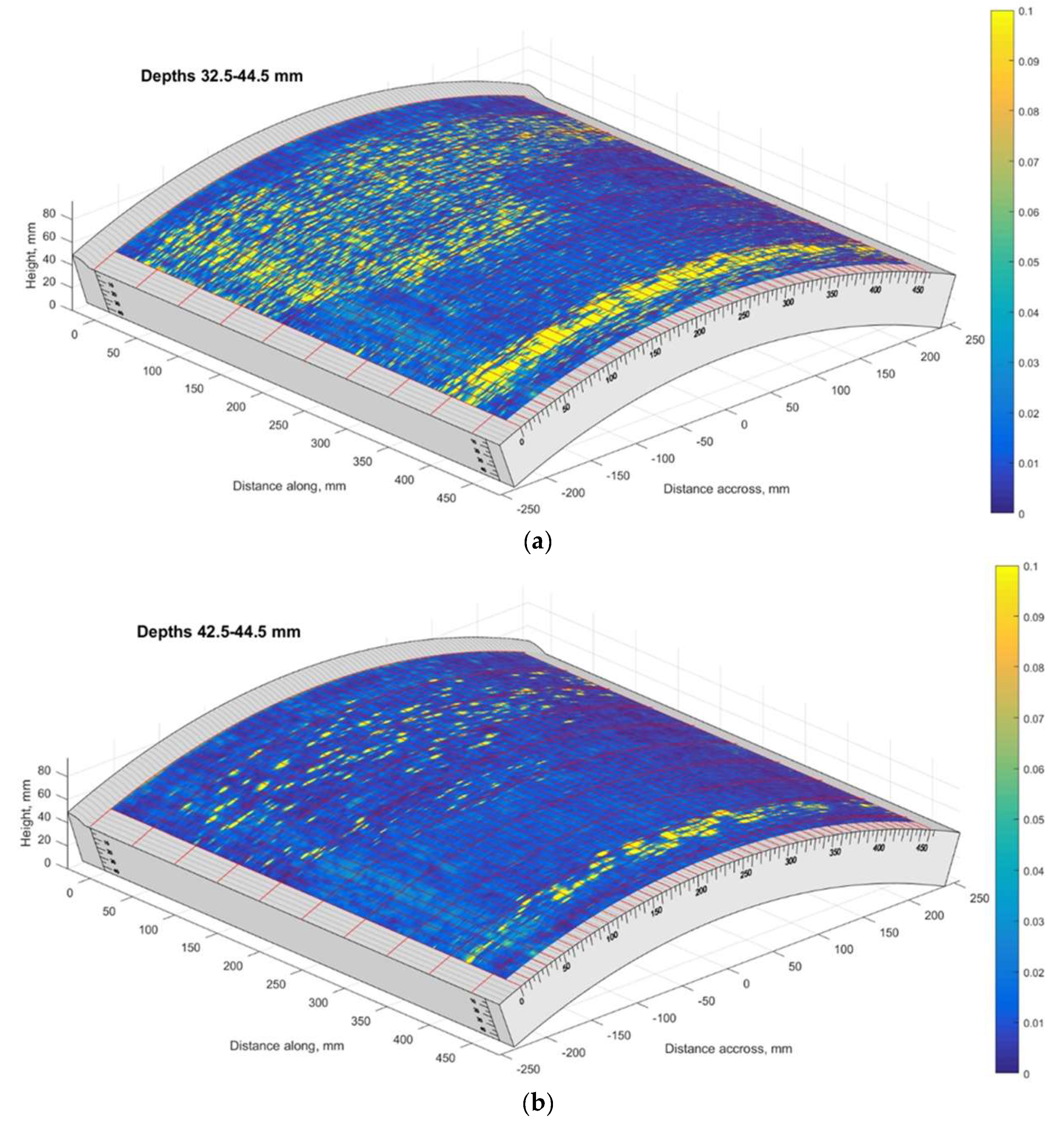
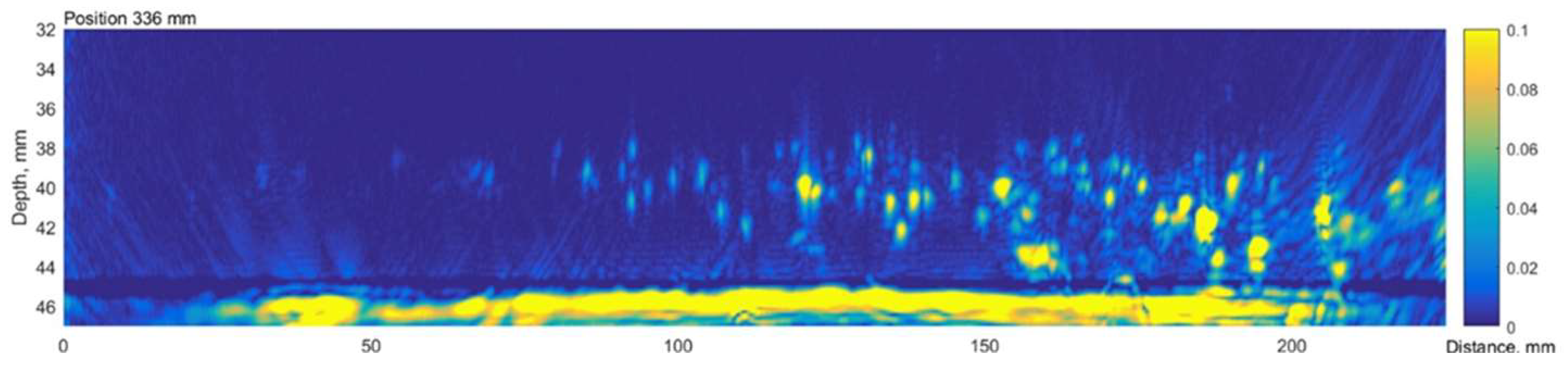
5.1. TFM on Sample No. 5
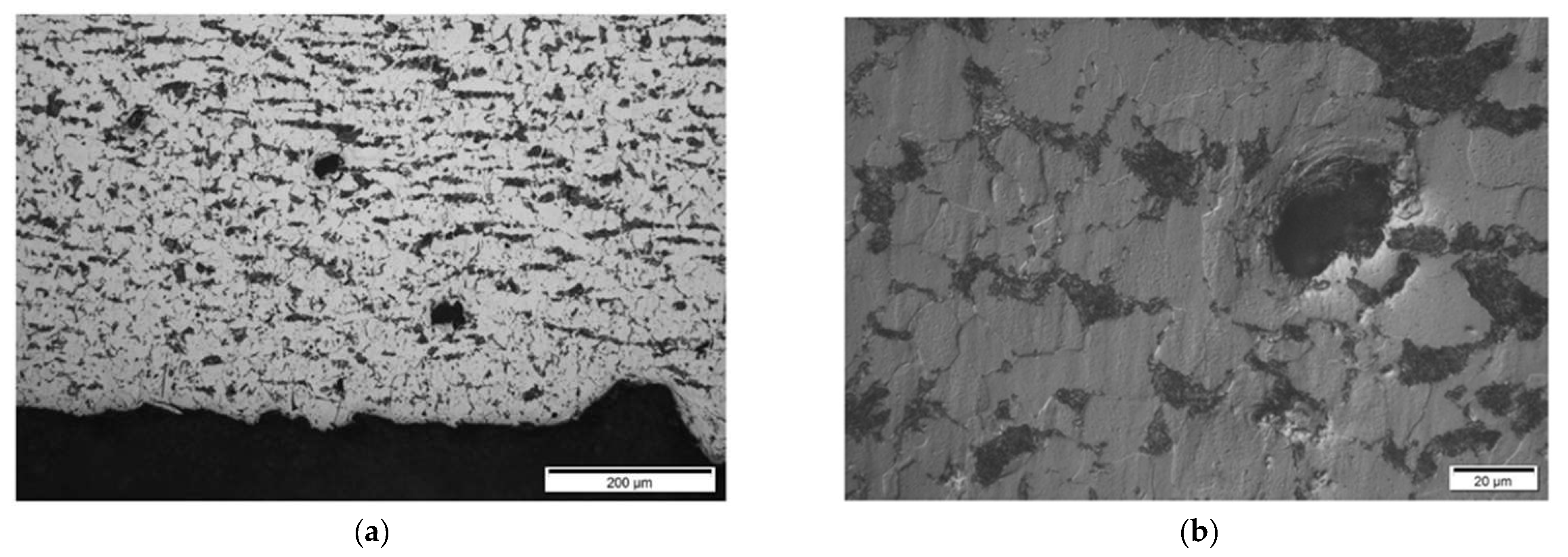
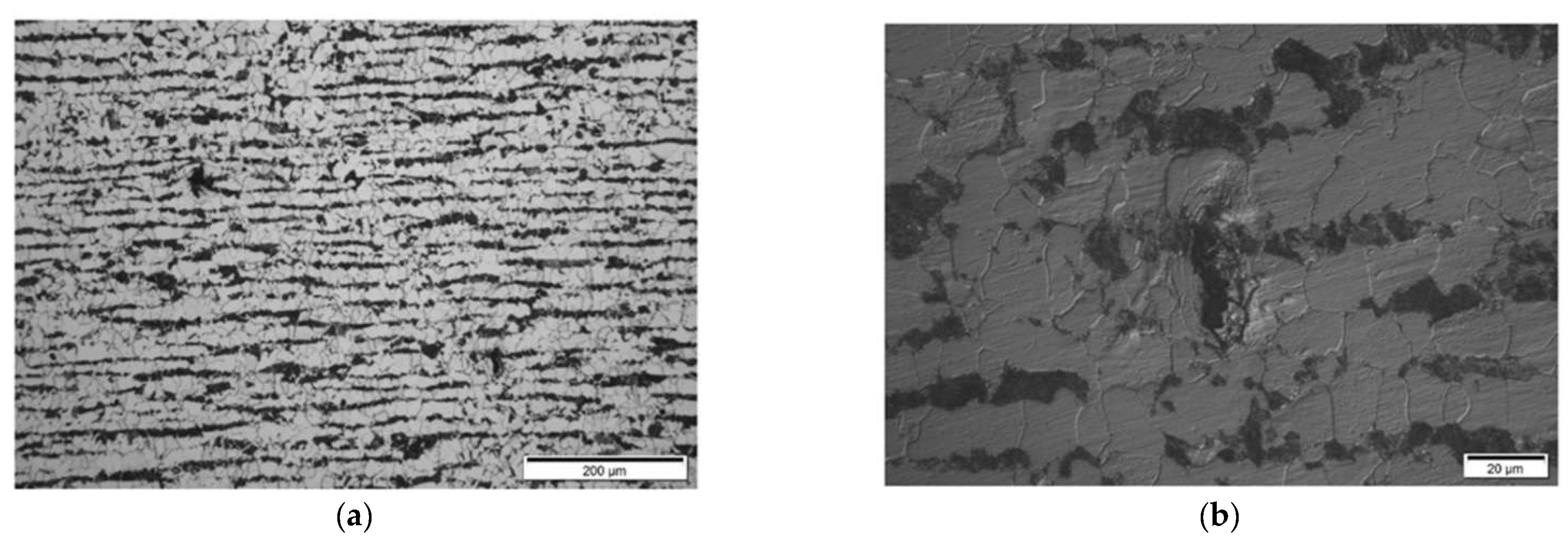
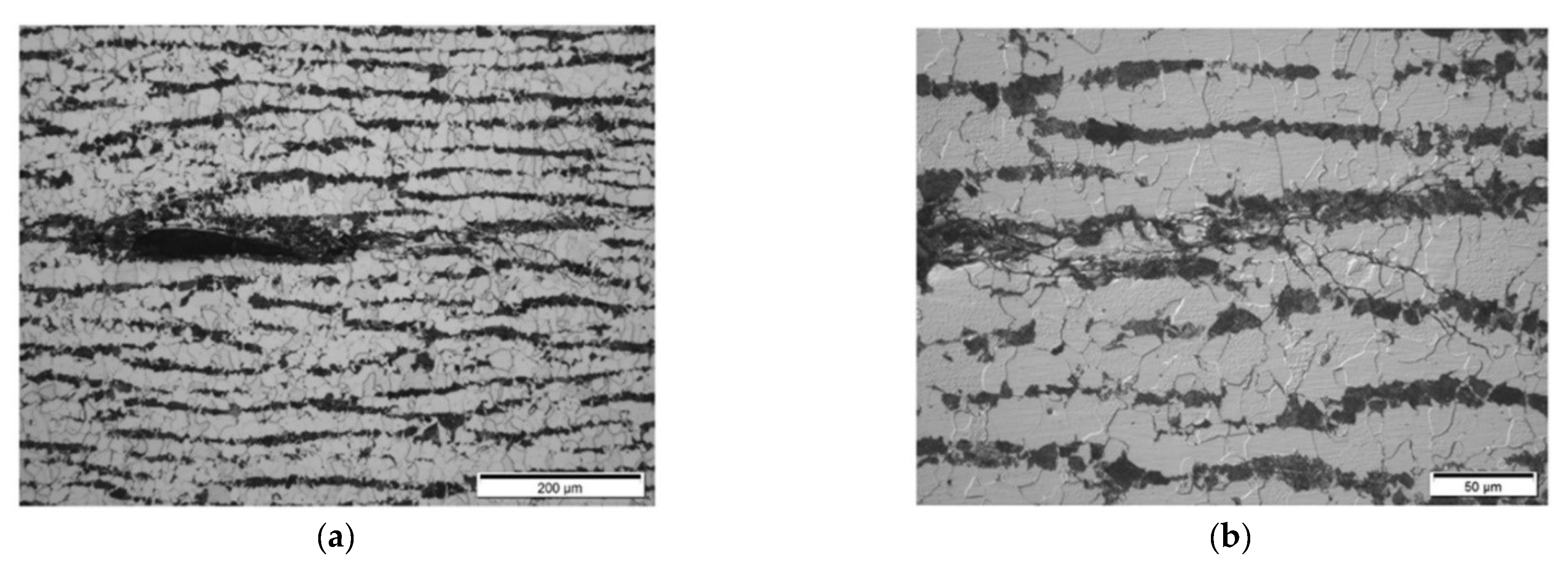
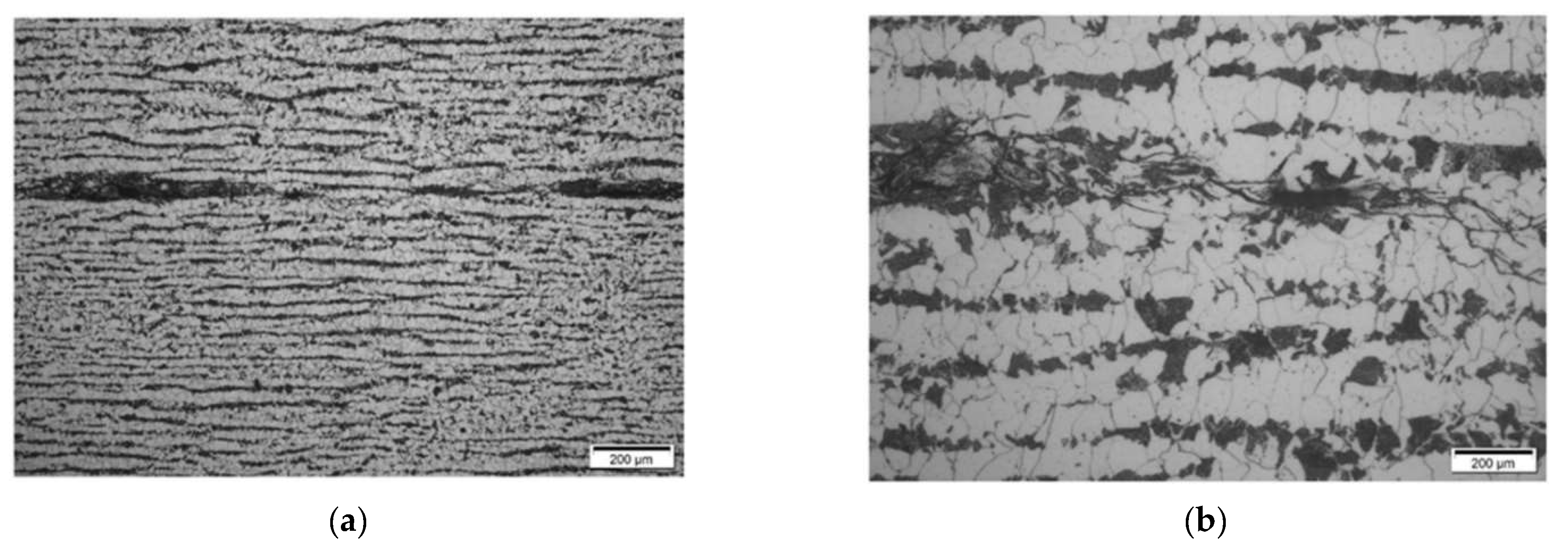
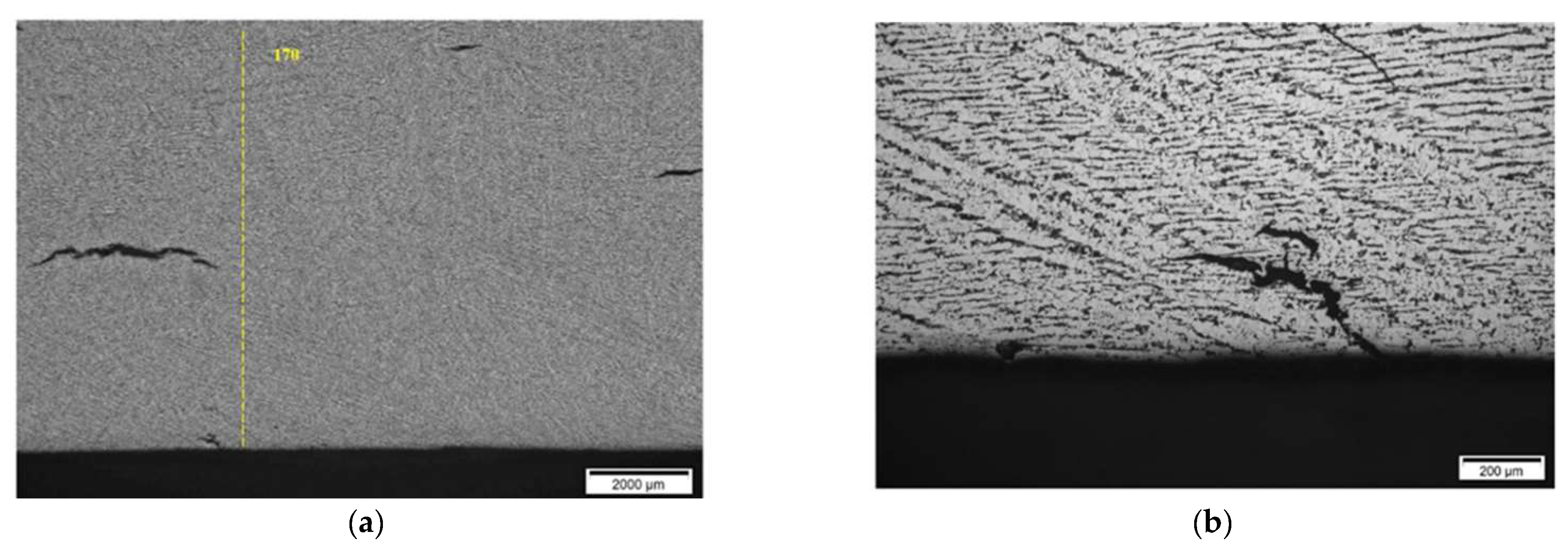
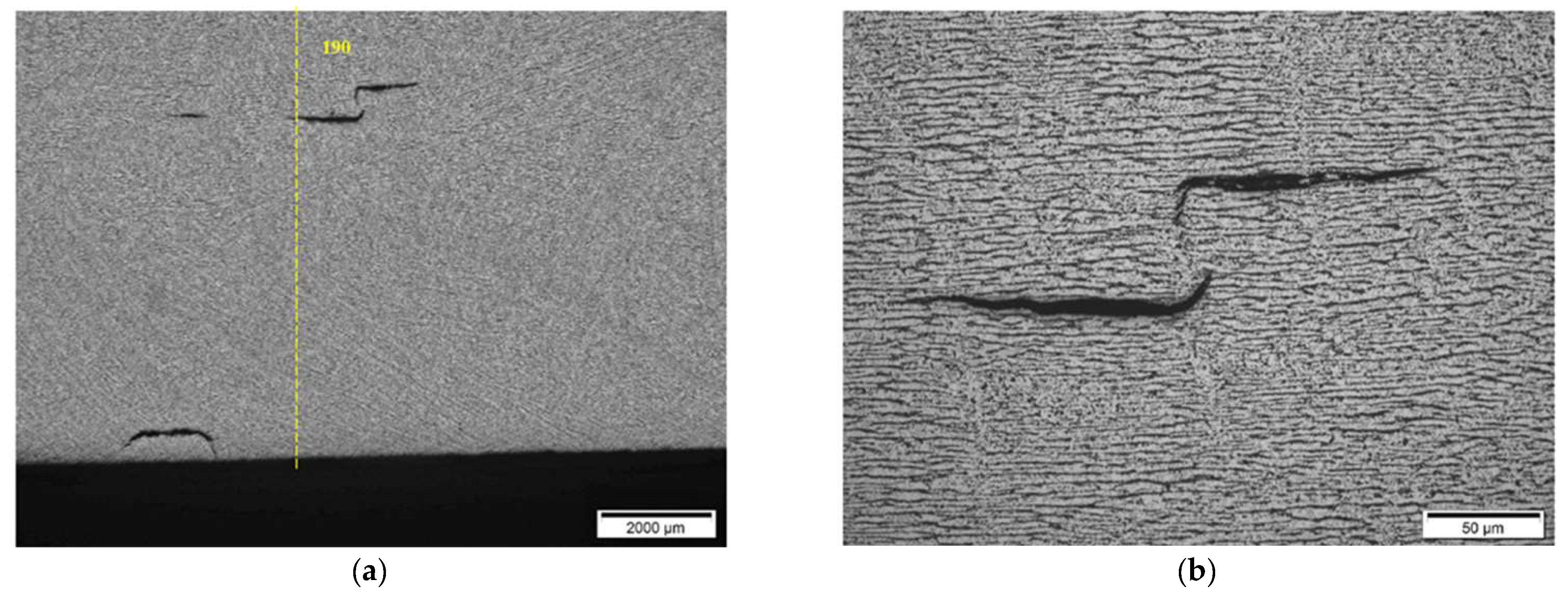
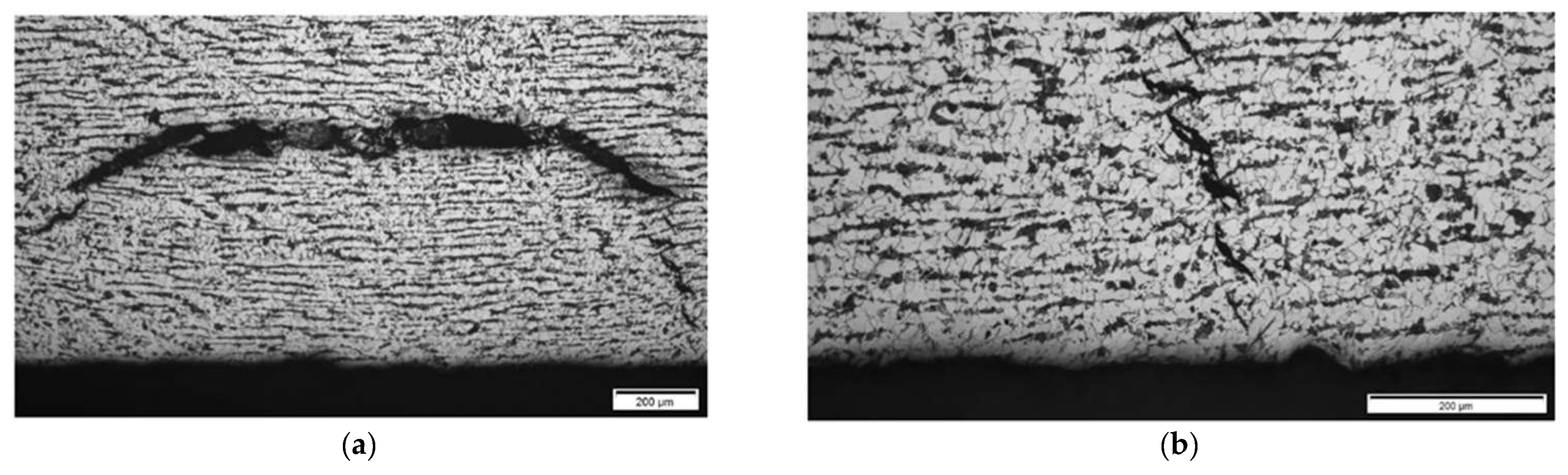
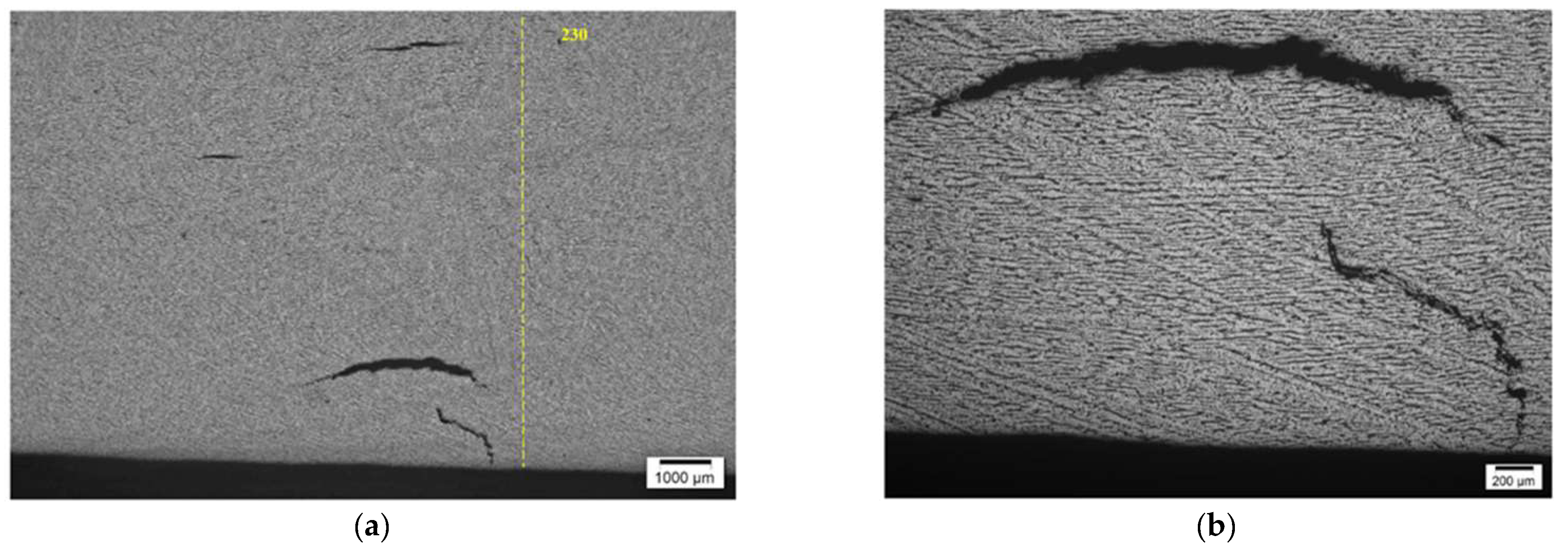
5.2. Metallographic Examination of Sample 5
6. Discussion
7. Conclusions
- It was found that the totally focused method is the most effective for the detection of HIC in different stages of development and enables at 7.5 MHz the detection of blisters and cracking with dimensions of 200 μm. Application of additional scanning along both axes and the merging of the images makes it possible to map the damaged areas.
- The TULA technique also demonstrated the possibility of detecting zones with a lot of small reflectors, a characteristic for HIC affected zones. Hence, the TULA method can be used as a fast technique for the detection of HIC. However, a comparison of TFM and TULA methods showed that the spatial resolution of the TFM is higher.
- The advanced ultrasonic backscatter technique based on the analysis of the ultrasonic signals backscattered by fissures demonstrated good performance and can be recommended as an additional tool for the assessment HIC at positions with already detected indications. It is not practical in scanning, as the measurements should be performed at exactly the same position, otherwise the results will be ambiguous.
- The technique based on the assessment of velocity ratio does not demonstrate good performance in the case of thick-walled analysed samples. This technique is probably applicable when the component is damaged by HIC in the entire thickness of it. Otherwise, the sensitivity reduces depending on the ratio of the damaged area thickness to the total thickness of the component.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hlongwa, N.N.; Mabuwa, S.; Msomi, V. The Development of Techniques to Detect High Temperature Hydrogen Attack—A Mini Review. Mater. Today Proc. 2021, 45, 5415–5418. [Google Scholar] [CrossRef]
- Mohtadi-Bonab, M.A.; Szpunar, J.A.; Basu, R.; Eskandari, M. The Mechanism of Failure by Hydrogen Induced Cracking in an Acidic Environment for API 5L X70 Pipeline Steel. Int. J. Hydrogen Energy 2015, 40, 1096–1107. [Google Scholar] [CrossRef]
- Tetelman, A.S.; Robertson, W.D. Direct Observation and Analysis of Crack Propagation in Iron-3% Silicon Single Crystals. Acta Metall. 1963, 11, 415–426. [Google Scholar] [CrossRef]
- Zapffe, C.A.; Sims, C.E. Hydrogen Embrittlement, Internal Stress and Defects in Steel (T.P. 1307, with Discussion). Trans. AIME 1941, 145, 225–271. [Google Scholar]
- Laureys, A.; Pinson, M.; Depover, T.; Petrov, R.; Verbeken, K. EBSD Characterization of Hydrogen Induced Blisters and Internal Cracks in TRIP-Assisted Steel. Mater. Charact. 2020, 159, 110029. [Google Scholar] [CrossRef]
- Wahab, M.A.; Saba, B.M.; Raman, A. Fracture Mechanics Evaluation of a 0.5Mo Carbon Steel Subjected to High Temperature Hydrogen Attack. J. Mater. Process. Technol. 2004, 153–154, 938–944. [Google Scholar] [CrossRef]
- ANSI/NACE MR0175/ISO 15156-1:2015; Petroleum, Petrochemical, and Natural Gas Industries—Materials for use in H2S-Containing Environments in Oil and Gas Production—Part 1: General Principles for Selection of Cracking-Resistant Materials. American National Standards Institute (ANSI): New York, NY, USA, 2015.
- Steffen, M.; Luxenburger, G.; Thieme, A.; Demmerath, A. Demands for Sour Service Requirements for Pressure Vessel Steel Plates in the View of the Steel Producer; Dillinger Hütte GTS: Dillingen, Germany, 2020. [Google Scholar]
- Ziaei, S.M.R.; Kokabi, A.H.; Nasr-Esfehani, M. Sulfide Stress Corrosion Cracking and Hydrogen Induced Cracking of A216-WCC Wellhead Flow Control Valve Body. Case Stud. Eng. Fail. Anal. 2013, 1, 223–234. [Google Scholar] [CrossRef] [Green Version]
- Kittel, J.; Martin, J.W.; Cassagne, T.; Bosch, C. Hydrogen Induced Cracking (Hic)—Laboratory Testing Assessment of Low Alloy Steel Linepipe. In Proceedings of the CORROSION 2008, New Orleans, LA, USA, 16–20 March 2008; p. NACE-08110. [Google Scholar]
- Cauwels, M.; Depraetere, R.; De Waele, W.; Hertelé, S.; Depover, T.; Verbeken, K. Influence of Electrochemical Hydrogenation Parameters on Microstructures Prone to Hydrogen-Induced Cracking. J. Nat. Gas Sci. Eng. 2022, 101, 104533. [Google Scholar] [CrossRef]
- Wang, W.D. Nondestructive Assessment of Mechanical Property Loss of SA-516-70 Steel due to Hydrogen Induced Cracking. Insp. J. 2001. Available online: https://inspectioneering.com/journal/2001-09-01/419/nondestructive-assessment-of-m# (accessed on 26 May 2022).
- Aparicio, J.; David, C.; Mendoza, R. Tri-Lateral Phased Array: A Novel Technique for Identifying Wet H2S Damage. Insp. J. 2022. Available online: https://inspectioneering.com/journal/2022-02-24/10022/tri-lateral-phased-array-a-novel-technique-for-identifying-wet-h2s-damage (accessed on 25 May 2022).
- Martin, M.L.; Dadfarnia, M.; Orwig, S.; Moore, D.; Sofronis, P. A Microstructure-Based Mechanism of Cracking in High Temperature Hydrogen Attack. Acta Mater. 2017, 140, 300–304. [Google Scholar] [CrossRef]
- Poorhaydari, K. Failure of a Hydrogenerator Reactor Inlet Piping by High-Temperature Hydrogen Attack. Eng. Fail. Anal. 2019, 105, 321–336. [Google Scholar] [CrossRef]
- Mostert, R.J.; Mukarati, T.W.; Pretorius, C.C.E.; Mathoho, V.M. A Constitutive Equation for the Kinetics of High Temperature Hydrogen Attack and its use for Structural Life Prediction. Procedia Struct. Integr. 2022, 37, 763–770. [Google Scholar] [CrossRef]
- Chavoshi, S.Z.; Hill, L.T.; Bagnoli, K.E.; Holloman, R.L.; Nikbin, K.M. A Combined Fugacity and Multi-Axial Ductility Damage Approach in Predicting High Temperature Hydrogen Attack in a Reactor Inlet Nozzle. Eng. Fail. Anal. 2020, 117, 104948. [Google Scholar] [CrossRef]
- U.S. Chemical Safety and Hazard Investigation Board. Tesoro Refinery Fatal Explosion and Fire: Accident Report; U.S. Chemical Safety and Hazard Investigation Board: Washington, DC, USA, 2014. [Google Scholar]
- Nugent, M.; Silfies, T.; Dobis, J.D.; Armitt, T. A Review of High Temperature Hydrogen Attack (HTHA) Modeling, Prediction, and Non-Intrusive Inspection in Refinery Applications. In Proceedings of the CORROSION 2008, New Orleans, LA, USA, 26–30 March 2017; p. NACE-8924. [Google Scholar]
- Manna, G.; Castello, P.; Harskamp, F.; Hurst, R.; Wilshire, B. Testing of Welded 2.25CrMo Steel, in Hot, High-Pressure Hydrogen under Creep Conditions. Eng. Fract. Mech. 2007, 74, 956–968. [Google Scholar] [CrossRef]
- Birring, A.S.; Riethmuller, M.; Kawano, K. Ultrasonic Techniques for Detection of High Temperature Hydrogen Attack. Mater. Eval. 2005, 63, 110–115. [Google Scholar]
- Birring, A.S. Method and Means for Detection of Hydrogen Attack by Ultrasonic Wave Velocity Measurements. J. Acoust. Soc. Am. 1991, 89, 1482. [Google Scholar] [CrossRef]
- Lozev, M.G.; Neau, G.A.; Yu, L.; Eason, T.J.; Orwig, S.E.; Collins, R.C.; Mammen, P.K.; Reverdy, F.; Lonne, S.; Wassink, C. Assessment of High-Temperature Hydrogen Attack using Advanced Ultrasonic Array Techniques. Mater. Eval. 2020, 78. [Google Scholar] [CrossRef]
- Trimborn, N. Detecting and Quantifying High Temperature Hydrogen Attack (HTHA). In Proceedings of the 19th World Conference on Non-Destructive Testing, Munich, Germany, 13–17 June 2016. [Google Scholar]
- Reverdy, F.; Le Ber, L.; Roy, O.; Benoist, G. Real-Time Total Focusing Method on a Portable Unit, Applications to Hydrogen Damage and Other Industrial Cases. In Proceedings of the 12th European Conference on Non-Destructive Testing (ECNDT 2018), Gothenburg, Sweden, 11–15 June 2018. [Google Scholar]
- Nageswaran, C. Part 1: Analysis of Non-Destructive Testing Techniques. In Maintaining the Integrity of Process Plant Susceptible to High Temperature Hydrogen Attack; TWI Ltd.: Cambridge, UK, 2018. [Google Scholar]
- Hasegawa, Y. Failures from Hydrogen Attack and their Methods of Detection. Null 1988, 2, 514–521. [Google Scholar] [CrossRef]
- American Petroleum Institute. API RP 941: Steels for Hydrogen Service at Elevated Temperatures and Pressures in Petroleum Refineries and Petrochemical Plants; American Petroleum Institute: Washington, DC, USA, 2016. [Google Scholar]
- Wang, W.D. Inspection of Refinery Vessels for Hydrogen Attack using Ultrasonic Techniques. Rev. Prog. Quant. Nondestruct. Eval. 1993, 12, 1645–1652. [Google Scholar]
- Wang, W.D. Ultrasonic Detection of High Temperature Hydrogen Attack. U.S. Patent No. 5,404,754, 11 April 1995. [Google Scholar]
- Bleuze, A.; Cence, M.; Chelminiak, G.; Schwartz, D. On-Stream Inspection for High Temperature Hydrogen Attack. In Proceedings of the 9th European Conference on NDT (ECNDT 2006), Berlin, Germany, 25–29 September 2006. [Google Scholar]
- Armitt, T.; Miller, D. TULA Technique; Innovation to Solution: Lalitpur, Nepal, 2018. [Google Scholar]
- Voillaume, H.; Costain, J.; Murray, D. Phased Array Ultrasound and Total Focusing Method for the Detection and Sizing of HTHA and HIC in Critical Pressurized Components. In Proceedings of the NDE 2019, Bengaluru, India, 5–7 December 2019. [Google Scholar]
- Lesage, J.C.; Marvasti, M.; Farla, O. Vector Coherence Imaging for Enhancement of Small Omni-Directional Scatterers and Suppression of Geometric Reflections. NDT E Int. 2021, 123, 102502. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element Symbol | Percentage (%) | +/−3σ |
|---|---|---|
| Fe | 97.06 | 0.16 |
| Mn | 1.112 | 0.083 |
| Si | 0.94 | 0.11 |
| S | 0.354 | 0.037 |
| Cu | 0.244 | 0.049 |
| Ni | 0.159 | 0.044 |
| Ti | 0.053 | 0.046 |
| P | 0.029 | 0.033 |
| Cr | 0.025 | 0.020 |
| Nb | 0.021 | 0.005 |
| Test Piece Reference No. | Parameter | Value |
|---|---|---|
| Test piece no. 4 | Axial scan length | 400 mm |
| Circumferential scan length | 462 mm | |
| Test piece no. 5 | Axial scan length | 165 mm |
| Circumferential scan length | 339 mm |
| Parameter | Value | Parameter Group |
|---|---|---|
| Array frequency | 7.5 MHz | Phased array |
| Number of elements | 64 | |
| Array pitch | 0.5 mm | |
| Interelement spacing | 0.1 mm | |
| Active length | 31.9 mm | |
| Elevation | 9 mm | |
| Bandwidth at −6 dB | ≥55% | |
| Wedge material | Plexiglas | Wedge |
| Wedge dimensions | 37 mm × 73 mm × 20 mm | |
| (width × length × thickness) | ||
| Longitudinal wave velocity | 2700 m/s | |
| Excitation | 100 V bipolar square pulse | Pulser/receiver |
| Sampling frequency | 100 MHz | |
| Axial scan step | 1 mm | Scanner |
| Circumferential scan step | 3 mm | |
| Encoder resolution (axial scan) | 16 pts/mm | |
| TFM reconstruction zonebreak//(width × height) | 60 mm × 45 mm | TFM reconstruction |
| Number of pixels | 94 k | |
| Pixel size | 0.17 mm (λ/46) |
| Measurement Point Reference | Circumferential Position (mm) | Axial Position (mm) |
|---|---|---|
| AVR-1 | 154 | 20 |
| AVR-2 | 154 | 70 |
| AVR-3 | 205 | 20 |
| AVR-4 | 205 | 120 |
| AVR-5 | 454 | 120 |
| Measurement Point Reference | Circumferential Position (mm) | Axial Position (mm) |
|---|---|---|
| AUBT-1 | 154 | 20 |
| AUBT-2 | 205 | 120 |
| AUBT-3 | 255 | 70 |
| AUBT-4 | 306 | 120 |
| AUBT-5 | 404 | 120 |
| Measurement Point Reference | Circumferential Position (mm) |
|---|---|
| TULA-1 | 154 |
| TULA-2 | 205 |
| TULA-3 | 255 |
| TULA-4 | 306 |
| TULA-5 | 404 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kažys, R.J.; Mažeika, L.; Samaitis, V.; Šliteris, R.; Merck, P.; Viliūnas, Ž. Comparative Analysis of Ultrasonic NDT Techniques for the Detection and Characterisation of Hydrogen-Induced Cracking. Materials 2022, 15, 4551. https://doi.org/10.3390/ma15134551
Kažys RJ, Mažeika L, Samaitis V, Šliteris R, Merck P, Viliūnas Ž. Comparative Analysis of Ultrasonic NDT Techniques for the Detection and Characterisation of Hydrogen-Induced Cracking. Materials. 2022; 15(13):4551. https://doi.org/10.3390/ma15134551
Chicago/Turabian StyleKažys, Rymantas J., Liudas Mažeika, Vykintas Samaitis, Reimondas Šliteris, Peter Merck, and Žydrius Viliūnas. 2022. "Comparative Analysis of Ultrasonic NDT Techniques for the Detection and Characterisation of Hydrogen-Induced Cracking" Materials 15, no. 13: 4551. https://doi.org/10.3390/ma15134551