

On the Influence of Linear Energy/Heat Input Coefficient on Hardness and Weld Bead Geometry in Chromium-Rich Stringer GMAW Coatings
 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Setup and Specimen
2.2. Base Material
2.3. Filler Metal Material
2.4. Chemical Composition Analysis
2.5. Hardfacing Process Parameter Assumptions
2.6. Geometric Measurements of the Weld Bead Dimensions
2.7. Hardness Measurements
2.8. Statistical Background
3. Results
3.1. Chemical Composition Analysis
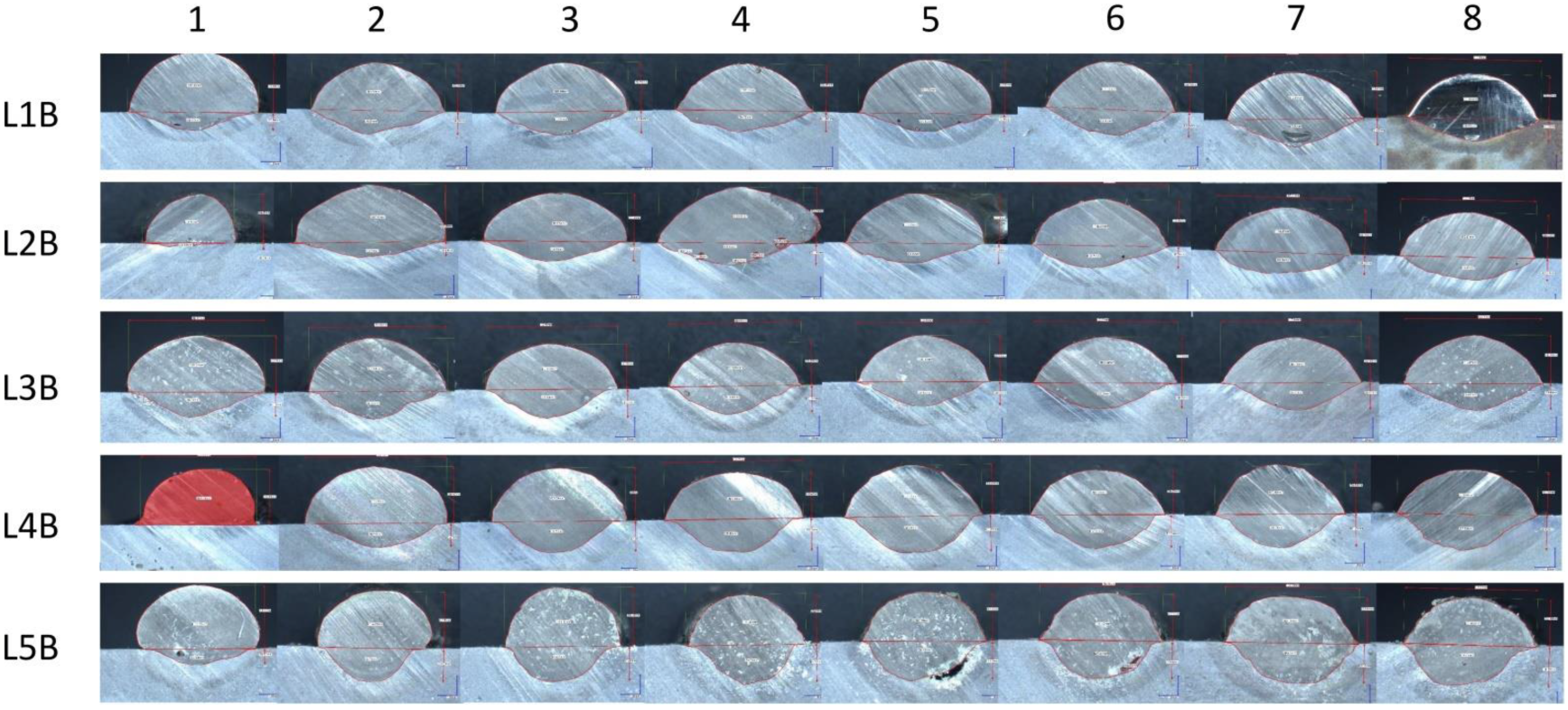
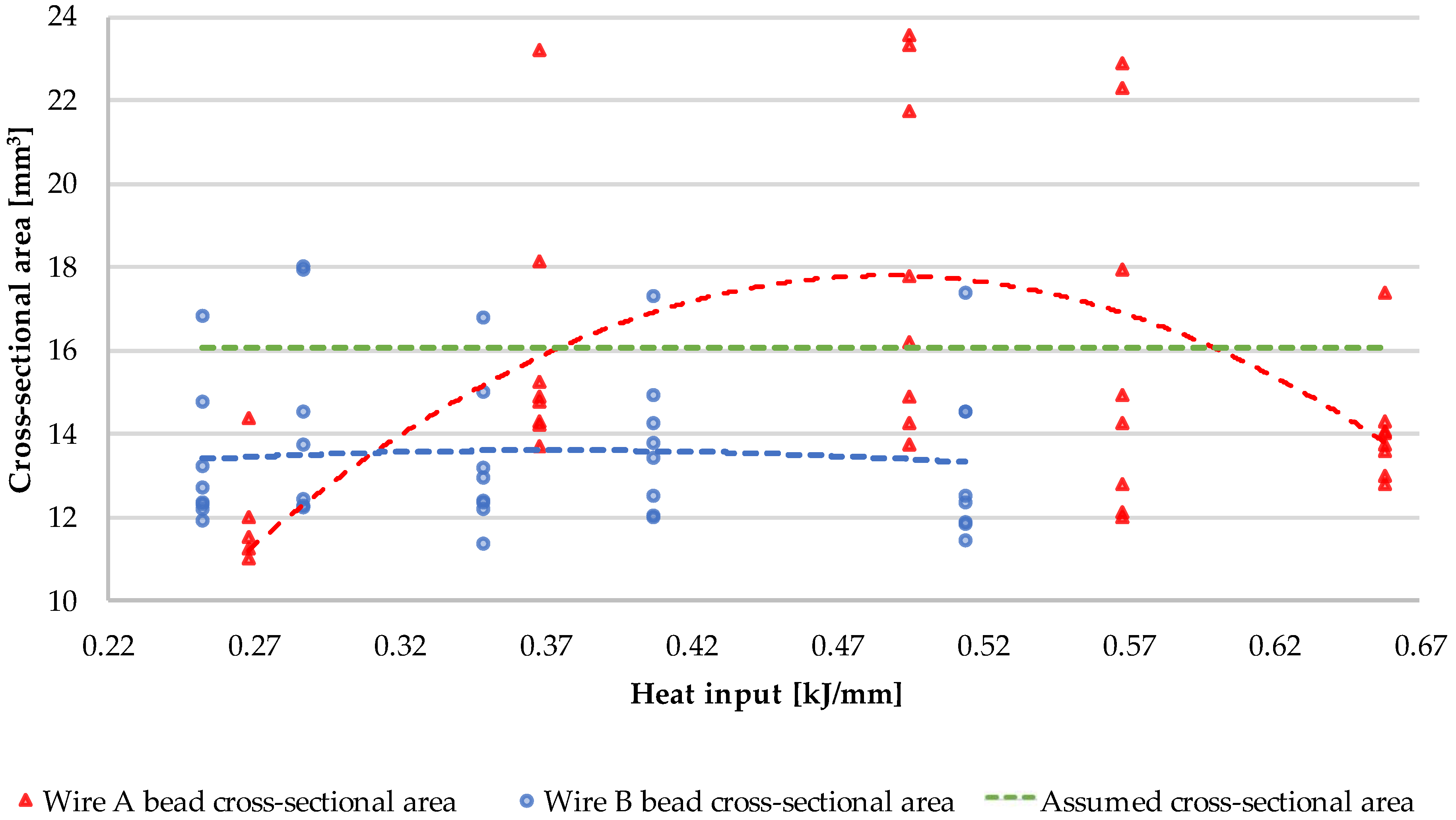
3.2. Weld Bead Cross-Sectional Geometry Measurements
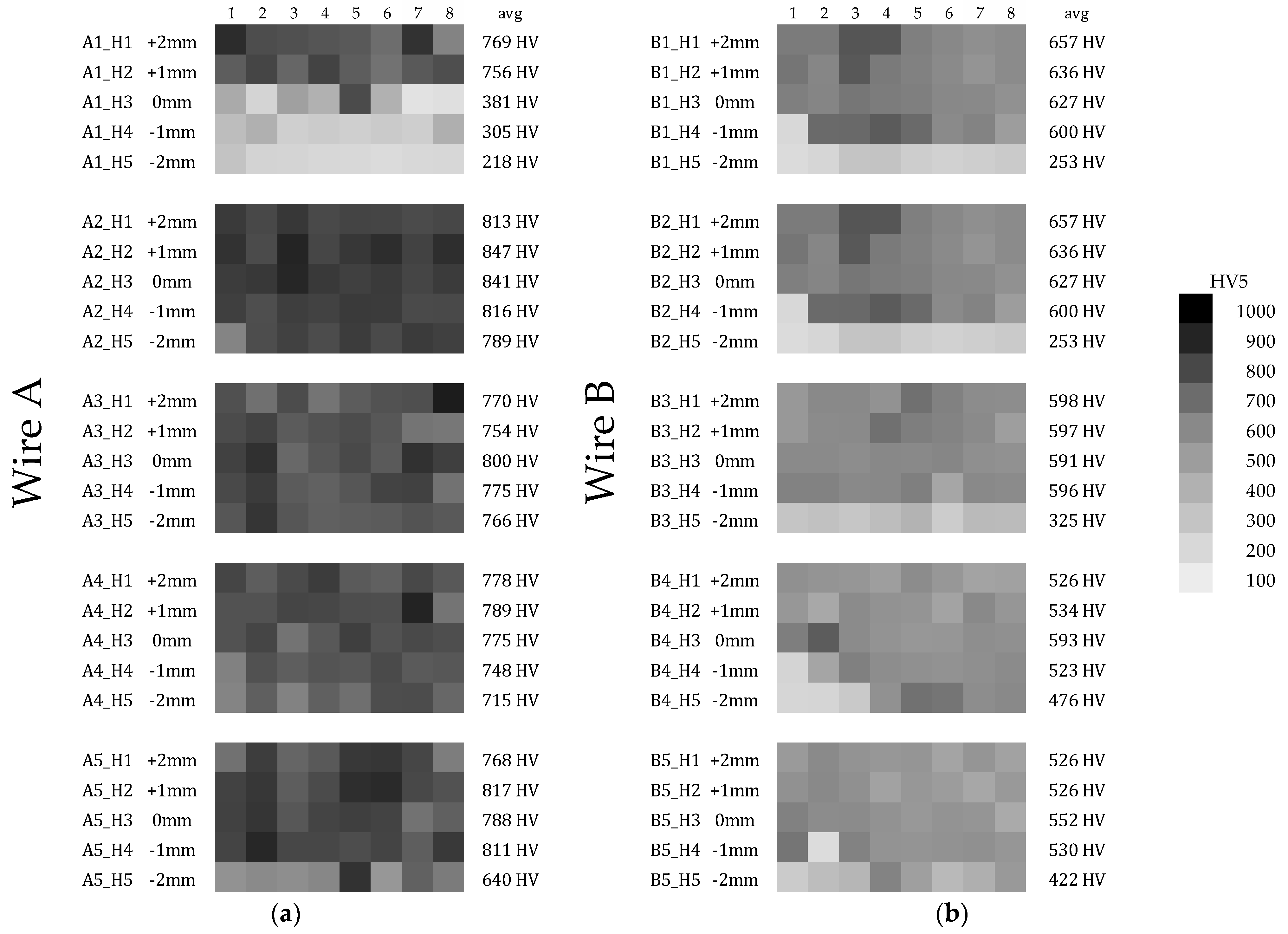
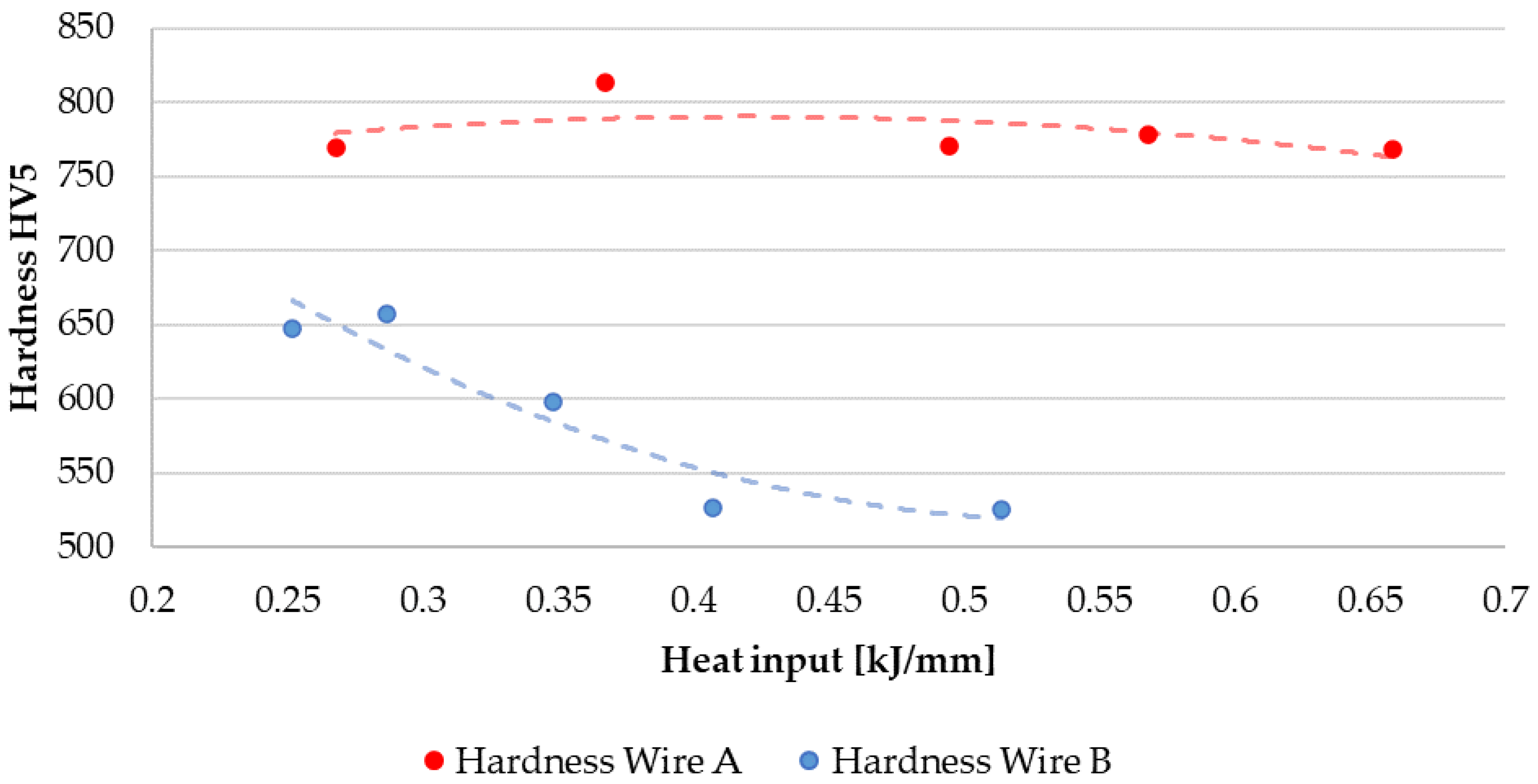
3.3. Hardness Evaluation
3.4. Statistical Background
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | W [mm] | δw [%] | H [mm] | δh [%] | Aw [mm2] | δAw [%] | P [mm] | Ap [mm2] | D [%] |
|---|---|---|---|---|---|---|---|---|---|
| A_1_1 | 5.85 | −8.59% | 3.17 | −0.47% | 14.36 | −10.68% | 0.43 | 1.17 | 7.53% |
| A_1_2 | 6.03 | −5.78% | 2.82 | −5.94% | 11.99 | −25.42% | 0.66 | 1.94 | 13.93% |
| A_1_3 | 5.39 | −15.78% | 2.76 | −6.88% | 11.00 | −31.58% | 0.56 | 1.44 | 11.58% |
| A_1_4 | 5.31 | −17.03% | 2.71 | −7.66% | 11.24 | −30.09% | 0.22 | 0.70 | 5.86% |
| A_1_5 | 5.24 | −18.13% | 2.49 | −11.09% | 9.92 | −38.30% | 0.27 | 0.84 | 7.81% |
| A_1_6 | 6.18 | −3.44% | 2.66 | −8.44% | 11.51 | −28.41% | 1.11 | 3.21 | 21.81% |
| A_1_7 | 5.72 | −10.63% | 2.39 | −12.66% | 9.47 | −41.10% | 0.37 | 0.96 | 9.20% |
| A_1_8 | 5.96 | −6.88% | 2.28 | −14.38% | 9.01 | −43.96% | 0.26 | 0.99 | 9.90% |
| A_1_avg | 5.71 | −0.11 | 2.66 | −0.08 | 11.06 | −31.19% | 0.49 | 1.41 | 10.95% |
| Sample No. | W [mm] | δw [%] | H [mm] | δh [%] | Aw [mm2] | δAw [%] | P [mm] | Ap [mm2] | D [%] |
|---|---|---|---|---|---|---|---|---|---|
| A_2_1 | 8.30 | 29.69% | 3.59 | 6.09% | 23.21 | 44.37% | 1.69 | 7.29 | 23.90% |
| A_2_2 | 7.77 | 21.41% | 3.17 | −0.47% | 18.13 | 12.77% | 2.48 | 11.33 | 38.46% |
| A_2_3 | 7.74 | 20.94% | 2.81 | −6.09% | 15.25 | −5.14% | 3.30 | 13.28 | 46.55% |
| A_2_4 | 7.19 | 12.34% | 2.71 | −7.66% | 13.70 | −14.78% | 3.09 | 12.92 | 48.53% |
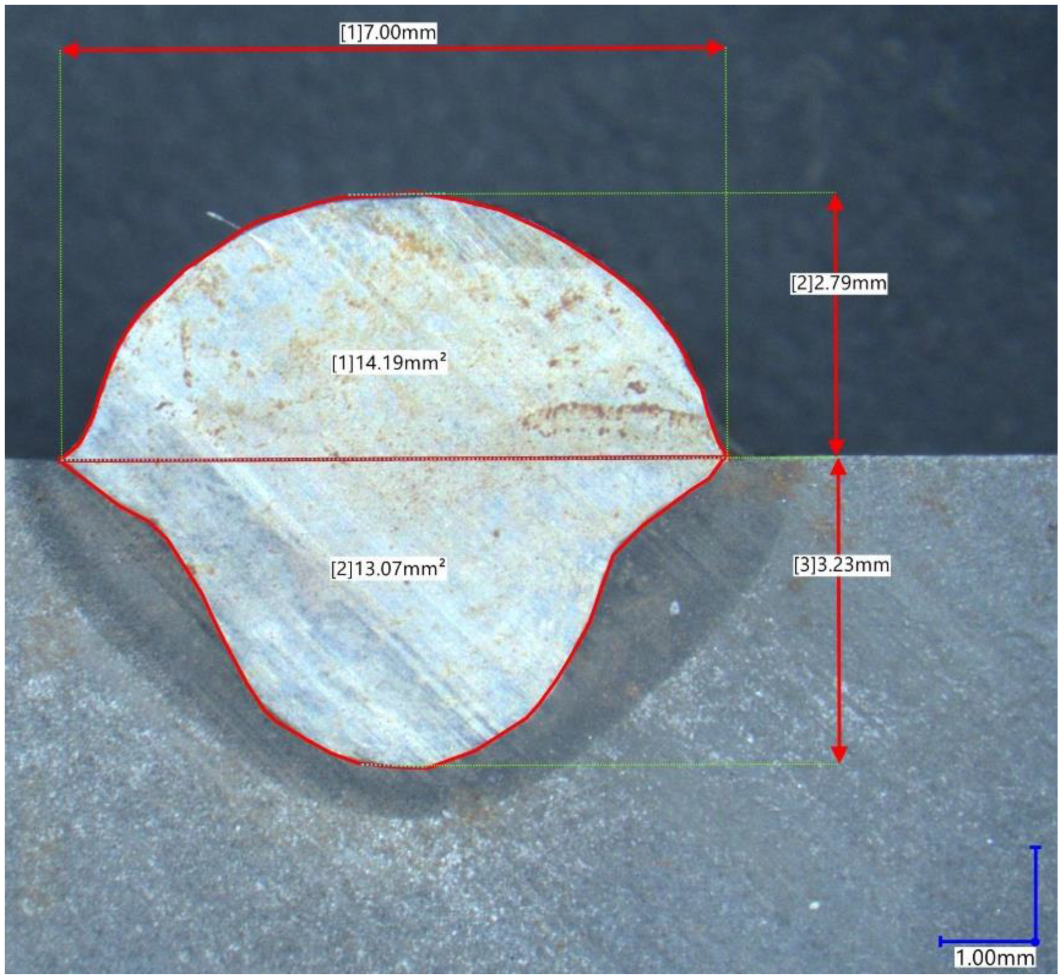
| A_2_5 | 7.00 | 9.37% | 2.79 | −6.41% | 14.19 | −11.74% | 3.23 | 13.07 | 47.95% |
| A_2_6 | 7.35 | 14.84% | 2.76 | −6.88% | 14.89 | −7.38% | 3.28 | 13.57 | 47.68% |
| A_2_7 | 7.35 | 14.84% | 2.76 | −6.88% | 14.77 | −8.13% | 3.10 | 12.97 | 46.76% |
| A_2_8 | 7.20 | 12.50% | 2.61 | −9.22% | 14.28 | −11.18% | 2.99 | 12.76 | 47.19% |
| A_2_avg | 7.49 | 0.17 | 2.90 | −0.05 | 16.05 | −0.15% | 2.90 | 12.15 | 43.38% |
| Sample No. | W [mm] | δw [%] | H [mm] | δh [%] | Aw [mm2] | δAw [%] | P [mm] | Ap [mm2] | D [%] |
|---|---|---|---|---|---|---|---|---|---|
| A_3_1 | 9.12 | 42.50% | 3.50 | 4.69% | 23.32 | 45.05% | 1.33 | 6.90 | 22.83% |
| A_3_2 | 9.64 | 50.63% | 3.40 | 3.13% | 23.58 | 46.67% | 2.02 | 11.06 | 31.93% |
| A_3_3 | 9.31 | 45.47% | 3.27 | 1.09% | 21.74 | 35.23% | 2.19 | 11.43 | 34.46% |
| A_3_4 | 9.52 | 48.75% | 2.87 | −5.16% | 17.77 | 10.53% | 2.53 | 14.54 | 45.00% |
| A_3_5 | 9.94 | 55.31% | 2.67 | −8.28% | 16.17 | 0.58% | 2.90 | 15.81 | 49.44% |
| A_3_6 | 9.70 | 51.56% | 2.42 | −12.19% | 13.73 | −14.60% | 3.30 | 17.78 | 56.43% |
| A_3_7 | 9.16 | 43.13% | 2.64 | −8.75% | 14.26 | −11.30% | 3.27 | 17.27 | 54.77% |
| A_3_8 | 9.81 | 53.28% | 2.47 | −11.41% | 14.89 | −7.38% | 3.11 | 16.88 | 53.13% |
| A_3_avg | 9.53 | 0.49 | 2.91 | −0.05 | 18.18 | 13.10% | 2.58 | 13.96 | 43.50% |
| Sample No. | W [mm] | δw [%] | H [mm] | δh [%] | Aw [mm2] | δAw [%] | P [mm] | Ap [mm2] | D [%] |
|---|---|---|---|---|---|---|---|---|---|
| A_4_1 | 8.96 | 40.00% | 2.34 | −13.44% | 22.29 | 38.65% | 1.66 | 7.61 | 25.45% |
| A_4_2 | 9.10 | 42.19% | 3.37 | 2.66% | 22.89 | 42.38% | 1.52 | 7.37 | 24.36% |
| A_4_3 | 9.21 | 43.91% | 3.08 | −1.88% | 17.95 | 11.65% | 1.98 | 10.11 | 36.03% |
| A_4_4 | 9.51 | 48.59% | 2.64 | −8.75% | 14.25 | −11.36% | 2.42 | 14.35 | 50.17% |
| A_4_5 | 9.15 | 42.97% | 2.28 | −14.38% | 12.10 | −24.74% | 2.50 | 15.52 | 56.19% |
| A_4_6 | 9.00 | 40.63% | 2.32 | −13.75% | 11.97 | −25.54% | 2.18 | 13.75 | 53.46% |
| A_4_7 | 9.01 | 40.78% | 2.69 | −7.97% | 12.77 | −20.57% | 2.60 | 14.72 | 53.55% |
| A_4_8 | 9.11 | 42.34% | 2.87 | −5.16% | 14.93 | −7.13% | 2.53 | 14.29 | 48.90% |
| A_4_avg | 9.13 | 0.43 | 2.70 | −0.08 | 16.14 | 0.42% | 2.17 | 12.22 | 43.51% |
| Sample No. | W [mm] | δw [%] | H [mm] | δh [%] | Aw [mm2] | δAw [%] | P [mm] | Ap [mm2] | D [%] |
|---|---|---|---|---|---|---|---|---|---|
| A_5_1 | 9.18 | 43.44% | 2.77 | −6.72% | 17.38 | 8.11% | 1.65 | 6.55 | 27.37% |
| A_5_2 | 9.09 | 42.03% | 2.31 | −13.91% | 14.01 | −12.86% | 1.78 | 9.00 | 39.11% |
| A_5_3 | 9.02 | 40.94% | 2.16 | −16.25% | 12.96 | −19.39% | 1.72 | 7.87 | 37.78% |
| A_5_4 | 8.70 | 35.94% | 2.15 | −16.41% | 12.78 | −20.51% | 2.05 | 8.86 | 40.94% |
| A_5_5 | 8.71 | 36.09% | 2.32 | −13.75% | 13.57 | −15.59% | 2.10 | 9.97 | 42.35% |
| A_5_6 | 9.18 | 43.44% | 2.47 | −11.41% | 14.29 | −11.11% | 1.66 | 9.01 | 38.67% |
| A_5_7 | 8.64 | 35.00% | 2.37 | −12.97% | 14.06 | −12.54% | 2.05 | 9.51 | 40.35% |
| A_5_8 | 8.77 | 37.03% | 2.36 | −13.13% | 13.73 | −14.60% | 2.11 | 9.95 | 42.02% |
| A_5_avg | 8.91 | 0.39 | 2.36 | −0.13 | 14.10 | −12.31% | 1.89 | 8.84 | 38.57% |
Appendix B
| Sample No. | W [mm] | δw [%] | H [mm] | δh [%] | Aw [mm2] | δAw [%] | P [mm] | Ap [mm2] | D [%] |
|---|---|---|---|---|---|---|---|---|---|
| B_1_1 | 6.83 | −50.94% | 3.14 | −85.31% | 16.82 | 4.62% | 0.94 | 3.22 | 16.07% |
| B_1_2 | 6.96 | −55.94% | 2.82 | −85.31% | 14.77 | −8.13% | 0.94 | 3.56 | 19.42% |
| B_1_3 | 7 | −60.78% | 2.51 | −80.94% | 12.69 | −21.07% | 1.22 | 4.83 | 27.57% |
| B_1_4 | 6.82 | −60.94% | 2.5 | −79.22% | 12.3 | −23.49% | 1.33 | 5.36 | 30.35% |
| B_1_5 | 6.96 | −60.16% | 2.55 | −81.09% | 13.2 | −17.89% | 1.21 | 4.93 | 27.19% |
| B_1_6 | 7.2 | −61.56% | 2.46 | −83.13% | 12.17 | −24.30% | 1.08 | 4.75 | 28.07% |
| B_1_7 | 7.2 | −61.41% | 2.47 | −77.34% | 12.34 | −23.24% | 1.45 | 5.6 | 31.22% |
| B_1_8 | 7.09 | −63.13% | 2.36 | −50.94% | 11.89 | −26.04% | 3.14 | 4.66 | 28.16% |
| B_1_avg | 7.01 | −0.59 | 2.60 | −0.78 | 13.27 | −17.44% | 1.41 | 4.61 | 26.01% |
| Sample No. | W [mm] | δw [%] | H [mm] | δh [%] | Aw [mm2] | δAw [%] | P [mm] | Ap [mm2] | D [%] |
|---|---|---|---|---|---|---|---|---|---|
| B_2_1 | 4.83 | −60.16% | 2.55 | −96.88% | 9.26 | −42.40% | 0.2 | 0.35 | 3.64% |
| B_2_2 | 8.03 | −53.13% | 3 | −87.50% | 17.95 | 11.65% | 0.8 | 3.24 | 15.29% |
| B_2_3 | 7.57 | −60.31% | 2.54 | −84.06% | 14.54 | −9.56% | 1.02 | 4.31 | 22.86% |
| B_2_4 | 7.56 | −54.06% | 2.94 | −82.81% | 18.03 | 12.15% | 1.1 | 4.56 | 20.19% |
| B_2_5 | 7.34 | −59.69% | 2.58 | −83.28% | 13.75 | −14.47% | 1.07 | 4.56 | 24.90% |
| B_2_6 | 7.07 | −62.03% | 2.43 | −81.88% | 12.42 | −22.75% | 1.16 | 4.99 | 28.66% |
| B_2_7 | 7.11 | −63.28% | 2.35 | −83.28% | 12.28 | −23.62% | 1.07 | 5.34 | 30.31% |
| B_2_8 | 7.11 | −63.75% | 2.32 | −81.09% | 12.21 | −24.05% | 1.21 | 5.4 | 30.66% |
| B_2_avg | 7.08 | −0.60 | 2.59 | −0.85 | 13.81 | −14.13% | 0.95 | 4.09 | 22.06% |
| Sample No. | W [mm] | δw [%] | H [mm] | δh [%] | Aw [mm2] | δAw [%] | P [mm] | Ap [mm2] | D [%] |
|---|---|---|---|---|---|---|---|---|---|
| B_3_1 | 7.12 | −53.75% | 2.96 | −80.00% | 16.77 | 4.31% | 1.28 | 4.73 | 22.00% |
| B_3_2 | 7.24 | −56.56% | 2.78 | −77.50% | 14.99 | −6.76% | 1.44 | 5.36 | 26.34% |
| B_3_3 | 6.91 | −63.13% | 2.36 | −76.25% | 12.33 | −23.31% | 1.52 | 5.55 | 31.04% |
| B_3_4 | 6.93 | −64.84% | 2.25 | −77.50% | 11.34 | −29.46% | 1.44 | 5.64 | 33.22% |
| B_3_5 | 6.98 | −62.03% | 2.43 | −80.16% | 12.18 | −24.24% | 1.27 | 4.87 | 28.56% |
| B_3_6 | 7.57 | −62.19% | 2.42 | −79.22% | 12.92 | −19.64% | 1.33 | 5.71 | 30.65% |
| B_3_7 | 7.34 | −62.97% | 2.37 | −77.81% | 12.37 | −23.06% | 1.42 | 5.77 | 31.81% |
| B_3_8 | 7.23 | −60.47% | 2.53 | −78.13% | 13.17 | −18.08% | 1.4 | 5.69 | 30.17% |
| B_3_avg | 7.17 | −0.61 | 2.51 | −0.78 | 13.26 | −17.53% | 1.39 | 5.42 | 29.22% |
| Sample No. | W [mm] | δw [%] | H [mm] | δh [%] | Aw [mm2] | δAw [%] | P [mm] | Ap [mm2] | D [%] |
|---|---|---|---|---|---|---|---|---|---|
| B_4_1 | 6.08 | −54.22% | 2.93 | −99.84% | 14.23 | −11.49% | 0.01 | 0.01 | 0.07% |
| B_4_2 | 7.44 | −53.59% | 2.97 | −80.16% | 17.29 | 7.55% | 1.27 | 4.94 | 22.22% |
| B_4_3 | 7 | −56.25% | 2.8 | −74.69% | 14.94 | −7.07% | 1.62 | 6.29 | 29.63% |
| B_4_4 | 7.25 | −61.88% | 2.44 | −72.97% | 13.42 | −16.53% | 1.73 | 7.12 | 34.66% |
| B_4_5 | 6.81 | −59.53% | 2.59 | −72.66% | 12.49 | −22.31% | 1.75 | 6.78 | 35.18% |
| B_4_6 | 7.22 | −58.75% | 2.64 | −69.84% | 13.77 | −14.35% | 1.93 | 8.43 | 37.97% |
| B_4_7 | 7.07 | −63.59% | 2.33 | −72.66% | 12.02 | −25.23% | 1.75 | 7.2 | 37.46% |
| B_4_8 | 7.01 | −63.75% | 2.32 | −71.41% | 11.98 | −25.48% | 1.83 | 7.55 | 38.66% |
| B_4_avg | 6.99 | −0.59 | 2.63 | −0.77 | 13.77 | −14.36% | 1.49 | 6.04 | 29.48% |
| Sample No. | W [mm] | δw [%] | H [mm] | δh [%] | Aw [mm2] | δAw [%] | P [mm] | Ap [mm2] | D [%] |
|---|---|---|---|---|---|---|---|---|---|
| B_5_1 | 5.9 | −47.97% | 3.33 | −87.34% | 17.38 | 8.11% | 0.81 | 2.58 | 12.93% |
| B_5_2 | 5.59 | −53.28% | 2.99 | −72.97% | 14.53 | −9.62% | 1.73 | 5.49 | 27.42% |
| B_5_3 | 6.08 | −51.56% | 3.1 | −71.56% | 14.51 | −9.75% | 1.82 | 6.61 | 31.30% |
| B_5_4 | 6.26 | −58.75% | 2.64 | −68.28% | 11.82 | −26.48% | 2.03 | 6.95 | 37.03% |
| B_5_5 | 6.51 | −59.84% | 2.57 | −68.75% | 12.5 | −22.25% | 2 | 8.16 | 39.50% |
| B_5_6 | 6.46 | −61.41% | 2.47 | −69.06% | 11.43 | −28.90% | 1.98 | 7.63 | 40.03% |
| B_5_7 | 6.78 | −62.03% | 2.43 | −67.19% | 12.34 | −23.24% | 2.1 | 9.22 | 42.76% |
| B_5_8 | 6.77 | −61.25% | 2.48 | −66.56% | 11.86 | −26.23% | 2.14 | 8.73 | 42.40% |
| B_5_avg | 6.29 | −0.57 | 2.75 | −0.71 | 13.30 | −17.30% | 1.83 | 6.92 | 34.17% |
References
- Mendez, P.F.; Barnes, N.; Bell, K.; Borle, S.D.; Gajapathi, S.S.; Guest, S.D.; Izadi, H.; Gol, A.K.; Wood, G. Welding Processes for Wear Resistant Overlays. J. Manuf. Process. 2014, 16, 4–25. [Google Scholar] [CrossRef]
- Krawczyk, J.; Bembenek, M.; Pawlik, J. The Role of Chemical Composition of High-Manganese Cast Steels on Wear of Excavating Chain in Railway Shoulder Bed Ballast Cleaning Machine. Materials 2021, 14, 7794. [Google Scholar] [CrossRef] [PubMed]
- Bembenek, M.; Krawczyk, J.; Pańcikiewicz, K. The Wear on Roller Press Rollers Made of 20Cr4/1.7027 Steel under Conditions of Copper Concentrate Briquetting. Materials 2020, 13, 5782. [Google Scholar] [CrossRef] [PubMed]
- Szala, M.; Szafran, M.; Macek, W.; Marchenko, S.; Hejwowski, T. Abrasion Resistance of S235, S355, C45, AISI 304 and Hardox 500 Steels with Usage of Garnet, Corundum and Carborundum Abrasives. Adv. Sci. Technol. Res. J. 2019, 13, 151–161. [Google Scholar] [CrossRef]
- Lazić, V.; Milosavljević, D.; Aleksandrović, S.; Marinković, P.; Bogdanović, G.; Nedeljković, B. Carbide Type Influence on Tribological Properties of Hard Faced Steel Layer—Part I—Theoretical Considerations. Tribol. Ind. 2010, 32, 10. [Google Scholar]
- Hussein, N.; Kamarul, S.; Ayof, M. Preliminary Study of on Cladding Process on Grey Cast Iron Substrate. Int. J. Res. Eng. Technol. 2013, 2, 5–11. [Google Scholar]
- Senthilkumar, B.; Kannan, T. Effect of Flux Cored Arc Welding Process Parameters on Bead Geometry in Super Duplex Stainless Steel Claddings. Measurement 2015, 62, 127–136. [Google Scholar] [CrossRef]
- Rakoczy, Ł.; Grudzień, M.; Tuz, L.; Pańcikiewicz, K.; Zielińska-Lipiec, A. Microstructure and Properties of a Repair Weld in a Nickel Based Superalloy Gas Turbine Component. Adv. Mater. Sci. 2017, 17, 55–63. [Google Scholar] [CrossRef]
- Liyanage, T.; Fisher, G.; Gerlich, A.P. Influence of Alloy Chemistry on Microstructure and Properties in NiCrBSi Overlay Coatings Deposited by Plasma Transferred Arc Welding (PTAW). Surf. Coat. Technol. 2010, 205, 759–765. [Google Scholar] [CrossRef]
- Łatka, L.; Szala, M.; Macek, W.; Branco, R. Mechanical Properties and Sliding Wear Resistance of Suspension Plasma Sprayed YSZ Coatings. Adv. Sci. Technol. Res. J. 2020, 14, 307–314. [Google Scholar] [CrossRef]
- Prabanjan, S.; Karthick, K.; Rejvin Kumar, J.; Ramkumar, S.; Riswan Ahmed, A. Wear Behavior and Metallurgical Characteristics of Particle Reinforced Metal Matrix Composites Produced by Hardfacing: A Review. Mater. Today Proc. 2020, 33, 599–606. [Google Scholar] [CrossRef]
- Bembenek, M.; Prysyazhnyuk, P.; Shihab, T.; Machnik, R.; Ivanov, O.; Ropyak, L. Microstructure and Wear Characterization of the Fe-Mo-B-C-Based Hardfacing Alloys Deposited by Flux-Cored Arc Welding. Materials 2022, 15, 5074. [Google Scholar] [CrossRef] [PubMed]
- Hemmati, I.; Ocelík, V.; De Hosson, J.T.M. Dilution Effects in Laser Cladding of Ni-Cr-B-Si-C Hardfacing Alloys. Mater. Lett. 2012, 84, 69–72. [Google Scholar] [CrossRef]
- Kumari, P.; Singh, R.P. Development of Mathematical Models for Prediction of Weld Bead Geometry of Hardfaced Steel. Int. J. Appl. Eng. Res. 2015, 10, 38509–38525. [Google Scholar]
- Nagesh, D.S.; Datta, G.L. Prediction of Weld Bead Geometry and Penetration in Shielded Metal-Arc Welding Using Artificial Neural Networks. J. Mater. Process. Technol. 2002, 123, 303–312. [Google Scholar] [CrossRef]
- Siva, K.; Murugan, N.; Logesh, R. Optimization of Weld Bead Geometry in Plasma Transferred Arc Hardfaced Austenitic Stainless Steel Plates Using Genetic Algorithm. Int. J. Adv. Manuf. Technol. 2009, 41, 24–30. [Google Scholar] [CrossRef]
- Kumar, N.; Bhavsar, H.; Mahesh, P.V.S.; Srivastava, A.K.; Bora, B.J.; Saxena, A.; Dixit, A.R. Wire Arc Additive Manufacturing—A Revolutionary Method in Additive Manufacturing. Mater. Chem. Phys. 2022, 285, 126144. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A Review of the Wire Arc Additive Manufacturing of Metals: Properties, Defects and Quality Improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Navarro, M.; Matar, A.; Diltemiz, S.F.; Eshraghi, M. Development of a Low-Cost Wire Arc Additive Manufacturing System. J. Manuf. Mater. Process. 2021, 6, 3. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Günay, M. Modeling and Multiple Optimization in Face Milling of Hardfacing Welding Applied Steel: Force, Roughness, Power. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 6652–6664. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-Feed Additive Manufacturing of Metal Components: Technologies, Developments and Future Interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Rodrigues, T.A.; Duarte, V.; Avila, J.A.; Santos, T.G.; Miranda, R.M.; Oliveira, J.P. Wire and Arc Additive Manufacturing of HSLA Steel: Effect of Thermal Cycles on Microstructure and Mechanical Properties. Addit. Manuf. 2019, 27, 440–450. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, Y.; Wu, C.; Padhy, G.K. Suppression of Undercut Defects in High-Speed GMAW through a Compound Magnetic Field. J. Mater. Process. Technol. 2019, 274, 116288. [Google Scholar] [CrossRef]
- Sumesh, A.; Rameshkumar, K.; Raja, A.; Mohandas, K.; Santhakumari, A.; Shyambabu, R. Establishing Correlation Between Current and Voltage Signatures of the Arc and Weld Defects in GMAW Process. Arab. J. Sci. Eng. 2017, 42, 4649–4665. [Google Scholar] [CrossRef]
- Shatskyi, I.P.; Perepichka, V.V.; Ropyak, L.Y. On the Influence of Facing on Strength of Solids with Surface Defects. Metallofiz. Nov. Tekhnol. 2020, 42, 69–76. [Google Scholar] [CrossRef]
- Bazaluk, O.; Velychkovych, A.; Ropyak, L.; Pashechko, M.; Pryhorovska, T.; Lozynskyi, V. Influence of Heavy Weight Drill Pipe Material and Drill Bit Manufacturing Errors on Stress State of Steel Blades. Energies 2021, 14, 4198. [Google Scholar] [CrossRef]
- Jafari, D.; Vaneker, T.H.J.; Gibson, I. Wire and Arc Additive Manufacturing: Opportunities and Challenges to Control the Quality and Accuracy of Manufactured Parts. Mater. Des. 2021, 202, 109471. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H.; van Duin, S.; Larkin, N. Bead Modelling and Implementation of Adaptive MAT Path in Wire and Arc Additive Manufacturing. Robot. Comput. Integr. Manuf. 2016, 39, 32–42. [Google Scholar] [CrossRef]
- Han, S.; Zhang, Z.; Liu, Z.; Zhang, H.; Xue, D. Investigation of the Microstructure and Mechanical Performance of Bimetal Components Fabricated Using CMT-Based Wire Arc Additive Manufacturing. Mater. Res. Express 2020, 7, 116525. [Google Scholar] [CrossRef]
- González, J.; Rodríguez, I.; Prado-Cerqueira, J.-L.; Diéguez, J.L.; Pereira, A. Additive Manufacturing with GMAW Welding and CMT Technology. Procedia Manuf. 2017, 13, 840–847. [Google Scholar] [CrossRef]
- Rodriguez, N.; Vázquez, L.; Huarte, I.; Arruti, E.; Tabernero, I.; Alvarez, P. Wire and Arc Additive Manufacturing: A Comparison between CMT and TopTIG Processes Applied to Stainless Steel. Weld. World 2018, 62, 1083–1096. [Google Scholar] [CrossRef]
- Wang, C.; Liu, T.G.; Zhu, P.; Lu, Y.H.; Shoji, T. Study on Microstructure and Tensile Properties of 316L Stainless Steel Fabricated by CMT Wire and Arc Additive Manufacturing. Mater. Sci. Eng. A 2020, 796, 140006. [Google Scholar] [CrossRef]
- Vázquez, L.; Rodríguez, N.; Rodríguez, I.; Alberdi, E.; Álvarez, P. Influence of Interpass Cooling Conditions on Microstructure and Tensile Properties of Ti-6Al-4V Parts Manufactured by WAAM. Weld. World 2020, 64, 1377–1388. [Google Scholar] [CrossRef]
- Pańcikiewicz, K. Preliminary Process and Microstructure Examination of Flux-Cored Wire Arc Additive Manufactured 18Ni-12Co-4Mo-Ti Maraging Steel. Materials 2021, 14, 6725. [Google Scholar] [CrossRef]
- Pańcikiewicz, K.; Filar, B.; Smoleń, B. Influence of Twin-Wire Welding on the Microstructure and Properties of Structural Steel. Manuf. Lett. 2022, 31, 6–9. [Google Scholar] [CrossRef]
- Reisgen, U.; Sharma, R.; Mann, S.; Oster, L. Increasing the Manufacturing Efficiency of WAAM by Advanced Cooling Strategies. Weld. World 2020, 64, 1409–1416. [Google Scholar] [CrossRef]
- Kakade, S.; Thakur, A. Comparative Analysis and Investigations of Welding Processes Applied for Hardfacing Using AHP. Int. J. Mod. Manuf. Technol. 2021, 13, 53–63. [Google Scholar]
- Rosli, N.A.; Alkahari, M.R.; bin Abdollah, M.F.; Maidin, S.; Ramli, F.R.; Herawan, S.G. Review on Effect of Heat Input for Wire Arc Additive Manufacturing Process. J. Mater. Res. Technol. 2021, 11, 2127–2145. [Google Scholar] [CrossRef]
- Pańcikiewicz, K.; Świerczyńska, A.; Hućko, P.; Tumidajewicz, M. Laser Dissimilar Welding of AISI 430F and AISI 304 Stainless Steels. Materials 2020, 13, 4540. [Google Scholar] [CrossRef]
- Krauze, K.; Bołoz, Ł.; Wydro, T.; Mucha, K. Investigations into the Wear Rate of Conical Picks with Abrasion-Resistant Coatings in Laboratory Conditions. IOP Conf. Ser. Mater. Sci. Eng. 2019, 679, 012012. [Google Scholar] [CrossRef]
- Pawlik, J.; Wróblewska-Pawlik, A.; Bembenek, M. The Volumetric Wear Assessment of a Mining Conical Pick Using the Photogrammetric Approach. Materials 2022, 15, 5783. [Google Scholar] [CrossRef] [PubMed]
- Chemical Composition of C45/1.0504 Carbon Steel. Available online: https://www.kipp.com/gb/en/service/material-overview/steel/pid.1097.1108.1244.9839.9882/1-0503-1-0503-07-Carbon-Steel.html (accessed on 20 June 2022).
- Castolin Eutectic Ireland Limited. Inspection Certificate EnDOtec DO*351; Castolin Eutectic Ireland Limited: Dublin, Ireland, 5 April 2022. [Google Scholar]
- Castolin Eutectic Ireland Limited. Inspection Certificate EnDOtec DO*332; Castolin Eutectic Ireland Limited: Dublin, Ireland, 18 March 2021. [Google Scholar]
- Sinnes, K. Welding Handbook: Welding and Cutting Science and Technology; Welding Handbook; American Welding Society: Miami, FL, USA, 2019; ISBN 978-1-64322-014-7. [Google Scholar]
- Das, S.; Vora, J.; Patel, V.; Andersson, J.; Pimenov, D.Y.; Giasin, K. Elucidating the Effect of Step Cooling Heat Treatment on the Properties of 2.25 Cr-1.0 Mo Steel Welded with a Combination of GMAW Techniques Incorporating Metal-Cored Wires. Materials 2021, 14, 6033. [Google Scholar] [CrossRef]
- Savic, B.; Cabrilo, A. Effect of Heat Input on the Ballistic Performance of Armor Steel Weldments. Materials 2021, 14, 3617. [Google Scholar] [CrossRef] [PubMed]
- Kaewsakul, N.; Putrontaraj, R.; Kimapong, K. The Effects of GMAW Parameters on Penetration, Hardness and Microstructure of AS3678-A350 High Strength Steel. Int. J. Adv. Cult. Technol. 2015, 3, 169–178. [Google Scholar] [CrossRef]
- Ibrahim, I.A.; Mohamat, S.A.; Amir, A.; Ghalib, A. The Effect of Gas Metal Arc Welding (GMAW) Processes on Different Welding Parameters. Procedia Eng. 2012, 41, 1502–1506. [Google Scholar] [CrossRef]
- Henckell, P.; Gierth, M.; Ali, Y.; Reimann, J.; Bergmann, J.P. Reduction of Energy Input in Wire Arc Additive Manufacturing (WAAM) with Gas Metal Arc Welding (GMAW). Materials 2020, 13, 2491. [Google Scholar] [CrossRef]





| Chemical Composition | wt.% |
|---|---|
| Carbon | 0.42–0.5 |
| Manganese | 0.5–0.8 |
| Silicon | 0.1–0.4 |
| Phosphorus | max. 0.04 |
| Sulfur | max. 0.04 |
| Chromium | max. 0.3 |
| Nickel | max. 0.3 |
| Molybdenum | max. 0.1 |
| Copper | max. 0.3 |
| Fe | bal. |
| Chemical Component | wt.% | |
|---|---|---|
| ENDOTEC DO*351 Wire A | ENDOTEC DO*332 Wire B | |
| Carbon | 0.59 | 3.5 |
| Silicon | 2.86 | 1.2 |
| Manganese | 0.56 | 0.6 |
| Chromium | 9.42 | 30.0 |
| Molybdenum | 0.01 | 3.8 |
| Iron | Bal (85.56) | Bal (60.9) |
| Level | Wire Feed [mm/min.] | Head Velocity [mm/min.] |
|---|---|---|
| L1 | 10,000 | 1250 |
| L2 | 8000 | 1000 |
| L3 | 6000 | 750 |
| L4 | 4000 | 500 |
| L5 | 2000 | 250 |
| Material | Voltage Set [V] | Free Stick-Out [mm] | Gas Flow [L/min] | Gas Mixture |
|---|---|---|---|---|
| Wire A | 22.1 | 15 | 12 | Ar 82% + 18% CO2 |
| Wire B | 22.1 | 15 | 12 | Ar 82% + 18% CO2 |
| Wire Type | Chemical Composition, wt.% | ||||
|---|---|---|---|---|---|
| Si | Mn | Cr | Mo | ||
| random measurement point 1 | 1.74 | 0.84 | 5.57 | - | |
| Wire A | random measurement point 2 | 1.88 | 0.72 | 5.52 | - |
| random measurement point 3 | 1.81 | 1.01 | 6.14 | - | |
| random measurement point 1 | 0.86 | - | 31.55 | 3.72 | |
| Wire B | random measurement point 2 | 0.79 | - | 38.63 | 3.63 |
| random measurement point 3 | 1.04 | - | 22.48 | 2.23 | |
| Wire A mean | 1.81 | 0.87 | 5.74 | - | |
| Wire B mean | 0.87 | - | 30.87 | 3.19 | |
| SS | df | MS | F | p-Value | F Crit | ||
|---|---|---|---|---|---|---|---|
| Width A | between | 78.60352 | 4 | 19.651 | 204.7256 | 9.37 × 10−24 | 2.641465 |
| within | 3.359525 | 35 | 0.096 | ||||
| Width B | between | 4.99009 | 4 | 1.248 | 11.04536 | 6.72 × 10−6 | 2.641465 |
| within | 3.953088 | 35 | 0.113 | ||||
| Height A | between | 1.572315 | 4 | 0.393 | 3.526658 | 0.0161 | 2.641465 |
| within | 3.901075 | 35 | 0.111 | ||||
| Height B | between | 0.240775 | 4 | 0.0601 | 0.817037 | 0.5230 | 2.641465 |
| within | 2.578563 | 35 | 0.0737 | ||||
| Penetration A | between | 27.81013 | 4 | 6.953 | 31.7829 | 3.28 × 10−11 | 2.641465 |
| within | 7.656275 | 35 | 0.219 | ||||
| Penetration B | between | 3.10161 | 4 | 0.775 | 3.192195 | 0.0246 | 2.641465 |
| within | 8.5017 | 35 | 0.243 | ||||
| Hardness A | between | 50,952.33 | 3 | 16,984.11 | 6.186054 | 0.0007 | 2.703594 |
| within | 252,590.5 | 92 | 2745.548 | ||||
| Hardness B | between | 241,443.1 | 4 | 60,360.78 | 20.33036 | 1.09 × 10−12 | 2.450571 |
| within | 341,434.6 | 115 | 2968.997 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pawlik, J.; Cieślik, J.; Bembenek, M.; Góral, T.; Kapayeva, S.; Kapkenova, M. On the Influence of Linear Energy/Heat Input Coefficient on Hardness and Weld Bead Geometry in Chromium-Rich Stringer GMAW Coatings. Materials 2022, 15, 6019. https://doi.org/10.3390/ma15176019
Pawlik J, Cieślik J, Bembenek M, Góral T, Kapayeva S, Kapkenova M. On the Influence of Linear Energy/Heat Input Coefficient on Hardness and Weld Bead Geometry in Chromium-Rich Stringer GMAW Coatings. Materials. 2022; 15(17):6019. https://doi.org/10.3390/ma15176019
Chicago/Turabian StylePawlik, Jan, Jacek Cieślik, Michał Bembenek, Tomasz Góral, Sarken Kapayeva, and Madina Kapkenova. 2022. "On the Influence of Linear Energy/Heat Input Coefficient on Hardness and Weld Bead Geometry in Chromium-Rich Stringer GMAW Coatings" Materials 15, no. 17: 6019. https://doi.org/10.3390/ma15176019