
Multifunctional Hybrid Fiber Composites for Energy Transfer in Future Electric Vehicles


Abstract
:1. Introduction
- Assess the mechanical performance of the multifunctional material for static and fatigue loads;
- Prove that the material can carry technically relevant electrical currents without the mechanical properties being affected;
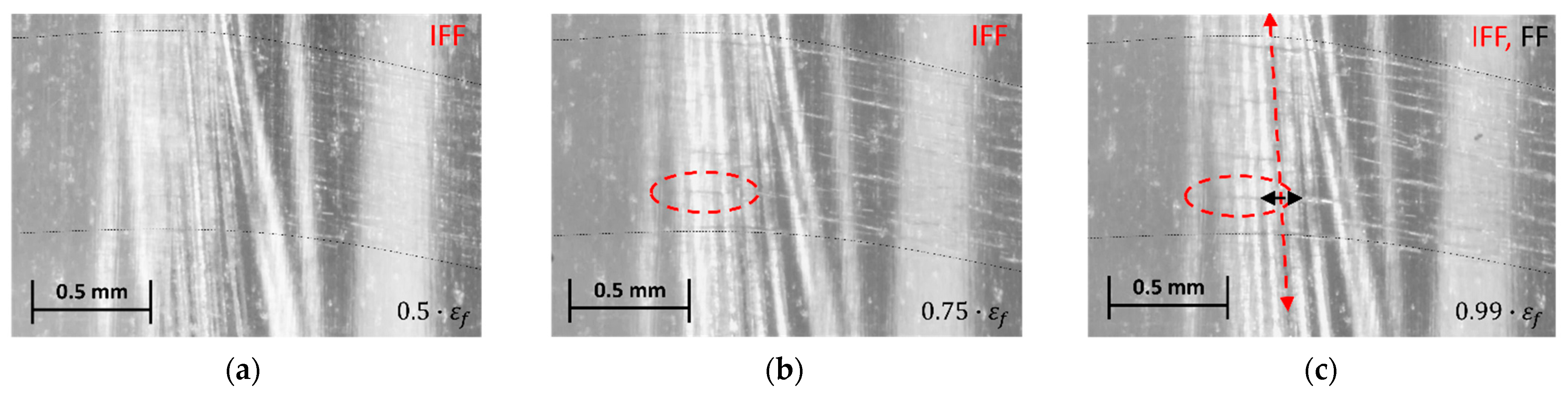
- Gain an understanding of the damage mechanisms under mechanical and combined electrical/mechanical loads;
- Discuss the material’s capabilities and potential for technical applications.
2. Approach: Aluminum-Fiber-Glass-Fiber-Reinforced Plastic (AlFGFRP)
2.1. Constituent Properties and Compatibility
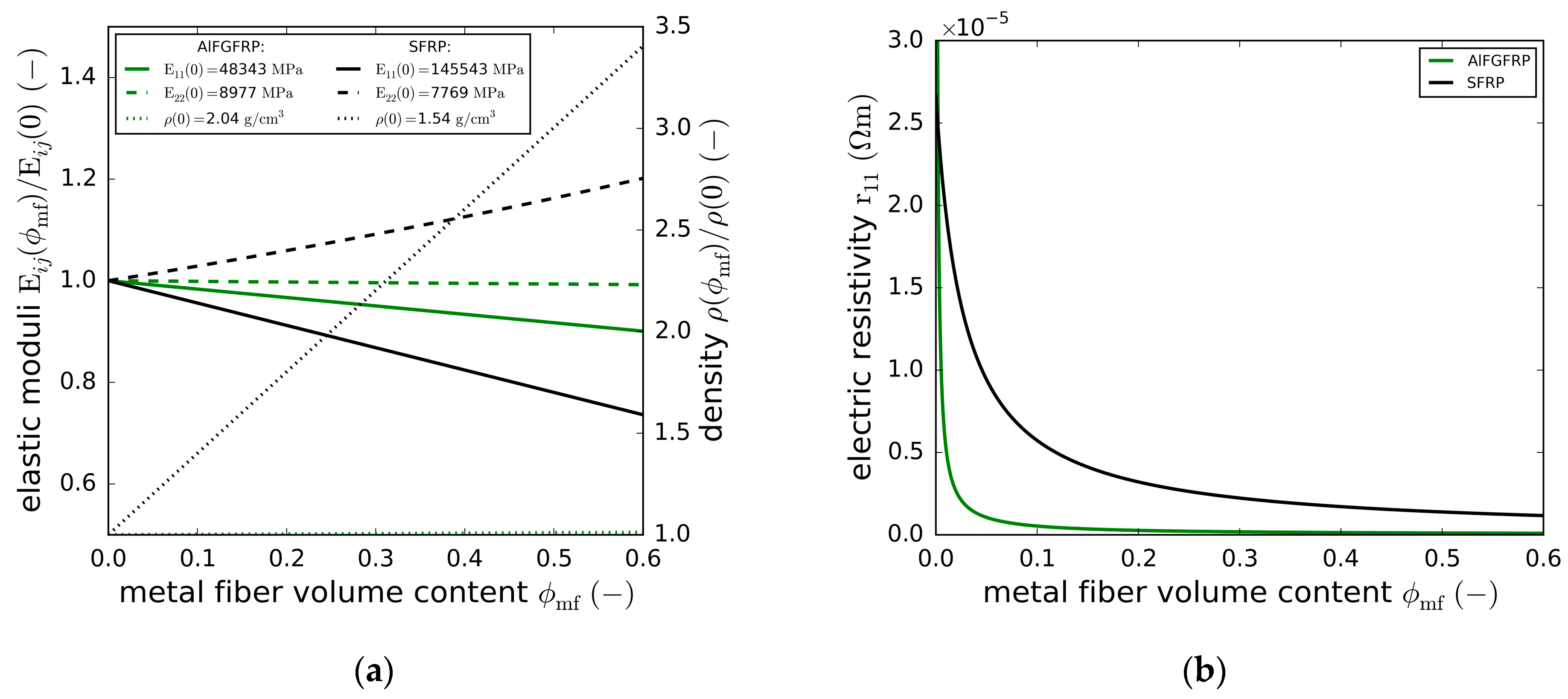
2.2. Properties of the Unidirectional AlFGFRP
3. Materials and Methods
3.1. Aluminum-Fiber-Reinforced GFRP (AlFGFRP)
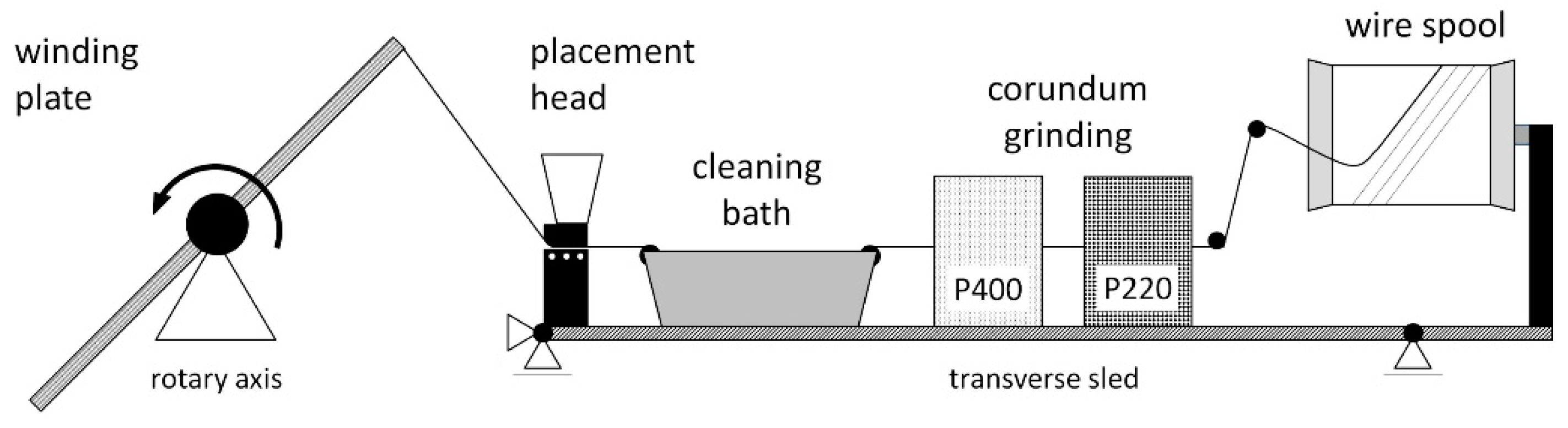
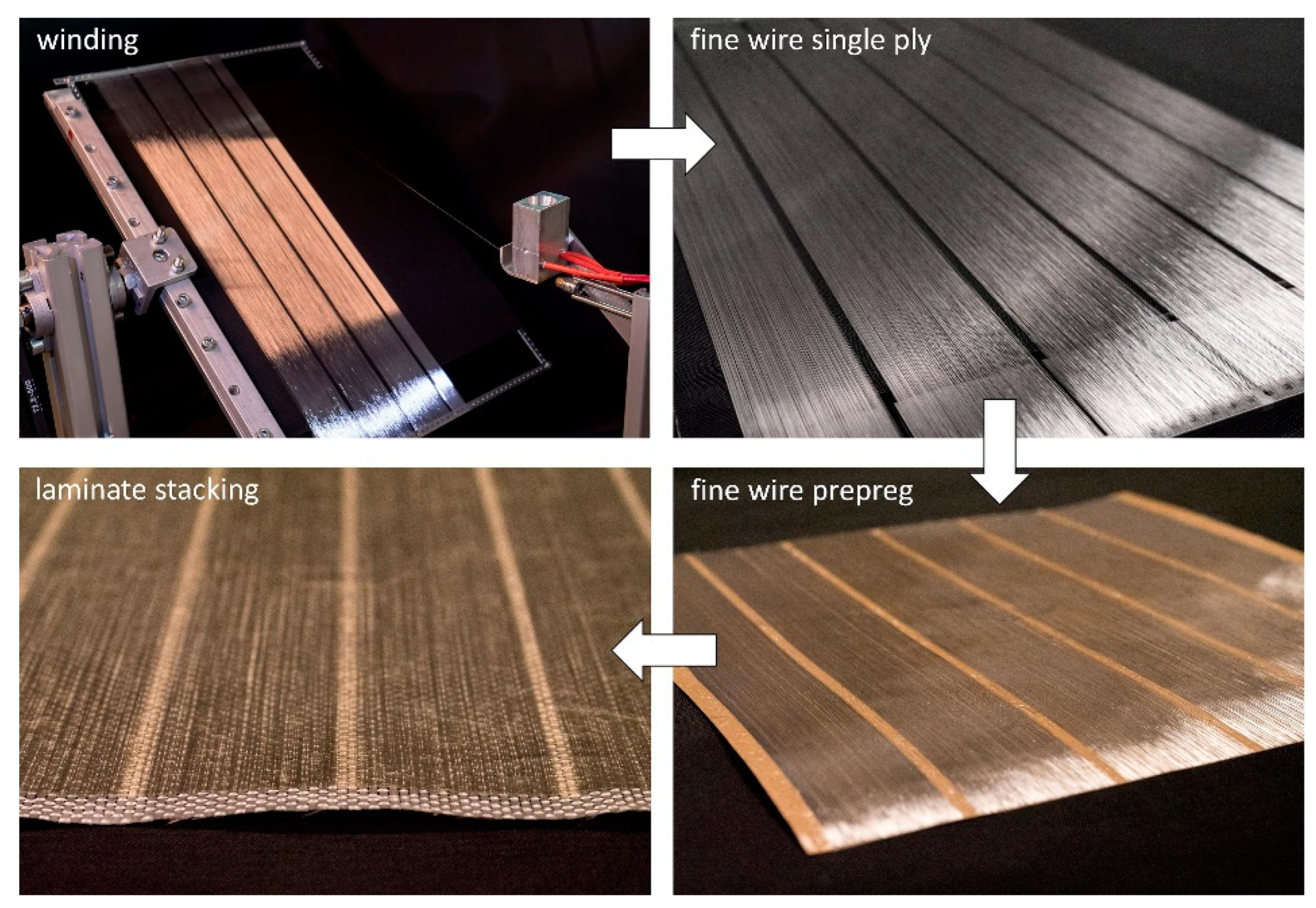
3.1.1. Fabrication Method
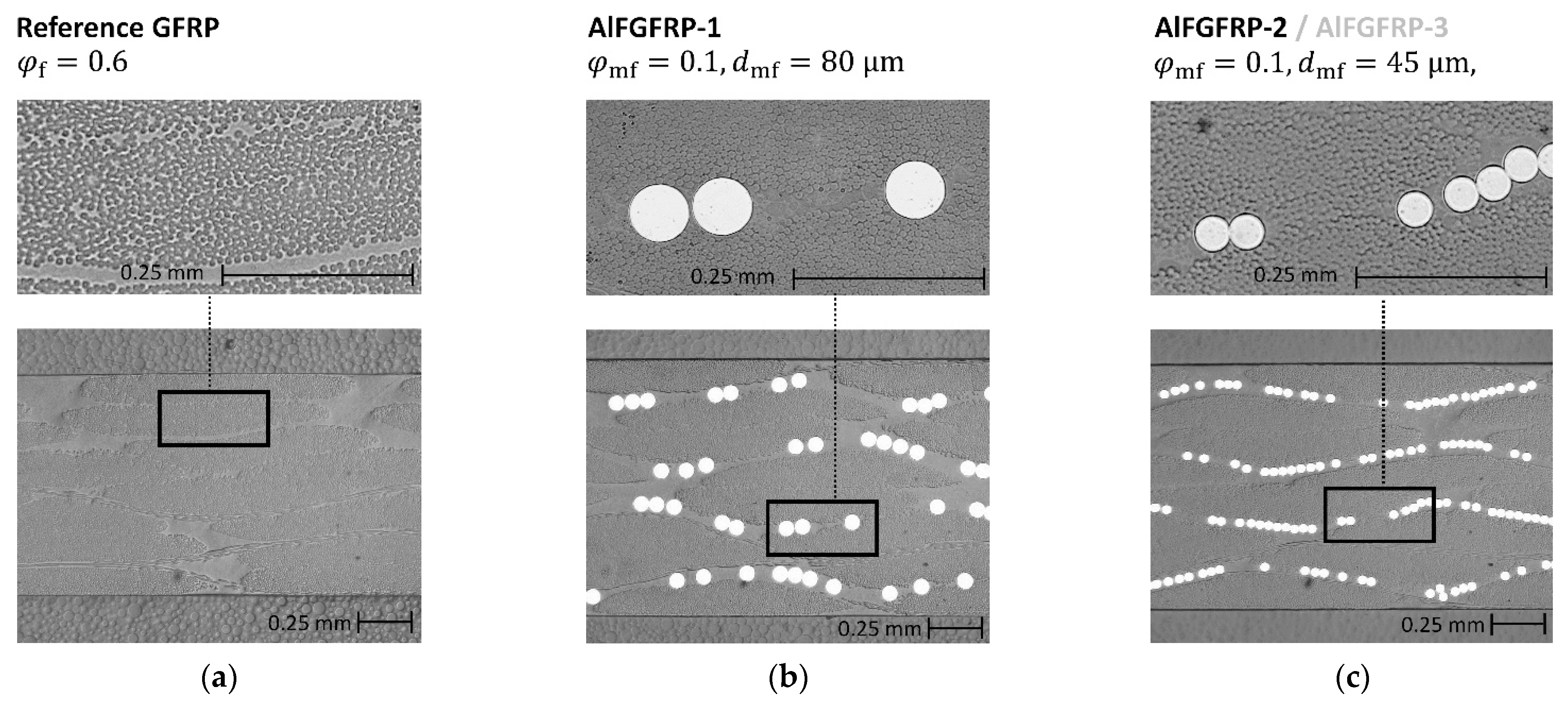
3.1.2. Composite Constituents and Configurations
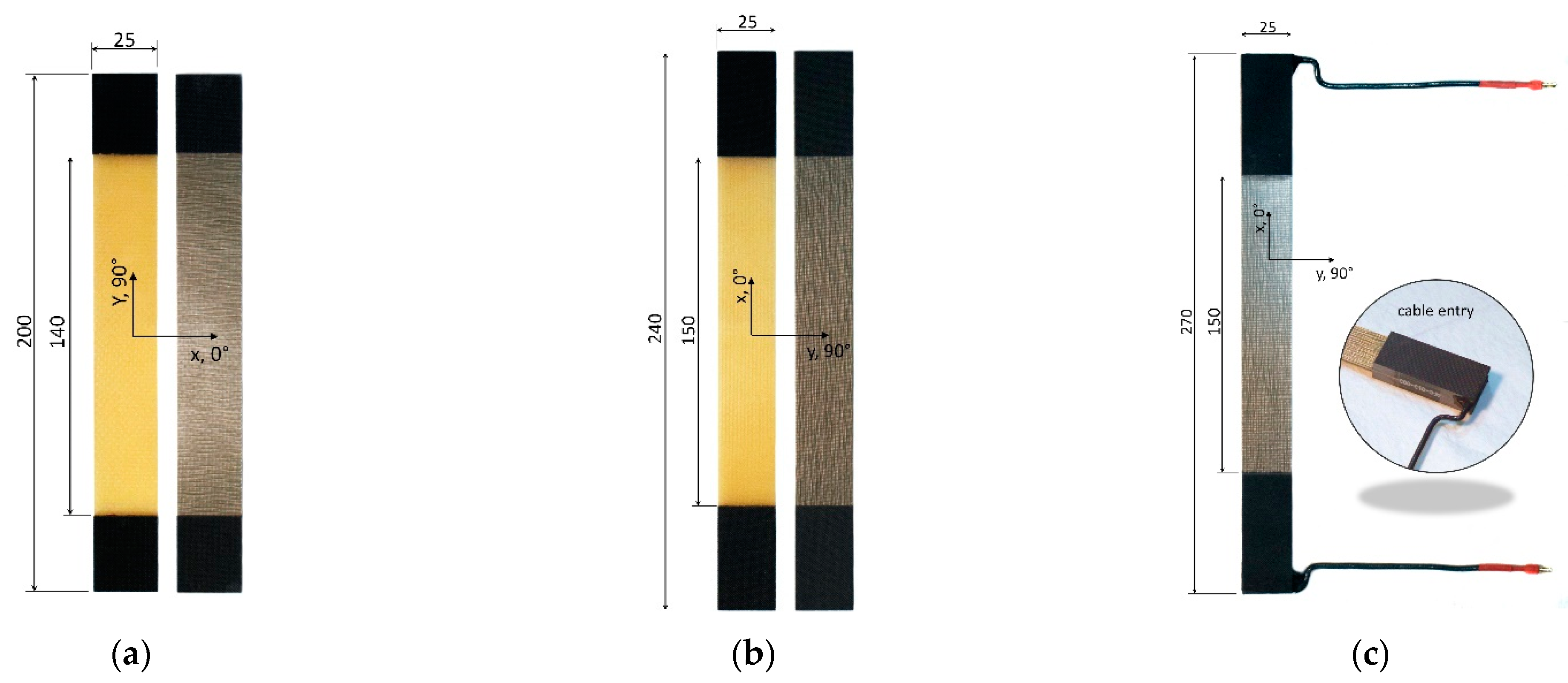
3.1.3. Test Specimens
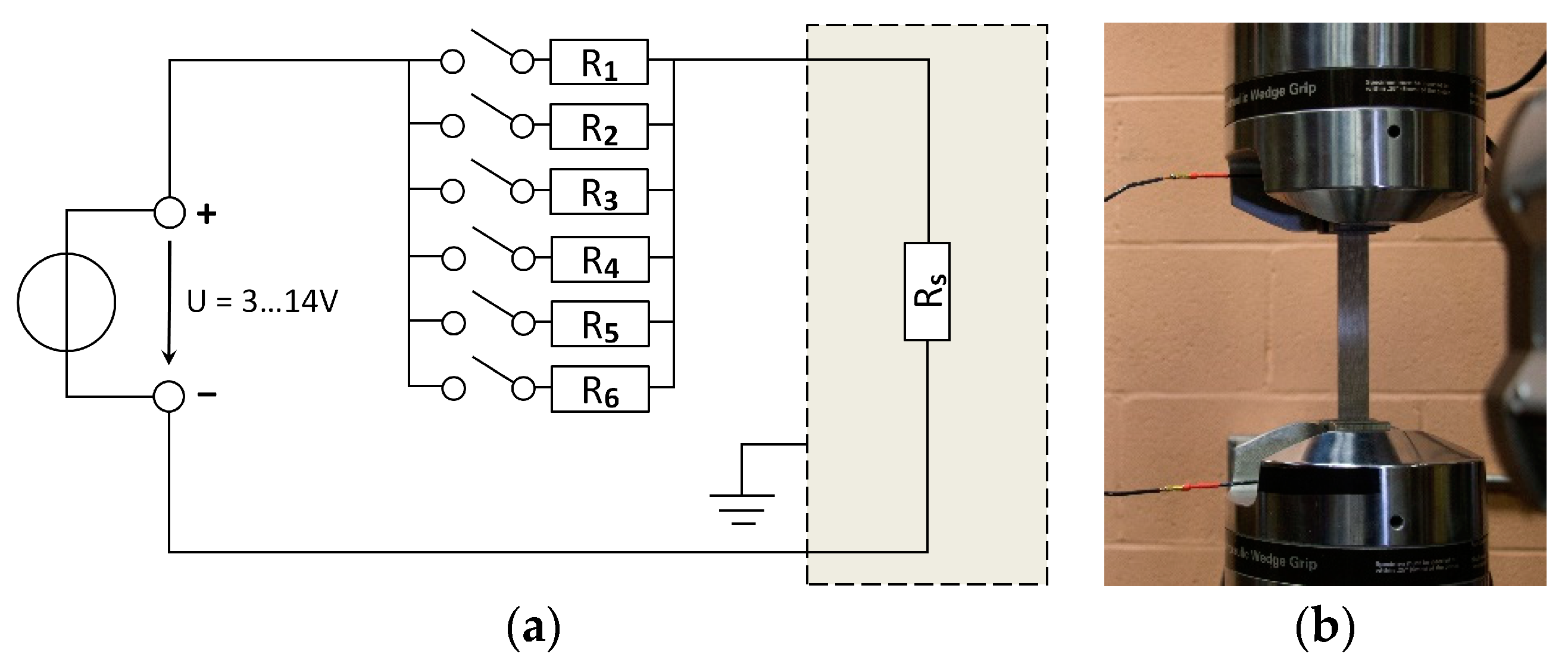
3.2. Electrical Resistance Measurement
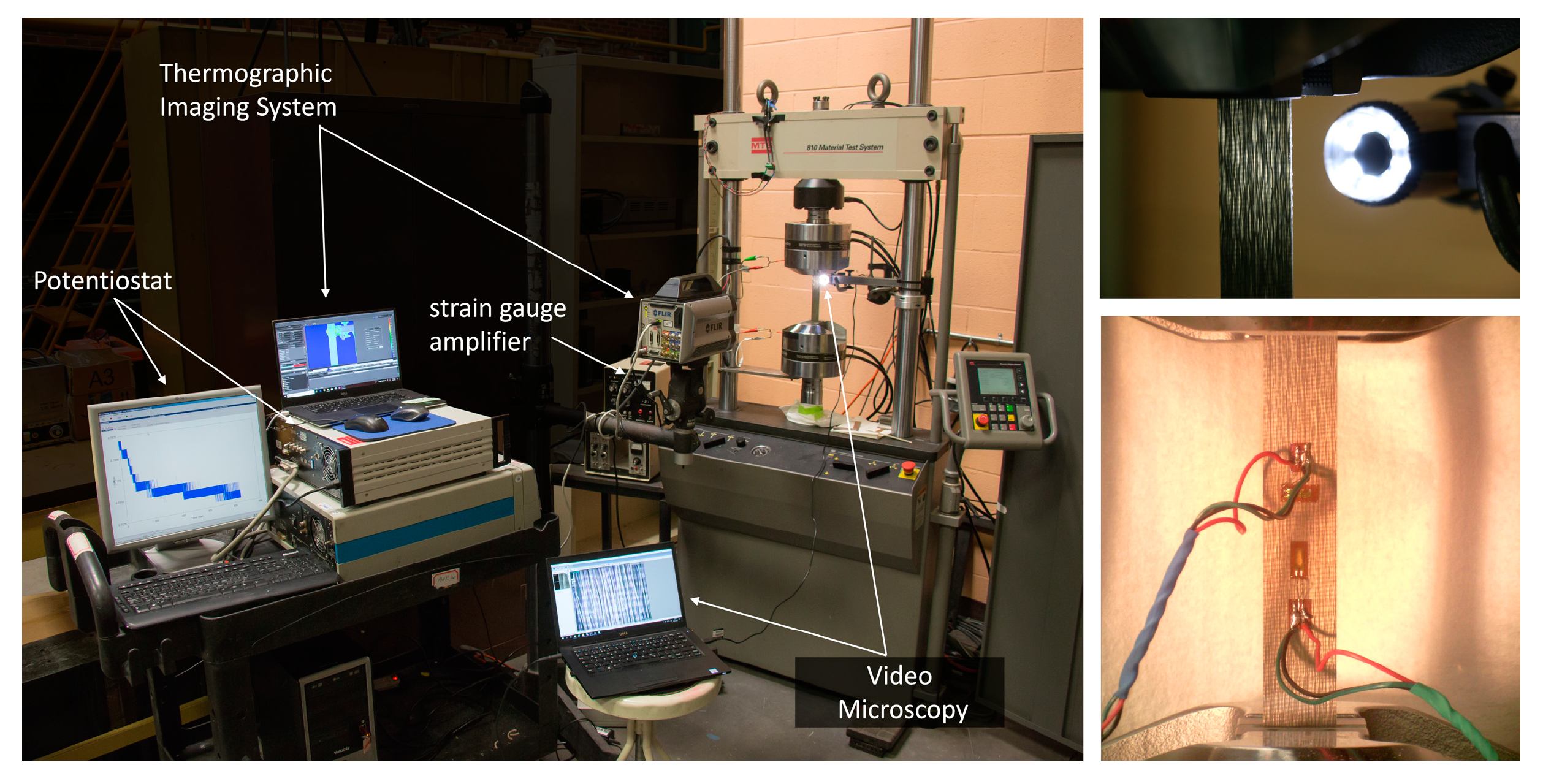
3.3. Thermography
3.4. Static and Fatigue Testing
3.5. Combined Electrical and Mechanical Testing
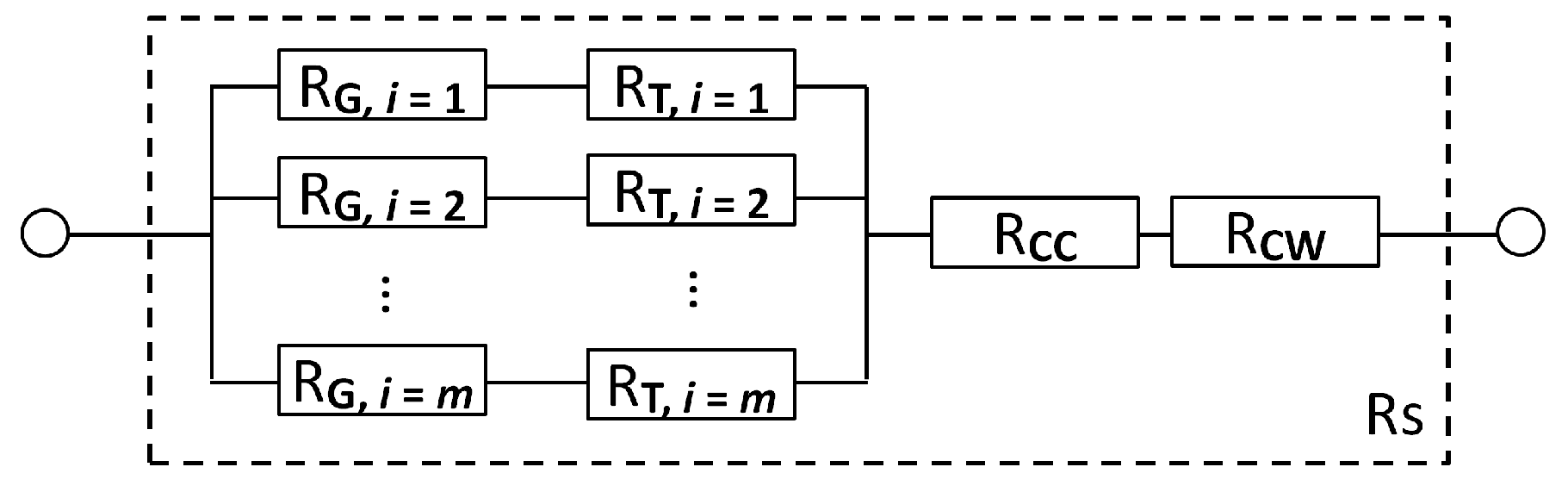
3.6. Simplistic Electrical Resistance Model
4. Results
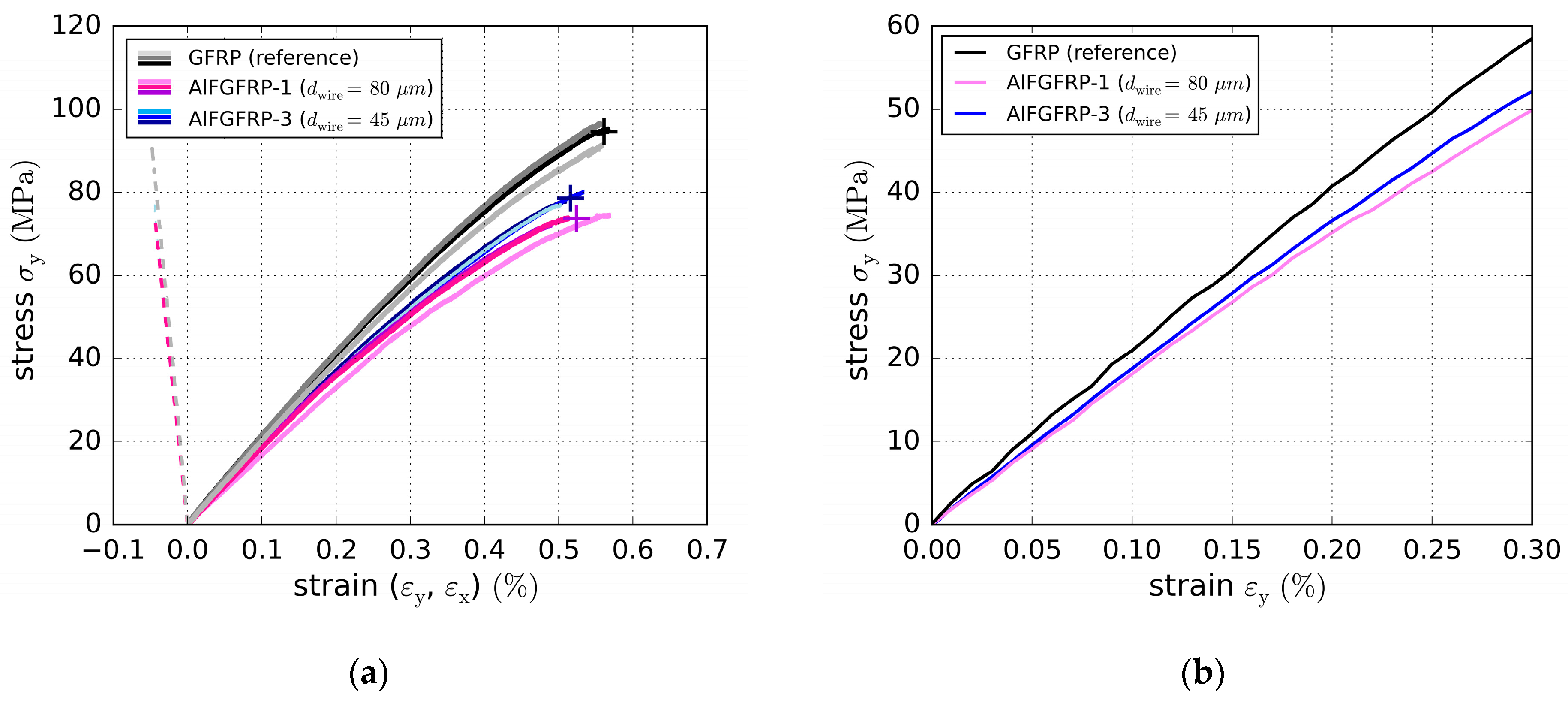
4.1. Tensile Properties
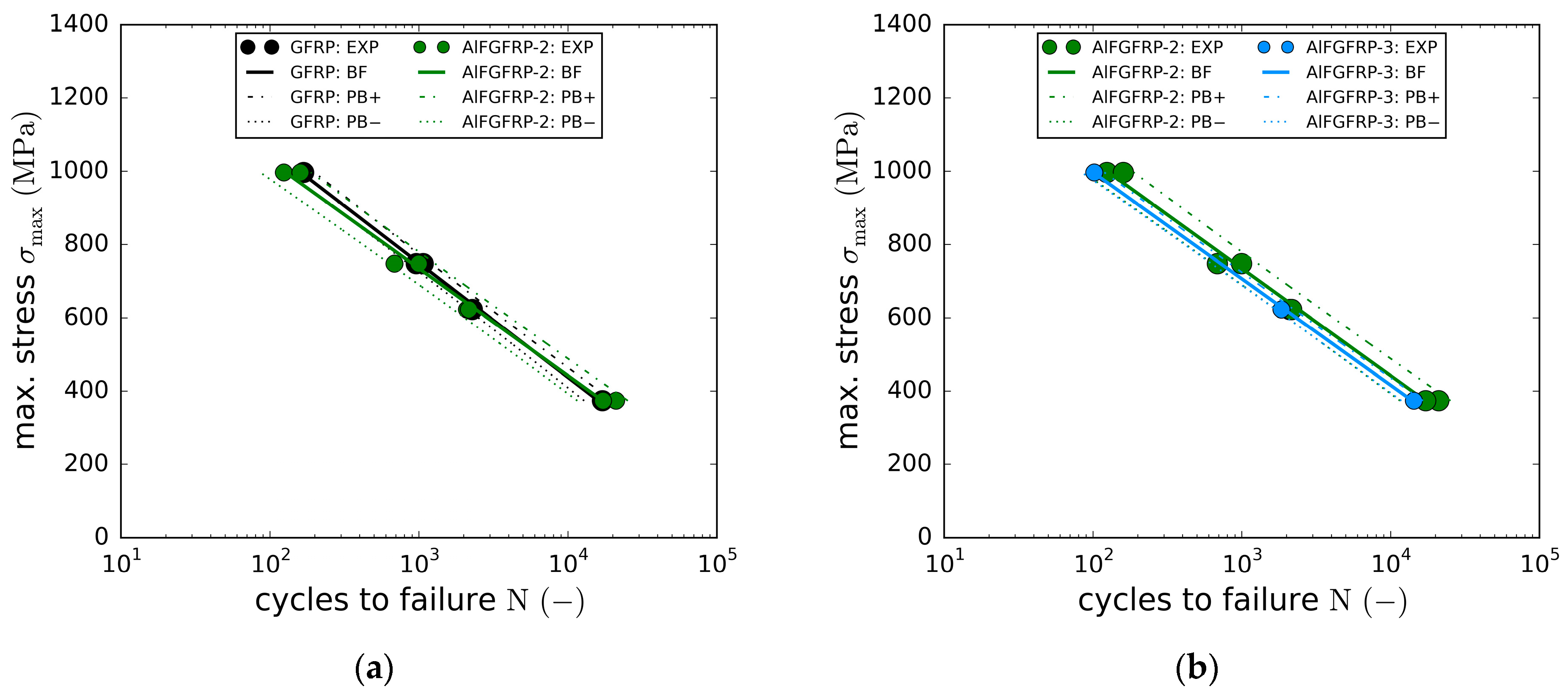
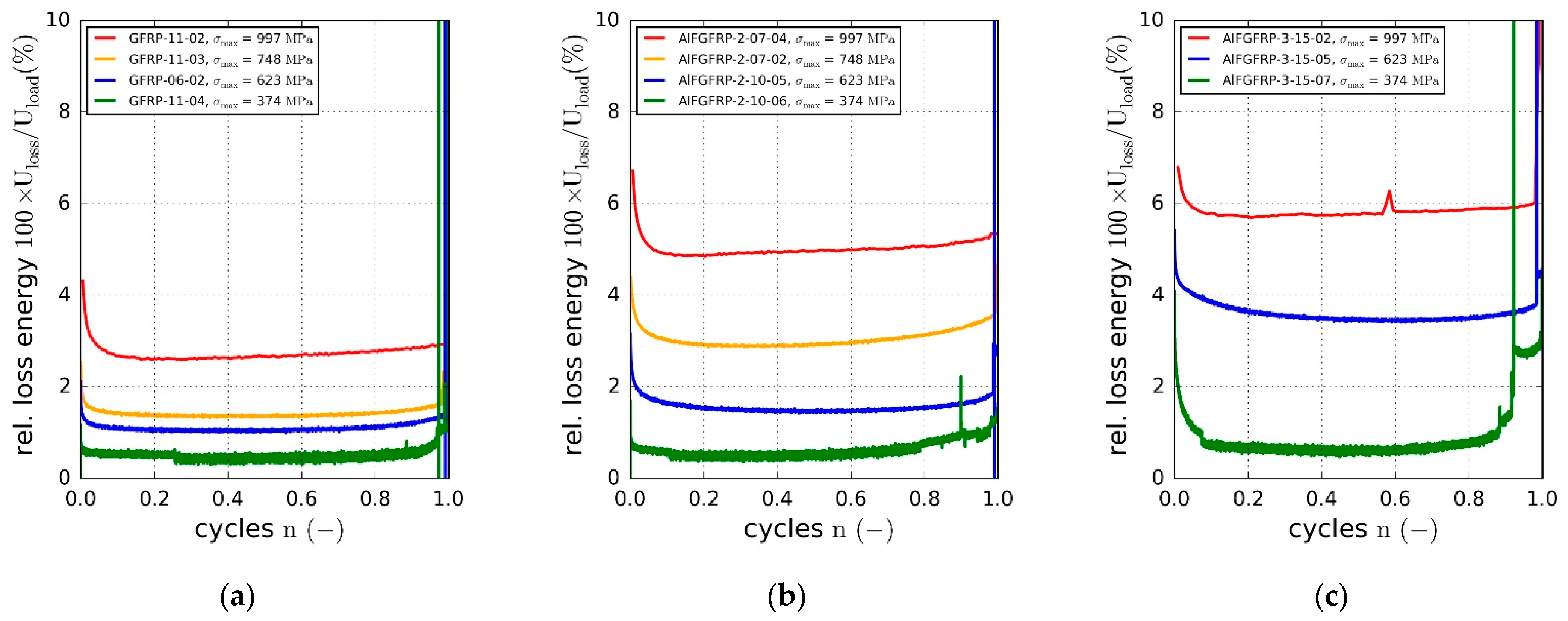
4.2. Fatigue Behavior
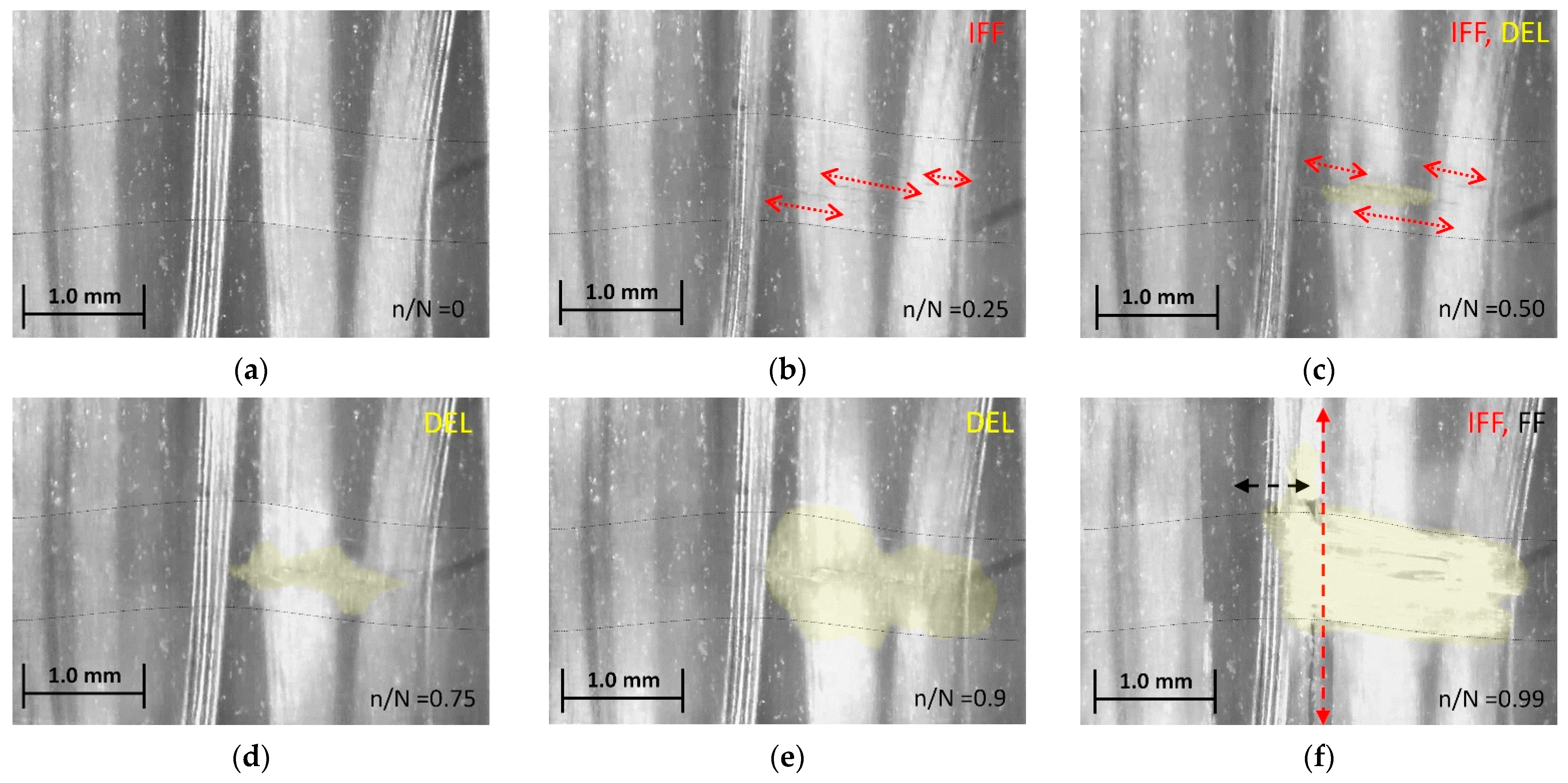
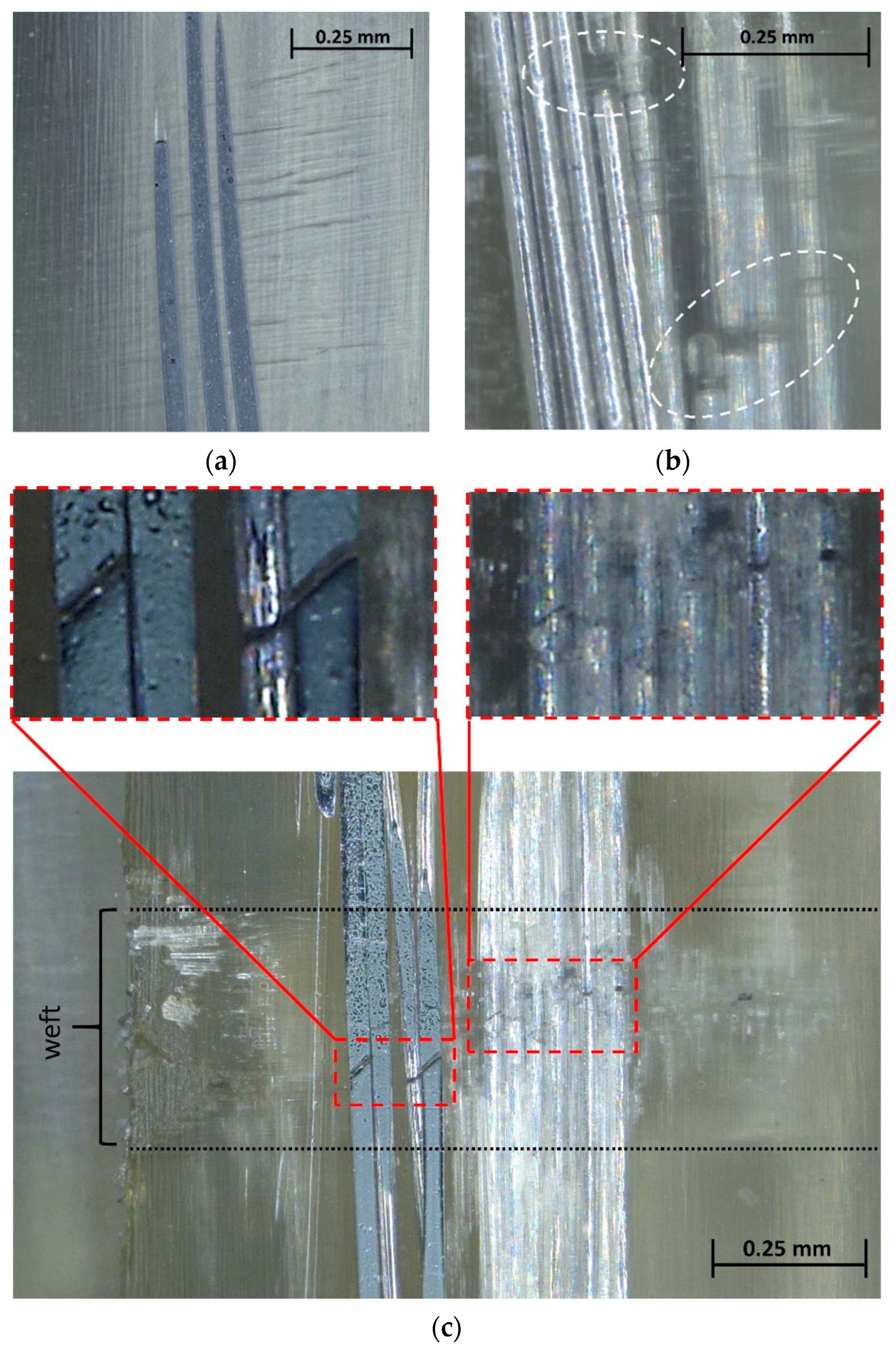
4.3. Damage Mechanisms
4.4. Electrical Resistance
4.5. Electrical Load
4.6. Combined Mechanical and Electrical Load
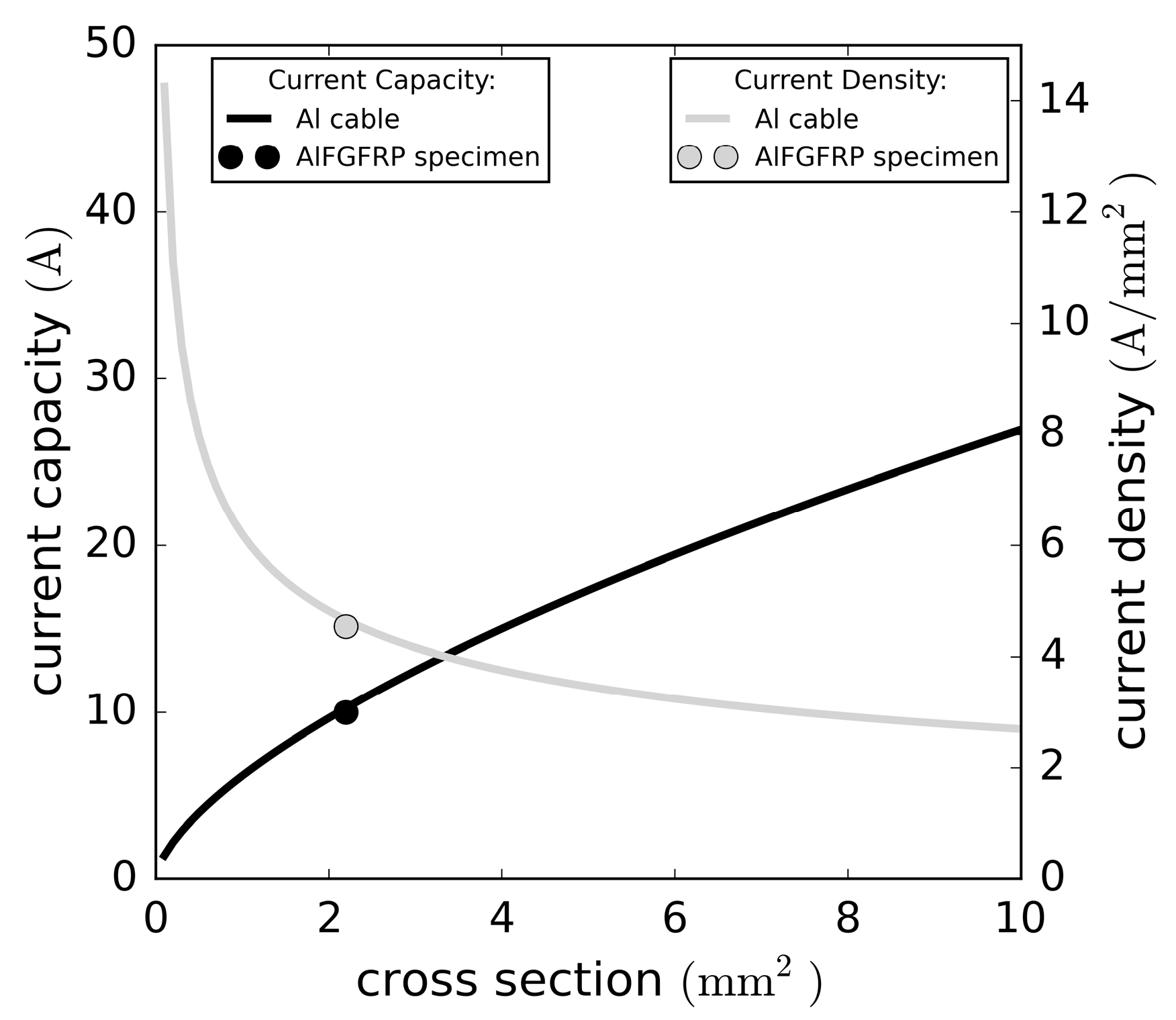
4.7. Comparison to Conventional Aluminum Cables
5. Discussion
6. Conclusions
- The integration of a small amount ( of work-hardened aluminum fibers into a unidirectional GFRP material does not significantly affect the tensile strength and fatigue strength in the fiber-parallel direction.
- The transverse strength is reduced significantly (−17%) due to the inadequate bonding of the aluminum fibers, revealing the need for improved surface treatments.
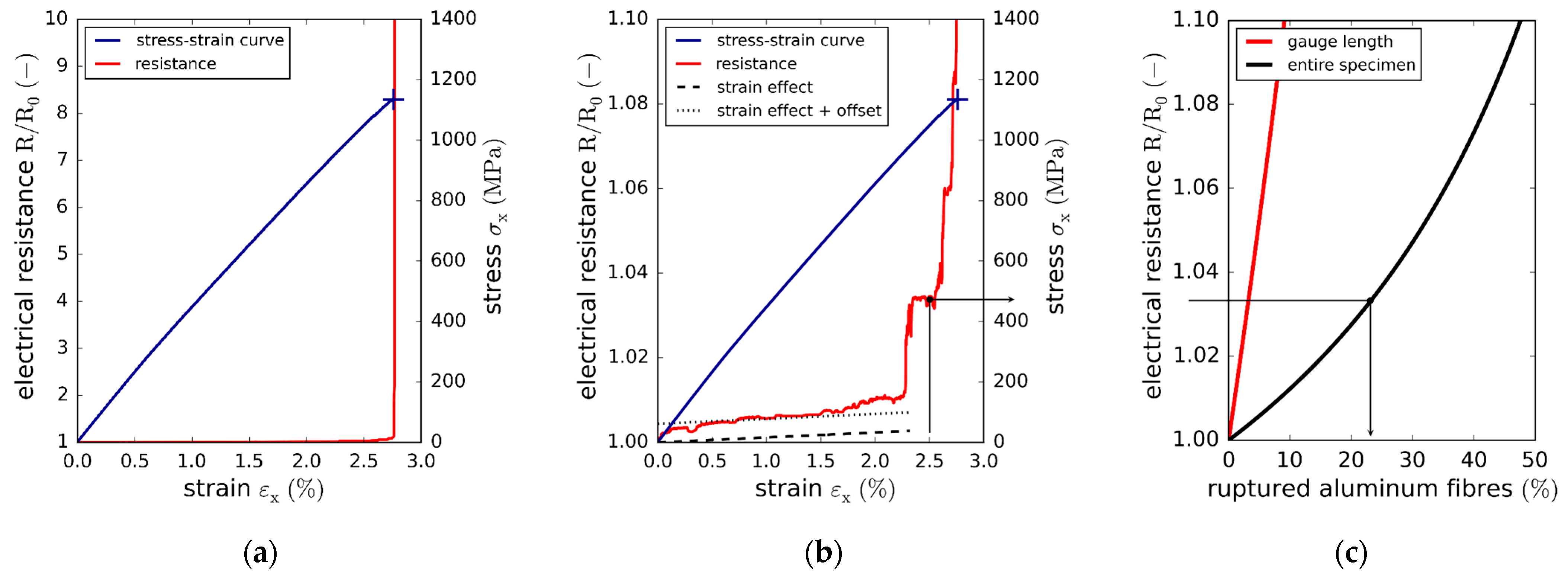
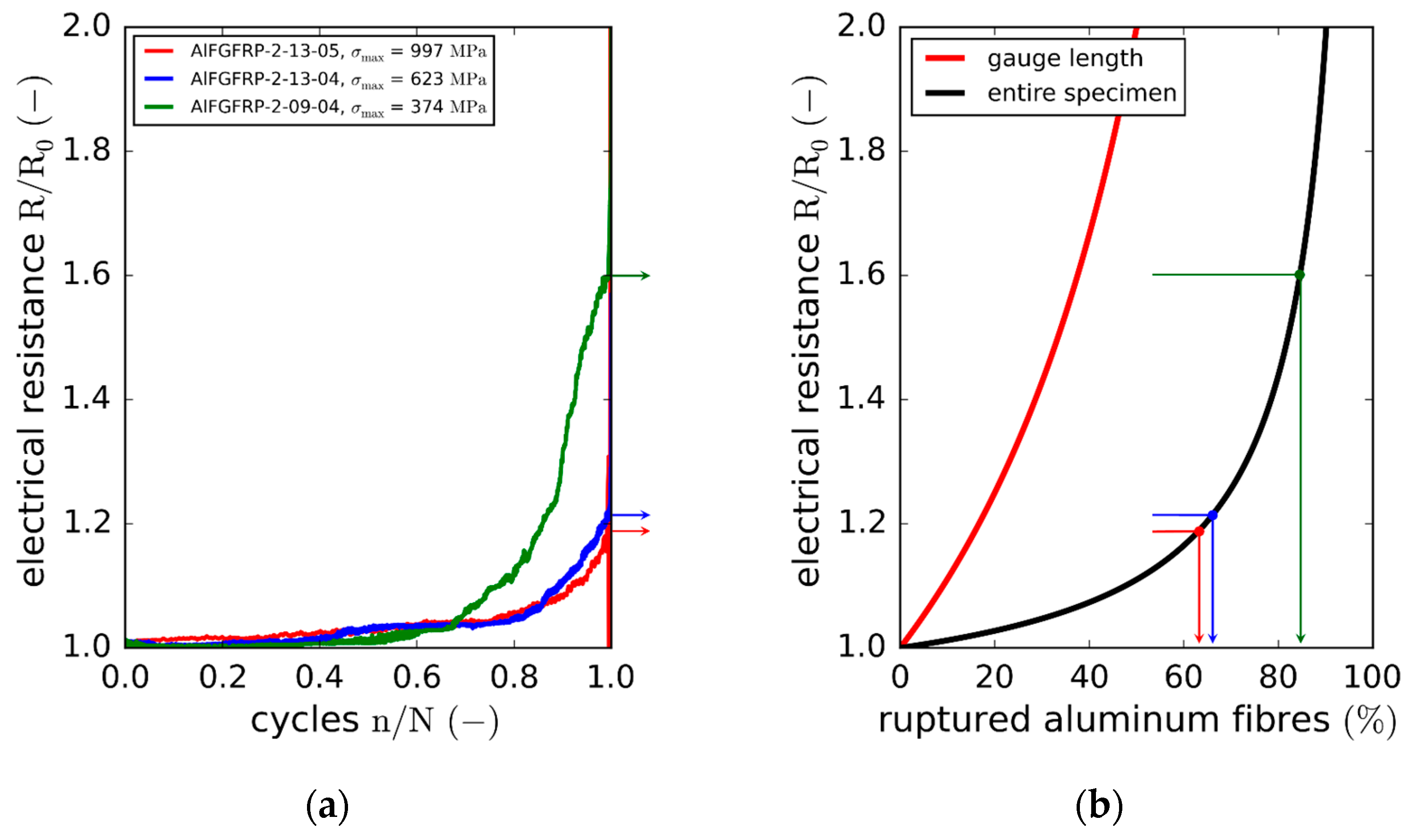
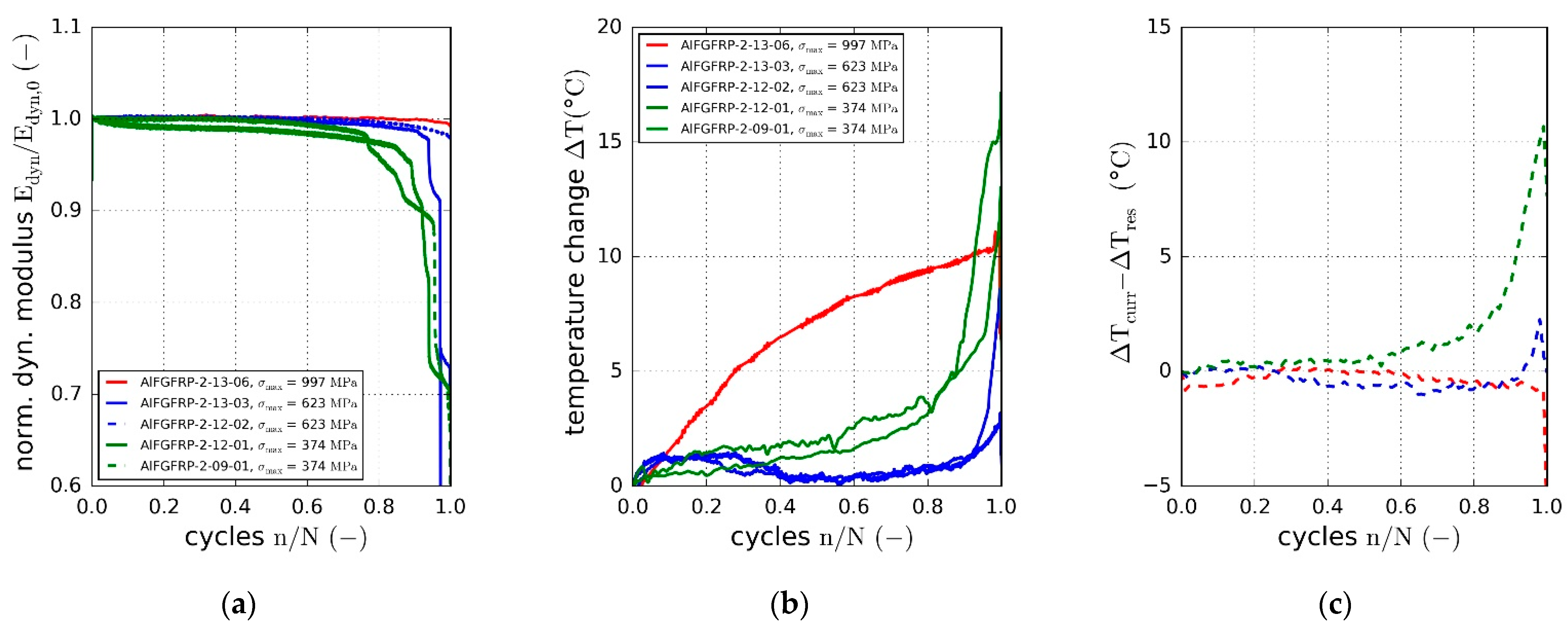
- The electrical conductivity is widely maintained until the specimen rupture under static loads, whereas it decreases under cyclic loading within the last third of the fatigue life due to the fatigue of the aluminum fibers.
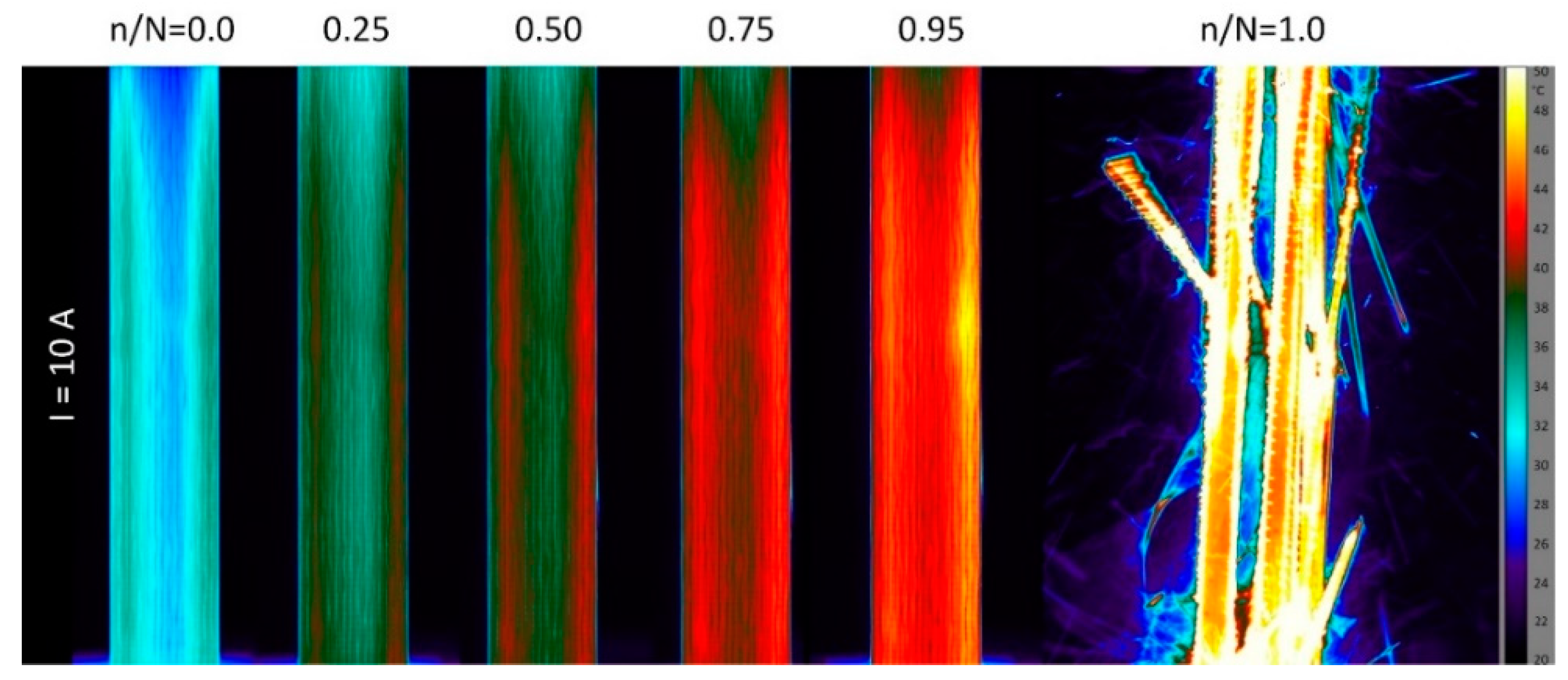
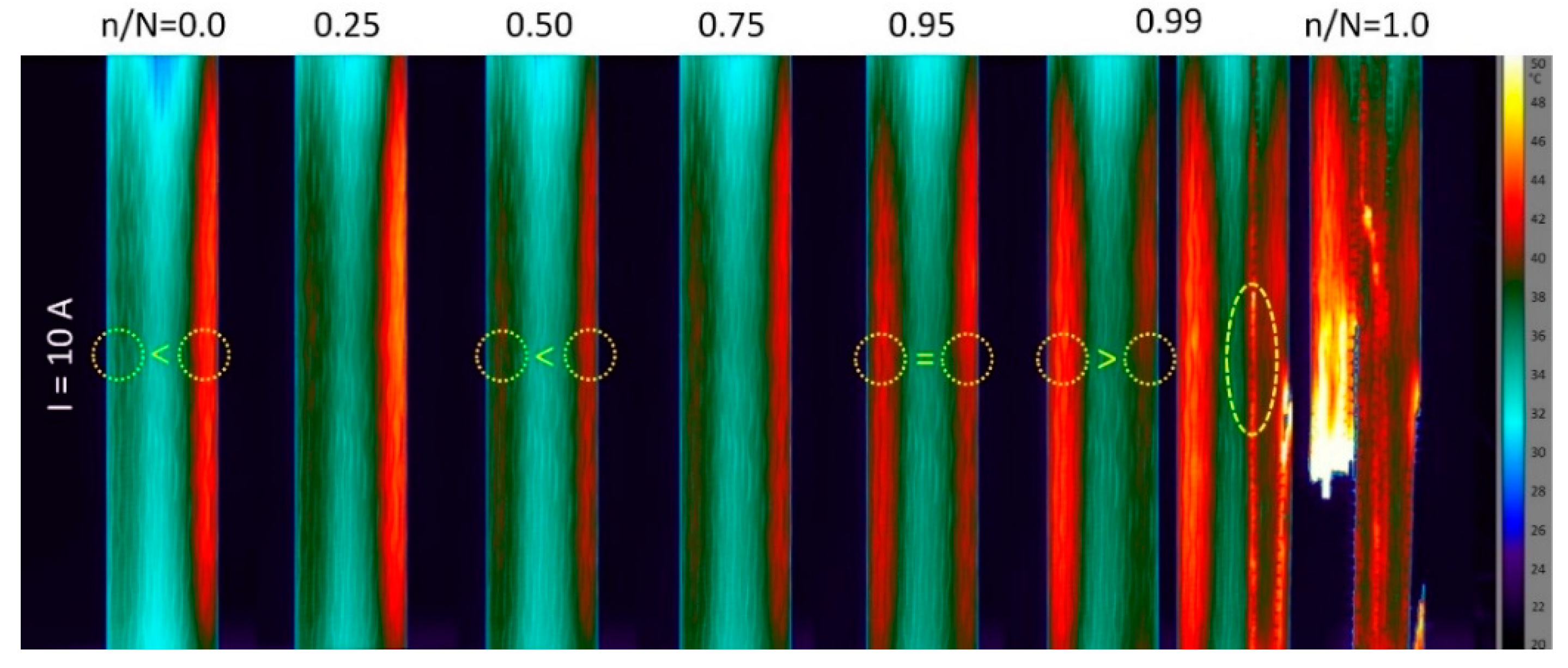
- Technical relevant currents (320 mA/mm2) can be carried; however, the fatigue life is reduced at low load levels due to temperature effects stemming from the inhomogeneous ohmic heating.
- The contacting of thin aluminum fibers is a central problem to be solved, especially in the case of finer fiber integration approaches, such as homogeneous hybrid single plies.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Asp, L.E.; Leijonmarck, S.; Carlson, T.; Lindbergh, G. Realisation of Structural Battery Composite Materials. In Proceedings of the 20th International Conference on Composite Materials (ICCM 2015), Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Aerocomposites: The Move to Multifunctionality. Available online: https://www.compositesworld.com/articles/aerocomposites-the-move-to-multifunctionality (accessed on 21 April 2021).
- Adam, T.J.; Liao, G.; Petersen, J.; Geier, S.; Finke, B.; Wierach, P.; Kwade, A.; Wiedemann, M. Multifunctional Composites for Future Energy Storage in Aerospace Structures. Energies 2018, 11, 335. [Google Scholar] [CrossRef]
- Warwick, G. NASA Moves Electric-Propulsion Components Closer to Reality. Aviation Week & Space Technology, 25 August 2017. [Google Scholar]
- Gutierrez, G.G.; Romero, D.M.; Cabello, M.R.; Pascual-Gil, E.; Angulo, L.D.; Gomez, D.G.; Garcia, S.G. On the Design of Aircraft Electrical Structure Networks. IEEE Trans. Electromagn. Compat. 2016, 58, 401–408. [Google Scholar] [CrossRef]
- Lochot, C.; Slomianowski, D. A350 XWB Electrical Structural Network, FAST—Flight Airworthiness Support Technology, #53. Airbus Technical Magazine, January 2014. [Google Scholar]
- Hellard, G. Composites in Airbus. A long story of innovations and experiences. In Proceedings of the EADS Global Investor Forum, Sevilla, Spain, 17–18 January 2008. [Google Scholar]
- Gohardani, A.S.; Doulgeris, G.; Singh, R. Challenges of future aircraft propulsion: A review of distributed propulsion technology and its potential application for the all electric commercial aircraft. Prog. Aerosp. Sci. 2011, 47, 369–391. [Google Scholar] [CrossRef]
- Lonjon, P.; Demont, P.; Dantras, E.; Lacabanne, C. Electrical conductivity improvement of aeronautical carbon fiber reinforced polyepoxy composites by insertion of carbon nanotubes. J. Non-Cryst. Solids 2012, 15, 1859–1862. [Google Scholar] [CrossRef]
- Taipalus, R.; Harmia, T.; Zhang, M.Q.; Friedrich, K. The electrical conductivity of carbon-fibre-reinforced polypropylene/polyaniline complex-blends: Experimental characterisation and modelling. Compos. Sci. Technol. 2001, 61, 801–814. [Google Scholar] [CrossRef]
- Rehbein, J.; Wierach, P.; Gries, T.; Wiedemann, M. Improved electrical conductivity of NCF-reinforced CFRP for higher damage resistance to lightning strike. Compos. Part A Appl. Sci. Manuf. 2017, 100, 352–360. [Google Scholar] [CrossRef]
- Noll, A.; Friedrich, K.; Burkhart, T.; Breuer, U. Effective multifunctionality of poly(p-phenylene sulfide) nanocomposites filled with different amounts of carbon nanotubes, graphite, and short carbon fibers. Polym. Compos. 2013, 34, 1405–1412. [Google Scholar] [CrossRef]
- Spitalsky, Z.; Tasis, D.; Papagelis, K.; Galitotis, C. Carbon nanotube–polymer composites: Chemistry, processing, mechanical and electrical properties. Prog. Polym. Sci. 2010, 35, 357–401. [Google Scholar] [CrossRef]
- Vogelsang, L.B.; Hubertus, G.; Roebroeks, J.J. Laminate of Metal Sheets and Synthetic Material Reinforced by Continuous Glass Filaments. European Patent Application ES2022602B3, 14 October 1987. [Google Scholar]
- Asundi, A.; Choi, A.Y.N. Fiber Metal Laminates: An Advanced Material for Future Aircraft. J. Mater. Process. Technol. 1997, 63, 384–394. [Google Scholar] [CrossRef]
- Patil, N.A.; Mulik, S.S.; Wangikar, K.S.; Kulkarni, A.P. Characterization of Glass Laminate Aluminium Reinforced Epoxy—A Review. Procedia Manuf. 2018, 20, 554–562. [Google Scholar] [CrossRef]
- Stefaniak, D.; Kappel, E.; Kolesnikov, B.; Hühne, C. Improving the mechanical performance of unidirectional CFRP by metal-hybridization. In Proceedings of the European Conference on Composite Materials 15, ECCM15, Venice, Italy, 24–28 June 2012. [Google Scholar]
- Camanho, P.P.; Fink, A.; Obst, A.; Pimenta, S. Hybrid titanium–CFRP laminates for high-performance bolted joints. Compos. Part A 2009, 40, 1826–1837. [Google Scholar] [CrossRef]
- Black, S. Lightning Strike Protecion Strategies for Composite Aircraft, Composite World. 2013. Available online: https://www.compositesworld.com/articles/lightning-strike-protection-strategies-for-composite-aircraft (accessed on 1 October 2021).
- Kim, H.; Park, M.; Hsieh, K. Fatigue Fracture of embedded copper conductors in multifunctional composite materials. Compos. Sci. Technol. 2006, 66, 1010–1021. [Google Scholar] [CrossRef]
- Hufenbach, W.; Adam, F.; Winkler, A.; Weck, D.; Kupfer, R. Integration and evaluation of mechanical and electrical joints in function integrative textile reinforced thermoplastic composites. In Proceedings of the European Conference on Composite Materials 15, Venice, Italy, 24–28 June 2012. [Google Scholar]
- Pototzky, A.; Stefaniak, D.; Hühne, C. Potentials of Load Carrying, Structural Integrated Conductor Tracks. In Proceedings of the SAMPE Europe Conference, Stuttgart, Germany, 14–16 November 2017. [Google Scholar]
- Pototzky, A. Graphenunterstützte Konstruktionsmethode zur Funktionsintegration in Leichtbaustrukturen. Ph.D. Thesis, Technische Universität Braunschweig, Braunschweig, Germany, 2020. [Google Scholar]
- Periyardhasan, R.; Devaraju, A. Mechanical Characterization of Steel Wire Embedded GFRP Composites. Mater. Topday Proc. 2018, 5, 14339–14344. [Google Scholar] [CrossRef]
- Schmidt., J. Entwicklung Eines Interfacekonzepts für Integrierte Funktionselemente in UAV-Strukturen. Diploma Thesis, Technische Universität Braunschweig, Braunschweig, Germany, 2011. [Google Scholar]
- Hannemann, B.; Backe, S.; Schmeer, S.; Balle, F.; Breuer, U.P. Metal fiber incorporation in carbon fiber reinforced polymers (CFRP) for improved electrical conductivity. Mater. Werkst. 2016, 47, 1015–1023. [Google Scholar] [CrossRef]
- Thirumurugan, A.; Bhaskar, G.B.; Poyyathappan, K.; Karthik, R.J.; Kishore Kumar, M.; Somasundaram, G.; Venkatakrishnan, G. Investigations on Aluminium Wire Mesh, Banana Fiber and Glass Fiber Reinforced Hybrid Composites. Indian J. Sci. Technol. 2016, 9, 42. [Google Scholar] [CrossRef]
- Iowa State University, Center for Non-Destructive Evaluation. Available online: https://www.nde-ed.org/NDETechniques/EddyCurrent/ET_Tables/ET_matlprop_Iron-Based.xhtml (accessed on 5 July 2021).
- Hannemann, B. Multifunctional Metal-Carbon-Fibre Composites for Damage Tolerant and Electrically Conductive Lightweight Structures. Ph.D. Thesis, Institut für Verbundwerkstoffe GmbH, Kaiserslautern, Germany, 2018. ISBN 978-3-944440-25-5. [Google Scholar]
- ASM Handbook Committee. Volume 2: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, Properties of Wrought Aluminum and Aluminum Alloys; ASM Handbook Committee: Almere, The Netherlands, 1990; pp. 62–122. [Google Scholar]
- Cambridge University. Materials Data Book; Cambridge University Engineering Department: Cambridge, UK, 2003. [Google Scholar]
- Mallik, P.K. Fiber-Reinforced Composites, Materials, Manufacturing and Design, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Schürmann, H. Konstruieren Mit Faser-Kunststoff-Verbunden, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- ASTM D 3379–75; Standard Test Method for Tensile Strength and Young’s Modulus for High-Modulus Single-Filament Materials. ASTM International: West Conshohocken, PA, USA, 1989.
- DIN EN ISO 527-5:1997; Plastics—Determination of Tensile Properties—Part 5: Test Conditions for Unidirectional Fibre-Reinforced Plastic Composites. Deutsches Institut für Normung, Normenstelle für Luftfahrt: Berlin, Germany, 1998.
- Schneider, C.R.A.; Maddox, S.J. Best Practice Guide on Statistical Analysis of Fatigue Data; Technical Report IIW-XIII-WG1-114–03; International Institute of Welding: Cambridge, UK, 2003. [Google Scholar]
- Mivehchi, H.; Varvani-Farahani, A. The effect of temperature on fatigue strength and cumulative fatigue damage of frp composites. Procedia Eng. 2010, 2, 2011–2020. [Google Scholar] [CrossRef]
- Mivehchi, H.; Varvani-Farahani, A. Temperature dependence of stressfatigue life data of frp composites. Mech. Compos. Mater. 2011, 47, 185–192. [Google Scholar] [CrossRef]
- DIN VDE 0298-4 VDE 0298-4:2013-06; Verwendung von Kabeln und Isolierten Leitungen für Starkstromanlagen. Deutsches Institut für Normung: Berlin, Germany, 2003.
- Frohne, H.; Löcherer, K.-H.; Müller, H. Moeller Grundlagen der Elektrotechnik, 20th ed.; Teubner: Wiesbaden, Germany, 2005. [Google Scholar]
- Tummala, R. Fundamentals of Microsystems Packaging; McGRAW-HILL: New York, NY, USA, 2001. [Google Scholar]
- Yoshida, K.; Doi, K. Improvement of ductility of aluminum wire for automotive wiring harness by alternate drawing. In Proceedings of the 11th International Conference on Technology of Plasticity, ICTP 2014, Nagoya, Japan, 19–24 October 2014. [Google Scholar]
- Man, Y. Aluminium cables in automotive applications—Prestudy of aluminium cable uses in Scania products and failure analysis and evaluation. Master’s Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, 2016. [Google Scholar]
- Yamano, Y.; Hosokawa, T.; Hirai, H.; Ono, J.; Otsuka, T.; Tabata, M.; Otsuka, Y.; Nishikawa, T.; Kitamura, S.; Yoshimoto, J. Development of aluminum wiring harness. SEI Tech. Rev. 2011, 73, 73–80. [Google Scholar]
- LEONI Automotive Cables Catalogue. Available online: https://publications.leoni.com/fileadmin/automotive_cables/publications/catalogues/leoni_automotive_cables.pdf (accessed on 14 July 2021).
- Aluminium & Copper Current Carrying Capacity Calculation Chart. Available online: https://www.electrical4u.net/basic-accessories/aluminium-copper-current-carrying-capacity-calculation-chart-in-sqmm/ (accessed on 14 July 2021).
- Ostermann, F. Anwendungstechnologie Aluminium; Springer: Berlin/Heidelberg, Germany, 2014; ISBN 978-3-662-43806-0. [Google Scholar]
- Wang, H.; Li, H.; Xu, Y.; Lin, Y.; Li, H.; Tao, J. Effects of Thermal Residual Stresses on Tensile and Interlaminar Shear Behaviors of GLARE Laminates. Appl. Compos. Mater. 2021, 28, 877–898. [Google Scholar] [CrossRef]
- Cetinarslan, C.S. Effect of cold plastic deformation on electrical conductivity of various materials. Mater. Des. 2009, 30, 671–673. [Google Scholar] [CrossRef]
- Hannemann, B.; Backe, S.; Schmeer, S.; Balle, F.; Breuer, U.P.; Schuster, J. Hybridisation of CFRP by the use of continuous metal fibres (MCFRP) for damage tolerant and electrically conductive lightweight structures. Compos. Struct. 2017, 172, 374–382. [Google Scholar] [CrossRef]
- Backe, S.; Balle, F.; Hannemann, B.; Schmeer, S.; Breuer, U.P. Fatigue properties of multifunctional metal- and carbon-fibre-reinforced polymers and intrinsic capabilities for damage monitoring. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 143–151. [Google Scholar] [CrossRef]
- Salgin, B.; Özkanat, Ö.; Mol, J.; Terryn, H.; Rohwerder, M. Role of Surface Oxide Properties on the Aluminum/Epoxy Interfacial Bonding. J. Phys. Chem. C 2013, 117, 4480–4487. [Google Scholar] [CrossRef]
- Mazza, J.J.; Avram, J.B.; Kuhbander, R.J. Grit-Blast/Silane (GBS) Aluminum Surface Peparation for Structural Adhesive Bonding; WL-TR-94-4111; Materials and Manufacgturing Directorate, Air Force Research Laboratory, Air Force Material Command, Wright-Patterson Air Force Base: Montgomery, OH, USA, 2003. [Google Scholar]
- Mandell, J.F.; Samborsky, D.D. DOE/MSU Composite Material Fatigue Database, Test Methods, Materials, and Analysis; SAND97-3002; Department of Chemical Engineering, Montana State Univsersity: Bozeman, MT, USA, 1998. [Google Scholar]
- Montano Rejas, Z.; Keimer, R.; Geier, S.; Lange, M.; Mierheim, O.; Petersen, J.; Pototzky, A.; Wolff, J. Design and Manufacturing of a Multifunctional, Highly Integrated Satellite Panel Structure. In Proceedings of the 16th European Conference on Spacecraft Structures, Materials and Environmental Testing (ECSSMET 2021), Online, 23–26 March 2021. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Unit | Aluminum | E-Glass | Epoxy Matrix |
|---|---|---|---|---|
| Elastic modulus | GPa | 68–72 | 50–80 | 2.75–4.1 |
| Shear modulus | GPa | 25–28 | 20–25 | 1.2–1.5 |
| Poisson’s ratio | - | 0.35 | 0.2 | 0.2–0.35 |
| Yield strength | MPa | 17–480 | - | - |
| Yield strain | % | 0.03–0.7 | - | - |
| Tensile strength | MPa | 45–538 | 3450–3790 | 40–90 |
| Max. tensile strain | % | 2–60 | 3–4.8 | 3–7 |
| CTE * | 1/K | 25 × 10−6 | 5 × 10−6 | 50 × 10−6–80 × 10−6 |
| Electrical resistivity | Ωm | 2.82 × 10−8–8.2 × 10−8 | 1015 | >1010 |
| Density | g/cm3 | 2.6–2.7 | 2.54–2.6 | 1.2–1.3 |
| Property | Unit | E-Glass Fiber | Carbon Fiber | Aluminum | Steel | Epoxy |
|---|---|---|---|---|---|---|
| GPa | ||||||
| GPa | ||||||
| - | - | - | - | - | ||
| Ωm | ||||||
| g/cm3 |
| As-Supplied Condition | Yield Strength MPa | Tensile Strength MPa | Elastic Limit % | Failure Strain % |
|---|---|---|---|---|
| Cold-worked | - | 511 | 0.62 | 0.81 |
| Soft-annealed | 164 | 279 | 0.19 | 8.92 |
| Material Configuration | Thickness | Width | Modulus | Strength | Failure Strain |
|---|---|---|---|---|---|
| GFRP | 1.12 ± 0.020 | 25.02 ± 0.01 | 47,211 ± 640 | 1246 ± 18 | 2.76 ± 0.02 |
| AlFGFRP-2 | 1.26 ± 0.020 | 25.05 ± 0.01 | 47,735 ± 253 | 1197 ± 19 | 2.85 ± 0.05 |
| AlFGFRP-3 | 1.25 ± 0.003 | 25.05 ± 0.03 | 43,279 ± 86 | 1124 ± 18 | 2.75 ± 0.04 |
| Material Configuration | Thickness | Width | Modulus | Strength | Failure Strain |
|---|---|---|---|---|---|
| GFRP | 1.13 ± 0.02 | 25.05 ± 0.02 | 19,489 ± 449 | 94.6 ± 2.19 | 0.56 ± 0.005 |
| AlFGFRP-1 | 1.36 ± 0.002 | 25.08 ± 0.02 | 16,820 ± 435 | 73.8 ± 0.9 | 0.52 ± 0.03 |
| AlFGFRP-3 | 1.30 ± 0.01 | 25.05 ± 0.03 | 17,609 ± 294 | 78.61 ± 1.34 | 0.52 ± 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adam, T.J.; Wierach, P.; Mertiny, P. Multifunctional Hybrid Fiber Composites for Energy Transfer in Future Electric Vehicles. Materials 2022, 15, 6257. https://doi.org/10.3390/ma15186257
Adam TJ, Wierach P, Mertiny P. Multifunctional Hybrid Fiber Composites for Energy Transfer in Future Electric Vehicles. Materials. 2022; 15(18):6257. https://doi.org/10.3390/ma15186257
Chicago/Turabian StyleAdam, Till Julian, Peter Wierach, and Pierre Mertiny. 2022. "Multifunctional Hybrid Fiber Composites for Energy Transfer in Future Electric Vehicles" Materials 15, no. 18: 6257. https://doi.org/10.3390/ma15186257