
Study on the Grooved Morphology of CMC-SiCf/SiC by Dual-Beam Coupling Nanosecond Laser


Abstract
:1. Introduction
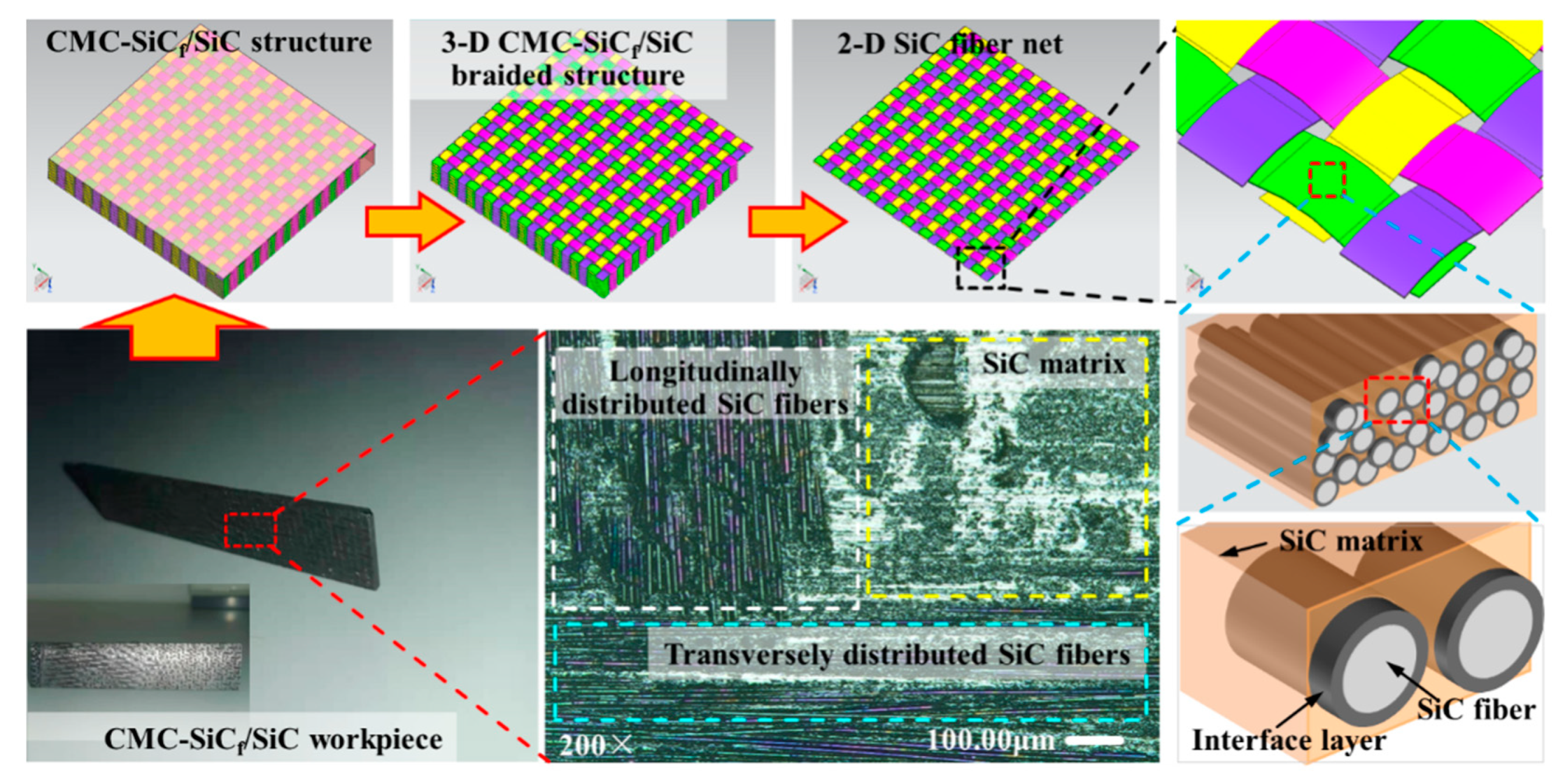
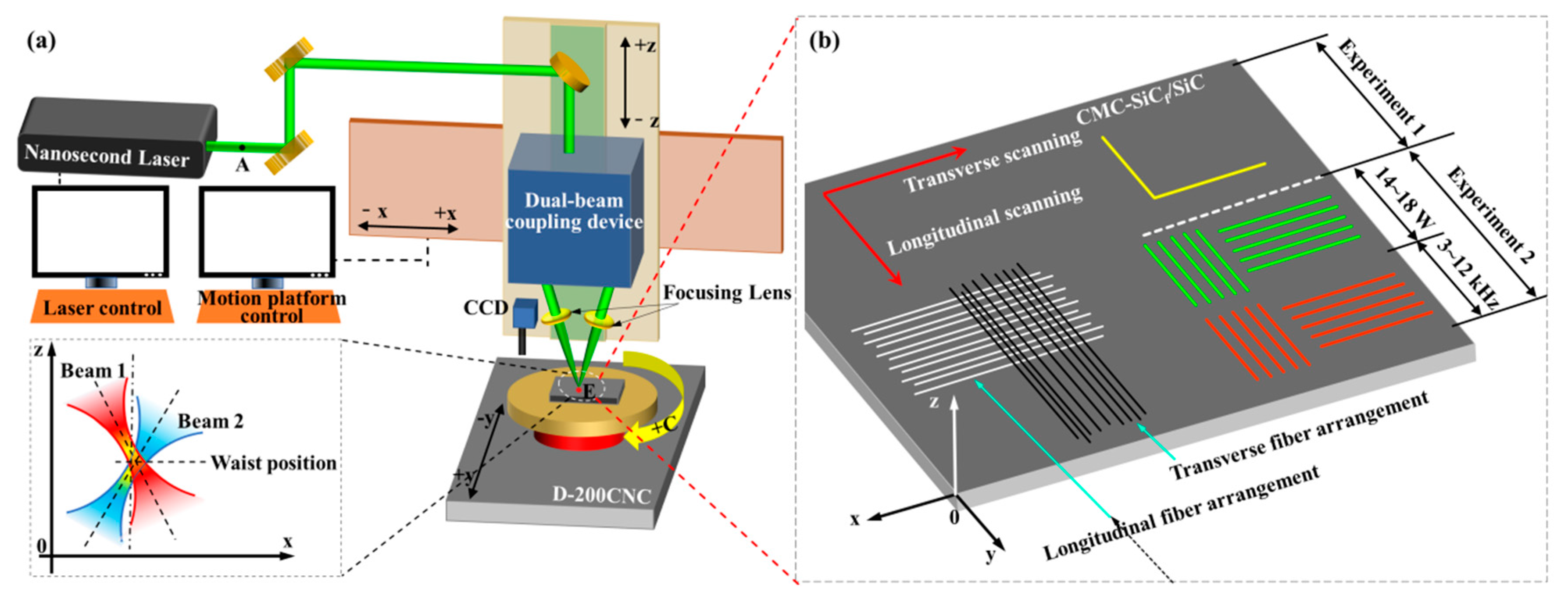
2. Materials and Methods
3. Results and Discussions
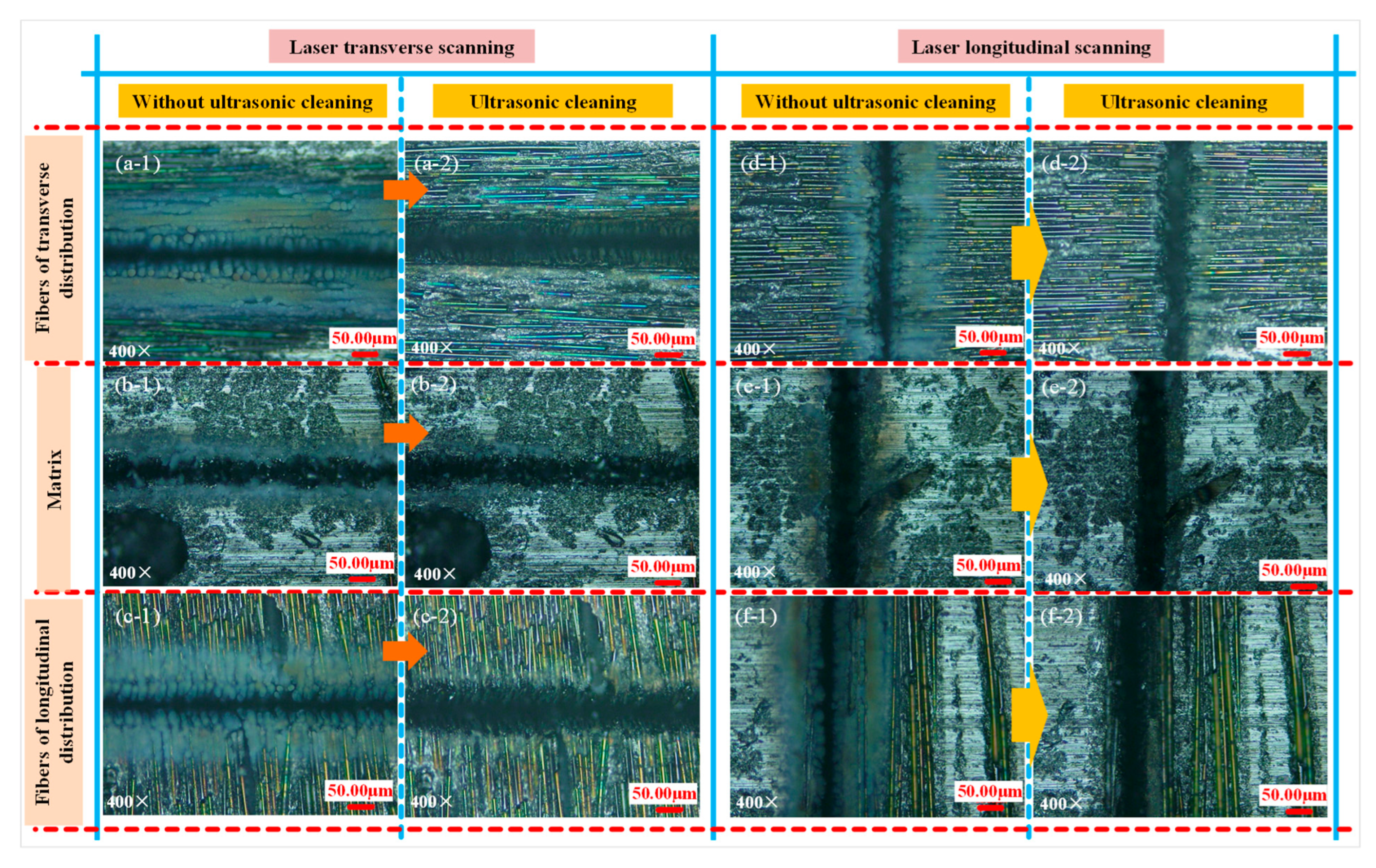
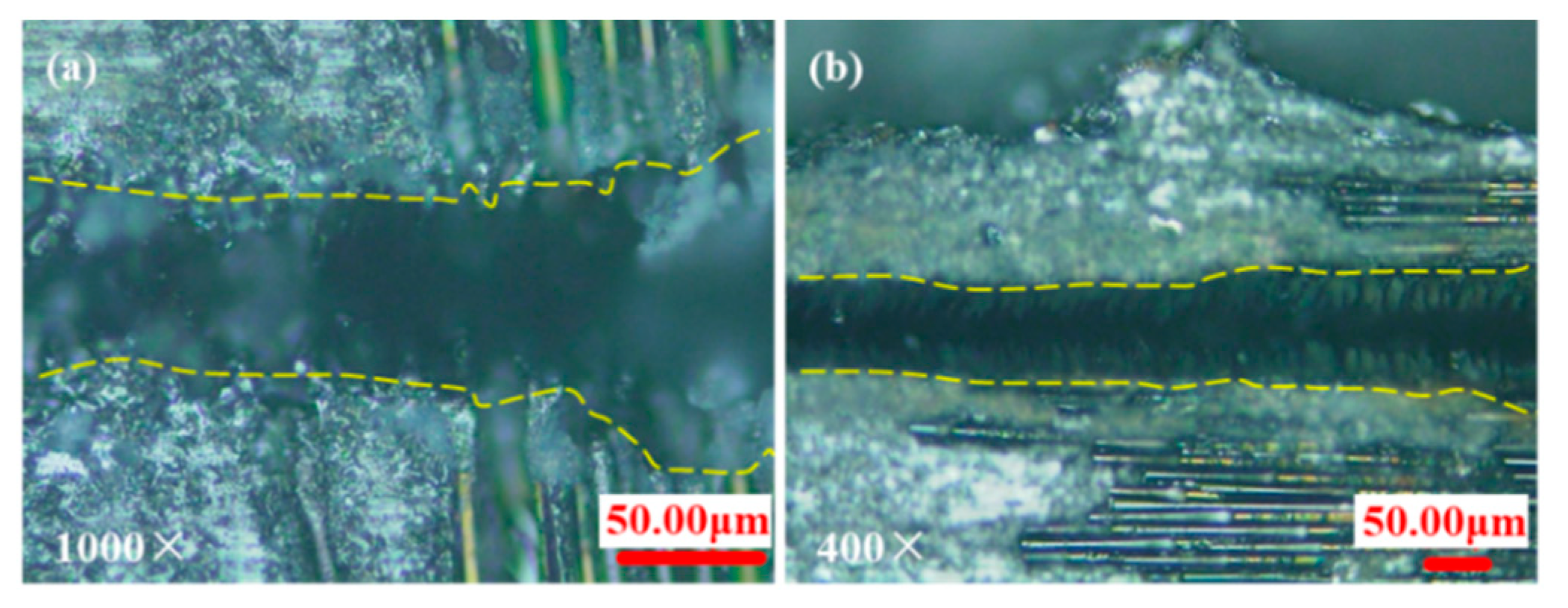
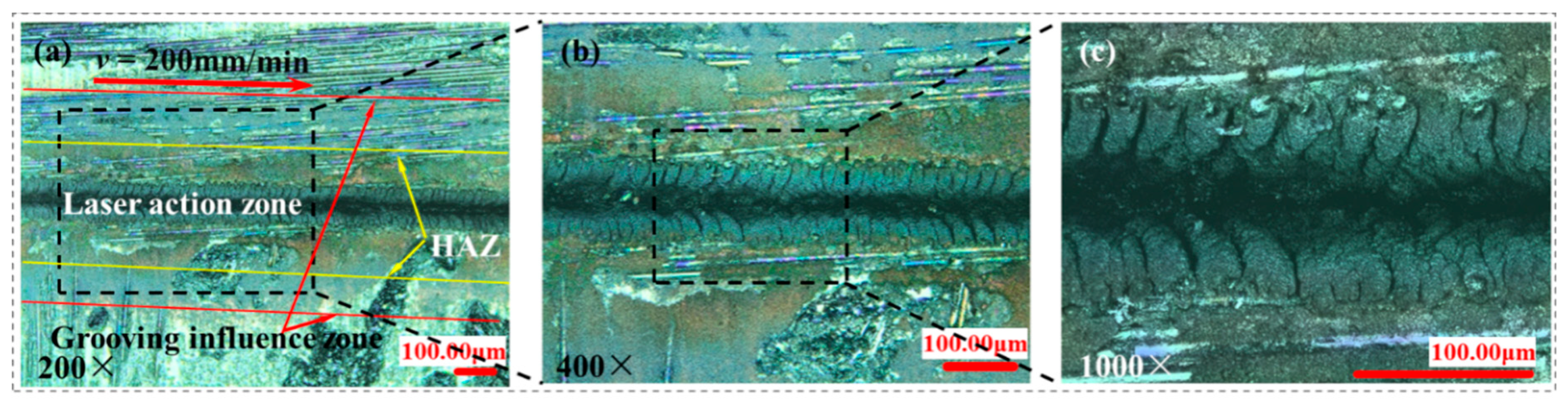
3.1. Analysis of Grooved Topographies of Medium Energy Density Grooving
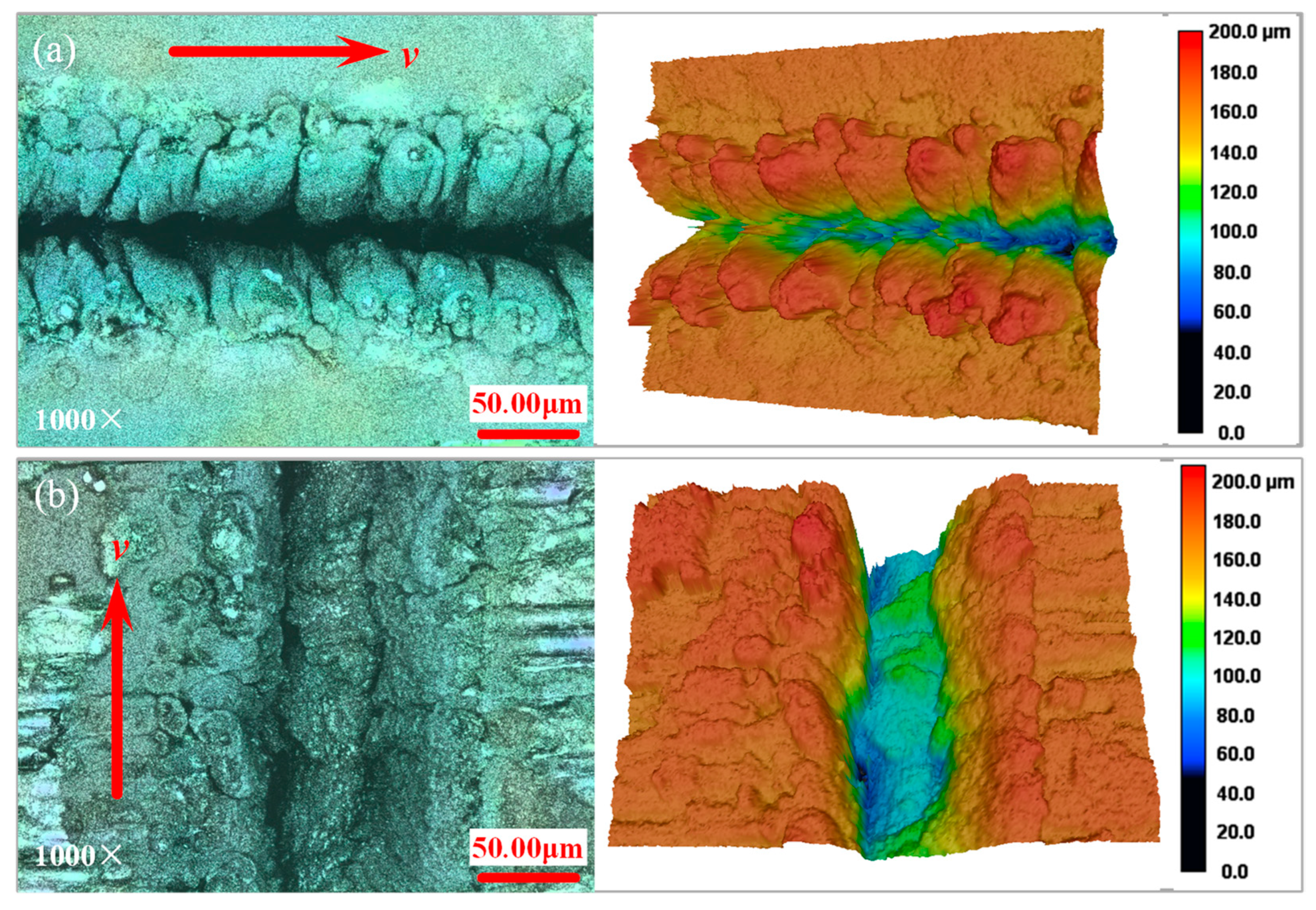
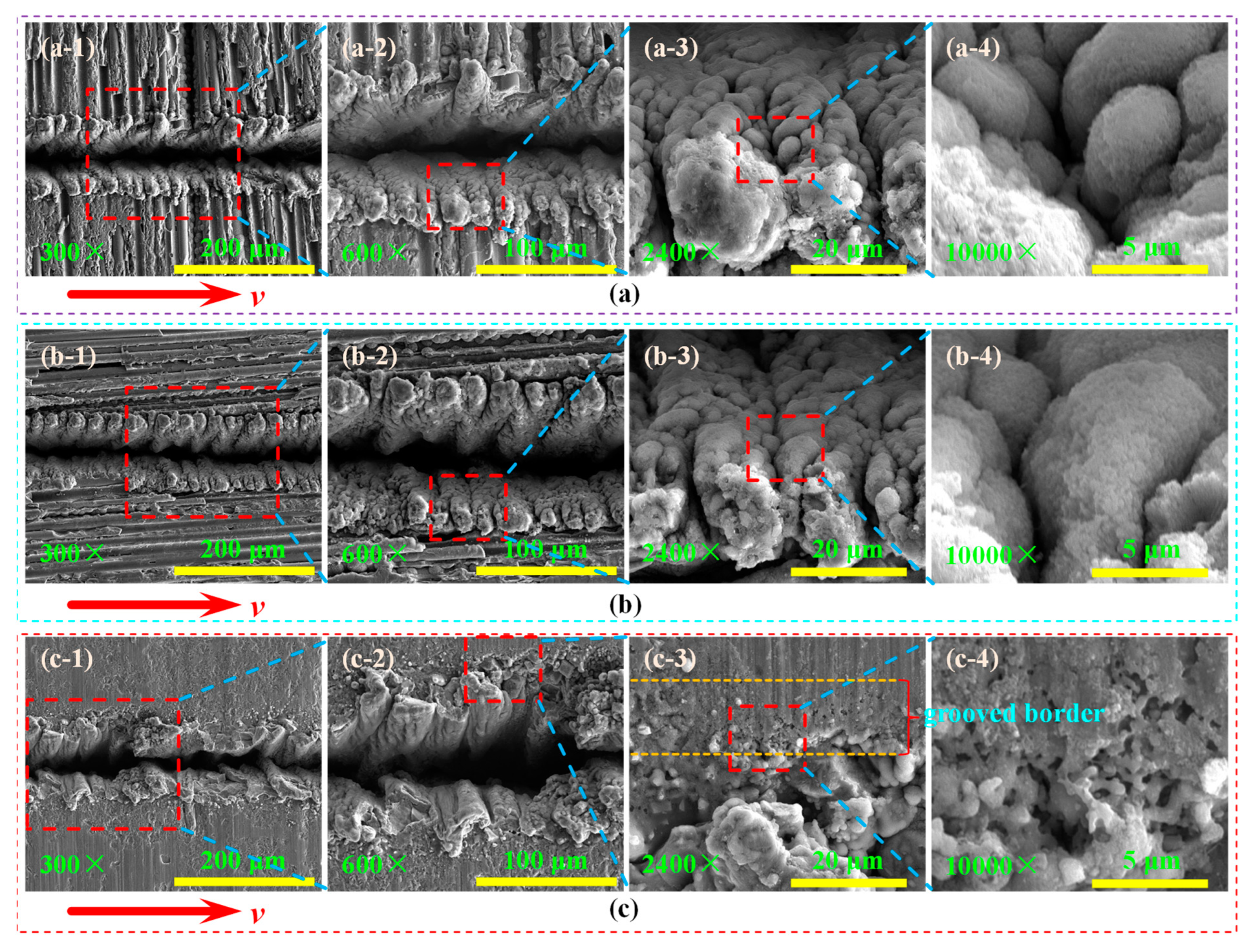
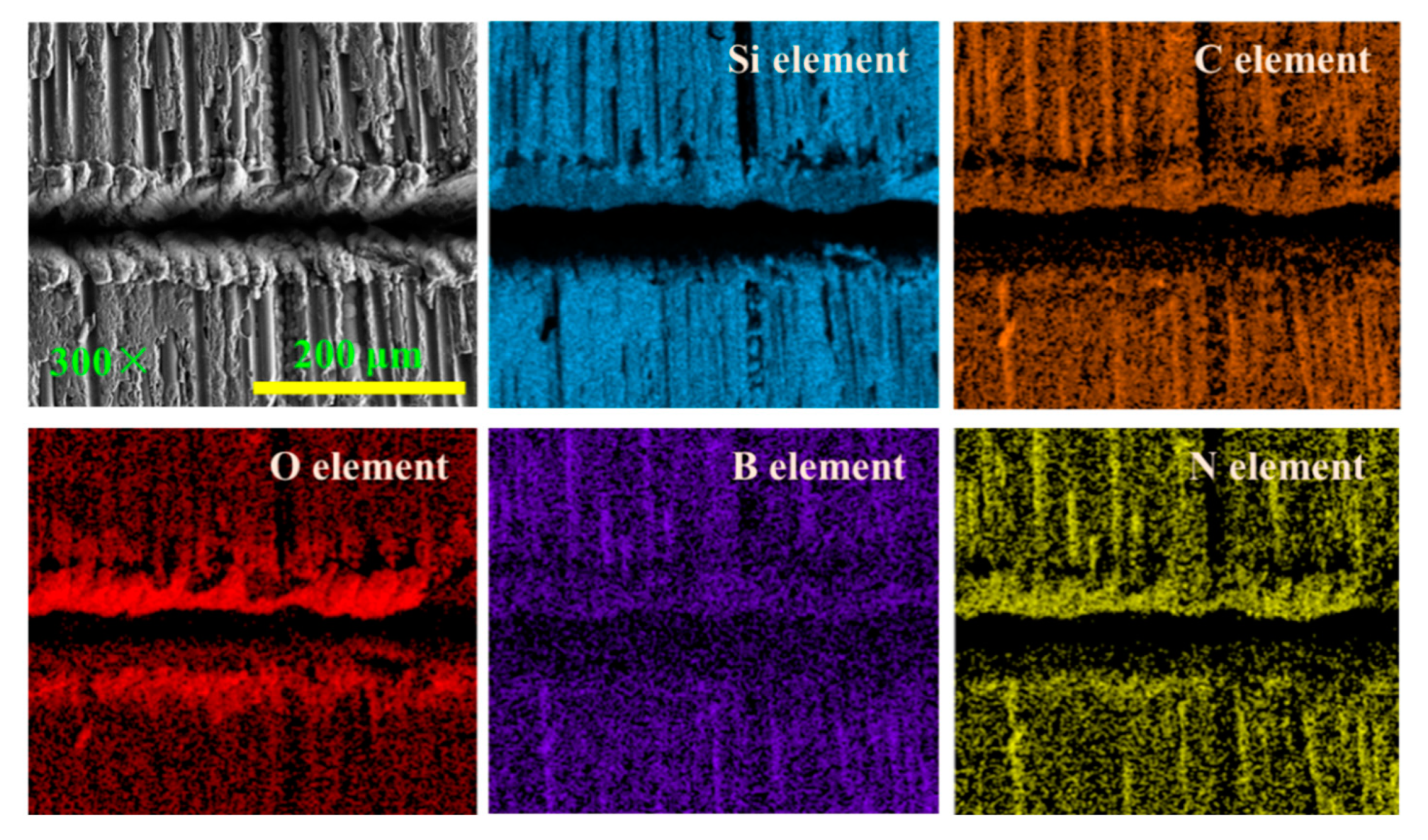
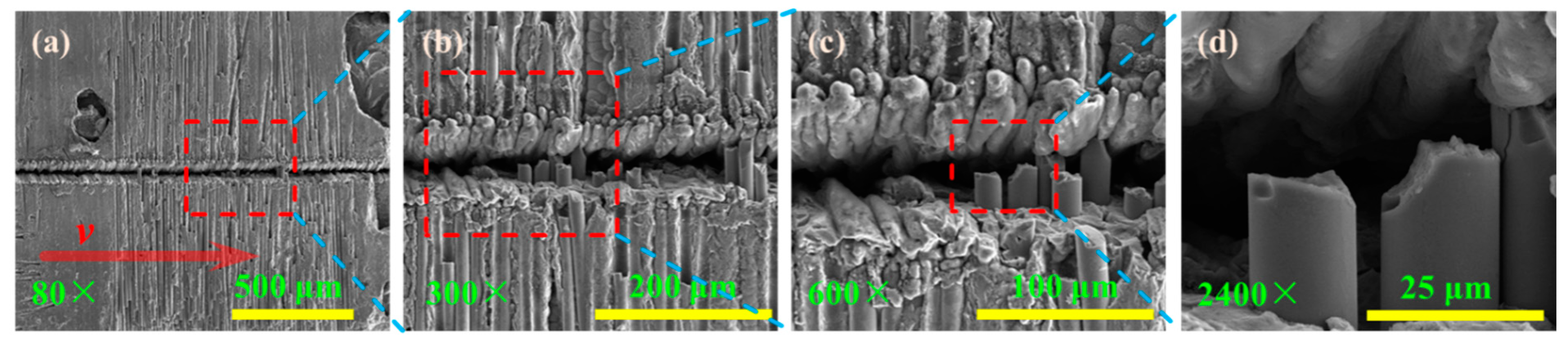
3.2. Analysis of Three-Dimensional Feature of High Energy Density Grooving
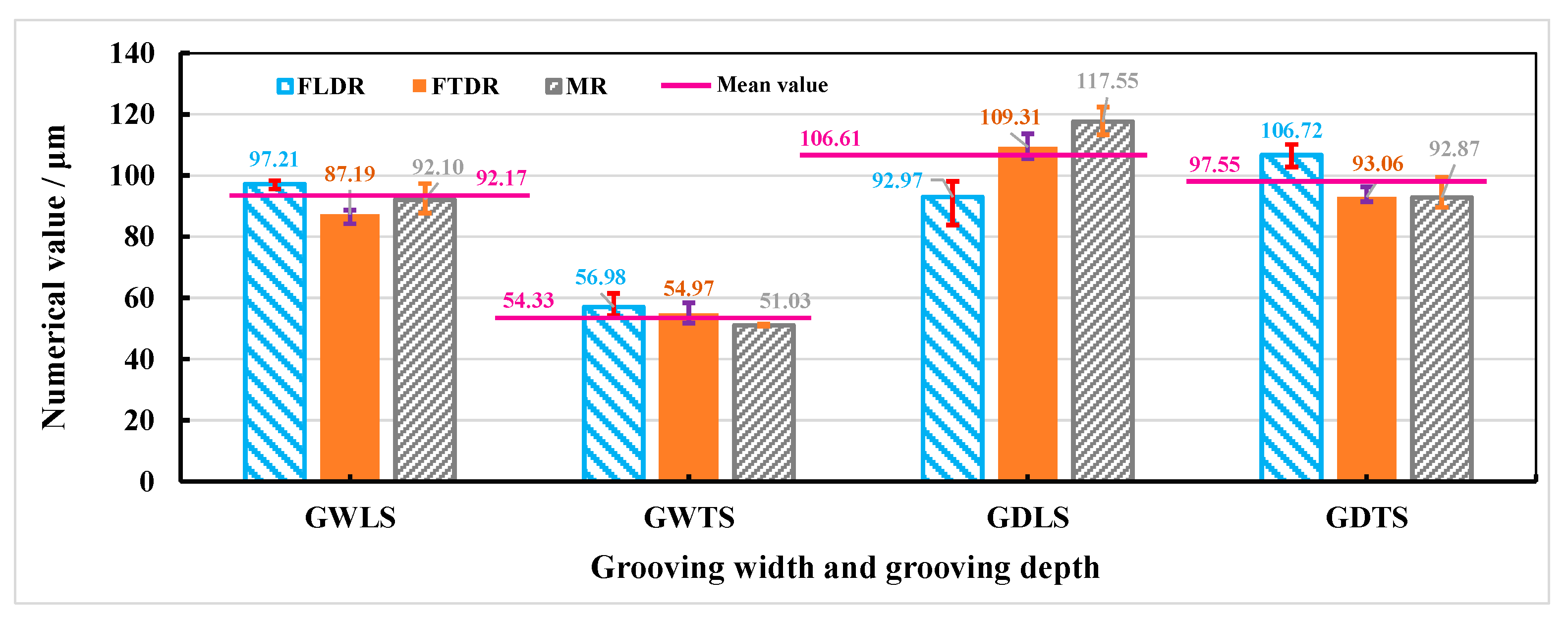
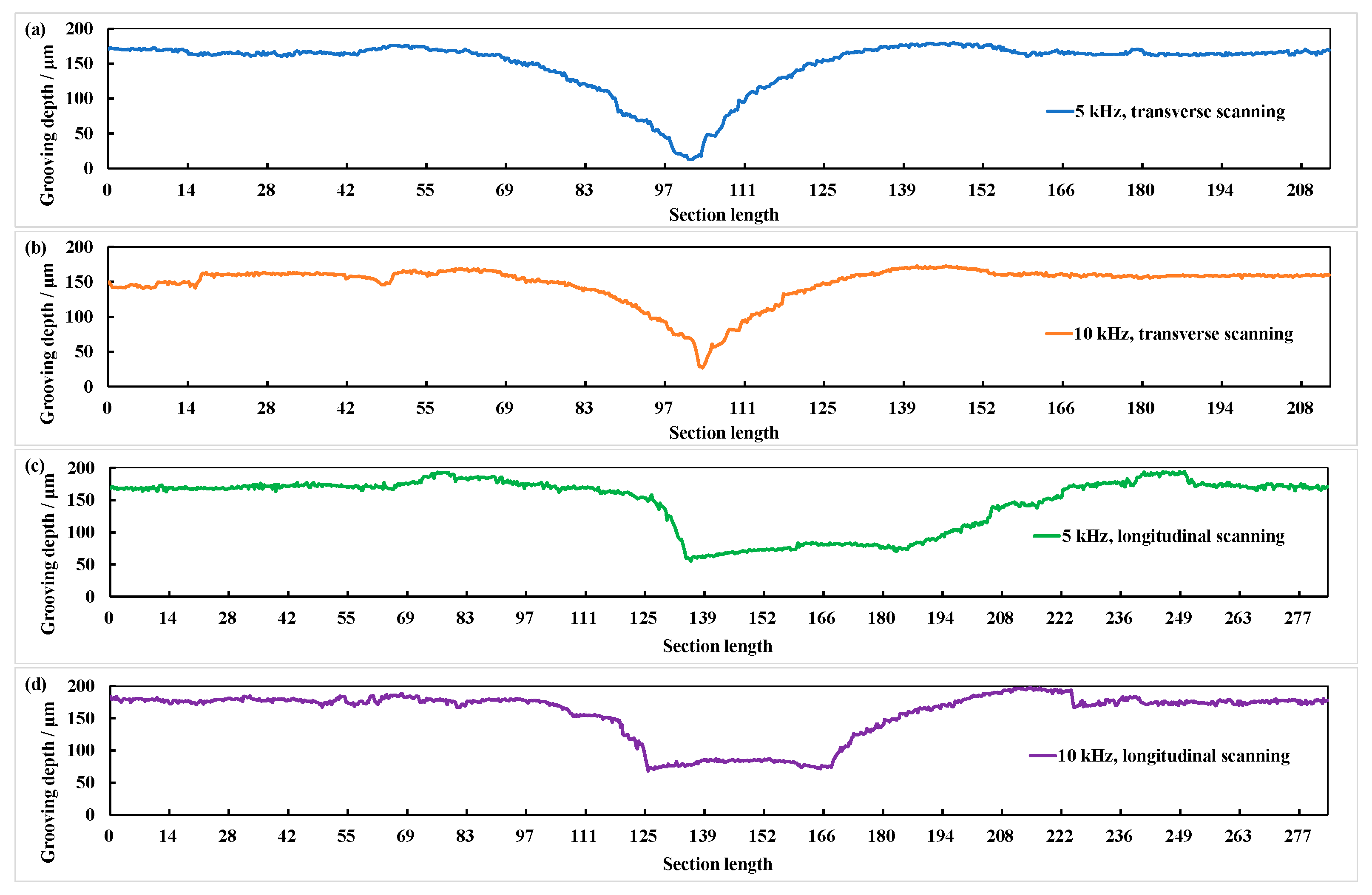
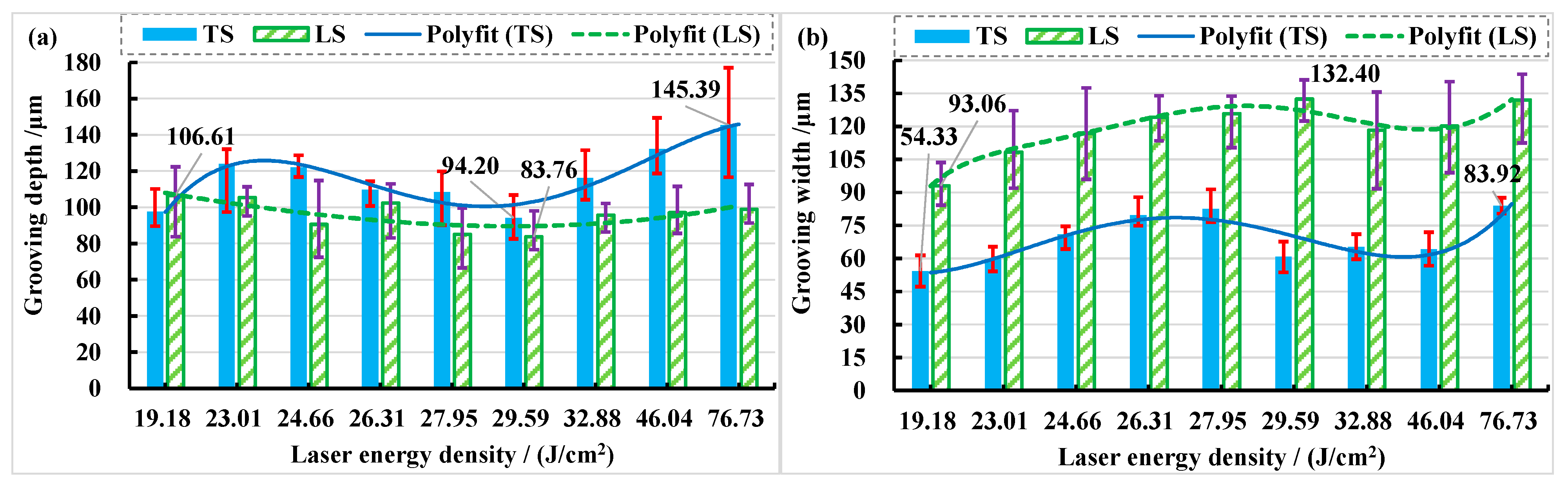
3.2.1. Three-Dimensional Feature of Grooves at Different Laser Energy Densities
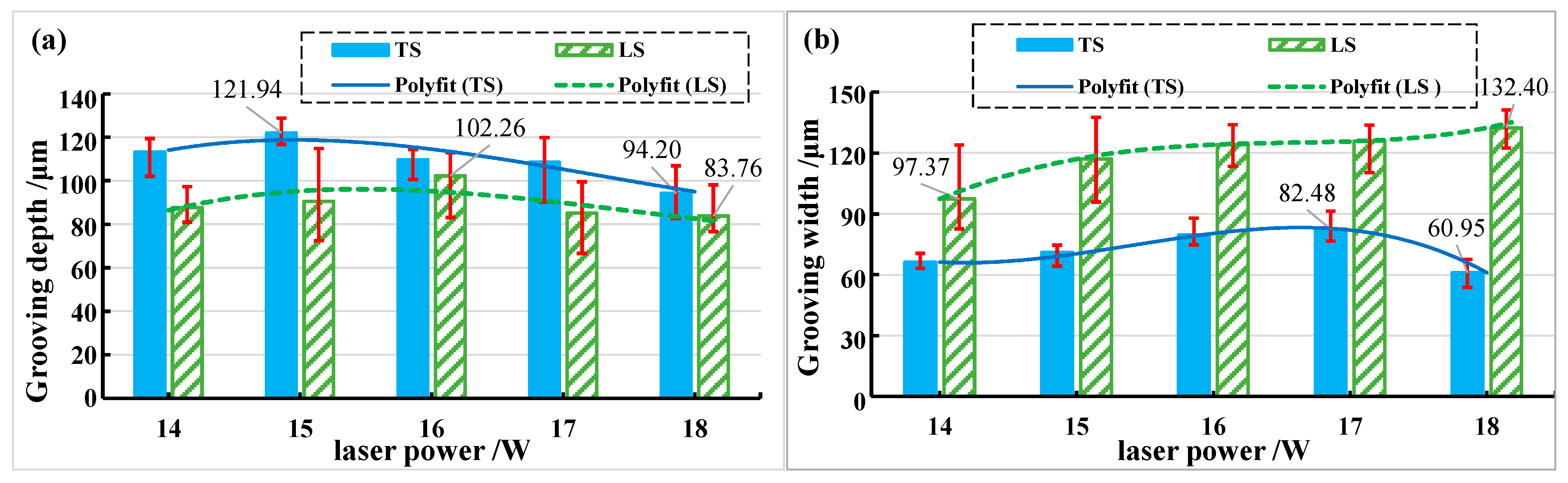
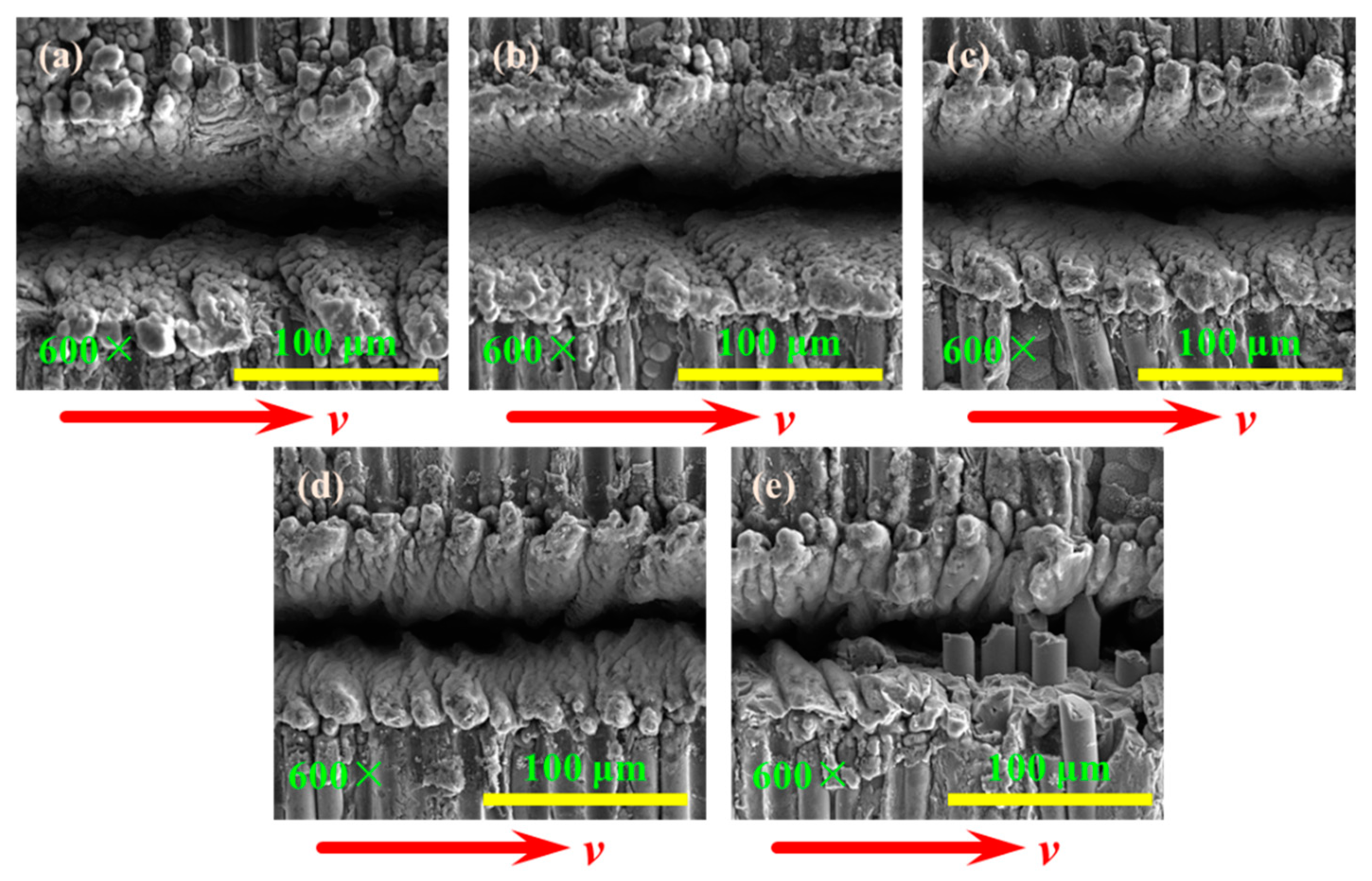
3.2.2. Influence of Different Laser Powers on the Grooved Morphologies
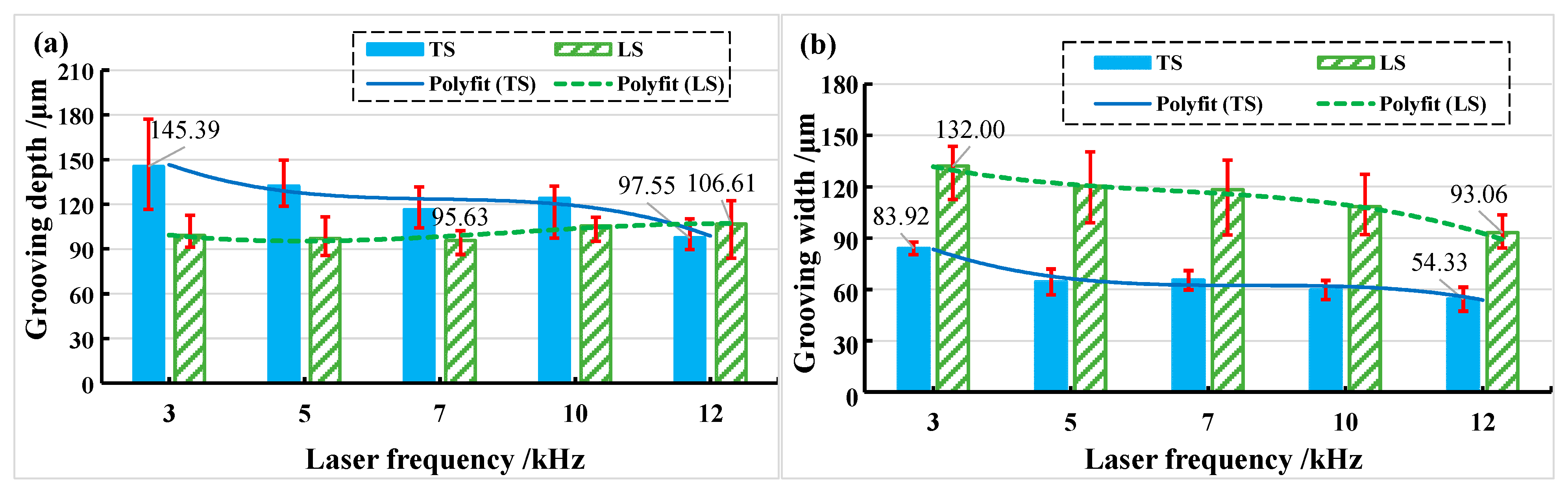
3.2.3. Influence of Different Laser Frequencies on the Grooved Morphologies
4. Grooving Mechanism
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, S.; Feng, Y.; Gao, X.; Song, Y.; Wang, F.; Zhang, S. Modeling of fatigue failure for SiC/SiC ceramic matrix composites at elevated temperatures and multi-scale experimental validation. J. Eur. Ceram. Soc. 2022, 42, 3395–3403. [Google Scholar] [CrossRef]
- Ruggles-Wrenn, M.B.; Jones, T.P. Tension–compression fatigue of a SiC/SiC ceramic matrix composite at 1200 °C in air and in steam. Int. J. Fatigue 2013, 47, 154–160. [Google Scholar] [CrossRef]
- Lawal, S.S.; Ademoh, N.A.; Bala, K.C.; Abdulrahman, A.S. A Review of the Compositions, Processing, Materials and Properties of Brake Pad Production. J. Phys. Conf. Ser. 2019, 1378, 032103. [Google Scholar] [CrossRef]
- Liu, Y.; Quan, Y.; Wu, C.; Ye, L.; Zhu, X. Single diamond scribing of SiCf/SiC composite: Force and material removal mechanism study. Ceram. Int. 2021, 47, 27702–27709. [Google Scholar] [CrossRef]
- Li, L. Fatigue Damage and Lifetime of SiC/SiC Ceramic-Matrix Composite under Cyclic Loading at Elevated Temperatures. Materials 2017, 10, 371. [Google Scholar] [CrossRef]
- Zhai, Z.; Wei, C.; Zhang, Y.; Cui, Y.; Zeng, Q. Investigations on the oxidation phenomenon of SiC/SiC fabricated by high repetition frequency femtosecond laser. Appl. Surf. Sci. 2020, 502, 144131. [Google Scholar] [CrossRef]
- Zhai, Z.; Zhang, Y.; Cui, Y.; Zhang, Y.; Zeng, Q. Investigations on the ablation behavior of C/SiC under femtosecond laser. Optik 2020, 224, 165719. [Google Scholar] [CrossRef]
- Zhai, Z.; Wang, W.; Zhao, J.; Mei, X.; Wang, K.; Wang, F.; Yang, H. Influence of surface morphology on processing of C/SiC composites via femtosecond laser. Compos. Part A Appl. Sci. Manuf. 2017, 102, 117–125. [Google Scholar] [CrossRef]
- Nasiri, N.A.; Patra, N.; Ni, N.; Jayaseelan, D.D.; Lee, W.E. Oxidation behaviour of SiC/SiC ceramic matrix composites in air. J. Eur. Ceram. Soc. 2016, 36, 3293–3302. [Google Scholar] [CrossRef]
- Yan, Z.; Lin, Q.; Li, G.; Zhang, Y.; Wang, W.; Mei, X. Femtosecond laser polishing of SiC/SiC composites: Effect of incident angle on surface topography and oxidation. J. Compos. Mater. 2020, 55, 1437–1445. [Google Scholar] [CrossRef]
- Zhang, J.; Yuan, S.; Wei, J.; Li, J.; Zhang, Z.; Zhang, W.; Zhou, N. Spatio-temporal multi-scale observation of the evolution mechanism during millisecond laser ablation of SiCf/SiC. Ceram. Int. 2022, 48, 23885–23896. [Google Scholar] [CrossRef]
- Wei, J.; Yuan, S.; Zhang, J.; Zhou, N.; Zhang, W.; Li, J.; An, W.; Gao, M.; Fu, Y. Removal mechanism of SiC/SiC composites by underwater femtosecond laser ablation. J. Eur. Ceram. Soc. 2022, 42, 5380–5390. [Google Scholar] [CrossRef]
- Du, J.; Yu, G.; Jia, Y.; Ni, Z.; Gao, X.; Song, Y.; Wang, F. Ultra-high temperature ablation behaviour of 2.5 D SiC/SiC under an oxy-acetylene torch. Corros. Sci. 2022, 201, 110263. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, X.; Wang, G.; Wang, Z.; Gao, L. New ablation evolution behaviors in micro-hole drilling of 2.5D Cf/SiC composites with millisecond laser. Ceram. Int. 2021, 47, 29670–29680. [Google Scholar] [CrossRef]
- Jiao, H.; Chen, B.; Li, S. Removal mechanism of 2.5-dimensional carbon fiber reinforced ceramic matrix composites processed by nanosecond laser. Int. J. Adv. Manuf. Technol. 2021, 112, 3017–3028. [Google Scholar] [CrossRef]
- Gavalda Diaz, O.; Garcia Luna, G.; Liao, Z.; Axinte, D. The new challenges of machining Ceramic Matrix Composites (CMCs): Review of surface integrity. Int. J. Mach. Tools Manuf. 2019, 139, 24–36. [Google Scholar] [CrossRef]
- Takahashi, K.; Tsukamoto, M.; Masuno, S.; Sato, Y. Heat conduction analysis of laser CFRP processing with IR and UV laser light. Compos. Part A Appl. Sci. Manuf. 2016, 84, 114–122. [Google Scholar] [CrossRef]
- Herzog, D.; Jaeschke, P.; Meier, O.; Haferkamp, H. Investigations on the thermal effect caused by laser cutting with respect to static strength of CFRP. Int. J. Mach. Tools Manuf. 2008, 48, 1464–1473. [Google Scholar] [CrossRef]
- Chen, X.; Li, Y.; Zhang, H.; Zhang, W. Changes in surface characteristics of stainless steel polished by nanosecond laser based on beam coupling. Proc. SPIE 2021, 11907, 1190736. [Google Scholar]
- Zhou, Y.; Zhao, Z.; Zhang, W.; Xiao, H.; Xu, X. Experiment Study of Rapid Laser Polishing of Freeform Steel Surface by Dual-Beam. Coatings 2019, 9, 324. [Google Scholar] [CrossRef]
- Jiang, W.; Fu, G.; Zhang, J.; Ji, S.; Shi, S.; Liu, F. Prediction of geometrical shape of coaxial wire feeding cladding in three-beam. Infrared Laser Eng. 2019, 49, 300–308. [Google Scholar]
- Liu, F.; Ji, S.; Fu, G.; Shi, S. The Influence of Process Parameters on Geometry Characteristics by Three Beams Laser Cladding. J. Mech. Eng. 2020, 56, 227–237. [Google Scholar]
- Shim, H.-B.; Seo, M.-K.; Park, S.-J. Thermal conductivity and mechanical properties of various cross-section types carbon fiber-reinforced composites. J. Mater. Sci. 2002, 37, 1881–1885. [Google Scholar] [CrossRef]
- Tian, T.; Cole, K.D. Anisotropic thermal conductivity measurement of carbon-fiber/epoxy composite materials. Int. J. Heat Mass Transf. 2012, 55, 6530–6537. [Google Scholar] [CrossRef]
- Wang, H.; Chen, X.; Zhang, W. Effects of laser beam lead angle on picosecond laser processing of silicon nitride ceramics. J. Laser Appl. 2019, 31, 042011. [Google Scholar] [CrossRef]
- Zhang, R.; Huang, C.; Wang, J.; Zhu, H.; Liu, H. Fabrication of high-aspect-ratio grooves with high surface quality by using femtosecond laser. Ind. Lubr. Tribol. 2021, 73, 718–726. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, X.; Chen, T.; Ma, G.; Zhang, W.; Huang, L. Influence of Pulse Energy and Defocus Amount on the Mechanism and Surface Characteristics of Femtosecond Laser Polishing of SiC Ceramics. Micromachines 2022, 13, 1118. [Google Scholar] [CrossRef]
- Chen, T.; Chen, X.; Liu, G.; Zhang, X.; Zhang, W. Research on the ablation mechanism and ablation threshold of CMC-SiCf/SiC by using dual-beam coupling nanosecond laser. Ceram. Int. 2022, 48, 24822–24839. [Google Scholar]
- Tang, Q.; Wu, C.; Wu, T. Defocusing effect and energy absorption of plasma in picosecond laser drilling. Opt. Commun. 2021, 478, 126410. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Numerical Value | |
|---|---|---|
| Laser power, P/W | 10 | |
| Repetition frequency, f/kHz | 20 | |
| laser energy density, φ/(J/cm2) | 8.22 | |
| Scanning direction | Longitudinal | Transverse |
| Parameter | Numerical Value | |||||
|---|---|---|---|---|---|---|
| Laser power, P/W | 14 | 15 | 16 | 17 | 18 | |
| Repetition frequency, f/kHz | 3 | 5 | 7 | 10 | 12 | |
| Scanning direction | Longitudinal | Transverse | ||||
| Laser Power, P/W | 14 | 15 | 16 | 17 | 18 |
|---|---|---|---|---|---|
| laser energy density, φ/(J/cm2) | 23.01 | 24.66 | 26.31 | 27.95 | 29.59 |
| Repetition Frequency, f/kHz | 3 | 5 | 7 | 10 | 12 |
| laser energy density, φ/(J/cm2) | 76.73 | 46.04 | 32.88 | 23.01 | 19.18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, T.; Chen, X.; Zhang, X.; Zhang, H.; Zhang, W.; Liu, G. Study on the Grooved Morphology of CMC-SiCf/SiC by Dual-Beam Coupling Nanosecond Laser. Materials 2022, 15, 6630. https://doi.org/10.3390/ma15196630
Chen T, Chen X, Zhang X, Zhang H, Zhang W, Liu G. Study on the Grooved Morphology of CMC-SiCf/SiC by Dual-Beam Coupling Nanosecond Laser. Materials. 2022; 15(19):6630. https://doi.org/10.3390/ma15196630
Chicago/Turabian StyleChen, Tao, Xiaoxiao Chen, Xuanhua Zhang, Huihui Zhang, Wenwu Zhang, and Ganhua Liu. 2022. "Study on the Grooved Morphology of CMC-SiCf/SiC by Dual-Beam Coupling Nanosecond Laser" Materials 15, no. 19: 6630. https://doi.org/10.3390/ma15196630
APA StyleChen, T., Chen, X., Zhang, X., Zhang, H., Zhang, W., & Liu, G. (2022). Study on the Grooved Morphology of CMC-SiCf/SiC by Dual-Beam Coupling Nanosecond Laser. Materials, 15(19), 6630. https://doi.org/10.3390/ma15196630