
Real-Time Sensing of Output Polymer Flow Temperature and Volumetric Flowrate in Fused Filament Fabrication Process


Abstract
:1. Introduction
2. Experimental Testbed
3. Output Polymer Flow Temperature Estimation
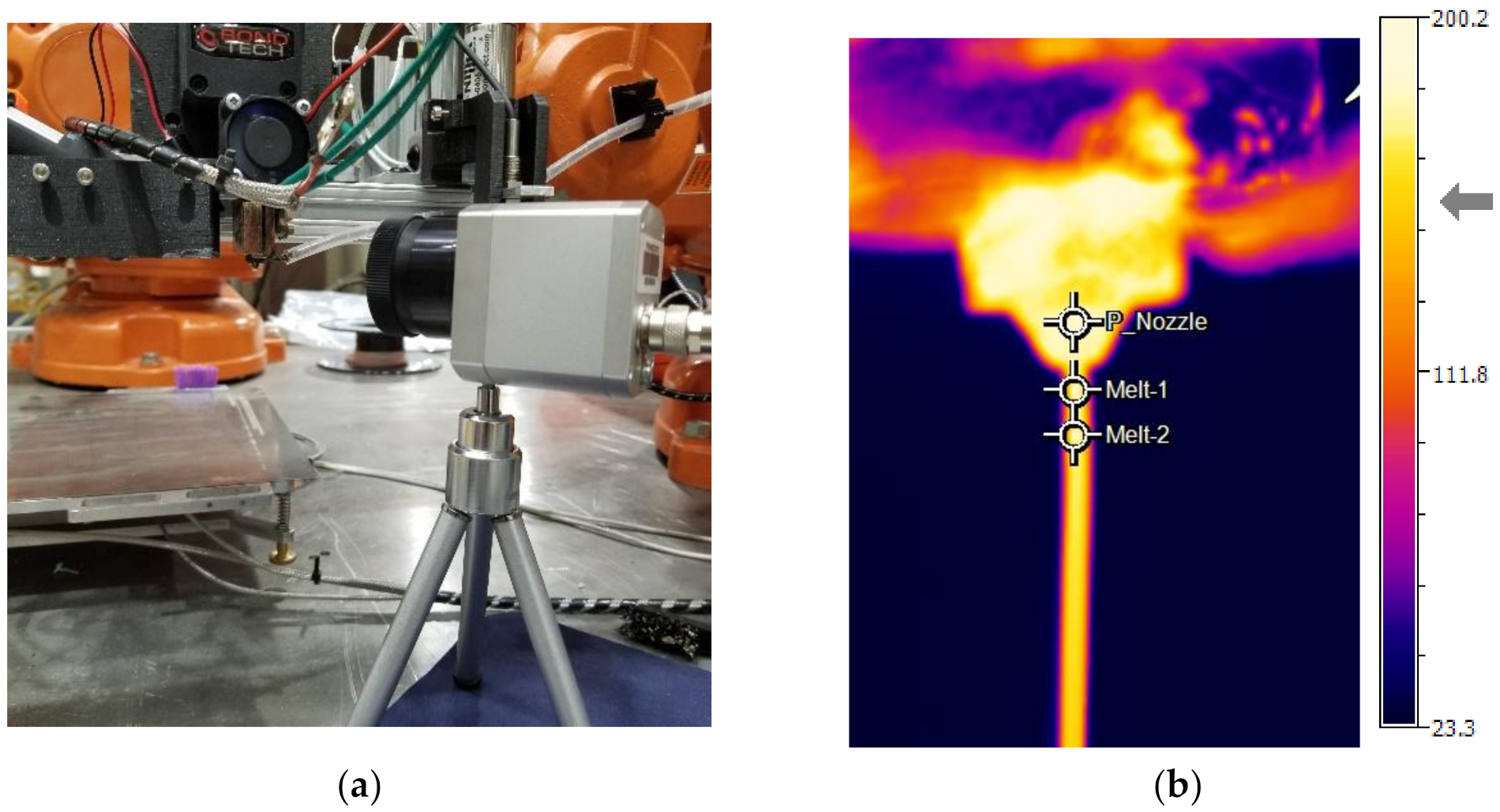
3.1. Experimental Setup
3.2. Experimental Design
3.3. Results and Discussion
- (1)
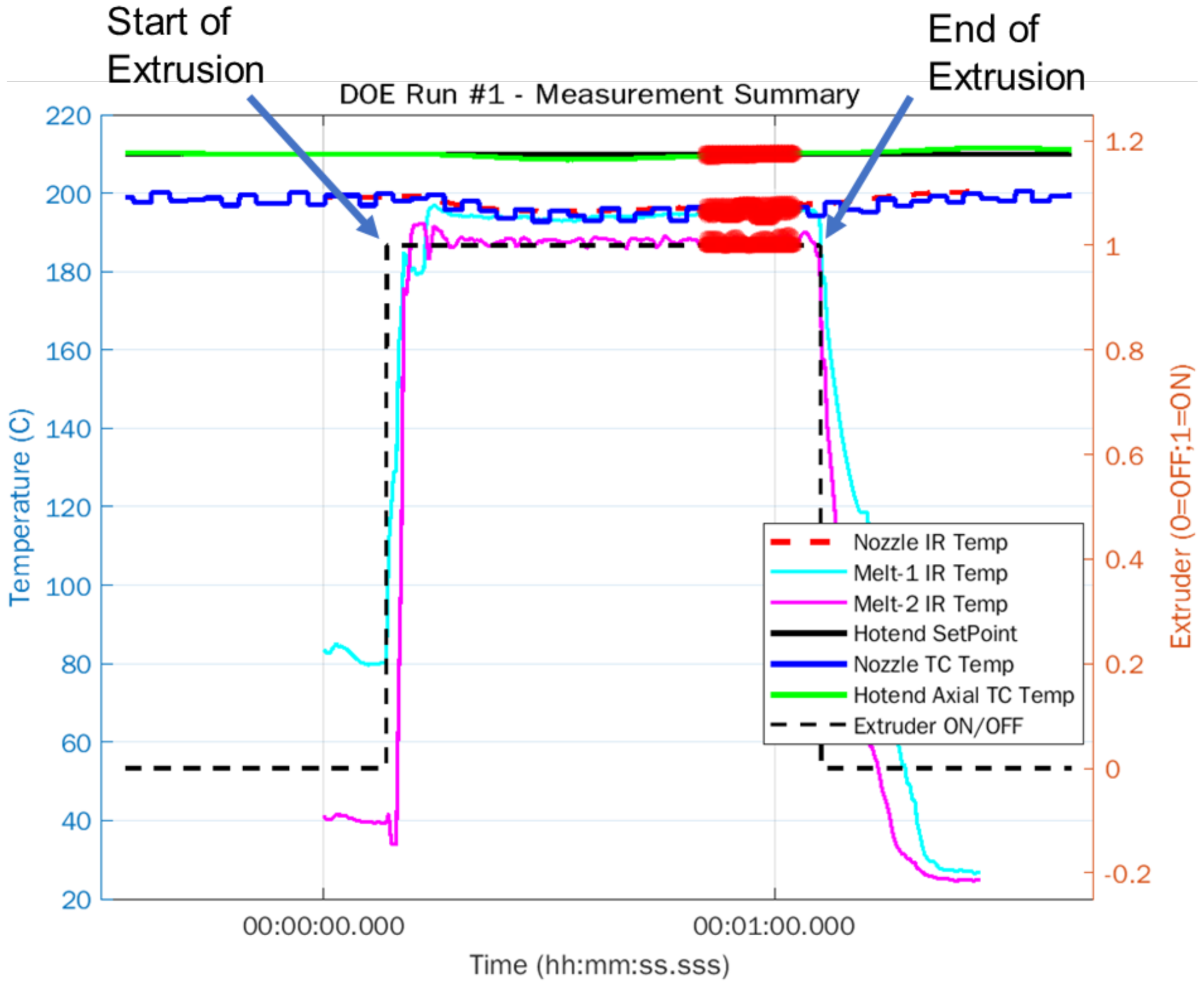
- is the temperature measured by the axial thermocouple in the liquefier block and it remained constant irrespective of . This demonstrates that the PID temperature loop was tuned correctly and resulted in excellent tracking of with commanded temperatures.
- (2)
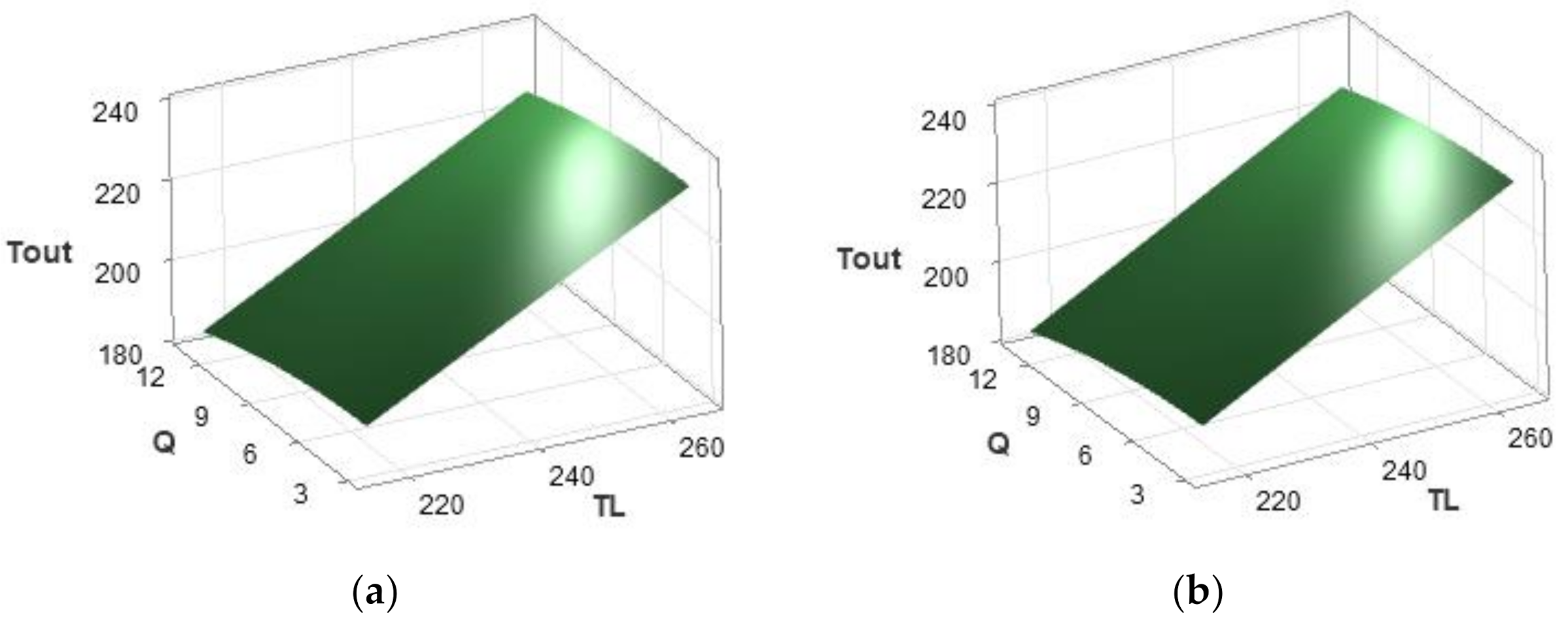
- is the temperature difference between liquefier temperature measured by axial thermocouple and nozzle temperature measured by installed nozzle thermocouple. Similarly, is the temperature difference between the liquefier temperature measured by axial thermocouple and temperature of the polymer exiting the nozzle measured using the IR camera. There was a general trend of increasing with increasing . This is due to the shortened residence time of polymer within the nozzle as increases. Additionally, increased with increasing . This showed an increasing temperature gradient in the liquefier block because of larger convective heat losses with increasing and the entire heat input was not necessarily absorbed by the nozzle. This could be potentially minimized through some insulation of the liquefier block.
- (3)
- There was an average of a 15 °C difference between and , i.e., the polymer melt temperature within the nozzle was 15 °C colder than commanded liquefier temperature for all combinations of and . This temperature difference should be accounted for in the commanded liquefier temperature to achieve desired melt viscosity.
- (4)
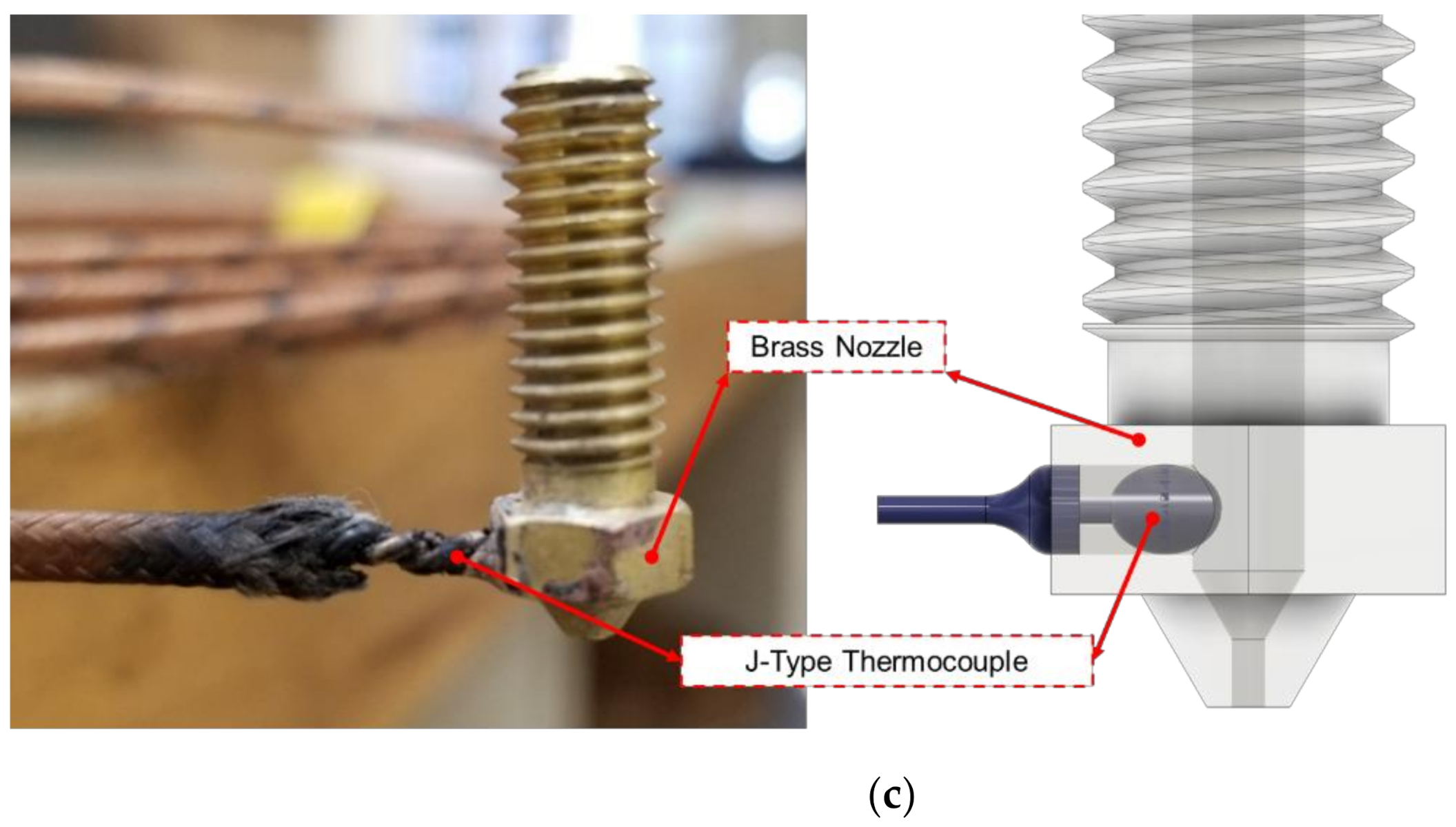
- , i.e., nozzle thermocouple measurements tend to slightly overestimate compared with IR camera temperatures. This is potentially due to the nozzle thermocouple being mechanically fastened to the walls of the conductive brass nozzle.
- (5)
- There was an average of a 25 °C difference between and measured using the IR camera.
- (6)
- Even though PETG has a higher melting temperature compared with PLA, the average temperature difference was roughly the same for both materials.
4. Vision-Based Polymer Flowrate Estimation
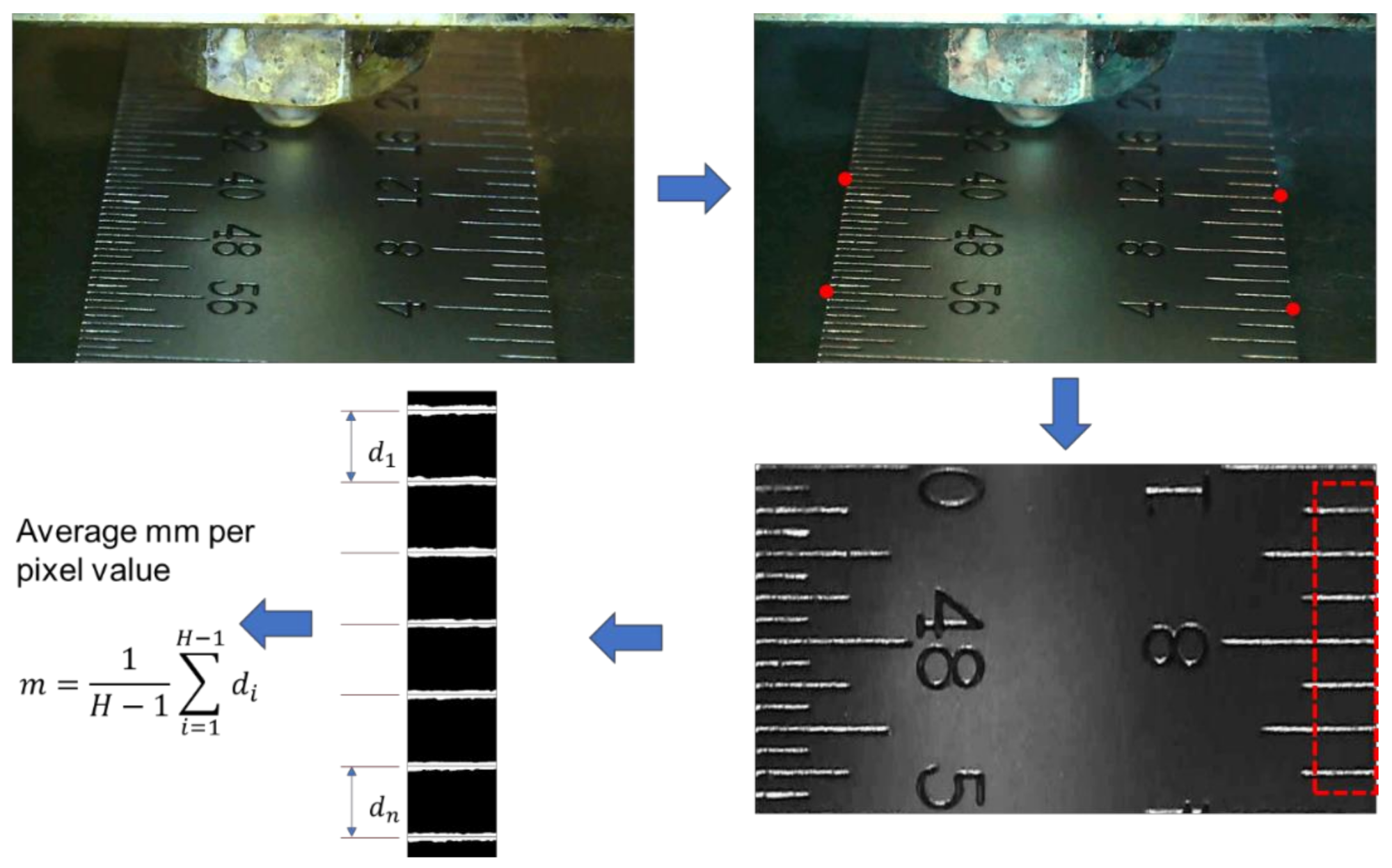
4.1. Camera Calibration
4.2. In-Situ Vision-Based Extrusion Width Measurement
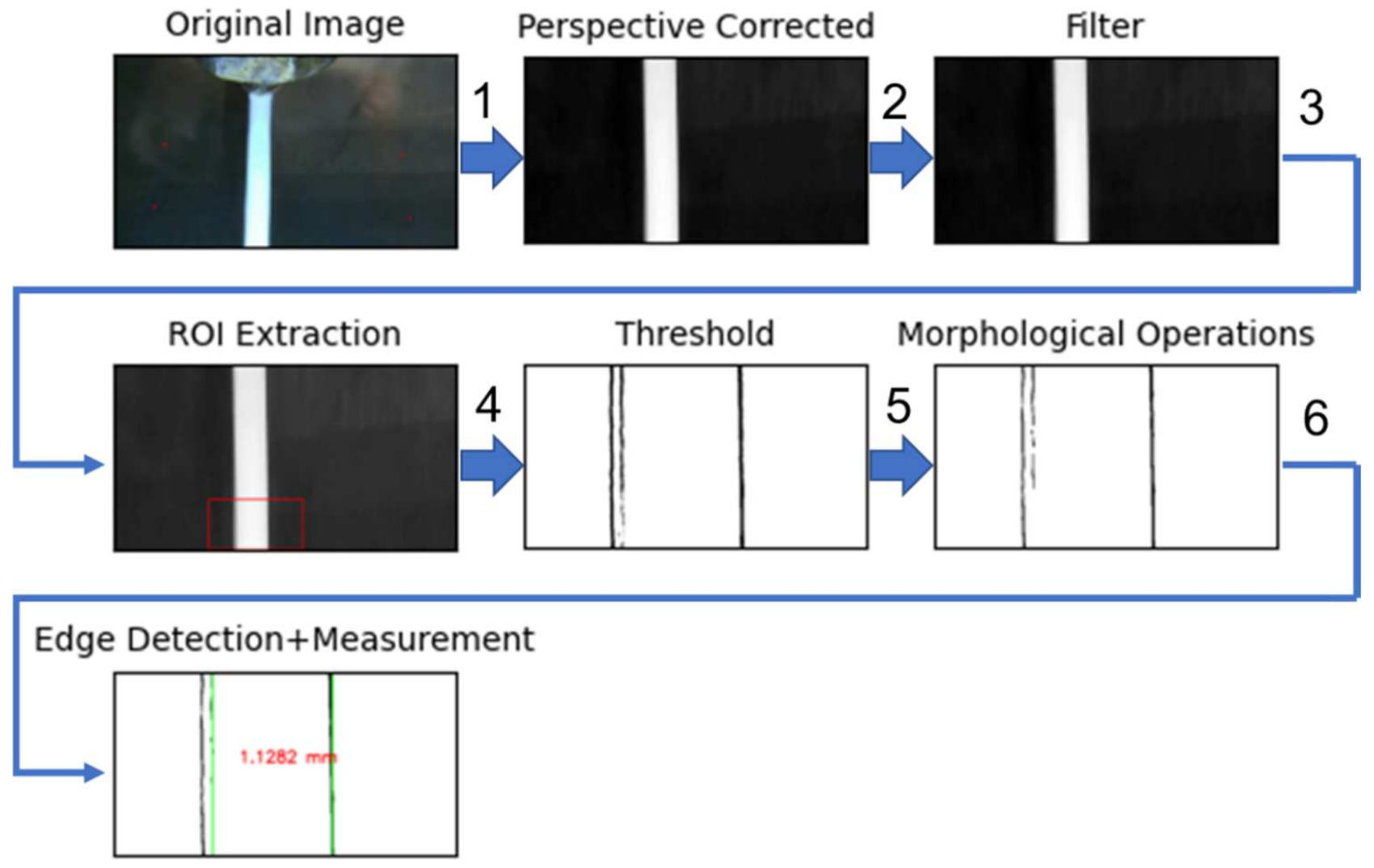
4.2.1. Sequence of Image Processing Operations to Measure Extrusion Width
4.2.2. Robust Extrusion Width Recognizer () Algorithm
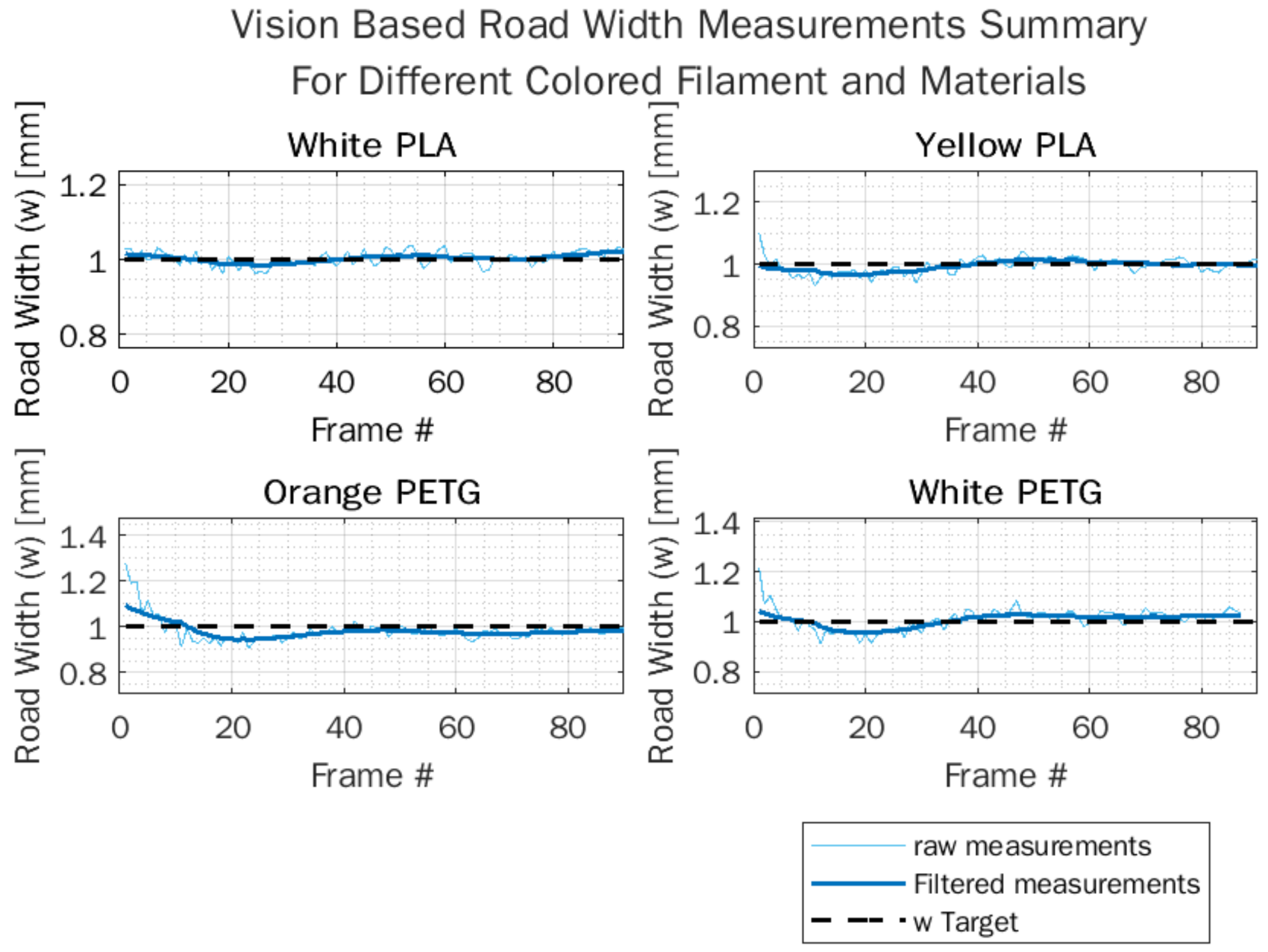
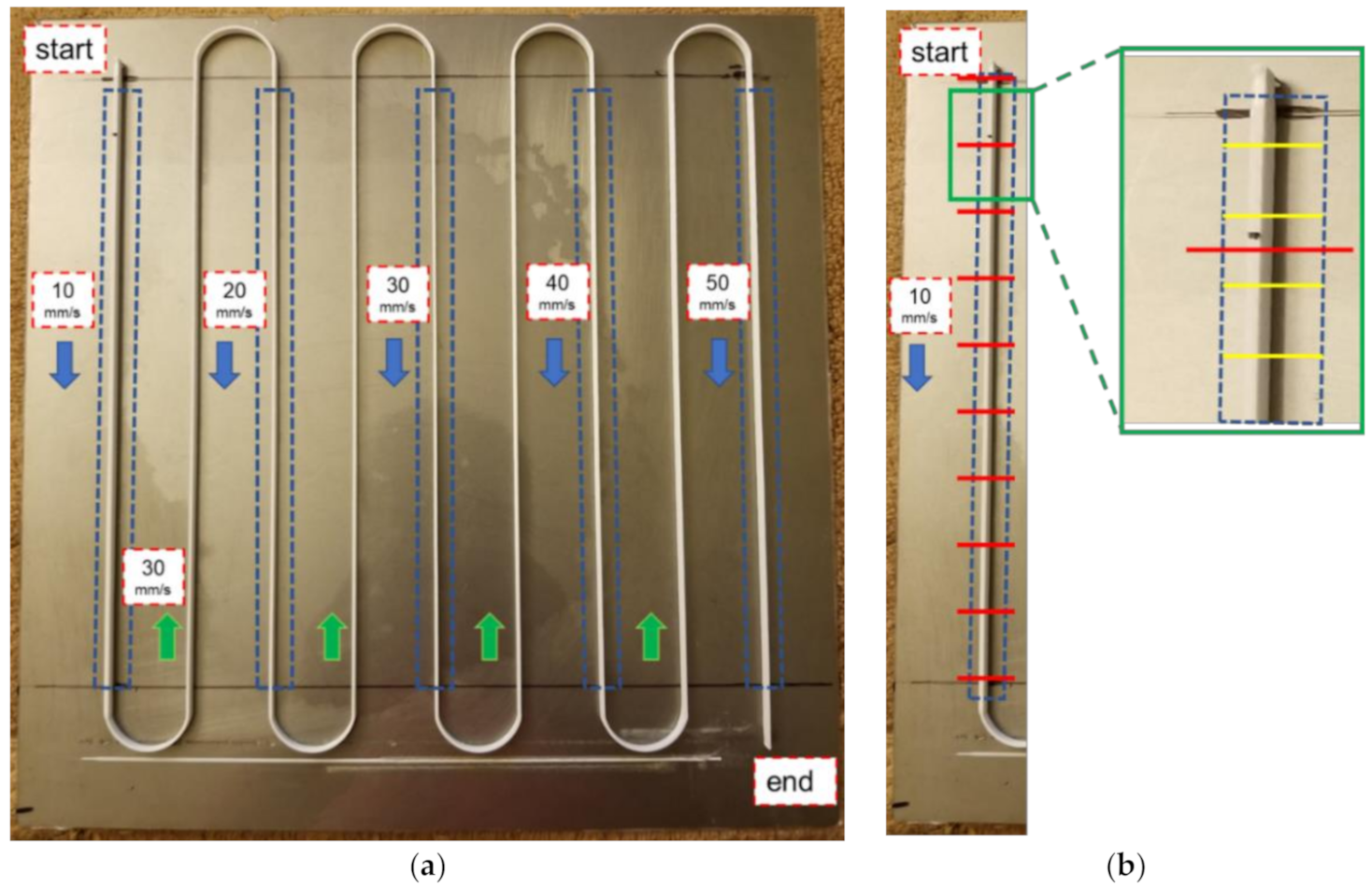
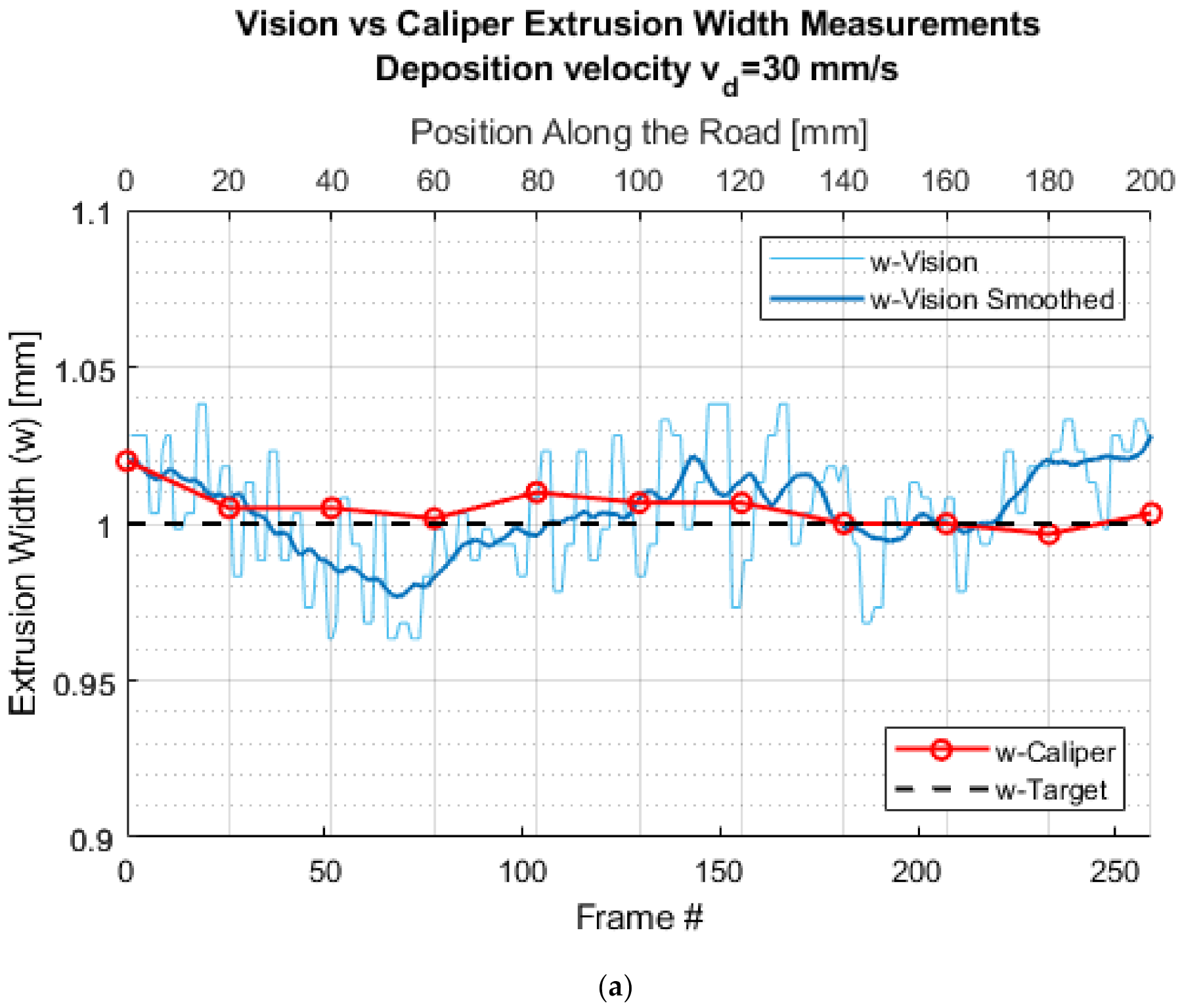
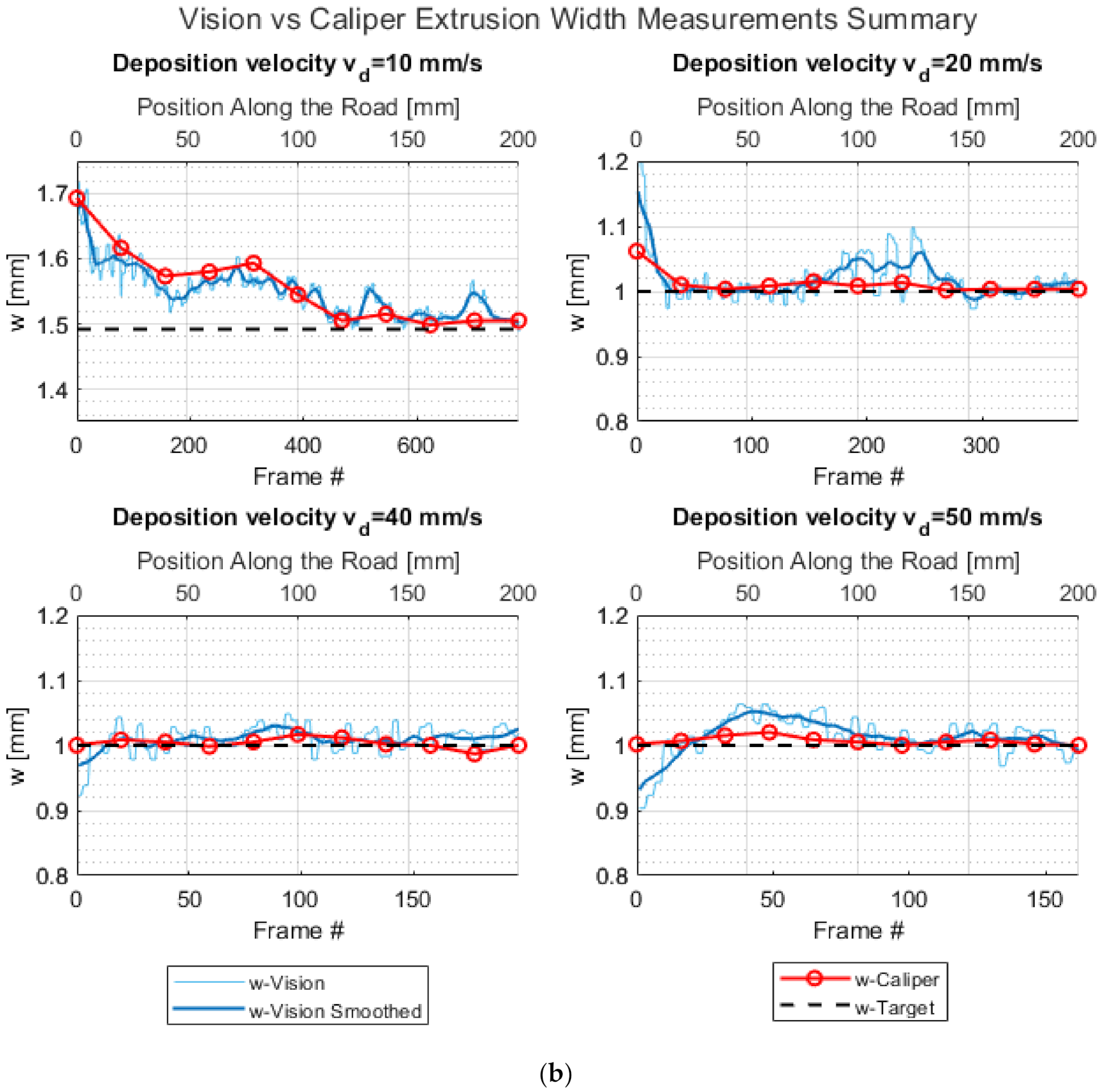
4.3. Validation of Vision-Based Extrusion Width Measurements
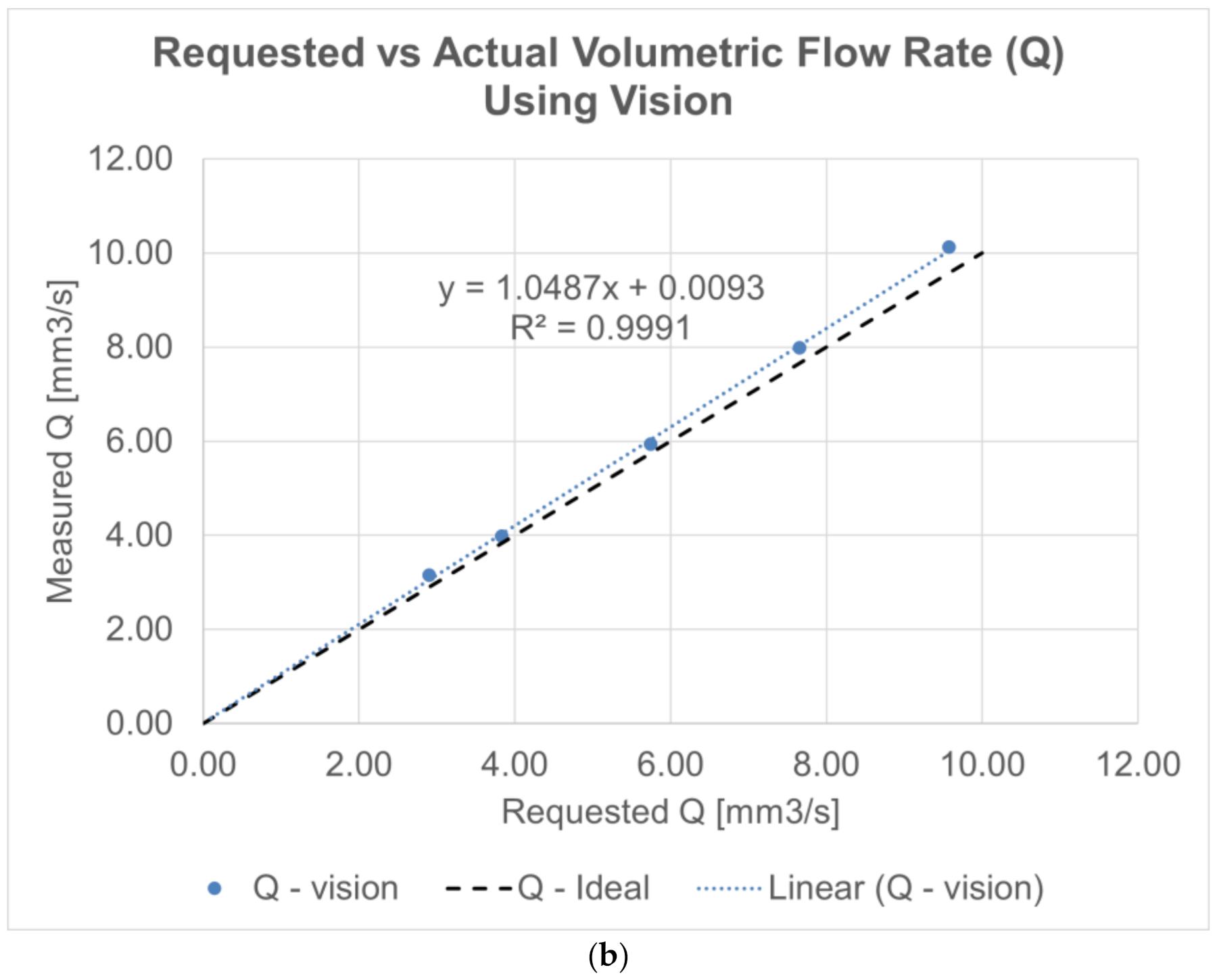
4.4. Polymer Flowrate Estimation
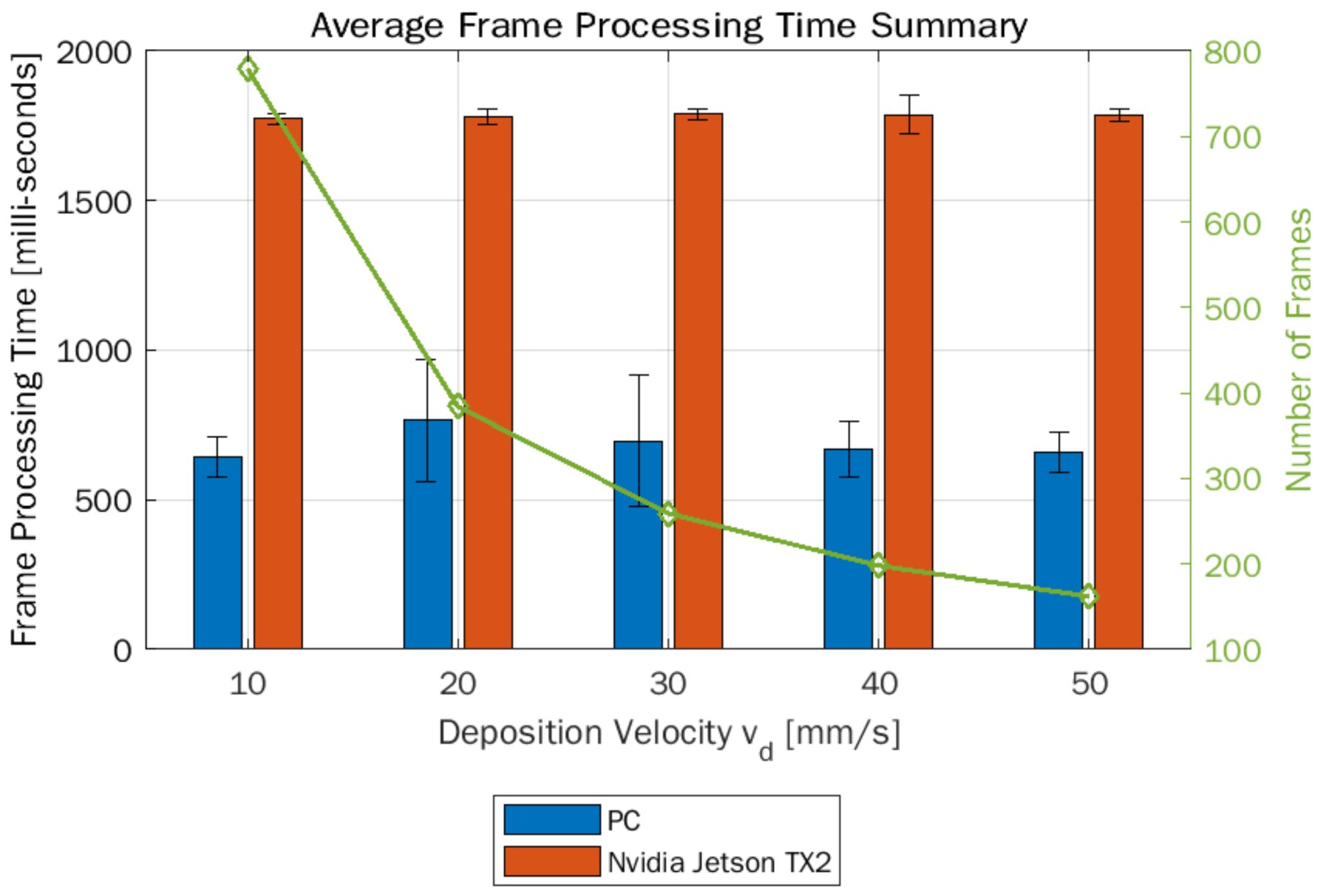
4.5. Frame Processing Time Considerations
5. Conclusions and Future Work
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
List of Abbreviations
| CNN | Convolutional Neural Networks |
| CV | Computer Vision |
| FFF | Fused Filament Fabrication |
| FPS | Frames Per Second |
| FPT | Frame Processing Time |
| I/O | Input/Output |
| MIMO | Multi-Input Multi-Output |
| PETG | Polyethylene terephthalate glycol |
| PID | Proportional Integral Derivative |
| PLA | Polylactic Acid |
| PLC | Programmable Logic Controller |
| ROI | Region of Interest |
| TCP/IP | Transmission Control Protocol/Internet Protocol |
| USB | Universal Serial Bus |
Appendix A
Appendix A.1. Pseudocode for Camera Calibration

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pseudocode to Compute Average mm/pixel Value |
| Input: Binary image of scale graduations; size: Output: average mm/pixel value 1. Scan the image first across rows and then across columns. A hatch start has a black to white pixel transition while a hatch end has the opposite transition. Obtain ma-trices containing locations of hatch mark start and end: and . Compute center of hatch marks using start and end matrices where is the total number of hatch marks found in the image. FOR in range (number of columns in the binary image) ∣ RESET index k and hatch marks counter H ∣ FOR in range (number of rows in the binary image) ∣ ∣ IF pixel value at location 250 ∣ ∣ ∣ IF found_hatch_flag IS FALSE ∣ ∣ ∣ ∣ SET found_hatch_flag to TRUE ∣ ∣ ∣ ∣ record location of hatch start: ∣ ∣ ∣ ∣ INCREMENT index k ∣ ∣ ∣ ∣ INCREMENT hatch marks counter ∣ ∣ ∣ END IF ∣ ∣ ELSE (i.e., check if a black pixel is found) ∣ ∣ ∣ IF found_hatch_flag IS TRUE ∣ ∣ ∣ ∣ record location of hatch end: ∣ ∣ ∣ ∣ SET found_hatch_flag to FALSE ∣ ∣ ∣ END IF ∣ ∣ END IF ∣ END FOR ∣ Compute center of hatch marks END FOR 2. Let then the distance between the center of hatch marks is 3. The average mm-per-pixel value is the average of all elements in 1-D row vector . |
Appendix A.2. Robustness Evaluation of Vision-Based Extrusion Width Measurement Approach

References
- Curran, S.; Chambon, P.; Lind, R.; Love, L.; Wagner, R.; Whitted, S.; Smith, D.; Post, B.; Graves, R.; Blue, C.; et al. Big Area Additive Manufacturing and Hardware-in-the-Loop for Rapid Vehicle Powertrain Prototyping: A Case Study on the Development of a 3-D-Printed Shelby Cobra. In Proceedings of the SAE Technical Papers; SAE International: Warrendale, PA, USA, 2016. [Google Scholar]
- Moreno Nieto, D.; Casal López, V.; Molina, S.I. Large-format polymeric pellet-based additive manufacturing for the naval industry. Addit. Manuf. 2018, 23, 79–85. [Google Scholar] [CrossRef]
- Scaffaro, R.; Maio, A.; Gulino, E.F.; Alaimo, G.; Morreale, M. Green composites based on pla and agricultural or marine waste prepared by fdm. Polymers 2021, 13, 1361. [Google Scholar] [CrossRef] [PubMed]
- Serdeczny, M.P.; Comminal, R.; Pedersen, D.B.; Spangenberg, J. Experimental and analytical study of the polymer melt flow through the hot-end in material extrusion additive manufacturing. Addit. Manuf. 2020. [Google Scholar] [CrossRef]
- Nienhaus, V.; Smith, K.; Spiehl, D.; Dörsam, E. Investigations on nozzle geometry in fused filament fabrication. Addit. Manuf. 2019, 28, 711–718. [Google Scholar] [CrossRef]
- Badarinath, R.; Prabhu, V. Integration and evaluation of robotic fused filament fabrication system. Addit. Manuf. 2021, 41. [Google Scholar] [CrossRef]
- Turner, B.N.; Strong, R.; Gold, S.A. A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Coogan, T.J.; Kazmer, D.O. Bond and part strength in fused deposition modeling. Rapid Prototyp. J. 2017, 23, 414–422. [Google Scholar] [CrossRef]
- Bartolai, J.; Simpson, T.W.; Xie, R. Predicting strength of additively manufactured thermoplastic polymer parts produced using material extrusion. Rapid Prototyp. J. 2018, 24, 321–332. [Google Scholar] [CrossRef]
- Kuznetsov, V.E.; Solonin, A.N.; Tavitov, A.; Urzhumtsev, O.; Vakulik, A. Increasing strength of FFF three-dimensional printed parts by influencing on temperature-related parameters of the process. Rapid Prototyp. J. 2020, 26, 107–121. [Google Scholar] [CrossRef]
- Coogan, T.J.; Kazmer, D.O. In-line rheological monitoring of fused deposition modeling. J. Rheol. 2019, 63, 141–155. [Google Scholar] [CrossRef]
- Anderegg, D.A.; Bryant, H.A.; Ruffin, D.C.; Skrip, S.M.; Fallon, J.J.; Gilmer, E.L.; Bortner, M.J. In-situ monitoring of polymer flow temperature and pressure in extrusion based additive manufacturing. Addit. Manuf. 2019, 26, 76–83. [Google Scholar] [CrossRef]
- Pollard, D.; Ward, C.; Herrmann, G.; Etches, J. Filament Temperature Dynamics in Fused Deposition Modelling and Outlook for Control. Procedia Manuf. 2017, 11, 536–544. [Google Scholar] [CrossRef]
- Bellini, A.; Gucęri, S.; Bertoldi, M. Liquefier Dynamics in Fused Deposition. J. Manuf. Sci. Eng. 2004, 126, 237. [Google Scholar] [CrossRef]
- Phan, D.D.; Swain, Z.R.; Mackay, M.E. Rheological and heat transfer effects in fused filament fabrication. J. Rheol. 2018, 62, 1097–1107. [Google Scholar] [CrossRef]
- Osswald, T.A.; Puentes, J.; Kattinger, J. Fused filament fabrication melting model. Addit. Manuf. 2018, 22, 51–59. [Google Scholar] [CrossRef]
- Ferraris, E.; Zhang, J.; Van Hooreweder, B. Thermography based in-process monitoring of Fused Filament Fabrication of polymeric parts. CIRP Ann. 2019, 68, 213–216. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Deligant, M.; Shirinbayan, M.; Raissi, K.; Fitoussi, J.; Khelladi, S.; Tcharkhtchi, A. A comparative in-process monitoring of temperature profile in fused filament fabrication. Polym. Eng. Sci. 2021, 61, 68–76. [Google Scholar] [CrossRef]
- Seppala, J.E.; Migler, K.D. Infrared thermography of welding zones produced by polymer extrusion additive manufacturing. Addit. Manuf. 2016, 12, 71–76. [Google Scholar] [CrossRef] [Green Version]
- Malekipour, E.; Attoye, S.; El-Mounayri, H. Investigation of Layer Based Thermal Behavior in Fused Deposition Modeling Process by Infrared Thermography. Procedia Manuf. 2018, 26, 1014–1022. [Google Scholar] [CrossRef]
- Fang, T.; Jafari, M.A.; Danforth, S.C.; Safari, A. Signature analysis and defect detection in layered manufacturing of ceramic sensors and actuators. Mach. Vis. Appl. 2003, 15, 63–75. [Google Scholar] [CrossRef]
- Cheng, Y.; Jafari, M.A. Vision-Based Online Process Control in Manufacturing Applications. IEEE Trans. Autom. Sci. Eng. 2008, 5, 140–153. [Google Scholar] [CrossRef]
- Liu, C.; Law, A.C.C.; Roberson, D.; Kong, Z. Image analysis-based closed loop quality control for additive manufacturing with fused filament fabrication. J. Manuf. Syst. 2019, 51, 75–86. [Google Scholar] [CrossRef]
- Wu, Y.; He, K.; Zhou, X.; DIng, W. Machine vision based statistical process control in fused deposition modeling. In Proceedings of the 2017 12th IEEE Conference on Industrial Electronics and Applications, ICIEA 2017, Siem Reap, Cambodia, 18–20 June 2017; pp. 936–941. [Google Scholar]
- He, K.; Zhang, Q.; Hong, Y. Profile monitoring based quality control method for fused deposition modeling process. J. Intell. Manuf. 2019, 30, 947–958. [Google Scholar] [CrossRef] [Green Version]
- Holzmond, O.; Li, X. In situ real time defect detection of 3D printed parts. Addit. Manuf. 2017, 17, 135–142. [Google Scholar] [CrossRef]
- Shen, H.; Sun, W.; Fu, J. Multi-view online vision detection based on robot fused deposit modeling 3D printing technology. Rapid Prototyp. J. 2019, 25, 343–355. [Google Scholar] [CrossRef]
- Moretti, M.; Rossi, A.; Senin, N. In-process monitoring of part geometry in fused filament fabrication using computer vision and digital twins. Addit. Manuf. 2021, 37, 101609. [Google Scholar] [CrossRef]
- Li, L.; McGuan, R.; Kavehpour, P.; Candler, R.N. Precision enhancement of 3D printing via in situ metrology. In Proceedings of the Solid Freeform Fabrication 2018: 29th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF 2018, Austin, TX, USA, 13–15 August 2018; pp. 251–260. [Google Scholar]
- Jin, Z.; Zhang, Z.; Gu, G.X. Autonomous in-situ correction of fused deposition modeling printers using computer vision and deep learning. Manuf. Lett. 2019, 22, 11–15. [Google Scholar] [CrossRef]
- New Bondtech Mini Geared (BMG) Extruder for E3D Hotends. Available online: https://www.bondtech.se/product/bmg-extruder/ (accessed on 13 December 2021).
- Teknic CPM-SDSK-2331S-RLN|Torque = 620 oz-in, Speed = 2520 rpm. Available online: https://www.teknic.com/model-info/CPM-SDSK-2331S-RLN/ (accessed on 10 January 2020).
- Amazon.com Wireless Digital Microscope Handheld USB HD Inspection Camera 50×-1000× Magnification. Available online: https://www.amazon.com/Microscope-Magnification-Inspection-Compatible-Smartphone/dp/B07PVMRZQH (accessed on 15 November 2019).
- Optris Extremely Fast and Accurate Infrared Cameras Optris PI400/PI450. Available online: https://www.optris.com/thermal-imager-pi400i-pi450i (accessed on 13 December 2021).
- Optris GmbH IR Camera Software Optris PI Connect for Thermographic Analysis. Available online: https://www.optris.com/pix-connect (accessed on 15 August 2020).
- McMaster-Carr Thermocouple Probe for Surfaces, Iron Probe, 12 Feet Long Cable|McMaster-Carr. Available online: https://www.mcmaster.com/9251T76/ (accessed on 15 December 2019).
- Morgan, R.V.; Reid, R.S.; Baker, A.M.; Lucero, B.; Bernardin, J.D. Emissivity Measurements of Additively Manufactured Materials; Los Alamos National Lab: Los Alamos, NM, USA, 2017. [Google Scholar] [CrossRef]
- Optris Infrared Sensing, L. OPTRIS IR Product Manual Emissivity Tables. Available online: https://www.optris.com/infrared-cameras?file=tl_files/pdf/Downloads/BrochuresUS/Optrisbasicbrochure.pdf (accessed on 25 June 2021).
- OpenCV OpenCV: Geometric Transformations of Images. Available online: https://docs.opencv.org/4.5.2/da/d6e/tutorial_py_geometric_transformations.html (accessed on 10 May 2021).
- Itseez Open Source Computer Vision. Available online: https://opencv.org/ (accessed on 10 May 2021).
- OpenCV OpenCV: Image Thresholding. Available online: https://docs.opencv.org/4.5.2/d7/d4d/tutorial_py_thresholding.html (accessed on 10 May 2021).
- Otsu, N. Threshold selection method from gray-level histograms. IEEE Trans. Syst. Man Cybern. 1979, SMC-9, 62–66. [Google Scholar] [CrossRef] [Green Version]
- A Gentle Introduction to Bilateral Filtering and Its Applications. Available online: http://people.csail.mit.edu/sparis/bf_course/#intro (accessed on 12 January 2021).
- OpenCV OpenCV: Morphological Transformations. Available online: https://docs.opencv.org/4.5.2/d9/d61/tutorial_py_morphological_ops.html (accessed on 10 May 2021).
- Hodgson, G.; Ranelluci, A.; Moe, J. Slic3r Manual—Flow Math. Available online: http://manual.slic3r.org/advanced/flow-math (accessed on 20 December 2020).
- Serdeczny, M.P.; Comminal, R.; Pedersen, D.B.; Spangenberg, J. Experimental validation of a numerical model for the strand shape in material extrusion additive manufacturing. Addit. Manuf. 2018, 24, 145–153. [Google Scholar] [CrossRef]


| Factors | Symbol | Levels | |
|---|---|---|---|
| Low | High | ||
| Target Liquefier Temperature | PLA: 185 | 235 | |
| PETG: 215 | 265 | ||
| Volumetric Flowrate () | 3 | 13 | |
| Materials | PLA and PETG | ||
| Design Type | Central Composite () Face centered | ||
| Blocks | 2 | ||
| Replicates | 2 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Badarinath, R.; Prabhu, V. Real-Time Sensing of Output Polymer Flow Temperature and Volumetric Flowrate in Fused Filament Fabrication Process. Materials 2022, 15, 618. https://doi.org/10.3390/ma15020618
Badarinath R, Prabhu V. Real-Time Sensing of Output Polymer Flow Temperature and Volumetric Flowrate in Fused Filament Fabrication Process. Materials. 2022; 15(2):618. https://doi.org/10.3390/ma15020618
Chicago/Turabian StyleBadarinath, Rakshith, and Vittaldas Prabhu. 2022. "Real-Time Sensing of Output Polymer Flow Temperature and Volumetric Flowrate in Fused Filament Fabrication Process" Materials 15, no. 2: 618. https://doi.org/10.3390/ma15020618