1. Introduction
Cobalt-based compounds are materials that have a cobalt premise alloyed with components, such as chromium, tungsten, nickel, and iron. Alongside nickel-based amalgams, they are utilized in testing conditions that include high temperatures and acids. These alloys are wear-, corrosion-, and heat-resistant; that is, they are sustainable at high temperatures. The predominant use for cobalt-based alloys is in the field of wear-resisting components.
Cobalt-based superalloys are widely employed in applications requiring strong heat, corrosion, and wear resistance [
1]. Possessing advantageous characteristics, this material is favoured over others for use in nuclear, aerospace, and sea-water applications [
2]. The use of Stellite alloys has emerged in a variety of sectors: oil and gas processing, chemical processing, paper and pulp manufacturing, pharmaceuticals, and medical implant applications. It has been determined that processing alterations, which influence the Stellite alloy’s microstructure, are likely to impede the performance of corrosion [
3]. The strengthening of Co-based alloys is generally enhanced by using elements such as tungsten, molybdenum, chromium, and columbium [
4,
5]. A number of varieties of these alloys are commercially available, which are widely employed nowadays in applications requiring exceptional wear resistance, corrosion resistance, and heat resistance at high temperatures [
6]. Stellite alloys are manufactured with the sintering process. Sintered materials are extensively used in the different deposition methods employed for layering on a substrate [
7]. The shaping or machining of such materials is normally undertaken with either non-conventional machining processes or grinding processes due to their poor machinability and specific properties. However, both the processes take a long time to complete and, thus, the cost of machining is also high [
8]. To overcome this, either turning or milling processes can be used, which require less time to remove the material and, thus, lower the manufacturing cost. Major work has been carried out focusing on the turning process but there is limited work studying milling process. The milling process has a higher material removal rate [
9]. Stellite 6 possesses high hardness, and lower thermal conductivity during machining means that it requires high temperature, thus categorizing it as a hard-to-cut material [
10]. The difficulty of machining Stellite 6 results in requirements for expensive parts for manufacturing, thus restricting its usage [
7]. The difficulty of machining cobalt-based superalloys brings to attention two major concerns: first, work hardening’s effect on tool life and abrasion of the superalloy and, second, the effects on surface stability due to heat generation and plastic deformation in a machined workpiece. With the aim of achieving passable tool life, as well as maintaining the integrity of the machined surface, an analysis of cutting forces, which are a factor in selecting the suitable circumstances and variables for machining, is vital.
Hard-to-cut materials can be machined with a minimum tool–material contact area, ensuring a cutting edge that is sharp and limiting cutting depth. For the lowest heat extraction, a reduced feed rate and cutting speed facilitate machining of such alloys [
11]. There are several research studies on end milling that demonstrate that greater feed rates and cutting depths produce greater cutting pressures. Cutting forces have a direct influence by producing a faster cutting rate. Tool selection for the milling process has equal importance when designing machining processes for such superalloys. The tool must have high thermal and wear resistance [
12]. The standard tool materials do not work efficiently when machining such superalloys. Specific tool materials or common hard materials with hard coatings (i.e., those produced using chemical vapour deposition (CVD) or physical vapour deposition (PVD)), such as TiN, TiCN, TiAlN, etc., can be used for the machining [
13]. Ezugwu et al., 1999 [
14], has shown that single-layer TiN-coated inserts produced with PVD provide good surface quality due to the polishing action generated at the cutting edge. Aramcharoen et al., 2008 [
15], found that thin-film PVD-coated TiN performed well in resisting flank wear, reduced the chipping, and provided a good surface quality to machine tool steel in micro-milling. PVD-coated tools are well-suited for fine, medium, and rough milling. They are preferred for milling with lower feed rates and/or lower cutting speeds. The PVD coating offers good wear resistance and low friction. The magnetron sputtering method has a good impact on the functionality of the coated parts. This process involves a cathode set as that target that is bombarded by activated ions produced from plasma glow discharge, which is located in front of the target. The act of bombardment results in sputtering (removal) of target atoms, after which they gradually condense on the substrate [
16]. Common process parameters considered for the coating are the deposition voltage, substrate temperature, flow rate of gases, sputtering power, sputtering pressure, target–substrate distance, deposition time, etc. Variations in the different coating parameter create substantial effects on the functionality of the surfaces [
17,
18,
19,
20]. The sputtering power and the gas flow rate greatly impact the strength and finishing of the coating. As the sputtering power increases, the roughness of the coating increases, and as the gas flow rate increases, the nano hardness of the coating decreases [
21]. The evaluating parameters, such as surface roughness, cutting force, tool life, chip morphology, etc., play significant roles in the machining process. Amongst them, the surface roughness has major impacts on the fatigue resistance, lubrication, friction, and wear in assessments of the quality of the machined parts. The surface roughness has a major influence on the cutting parameters. Many researchers have found that the surface roughness is sequentially affected of the cutting feed, cutting speed, and the depth of the cut. Even the use of cutting fluid affects the surface roughness [
22,
23,
24,
25,
26].
The laser metal deposition of Stellite 6 on 17-4 PH stainless steel was analysed using different process parameters, such as scanning speed and focal length. Increases in the scanning speed could prevent the cracking of the samples during the deposition [
27]. The laser-coated cladding on H13 steel was used to enhance the hardness and wear resistance. Stellite 6–Cr
3C
2–WS
2 composite powder was used to cover the H13 steel. It has shown good resistance to friction up to 200 °C, as well as excellent reductions in abrasive wear and adhesive wear due to the self-lubricating phase of the coatings [
28]. Stellite 6 parts manufactured by wire arc additive manufacturing (WAAM) exhibit good formation quality. The parts manufactured by WAAM can be made thinner than the cast parts [
29].
Aggarwal et al., 2008 [
30] examined the power consumption of hard-turning AISI P-20 tool steel (32–36 HRC) with a TiN-coated carbide insert utilising a Taguchi method and an RSM approach. The cutting speed and depth of cut had the highest importance for reducing power consumption after the cryogenic environment. It was discovered that the effects of feed rate and nose radius were negligible. The Taguchi method was shown to be inferior to the RSM technique. Sahoo et al., 2013, utilising a traditional casting procedure, created an Al/SiCp (10% weight) metal matrix composite and investigated its machinability features for turning with a multilayer TiN-coated carbide insert in a dry environment in accordance with Taguchi’s L9 orthogonal array [
31]. The regression models, due to their greater R2 values, were very significant. The experimental and anticipated values were similar. Kumar Sahoo and Mohanty, 2013 used Taguchi’s parameter design to optimize parameters for individual responses [
32]. A mathematical statistical model was prepared and used to investigate the surface roughness for machining of Stellite 6. The prepared model was also evaluated to determine the technical parameters for longitudinal turning. The mathematical statistical and analytical models allowed precise optimization of the technological parameters [
33]. The process of “laser surface alloying” (LSA) is used to maintain and enhance wear characteristics. Refurbishing or improving materials by adding rhenium to the surface layer’s composition could be advantageous, especially for enhancing functional qualities (wear and corrosion resistance). However, given the cost of employing rhenium for this purpose, the addition of rhenium to Stellite 6 has not shown very impressive results [
34].
In the present work, the machinability of Stellite 6 material was analysed using an end milling process with coated binary inserts. The inserts were coated with titanium nitride using the magnetron sputtering technique (physical vapour deposition (PVD)) by varying the sputtering power and gas flow rate. Based on process variables including the cutting velocity, cutting feed, and axial depth of the cut, coated inserts were evaluated. The performance of the coated inserts processed in different environments with a range of cutting parameters was evaluated to analyse the surface roughness, and a Taguchi design was utilized for the experiments to optimize the process parameters. A regression model was created and evaluated for suitability.
2. Materials and Methods
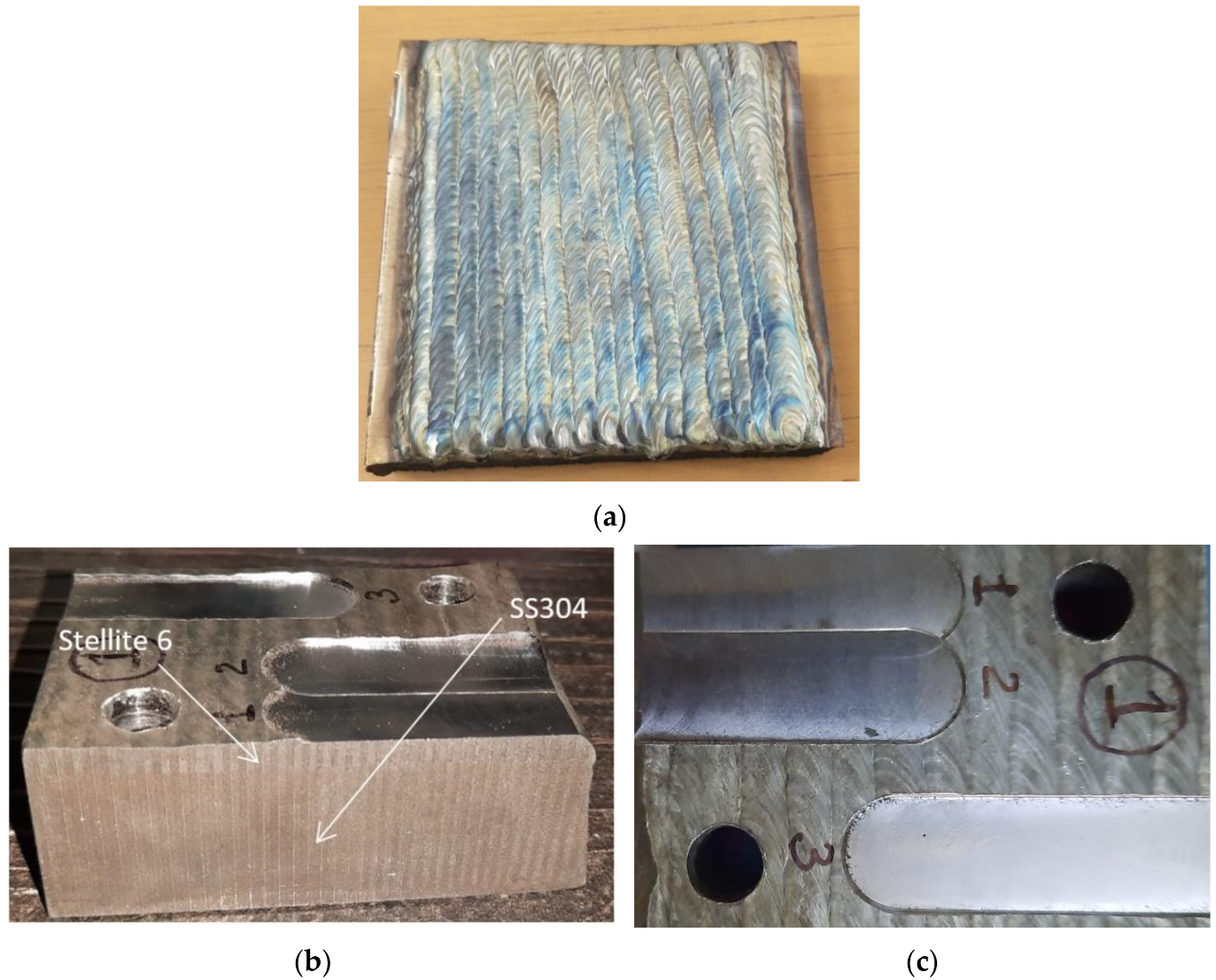
For the experimentation, SS304 material of size 150 mm × 150 mm × 25 mm was clad with the cobalt-based super alloy Stellite 6. The cladding thickness of the Stellite 6 was kept to 6 mm and the cladding was undertaken with gas tungsten arc welding (GTAW). Products cladded was Stellite 6 over SS304 are generally beneficial in the oil and gas and petrochemical industries to enhance lifespans by offering resistance to wear. The prepared sample is shown in
Figure 1a. Due to the restriction of the dynamometer platform used to mount the workpiece, the sample was cut into six equal pieces with wire cut electro discharge machining (WEDM), as shown in
Figure 1b,c.
The chemical composition of the Stellite 6 material is stated in
Table 1.
Stellite 6 is a hard (~45 HRC) and difficult-to-cut material. The properties of Stellite 6 material are presented in
Table 2.
For all the machining runs of the Stellite 6-cladded sample, a PX10 three-axis CNC milling machine (Jyoti Ltd., Rajkot, India) was used. The machining process was performed under dry run conditions. The levels of parameters were selected using the pilot experiment. For the combination of parameters for the experimentation, an L9 orthogonal array was used for each variety of the coated inserts. The L9 array was prepared using a Taguchi experimental design. The details of the selected process parameters, along with their levels and the associated environment used, are shown in
Table 3.
For machining, tungsten carbide APKT 11 35 (BLOOD model) inserts coated with single layers of TiN (two nos.) (PVD) were used. The magnetron sputtering setup utilized for coating the inserts is shown in
Figure 2, and the parameters used in the magnetron sputtering coating are detailed in
Table 4.
Sputtering powers of 250 W and 300 W and gas flow rates for the nitrogen gas of 8 SCCM and 12 SCCM were used in the PVD for coating. In the present study, tools T1P1 and T1P2 denote the inserts coated at 300 W and 250 W sputtering powers, respectively. Tools T1G1 and T1G2 denote the inserts coated at 12 SCCM and 8 SCCM nitrogen gas flow rates, respectively. A BAP300R-16-C16-150-2T end mill of 16 mm diameter was used. The tool and the coated inserts are shown in
Figure 3. For each run, new inserts were used, with a total of 72 inserts used to conduct the total of 36 machining runs. The surface roughness was measured with a Mitutoyo Surf Test SV-2100 surface roughness tester (Mitutoyo, Kawasaki-shi, Japan).


 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}