
Microstructure Evolution and Toughening Mechanism of a Nb-18Si-5HfC Eutectic Alloy Created by Selective Laser Melting

 ,
,
Abstract
:1. Introduction
2. Experimental
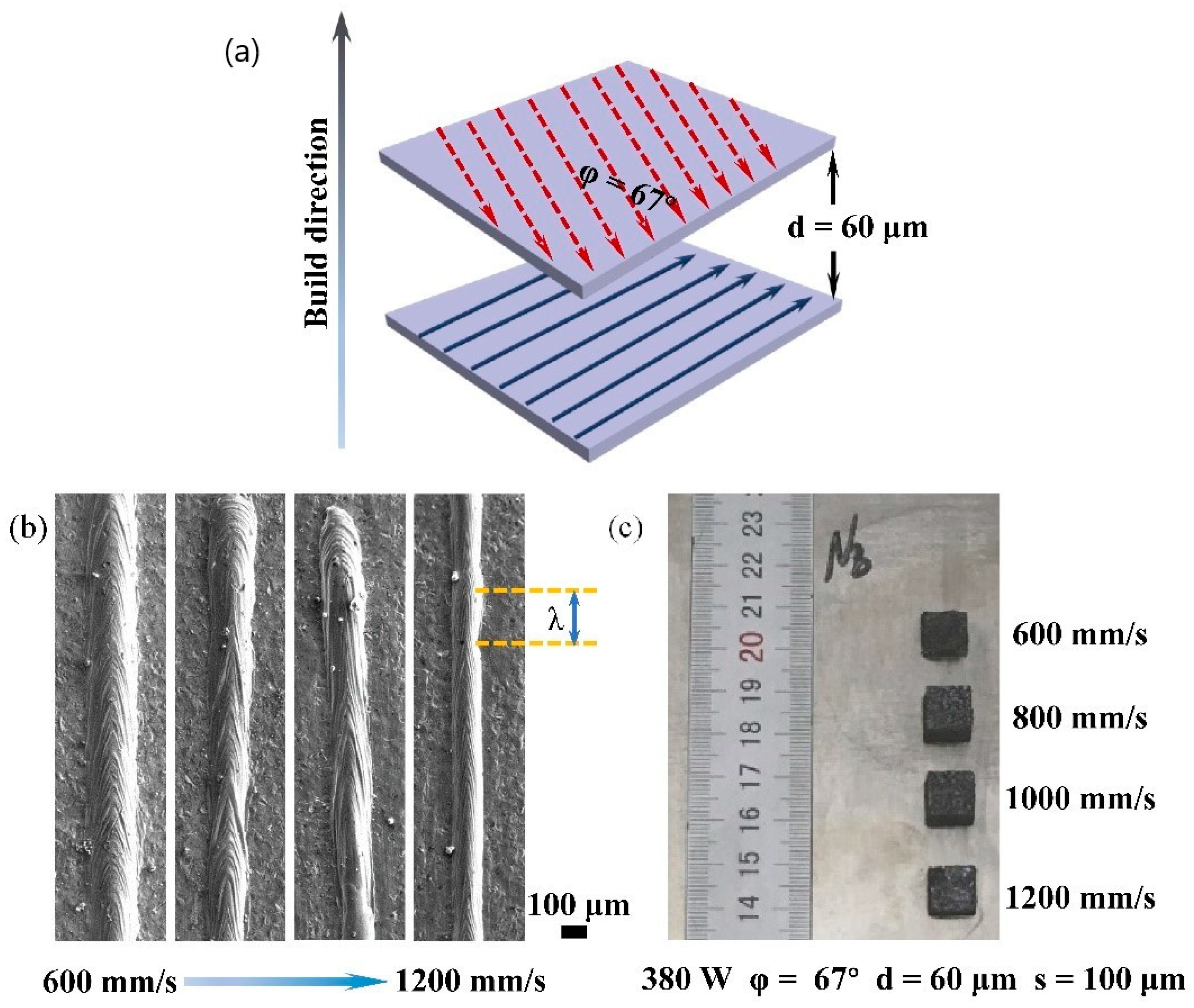
2.1. Preparation of Powders and SLM Processing
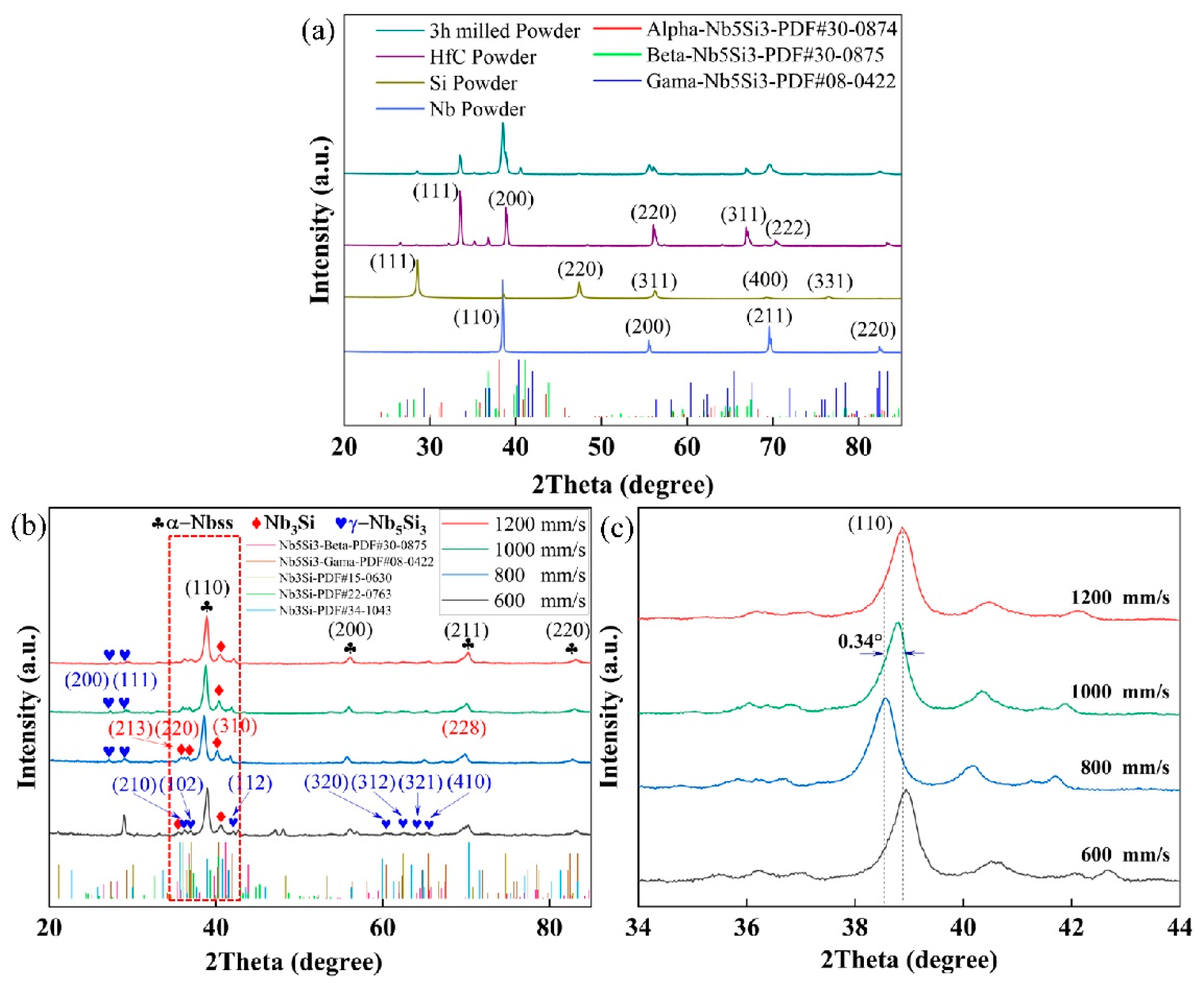
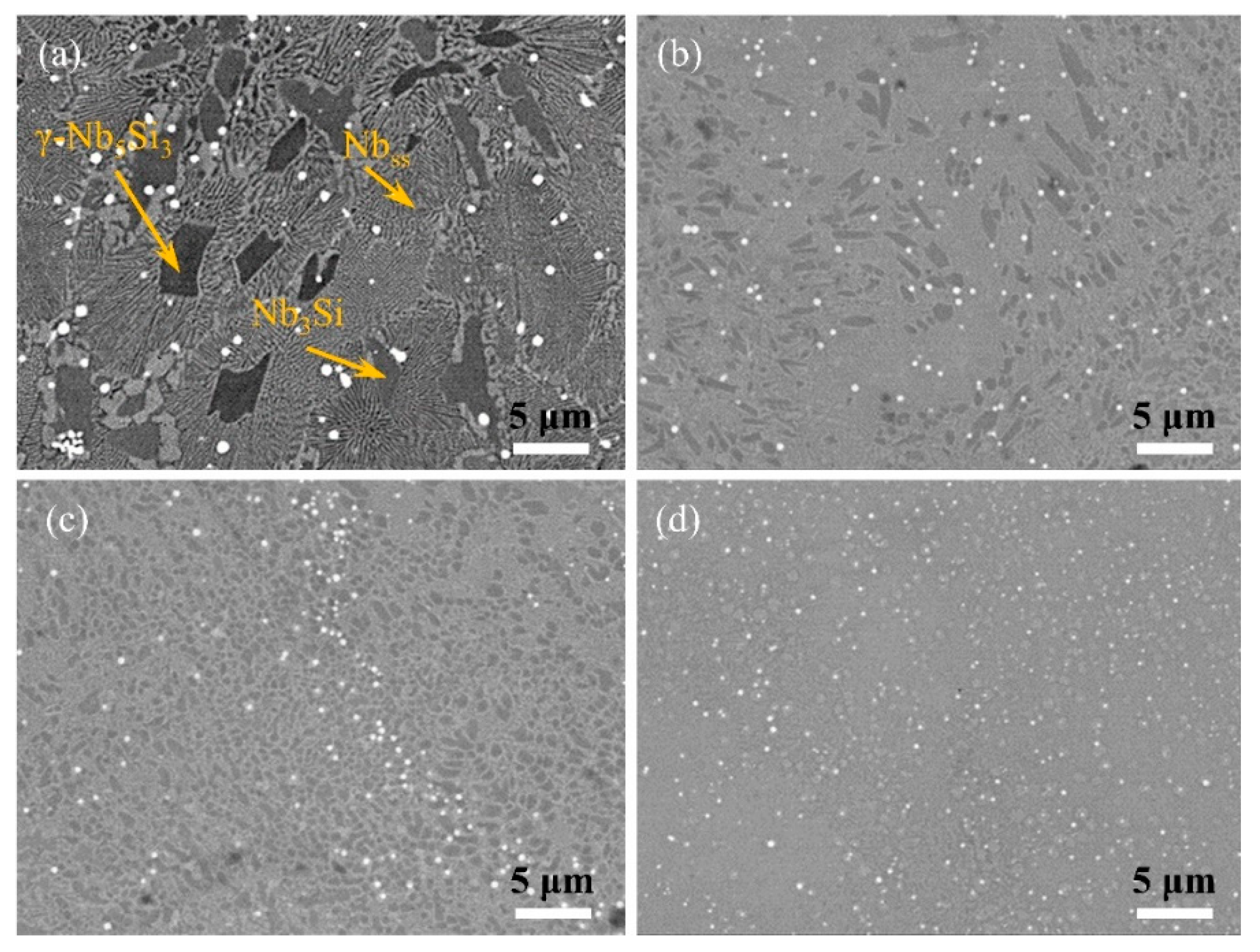
2.2. Determination of the Phase and Examination of the Microstructure
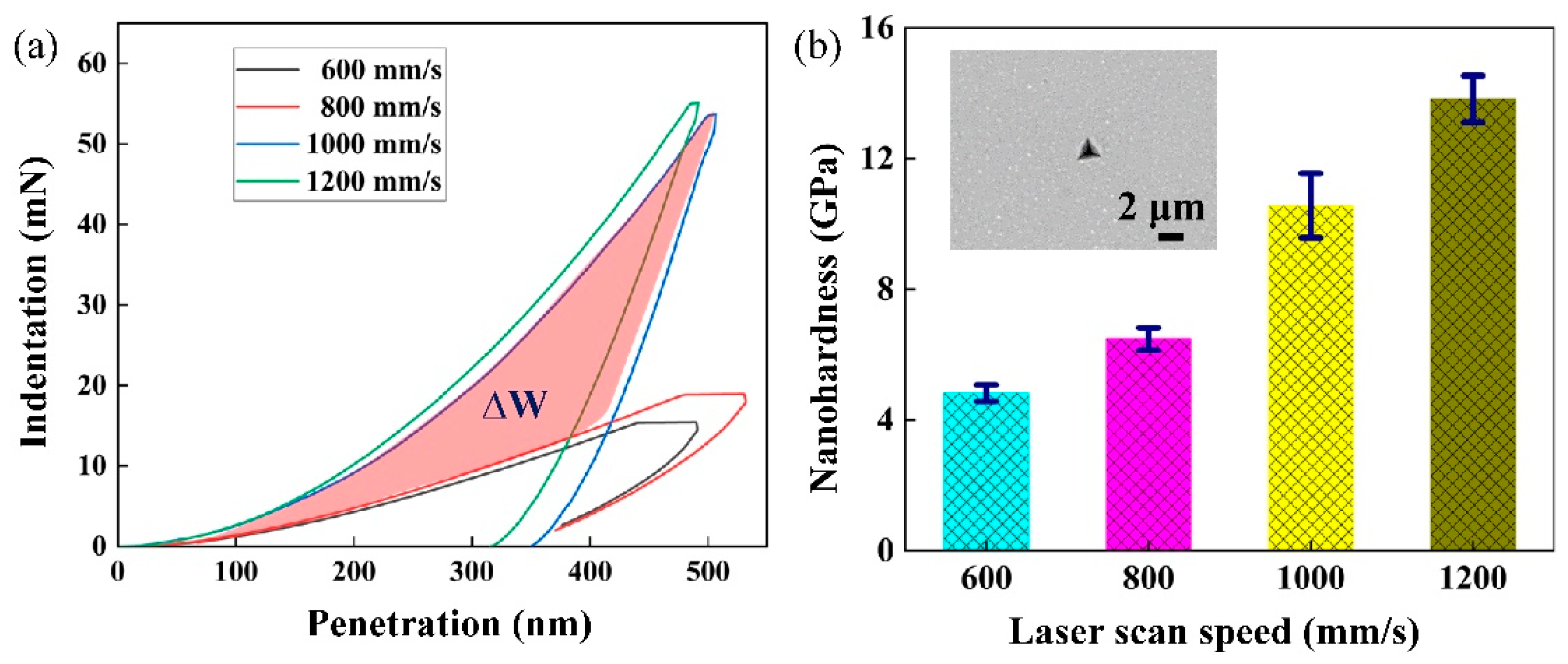
2.3. Mechanical Properties
3. Results
4. Discussion
4.1. Microstructure Evolution of Nb-18Si-5HfC Alloys during SLM
4.2. Toughening Mechanism of Nb-18Si-5HfC Alloys Prepared by SLM
5. Conclusions
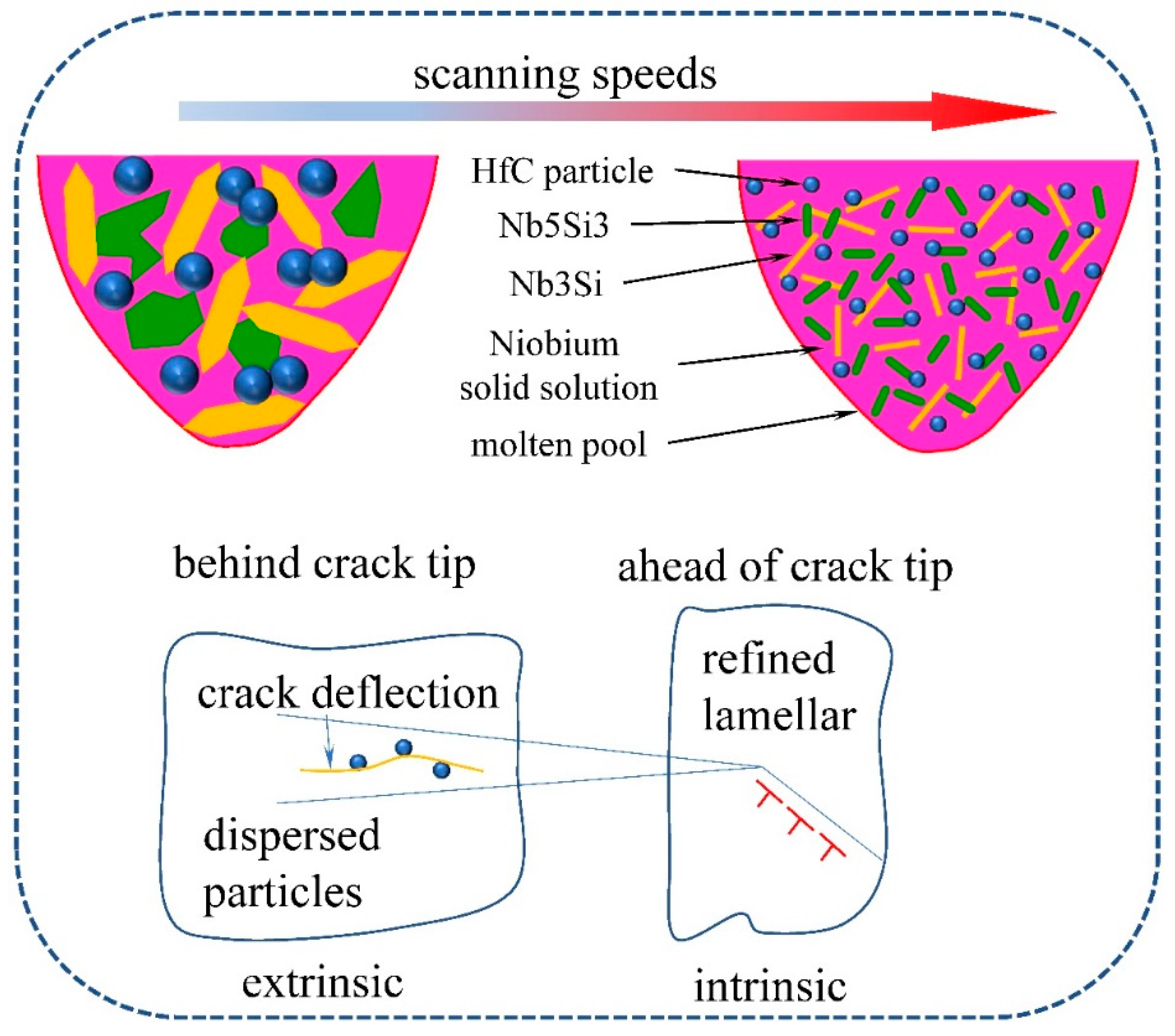
- The dense Nb-18Si-5HfC alloys were successfully prepared by selective laser melting. The ultrafine microstructure modulation was achieved by adjusting the scanning speed from 600 mm/s to 1200 mm/s.
- When the scan speed was higher than 1000 mm/s, the fine diffuse hafnium carbide particles successfully distributed between the eutectic lamella, which resulted in improved indentation fracture toughness.
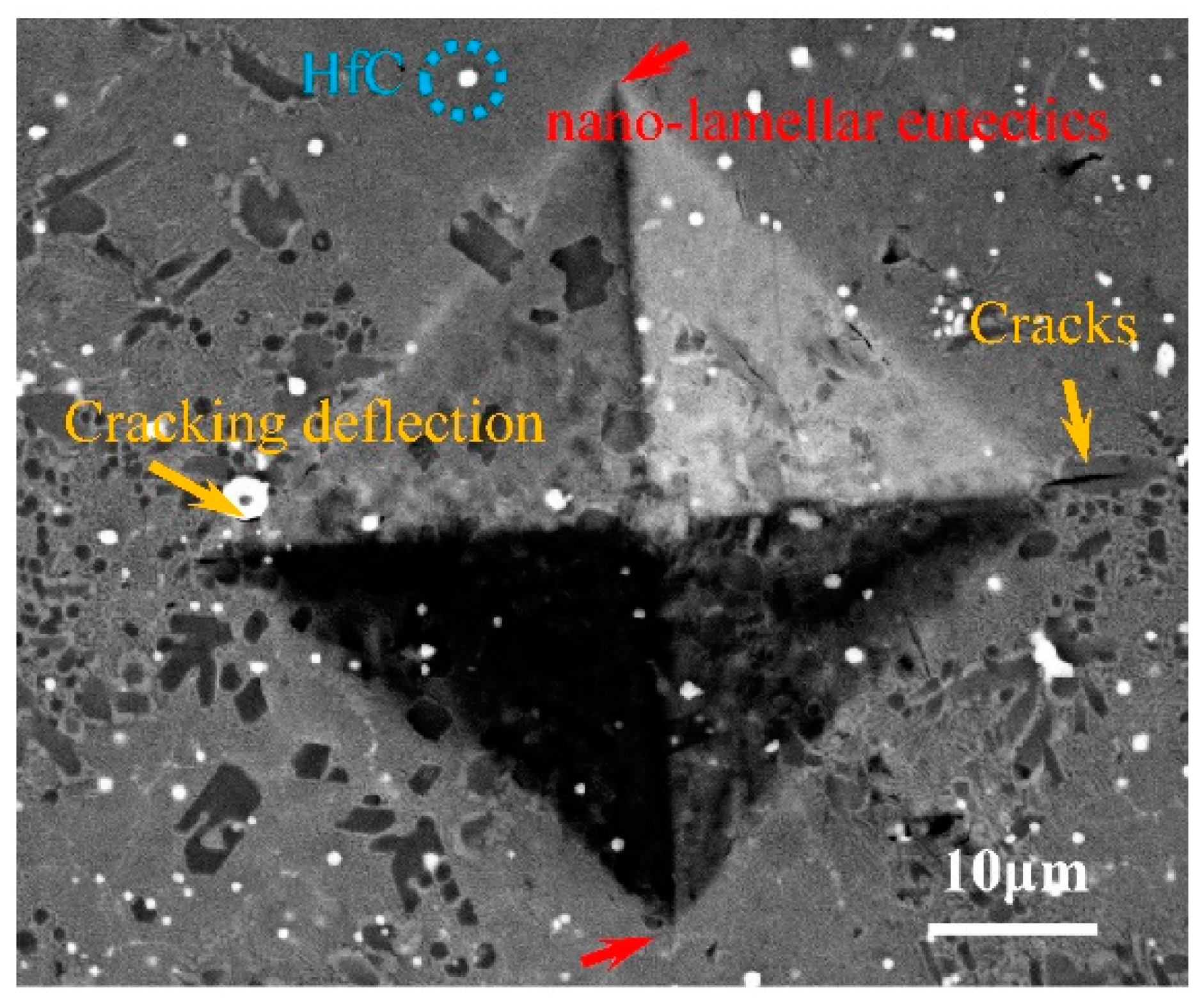
- The prepared Nb-18Si-5HfC alloy, at a scanning speed 1000 mm/s, had a maximum indentation fracture toughness of 20.7 MPa∙m1/2. The toughening was mainly attributable to the synergistic co-donation of the crack trapping by the refined discontinuous α-Nbss, and the crack deflection of the hafnium carbide particles by the formation of microcracks.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Papadimitriou, I.; Utton, C.; Scott, A.; Tsakiropoulos, P. Ab initio study of the intermetallics in Nb–Si binary system. Intermetallics 2014, 54, 125–132. [Google Scholar] [CrossRef]
- Vellios, N.; Tsakiropoulos, P. The role of Fe and Ti additions in the microstructure of Nb–18Si–5Sn silicide-based alloys. Intermetallics 2007, 15, 1529–1537. [Google Scholar] [CrossRef]
- Tsakiropoulos, P. On the Nb silicide based alloys: Part I–The bcc Nb solid solution. J. Alloys Compd. 2017, 708, 961–971. [Google Scholar] [CrossRef] [Green Version]
- Tsakiropoulos, P. On Nb silicide based alloys: Part II. J. Alloys Compd. 2018, 748, 569–576. [Google Scholar] [CrossRef] [Green Version]
- Kashyap, S.; Tiwary, C.S.; Chattopadhyay, K. Effect of Gallium on microstructure and mechanical properties of Nb–Si eutectic alloy. Intermetallics 2011, 19, 1943–1952. [Google Scholar] [CrossRef]
- Guo, Y.; Jia, L.; Kong, B.; Zhang, H.; Zhang, H. Microstructure and fracture toughness of Nb-Si based alloys with Ta and W additions. Intermetallics 2018, 92, 1–6. [Google Scholar] [CrossRef]
- Wang, F.; Luo, L.; Xu, Y.; Meng, X.; Wang, L.; Han, B.; Su, Y.; Guo, J.; Fu, H. Effects of alloying on the microstructures and mechanical property of Nb-Mo-Si based in situ composites. Intermetallics 2017, 88, 6–13. [Google Scholar] [CrossRef]
- Li, Z.; Tsakiropoulos, P. Study of the effect of Cr and Ti additions in the microstructure of Nb–18Si–5Ge based in-situ composites. Intermetallics 2012, 26, 18–25. [Google Scholar] [CrossRef]
- Grammenos, I.; Tsakiropoulos, P. Study of the role of Hf, Mo and W additions in the microstructure of Nb–20Si silicide based alloys. Intermetallics 2011, 19, 1612–1621. [Google Scholar] [CrossRef]
- Makineni, S.K.; Kini, A.R.; Jägle, E.A.; Springer, H.; Raabe, D.; Gault, B. Synthesis and stabilization of a new phase regime in a Mo-Si-B based alloy by laser-based additive manufacturing. Acta Mater. 2018, 151, 31–40. [Google Scholar] [CrossRef]
- Guo, Y.; Jia, L.; Kong, B.; Zhang, F.; Liu, J.; Zhang, H. Improvement in the oxidation resistance of Nb-Si based alloy by selective laser melting. Corros. Sci. 2017, 127, 260–269. [Google Scholar] [CrossRef]
- Guo, Y.; Jia, L.; Sun, S.; Kong, B.; Liu, J.; Zhang, H. Rapid fabrication of Nb-Si based alloy by selective laser melting: Microstructure, hardness and initial oxidation behavior. Mater. Des. 2016, 109, 37–46. [Google Scholar] [CrossRef]
- Li, Y.; Lin, X.; Hu, Y.; Yan, W.; Fuh, J.Y.H.; Dong, H.; Huang, W. Precipitation behavior of Nb-Si-based in-situ composite manufactured by laser directed energy deposition. Scr. Mater. 2022, 207, 114288. [Google Scholar] [CrossRef]
- Guo, Y.; Jia, L.; Kong, B.; Zhang, S.; Zhang, F.; Zhang, H. Microstructure and surface oxides of rapidly solidified Nb-Si based alloy powders. Mater. Des. 2017, 120, 109–116. [Google Scholar] [CrossRef]
- Guo, Y.; Jia, L.; Kong, B.; Zhang, S.; Sha, J.; Zhang, H. Microstructure transition from lamellar eutectic to anomalous eutectic of Nb-Si based alloy powders by heat treatment and spark plasma sintering. J. Alloys Compd. 2017, 696, 516–521. [Google Scholar] [CrossRef]
- Li, Y.; Lin, X.; Hu, Y.; Yu, J.; Dong, H.; Liu, F.; Huang, W. The effect of Mo on microstructure and mechanical proper-ties of Nb-22Ti-16Si alloy additively manufactured via laser directed energy deposition. J. Alloys Compd. 2021, 858, 158143. [Google Scholar] [CrossRef]
- Laugier, M.T. Palmqvist indentation toughness in WC-Co composites. J. Mater. Sci. Lett. 1987, 6, 897–900. [Google Scholar] [CrossRef]
- Lankford, J. Indentation microfracture in the Palmqvist crack regime: Implications for fracture toughness evaluation by the indentation method. J. Mater. Sci. Lett. 1982, 1, 493–495. [Google Scholar] [CrossRef]
- Casellas, D.; Caro, J.; Molas, S.; Prado, J.M.; Valls, I. Fracture toughness of carbides in tool steels evaluated by nano-indentation. Acta Mater. 2007, 55, 4277–4286. [Google Scholar] [CrossRef]
- Guo, J.J.; Wang, K.; Fujita, T.; McCauley, J.W.; Singh, J.P.; Chen, M.W. Nanoindentation characterization of deformation and failure of aluminum oxynitride. Acta Mater. 2011, 59, 1671–1679. [Google Scholar] [CrossRef] [Green Version]
- Ungár, T. Microstructural parameters from X-ray diffraction peak broadening. Scripta Mater. 2004, 51, 777–781. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.P. Residual stresses in selective laser sintering and selective laser melting. Rapid Proto-Typing J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Guo, Y.; Liang, Y.-J.; Lu, W.; Jia, L.; Li, Z.; Peng, H.; Zhang, H. Competitive growth of nano-lamellae Nb/Nb3Si eutec-tics with enhanced hardness and toughness. Appl. Surf. Sci. 2019, 486, 22–27. [Google Scholar] [CrossRef]
- DebRoy, T.; David, S.A. Physical processes in fusion welding. Rev. Mod. Phys. 1995, 67, 85–112. [Google Scholar] [CrossRef]
- Iwashita, C.H.; Wei, R.P. Coarsening of grain boundary carbides in a nickel-based ternary alloy during creep. Acta Mater. 2000, 48, 3145–3156. [Google Scholar] [CrossRef]
- Ritchie, R.O. Mechanisms of fatigue crack propagation in metals, ceramics and composites: Role of crack tip shielding. Mater. Sci. Eng. A 1988, 103, 15–28. [Google Scholar] [CrossRef]
- Ritchie, R.O. Mechanisms of fatigue-crack propagation in ductile and brittle solids. Int. J. Fract. 1999, 100, 55–83. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Parameter (mm/s) | a (μm) | l (μm) | c (μm) | Hardness (GPa) | Elastic Modulus (GPa) | Fracture Toughness (MPa·m0.5) |
|---|---|---|---|---|---|---|
| 600 | 20.9 | 10.2 | 41.2 | 4.82 | 123.6 | 7.4 |
| 800 | 20.9 | 12.1 | 32.9 | 6.48 | 142.9 | 8.6 |
| 1000 | 20.9 | 3.7 | 24.6 | 9.22 | 160.6 | 20.7 |
| 1200 | 20.9 | 4.5 | 25.4 | 13.83 | 230.5 | 17.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, L.; Wang, L.; Song, X.; Cui, R.; Li, B.; Lv, Q.; Luo, L.; Su, Y.; Guo, J.; Fu, H. Microstructure Evolution and Toughening Mechanism of a Nb-18Si-5HfC Eutectic Alloy Created by Selective Laser Melting. Materials 2022, 15, 1190. https://doi.org/10.3390/ma15031190
Yao L, Wang L, Song X, Cui R, Li B, Lv Q, Luo L, Su Y, Guo J, Fu H. Microstructure Evolution and Toughening Mechanism of a Nb-18Si-5HfC Eutectic Alloy Created by Selective Laser Melting. Materials. 2022; 15(3):1190. https://doi.org/10.3390/ma15031190
Chicago/Turabian StyleYao, Longhui, Liang Wang, Xiaojiao Song, Ran Cui, Binqiang Li, Qi Lv, Liangshun Luo, Yanqing Su, Jingjie Guo, and Hengzhi Fu. 2022. "Microstructure Evolution and Toughening Mechanism of a Nb-18Si-5HfC Eutectic Alloy Created by Selective Laser Melting" Materials 15, no. 3: 1190. https://doi.org/10.3390/ma15031190