
Laser Deposited 18Ni300 Alloy Powder on 1045 Steel: Effect of Passes and Preheating on Microstructure





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
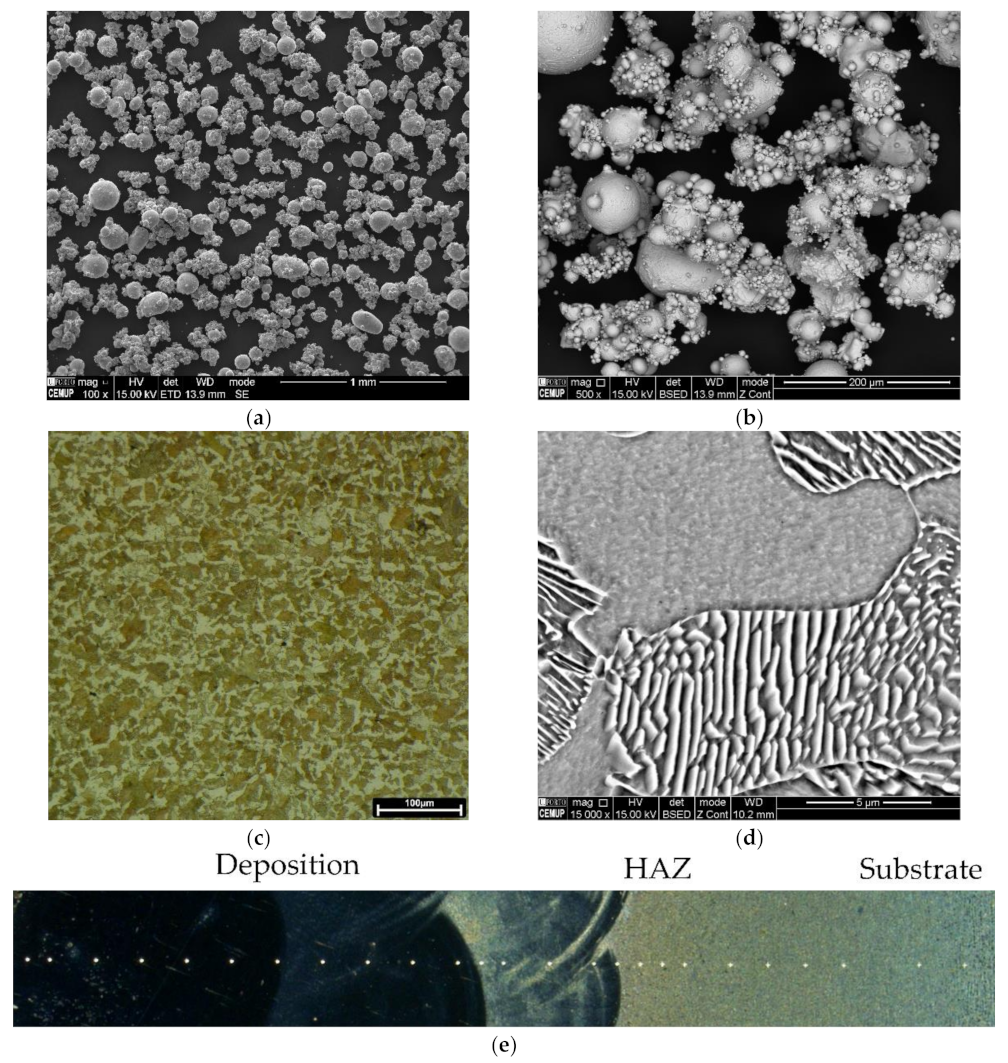
2.1. Powder and Substrate
2.2. Preheating Condition
2.3. Powder Deposition by Direct Energy Deposition
2.4. Characterization
3. Results and Discussion
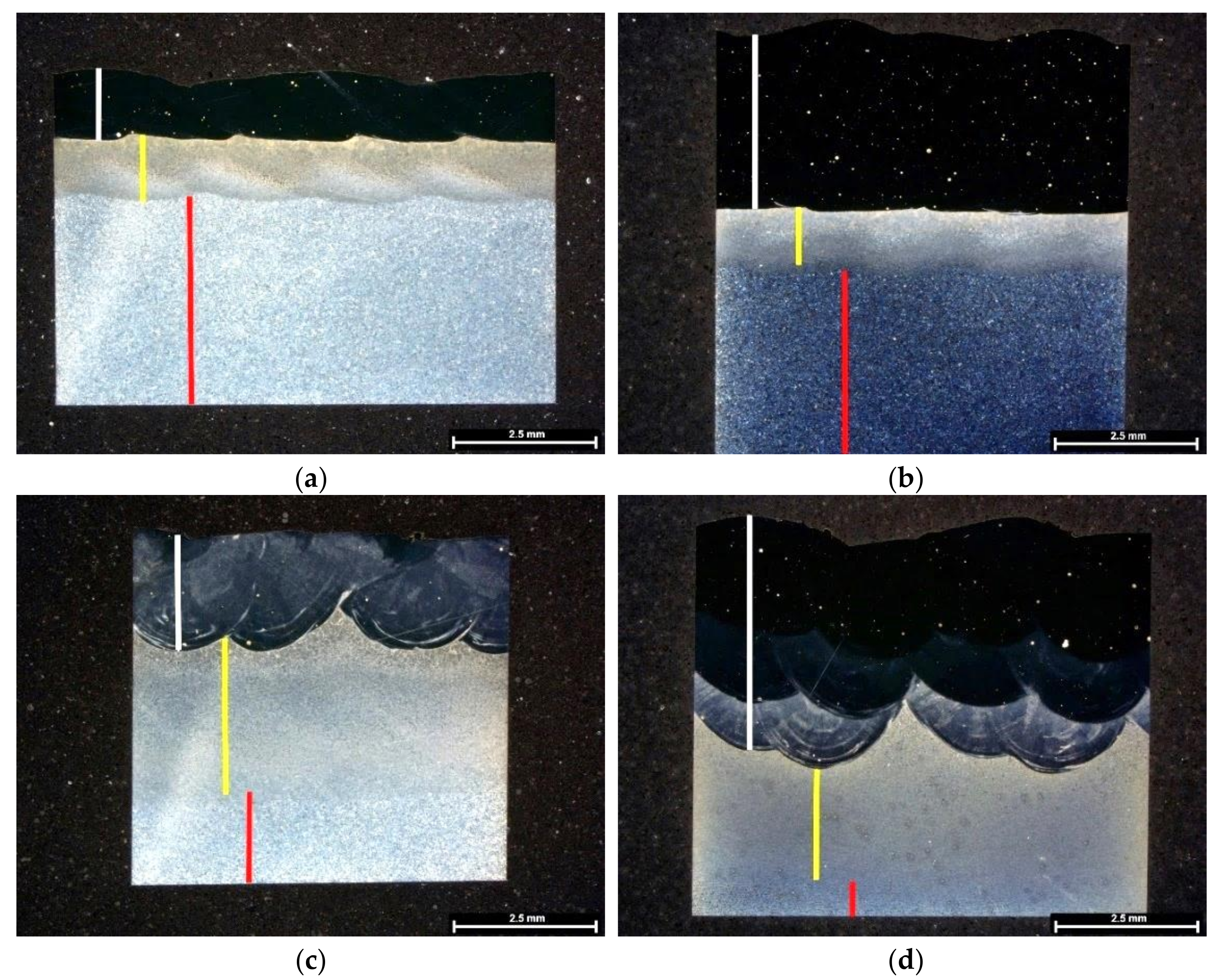
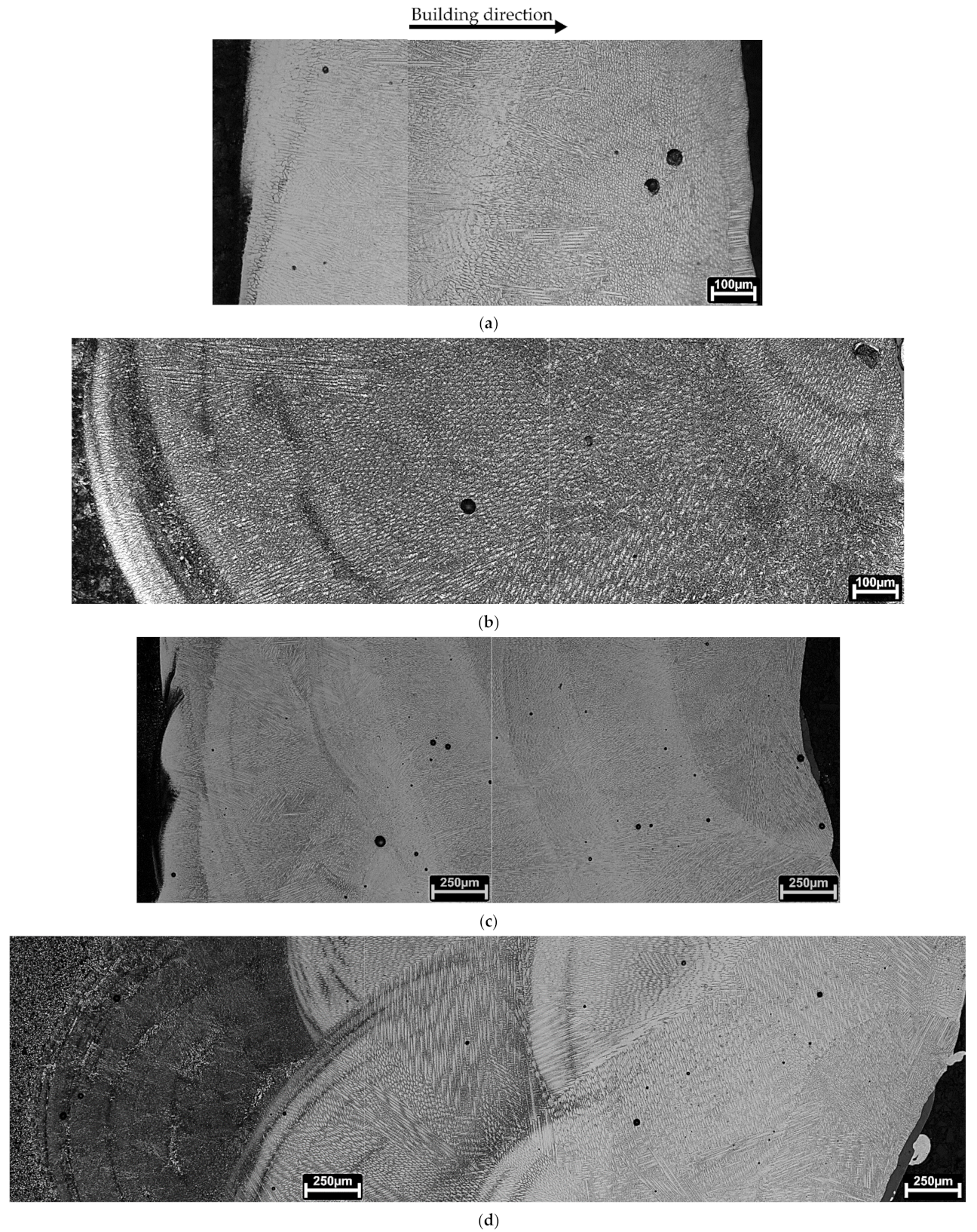
3.1. Macrostructure Evaluations in Deposited Layers
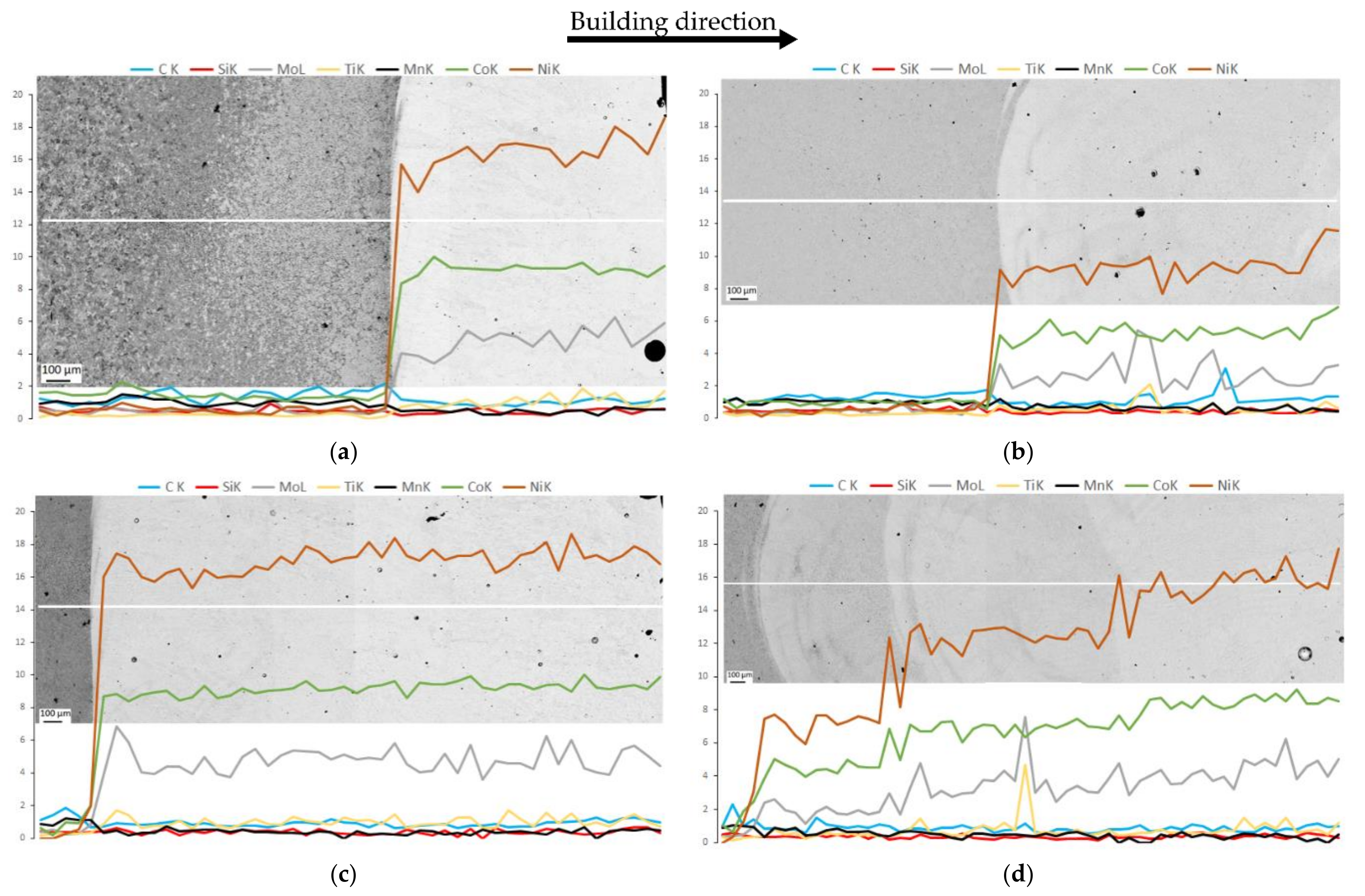
3.2. Evolution of Chemical Composition across Depositions Affected by Processing Conditions
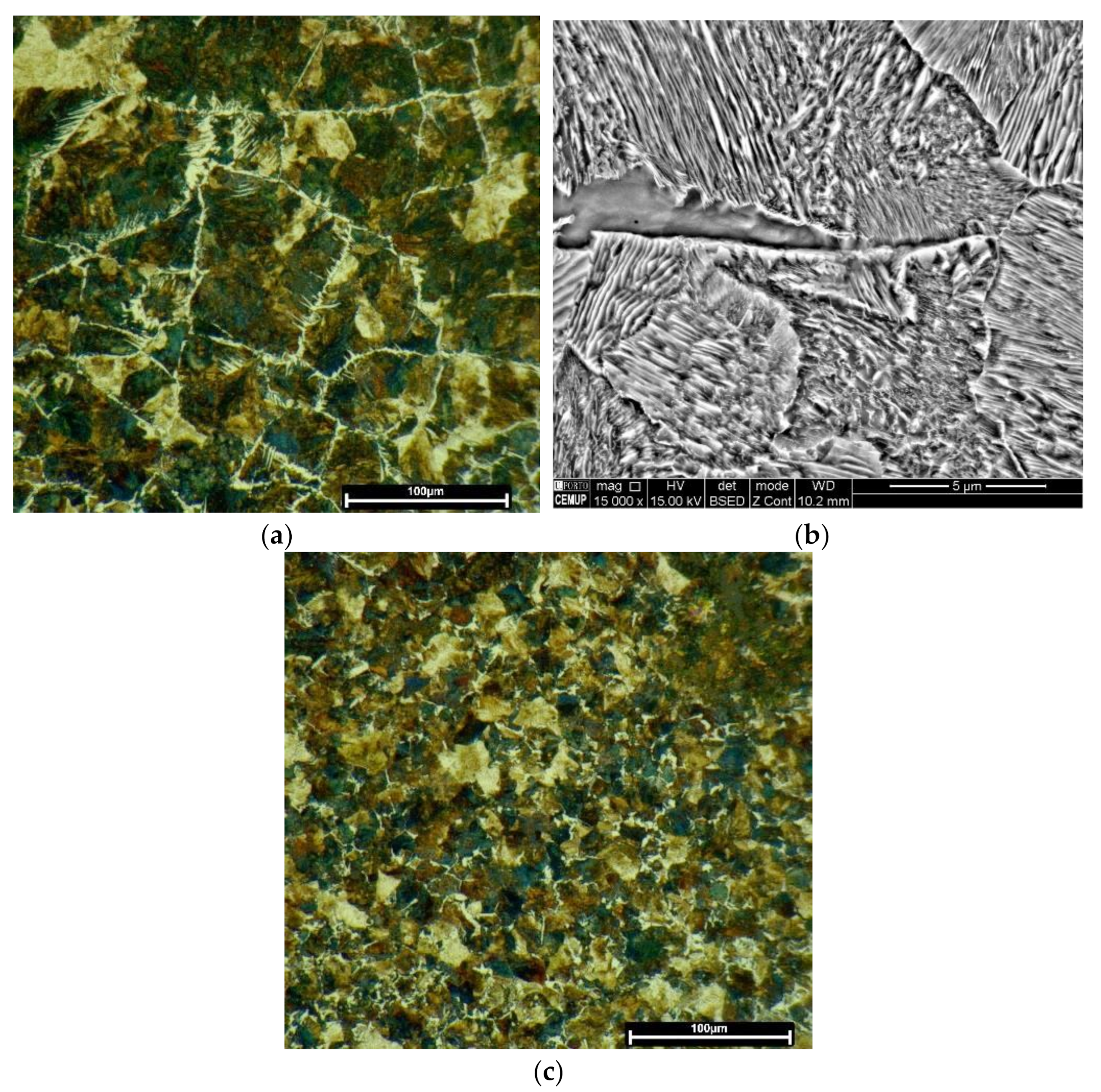
3.3. Effect of Number of Layers and Preheating on the Microstructure of HAZ
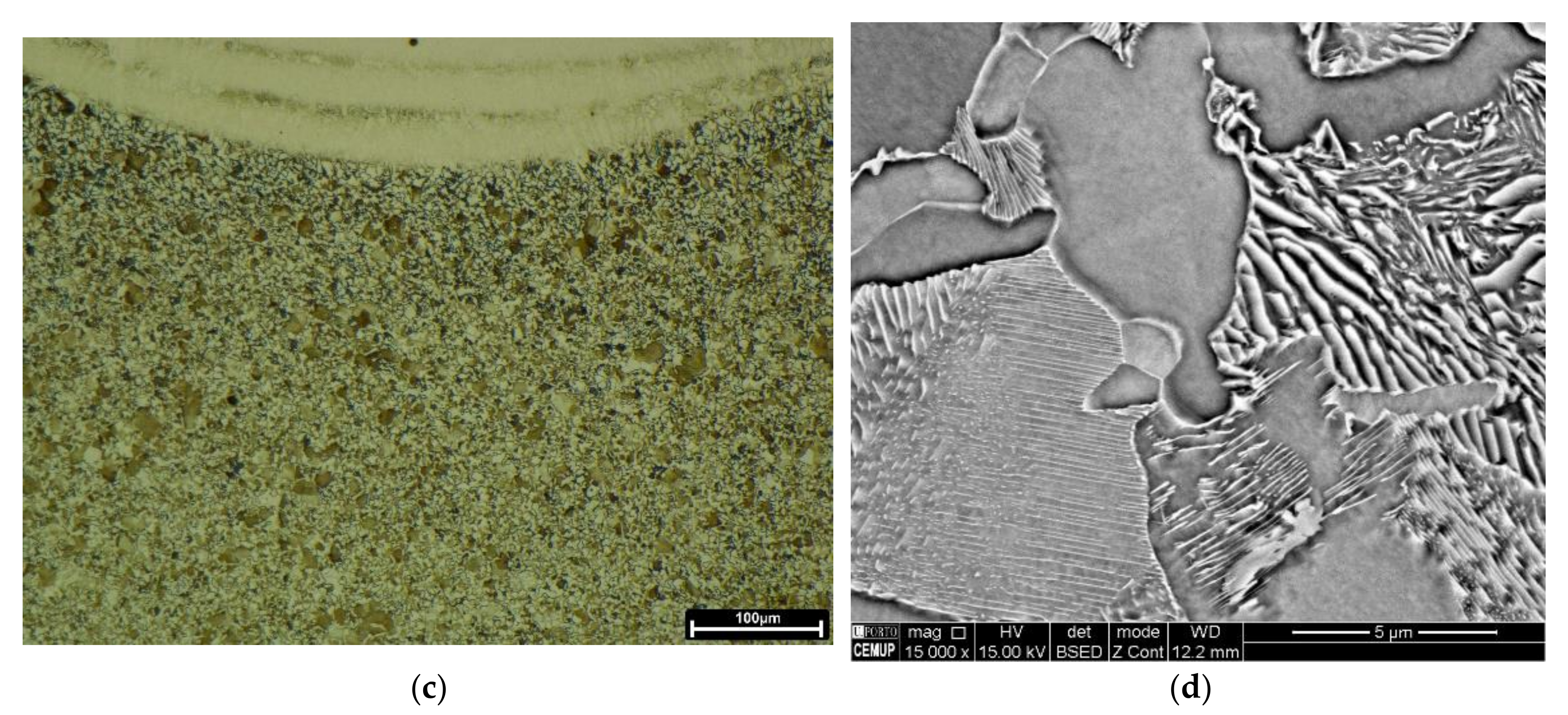
3.4. Interfaces of Deposited 18Ni300 Powder Alloy and AISI 1045 Substrate
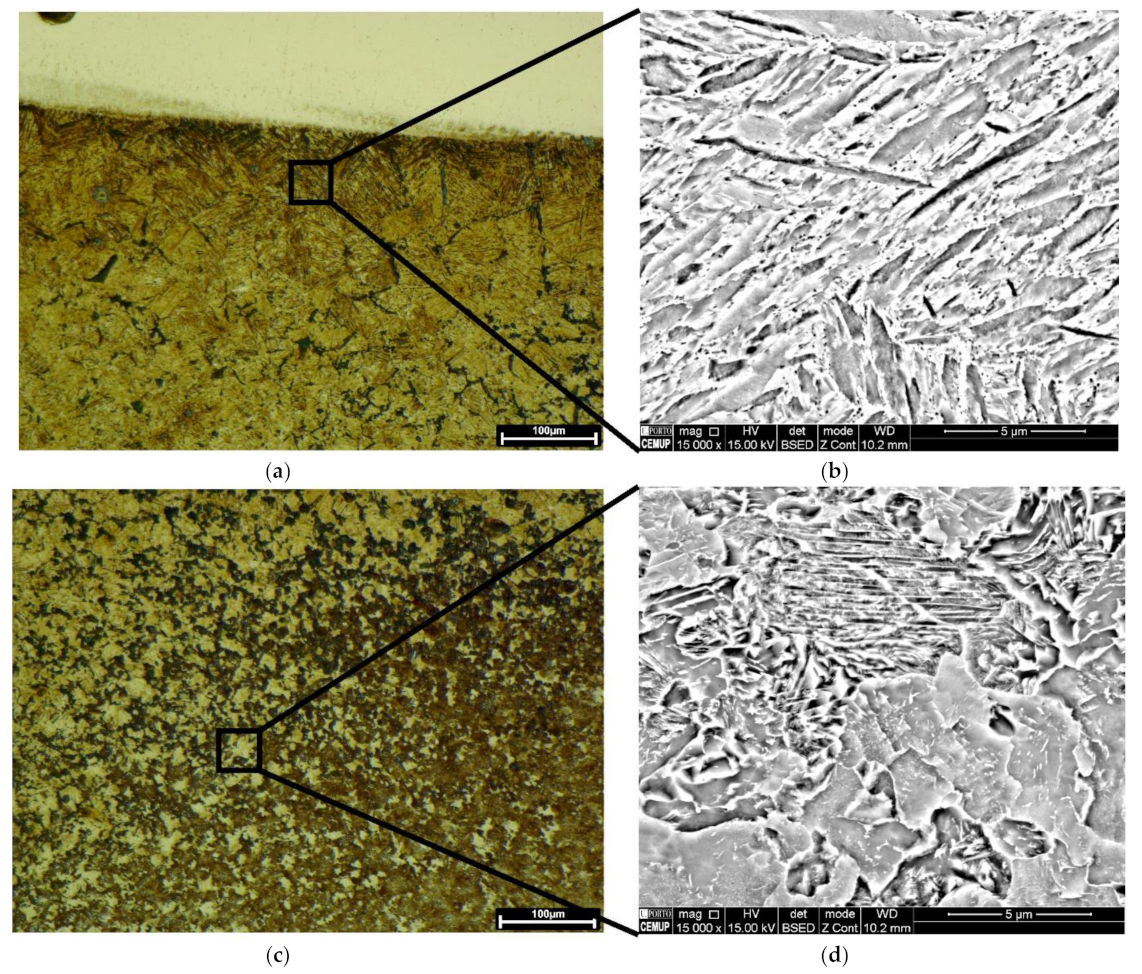
3.4.1. Microstructure of Interface Affected by Processing Conditions
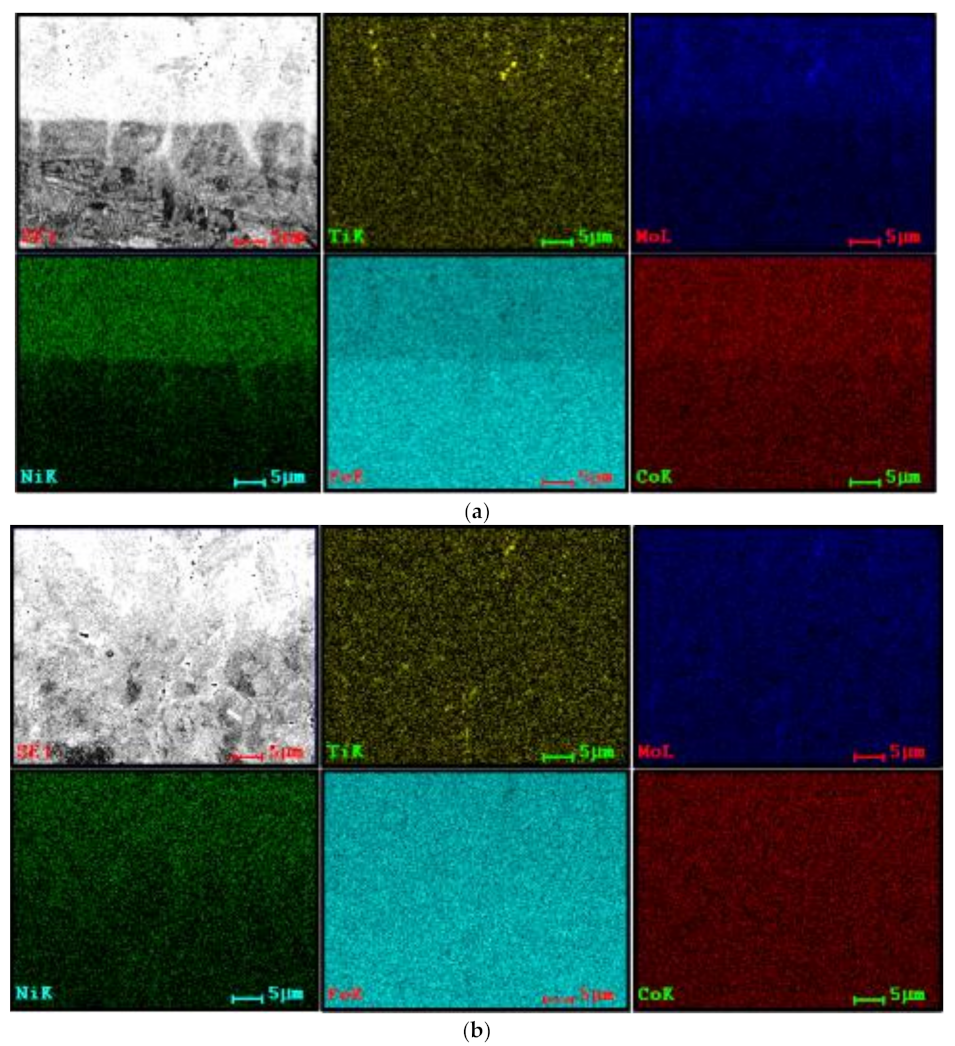
3.4.2. Chemical Composition of Interfaces Affected by Processing Conditions
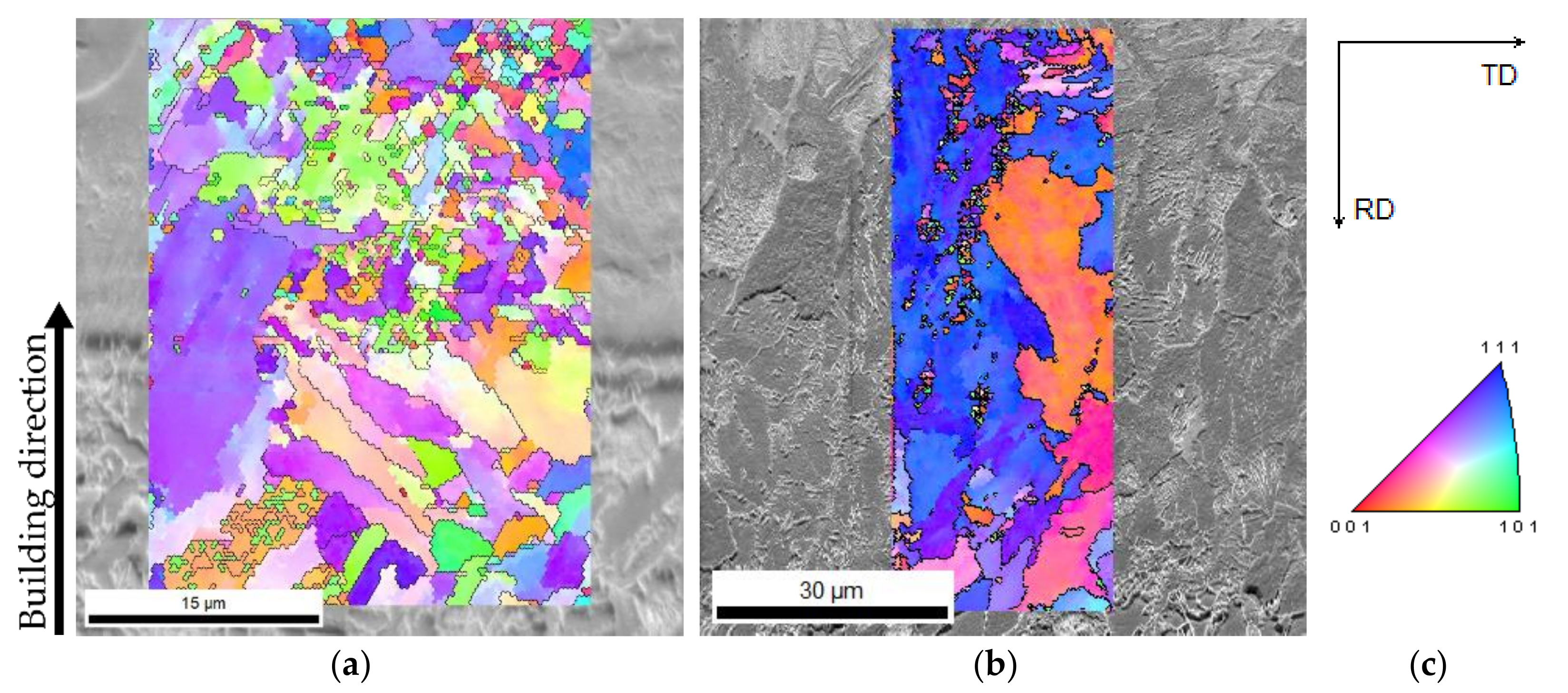
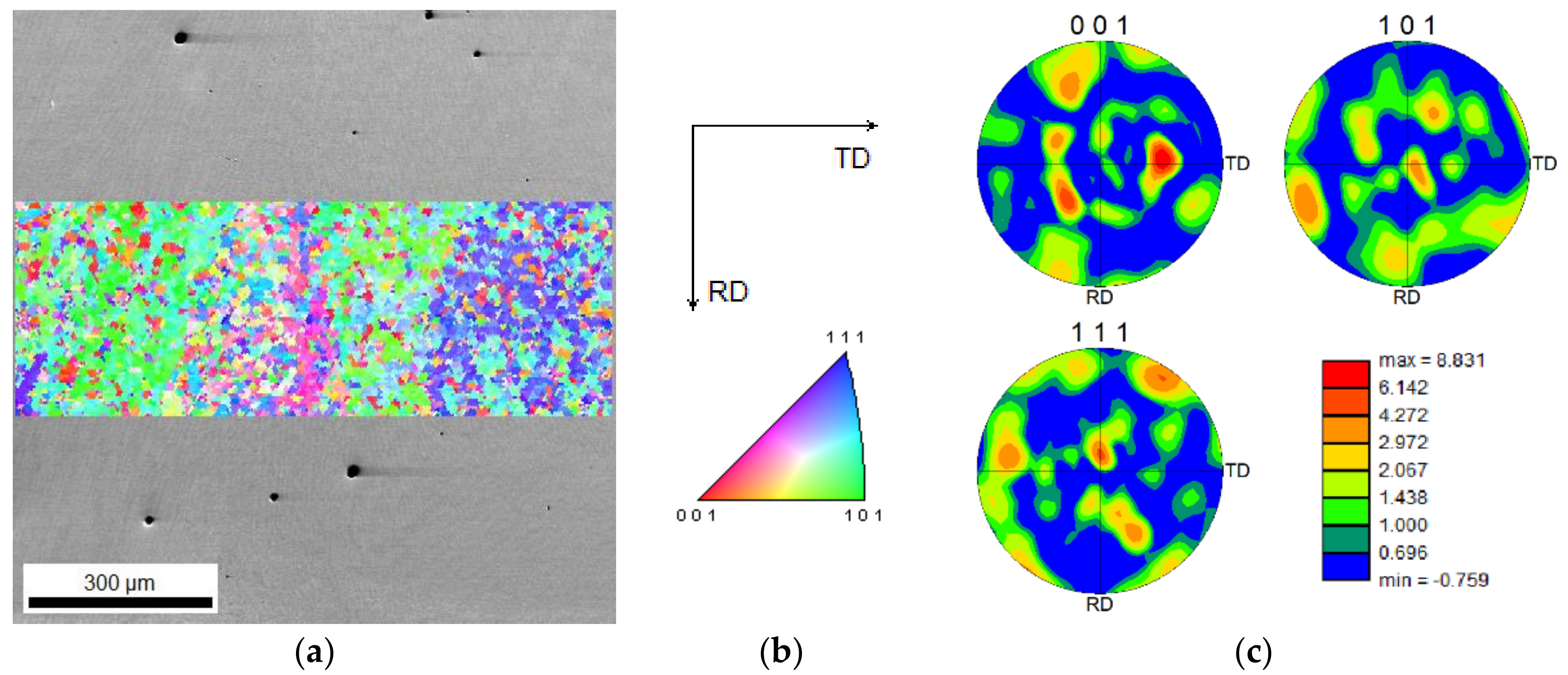
3.4.3. Grains Evolutions in the Interfaces Affected by Processing Conditions
3.5. Depositions of 18Ni300 Alloy Powder Produced by DED
3.5.1. Evolution of Microstructure and Chemical Composition across Depositions
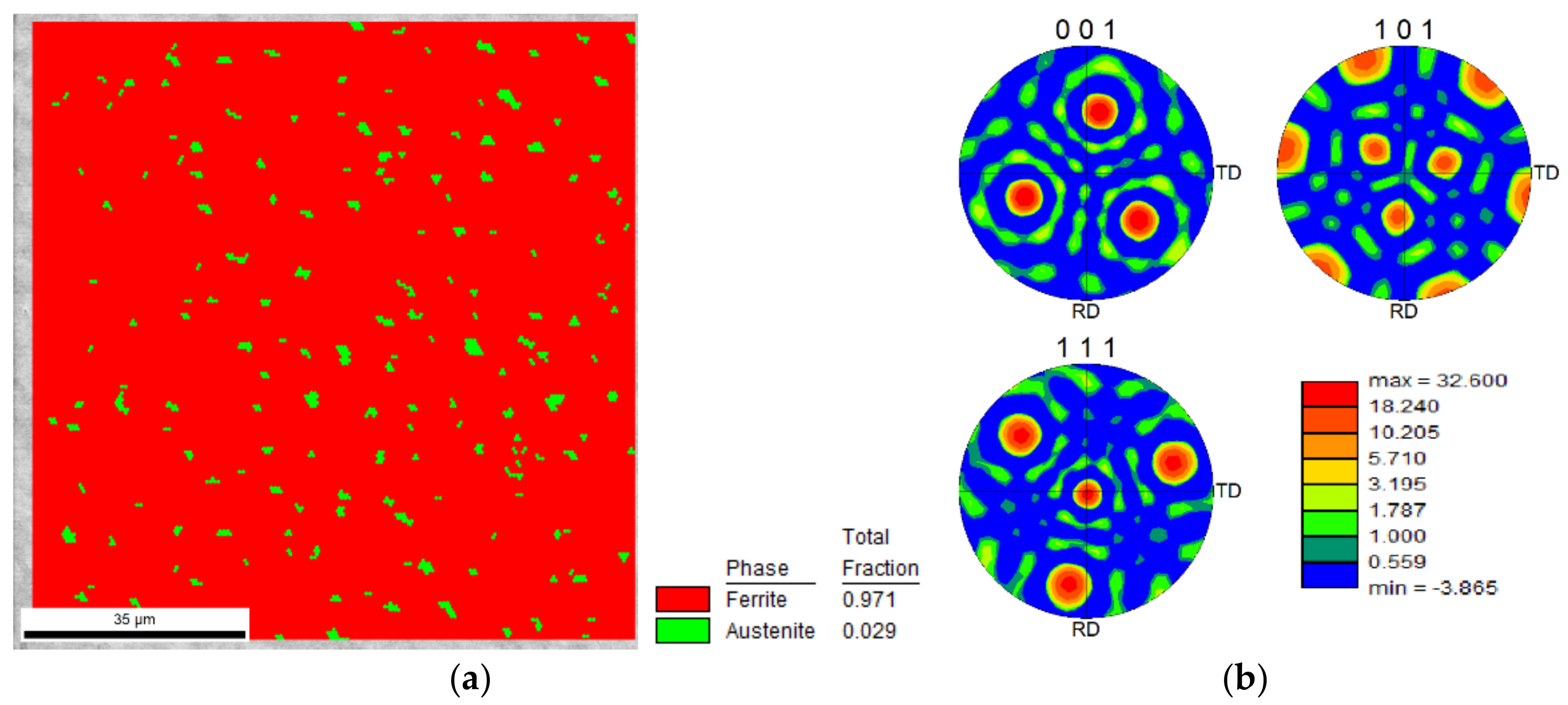
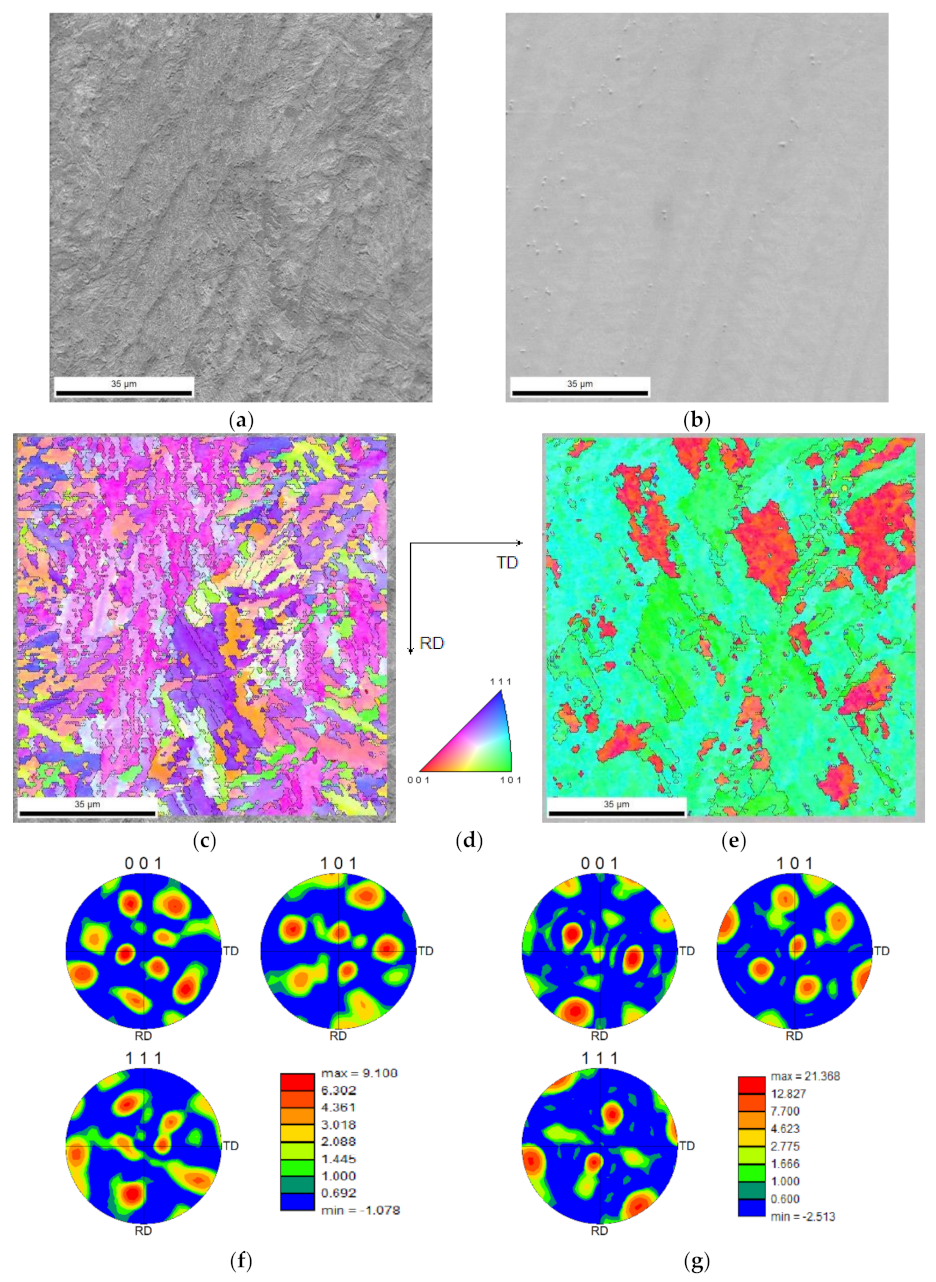
3.5.2. Crystallographic Information of 18Ni300 Depositions Produced by DED
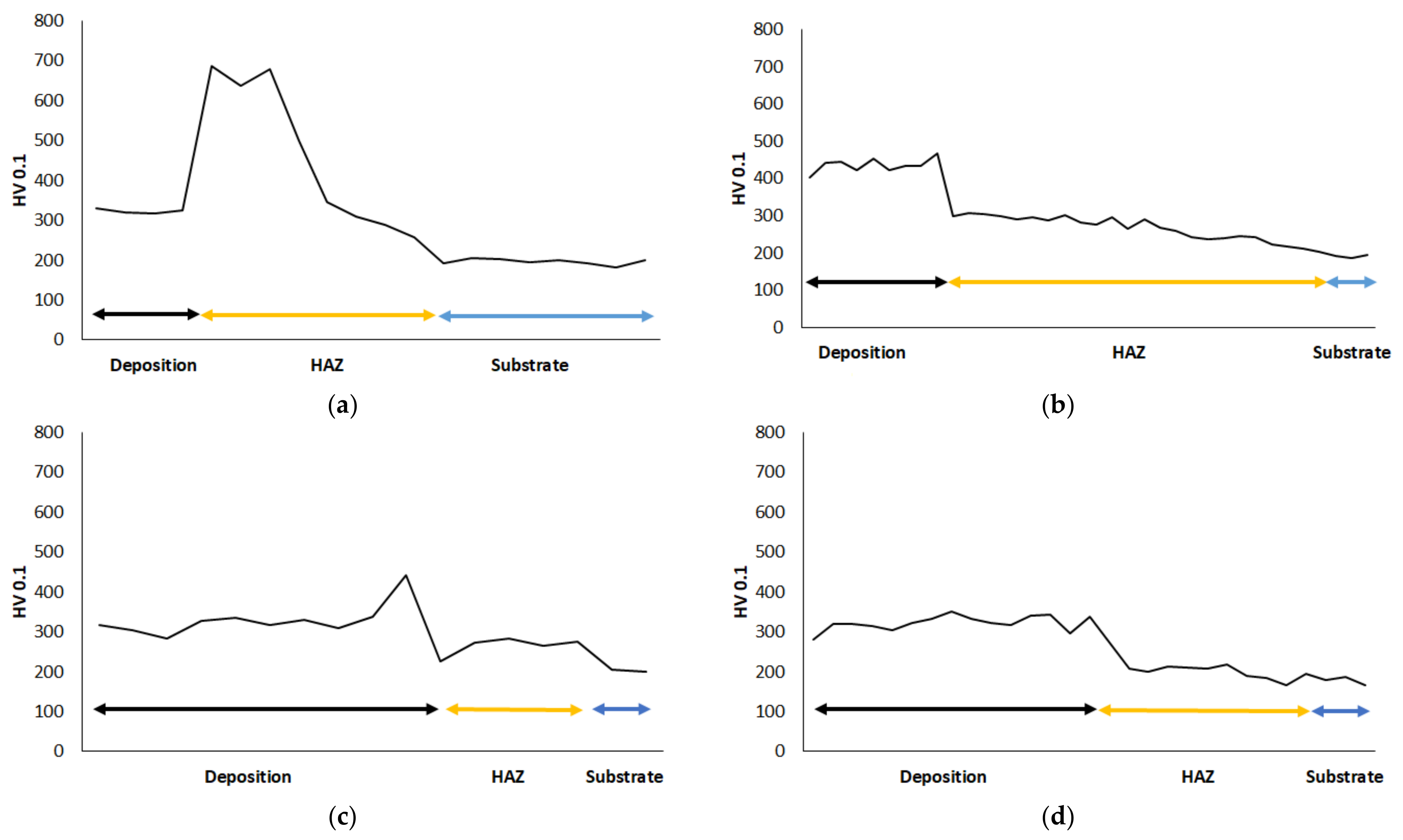
3.6. Hardness Distribution from HAZ to Deposition
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Toyserkani, E.; Khajepour, A.; Corbin, S.F. Laser Cladding, 1st ed.; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Sreekanth, S.; Ghassemali, E.; Hurtig, K.; Joshi, S.; Andersson, J. Effect of Direct Energy Deposition Process Parameters on Single-Track Deposits of Alloy 718. Metals 2020, 10, 96. [Google Scholar] [CrossRef] [Green Version]
- Barroqueiro, B.; Andrade-Campos, A.; Valente, R.A.F.; Neto, V. Metal Additive Manufacturing Cycle in Aerospace Industry: A Comprehensive Review. J. Manuf. Mater. Process. 2019, 3, 52. [Google Scholar] [CrossRef] [Green Version]
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An overview of Direct Laser Deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- Goodarzi, D.M.; Pekkarinen, J.; Salminen, A. Effect of process parameters in laser cladding on substrate melted areas and the substrate melted shape. J. Laser Appl. 2015, 27, S29201. [Google Scholar] [CrossRef] [Green Version]
- Kim, T.G.; Shim, D. Effect of laser power and powder feed rate on interfacial crack and mechanical/microstructural characterizations in repairing of 630 stainless steel using direct energy deposition. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2021, 828, 142004. [Google Scholar] [CrossRef]
- Zhou, Y.; Chen, S.Y.; Chen, X.T.; Liang, J.; Liu, C.S.; Wang, M. The effect of laser scanning speed on microstructural evolution during direct laser deposition 12CrNi2 alloy steel. Opt. Laser Technol. 2020, 125, 106041. [Google Scholar] [CrossRef]
- Pinkerton, A.J.; Wang, W.; Li, L. Component repair using laser direct metal deposition. Proc. Inst. Mech. Eng. Part B-J. Eng. Manuf. 2008, 222, 827–836. [Google Scholar] [CrossRef]
- Wilson, J.M.; Piya, C.; Shin, Y.C.; Zhao, F.; Ramani, K. Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J. Clean. Prod. 2014, 80, 170–178. [Google Scholar] [CrossRef]
- Keshavarz, M.K.; Gontcharov, A.; Lowden, P.; Chan, A.N.; Kulkarni, D.; Brochu, M. Turbine Blade Tip Repair by Laser Directed Energy Deposition Additive Manufacturing Using a Rene 142-MERL 72 Powder Blend. J. Manuf. Mater. Processing 2021, 5, 21. [Google Scholar] [CrossRef]
- Beeley, P. Casting design. In Foundry Technology; Butterworth-Heinemann: Oxford, UK, 2001; pp. 362–442. [Google Scholar]
- Bennett, J.; Garcia, D.; Kendrick, M.; Hartman, T.; Hyatt, G.; Ehmann, K.; You, F.Q.; Cao, J. Repairing Automotive Dies with Directed Energy Deposition: Industrial Application and Life Cycle Analysis. J. Manuf. Sci. Eng. -Trans. Asme 2019, 141, 021019. [Google Scholar] [CrossRef]
- Rabiey, M.; Schiesser, P.; Maerchy, P. Direct Metal Deposition (DMD) for Tooling Repair of DIN 1.2343 Steel. Procedia CIRP 2020, 95, 23–28. [Google Scholar] [CrossRef]
- Braga, V.; Siqueira, R.H.M.; Atilio, I.; Mansur, R.; Vieira, D.; Chen, D.L.; Lima, M.S.F. Microstructural and mechanical aspects of laser metal deposited H13 powder for die repair. Mater. Today Commun. 2021, 29, 102945. [Google Scholar] [CrossRef]
- Félix-Martínez, C.; Ibarra-Medina, J.; Fernández-Benavides, D.A.; Cáceres-Díaz, L.A.; Alvarado-Orozco, J.M. Effect of the parametric optimization and heat-treatment on the 18Ni-300 maraging steel microstructural properties manufactured by directed energy deposition. Int. J. Adv. Manuf. Technol. 2021, 115, 3999–4020. [Google Scholar] [CrossRef]
- Honeycombe, H.B.a.R. Steels: Microstructure and Properties, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2017. [Google Scholar]
- Mouritz, A.P. (Ed.) Chapter 11—Steels for aircraft structures. In Introduction to Aerospace Materials; Woodhead Publishing: Sawston, UK, 2012; pp. 232–250. [Google Scholar]
- Berns, H.T.W.; Scheibelein, G. Ferrous Materials: Steel and Cast Iron; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Mutua, J.; Nakata, S.; Onda, T.; Chen, Z.-C. Optimization of selective laser melting parameters and influence of post heat treatment on microstructure and mechanical properties of maraging steel. Mater. Des. 2018, 139, 486–497. [Google Scholar] [CrossRef]
- Shakerin, S.; Sanjari, M.; Amirkhiz, B.S.; Mohammadi, M. Interface engineering of additively manufactured maraging steel-H13 bimetallic structures. Mater. Charact. 2020, 170, 110728. [Google Scholar] [CrossRef]
- Król, M.; Snopiński, P.; Hajnyš, J.; Pagáč, M.; Łukowiec, D. Selective Laser Melting of 18NI-300 Maraging Steel. Materials 2020, 13, 4268. [Google Scholar] [CrossRef]
- Chen, B.; Huang, Y.; Gu, T.; Tan, C.; Feng, J. Investigation on the process and microstructure evolution during direct laser metal deposition of 18Ni300. Rapid Prototyp. J. 2018, 24, 964–972. [Google Scholar] [CrossRef]
- Amirabdollahian, S.; Deirmina, F.; Harris, L.; Siriki, R.; Pellizzari, M.; Bosetti, P.; Molinari, A. Towards controlling intrinsic heat treatment of maraging steel during laser directed energy deposition. Scr. Mater. 2021, 201, 113973. [Google Scholar] [CrossRef]
- BOHLER. Gas Atomized Powder for Additive Manufacturing, 22h, Porto, Portugal. Available online: https://www.voestalpine.com/additive-manufacturing/app/uploads/sites/53/2020/04/AMPO_W722_EN.pdf (accessed on 2 February 2022).
- Totten, G.E. Heat treating. In ASM Handbook Failure Analysis and Prevention; ASM International: Almere, The Netherlands, 2002; Volume 11, pp. 399–411. [Google Scholar]
- Ferreira, A.A.; Darabi, R.; Sousa, J.P.; Cruz, J.M.; Reis, A.R.; Vieira, M.F. Optimization of Direct Laser Deposition of a Martensitic Steel Powder (Metco 42C) on 42CrMo4 Steel. Metals 2021, 11, 672. [Google Scholar] [CrossRef]
- Ferreira, A.A.; Amaral, R.L.; Romio, P.C.; Cruz, J.M.; Reis, A.R.; Vieira, M.F. Deposition of Nickel-Based Superalloy Claddings on Low Alloy Structural Steel by Direct Laser Deposition. Metals 2021, 11, 1326. [Google Scholar] [CrossRef]
- Ferreira, A.A.; Emadinia, O.; Cruz, J.M.; Reis, A.R.; Vieira, M.F. Inconel 625/AISI 413 Stainless Steel Functionally Graded Material Produced by Direct Laser Deposition. Materials 2021, 14, 5595. [Google Scholar] [CrossRef] [PubMed]
- Zhu, H.M.; Zhang, J.W.; Hu, J.P.; Ouyang, M.N.; Qiu, C.J. Effects of aging time on the microstructure and mechanical properties of laser-cladded 18Ni300 maraging steel. J. Mater. Sci. 2021, 56, 8835–8847. [Google Scholar] [CrossRef]
- Alam, M.K.; Mehdi, M.; Urbanic, R.J.; Edrisy, A. Electron Backscatter Diffraction (EBSD) analysis of laser-cladded AISI 420 martensitic stainless steel. Mater. Charact. 2020, 161, 110138. [Google Scholar] [CrossRef]
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Laser aided direct metal deposition of Inconel 625 superalloy: Microstructural evolution and thermal stability. Mater. Sci. Eng. A 2009, 509, 98–104. [Google Scholar] [CrossRef]
- Kurz, W.; Bezençon, C.; Gäumann, M. Columnar to equiaxed transition in solidification processing. Sci. Technol. Adv. Mater. 2001, 2, 185–191. [Google Scholar] [CrossRef]
- Zhang, Z.; Farahmand, P.; Kovacevic, R. Laser cladding of 420 stainless steel with molybdenum on mild steel A36 by a high power direct diode laser. Mater. Des. 2016, 109, 686–699. [Google Scholar] [CrossRef] [Green Version]
- Hu, J.; Zhu, H.; Zhang, J.; Ouyang, M.; Qiu, C.; Duan, J.a. Effects of TiC addition on microstructure, microhardness and wear resistance of 18Ni300 maraging steel by direct laser deposition. J. Mater. Processing Technol. 2021, 296, 117213. [Google Scholar] [CrossRef]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Emadinia, O.; Gil, J.; Amaral, R.; Lopes, C.; Rocha, R.; Reis, A. Laser Deposited 18Ni300 Alloy Powder on 1045 Steel: Effect of Passes and Preheating on Microstructure. Materials 2022, 15, 1209. https://doi.org/10.3390/ma15031209
Emadinia O, Gil J, Amaral R, Lopes C, Rocha R, Reis A. Laser Deposited 18Ni300 Alloy Powder on 1045 Steel: Effect of Passes and Preheating on Microstructure. Materials. 2022; 15(3):1209. https://doi.org/10.3390/ma15031209
Chicago/Turabian StyleEmadinia, Omid, Jorge Gil, Rui Amaral, Cláudia Lopes, Rui Rocha, and Ana Reis. 2022. "Laser Deposited 18Ni300 Alloy Powder on 1045 Steel: Effect of Passes and Preheating on Microstructure" Materials 15, no. 3: 1209. https://doi.org/10.3390/ma15031209
APA StyleEmadinia, O., Gil, J., Amaral, R., Lopes, C., Rocha, R., & Reis, A. (2022). Laser Deposited 18Ni300 Alloy Powder on 1045 Steel: Effect of Passes and Preheating on Microstructure. Materials, 15(3), 1209. https://doi.org/10.3390/ma15031209