
Effects of Laser Powers on Microstructures and Mechanical Properties of Al0.5FeCoCrNi High-Entropy Alloys Fabricated by Laser Melting Deposition


 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
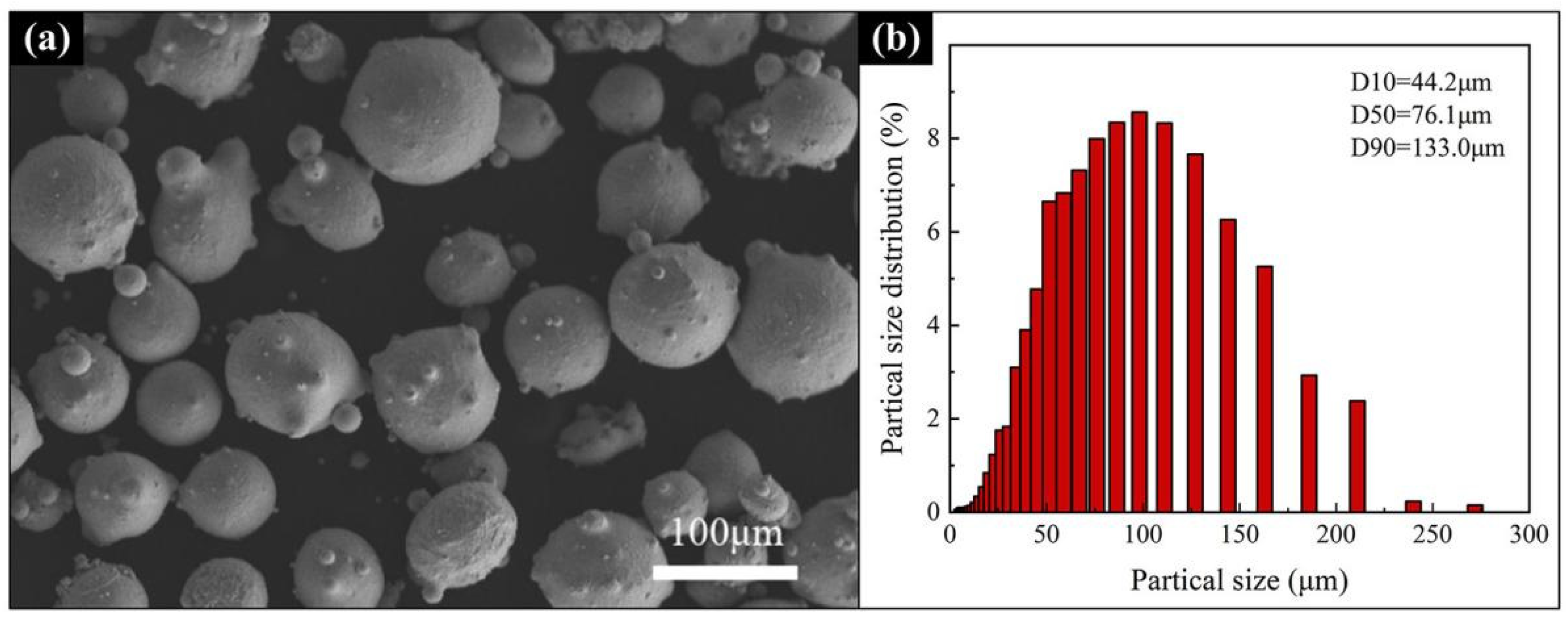
2.1. Materials
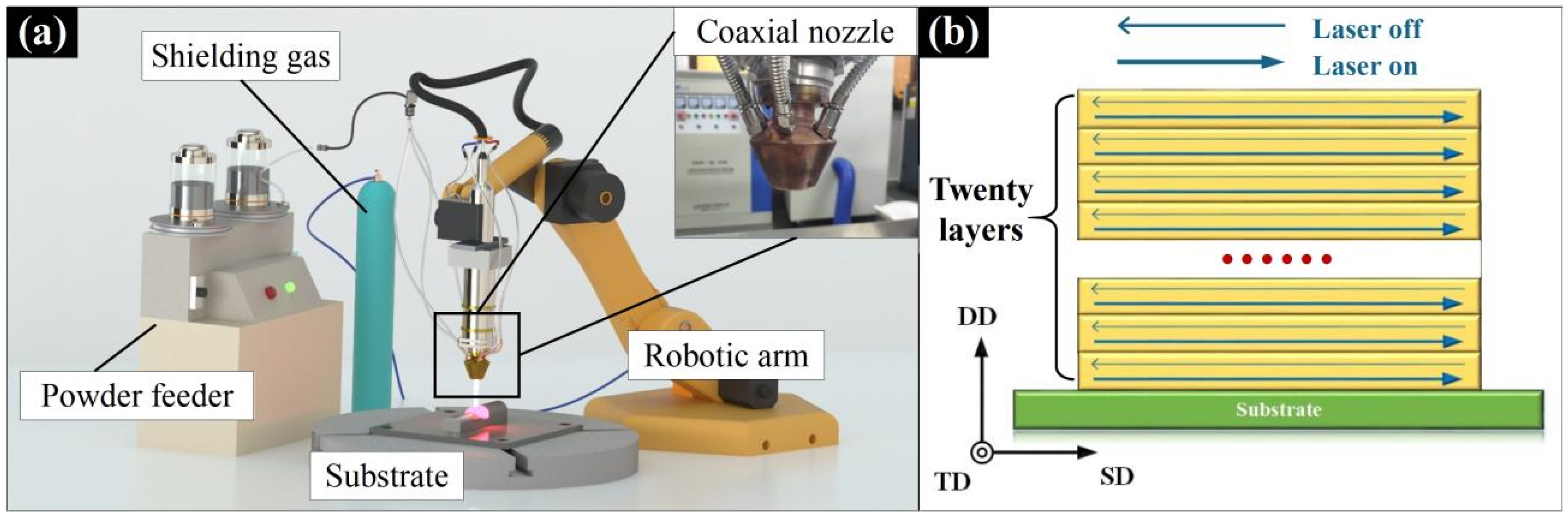
2.2. Fabrication of Al0.5FeCoCrNi-HEA Wall by LMD
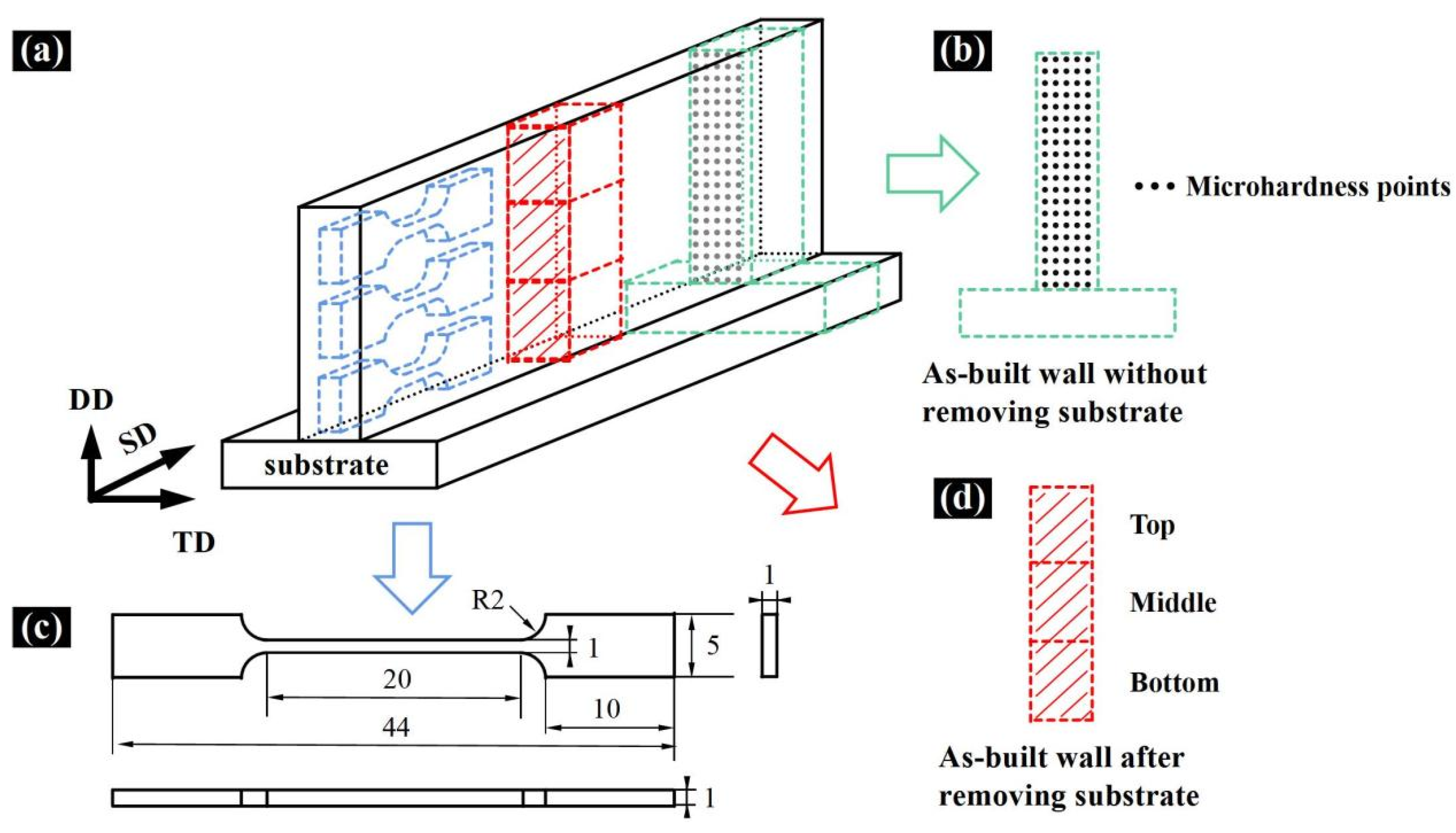
2.3. Microstructure Characterization and Mechanical Properties
3. Results and Discussion
3.1. The Phases and Microstructure of the Al0.5FeCoCrNi HEA Manufactured by LMD
3.2. Mechanical Properties
3.3. Strengthening Mechanisms in the Al0.5FeCoCrNi HEA Manufactured by LMD
4. Conclusions
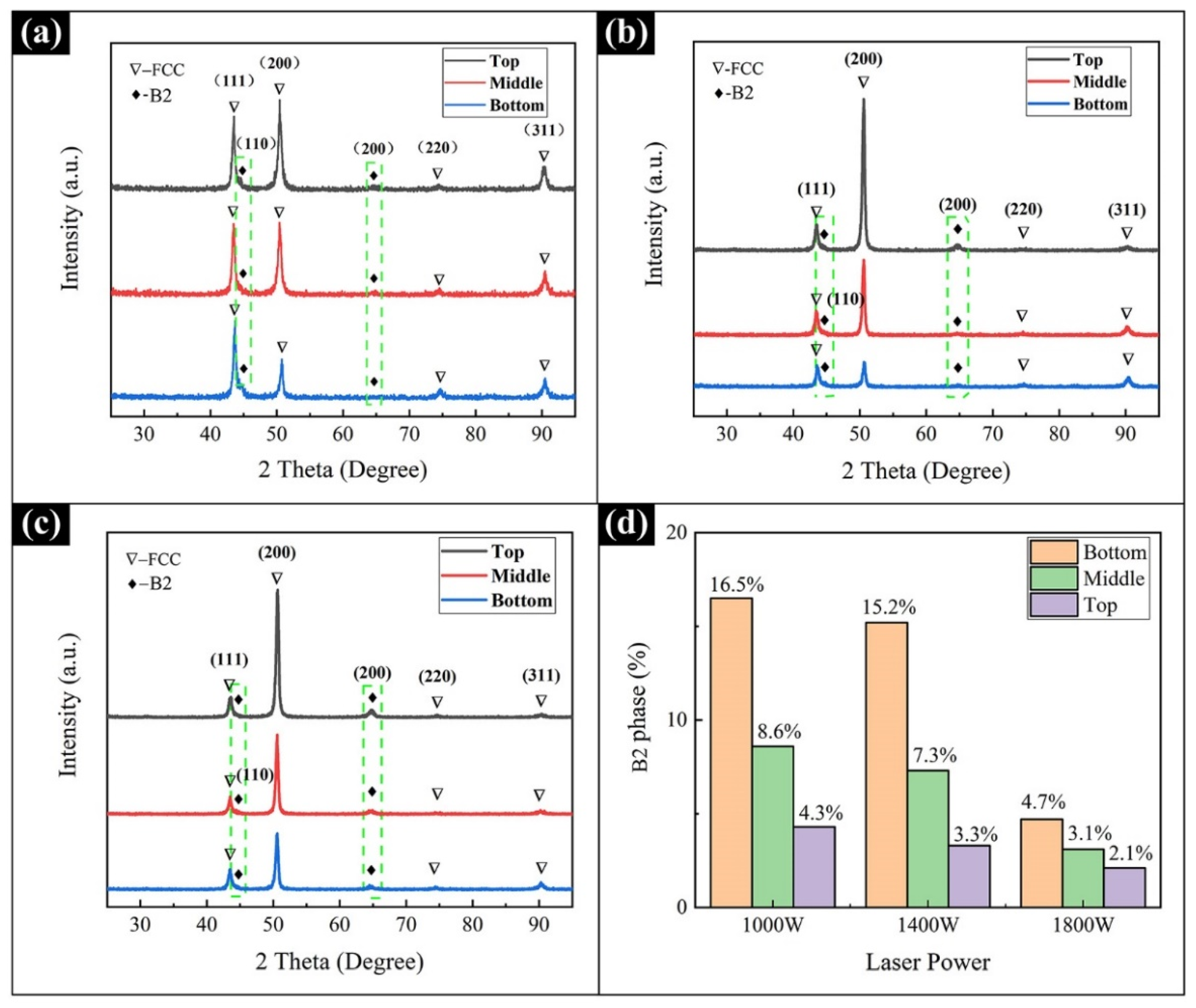
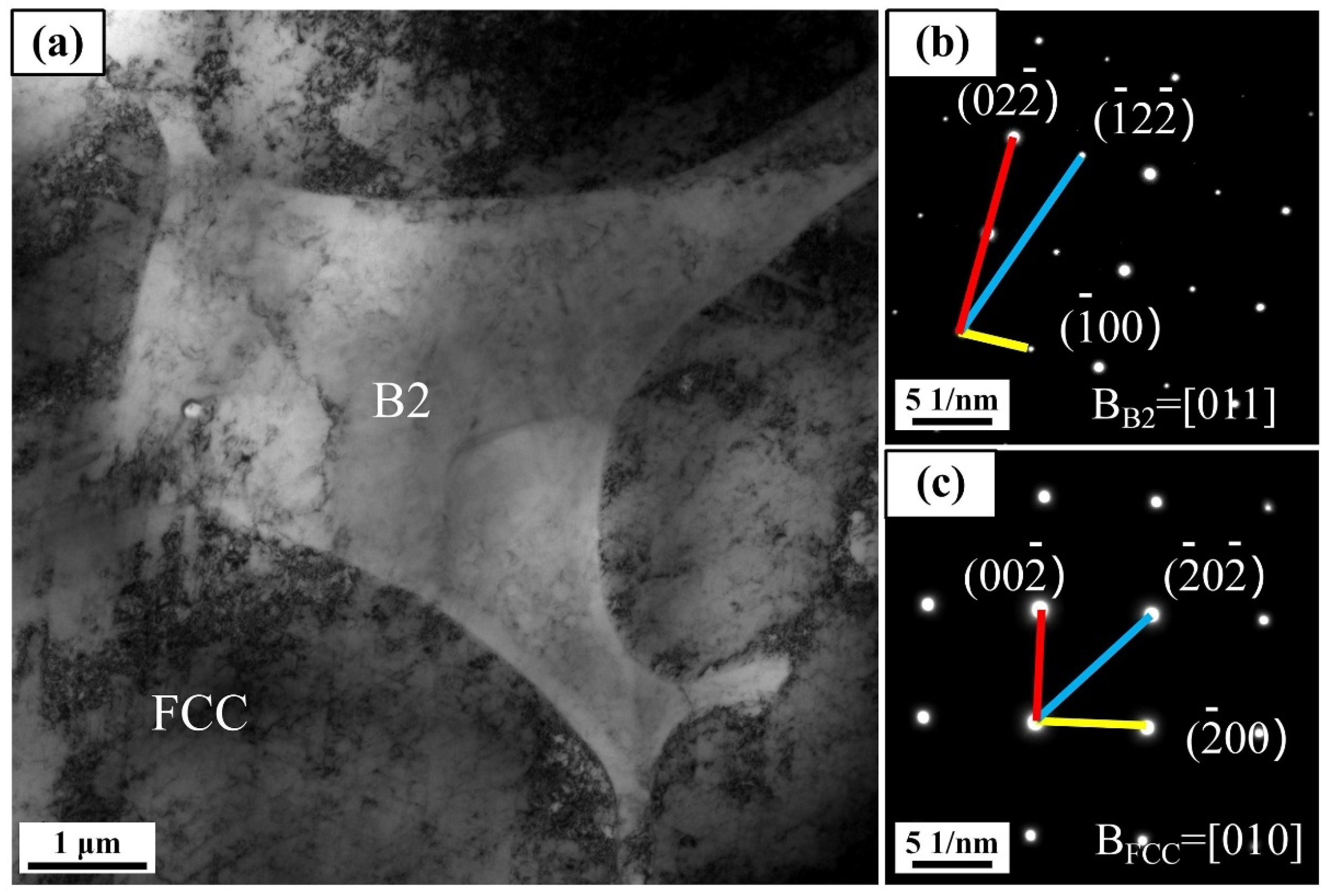
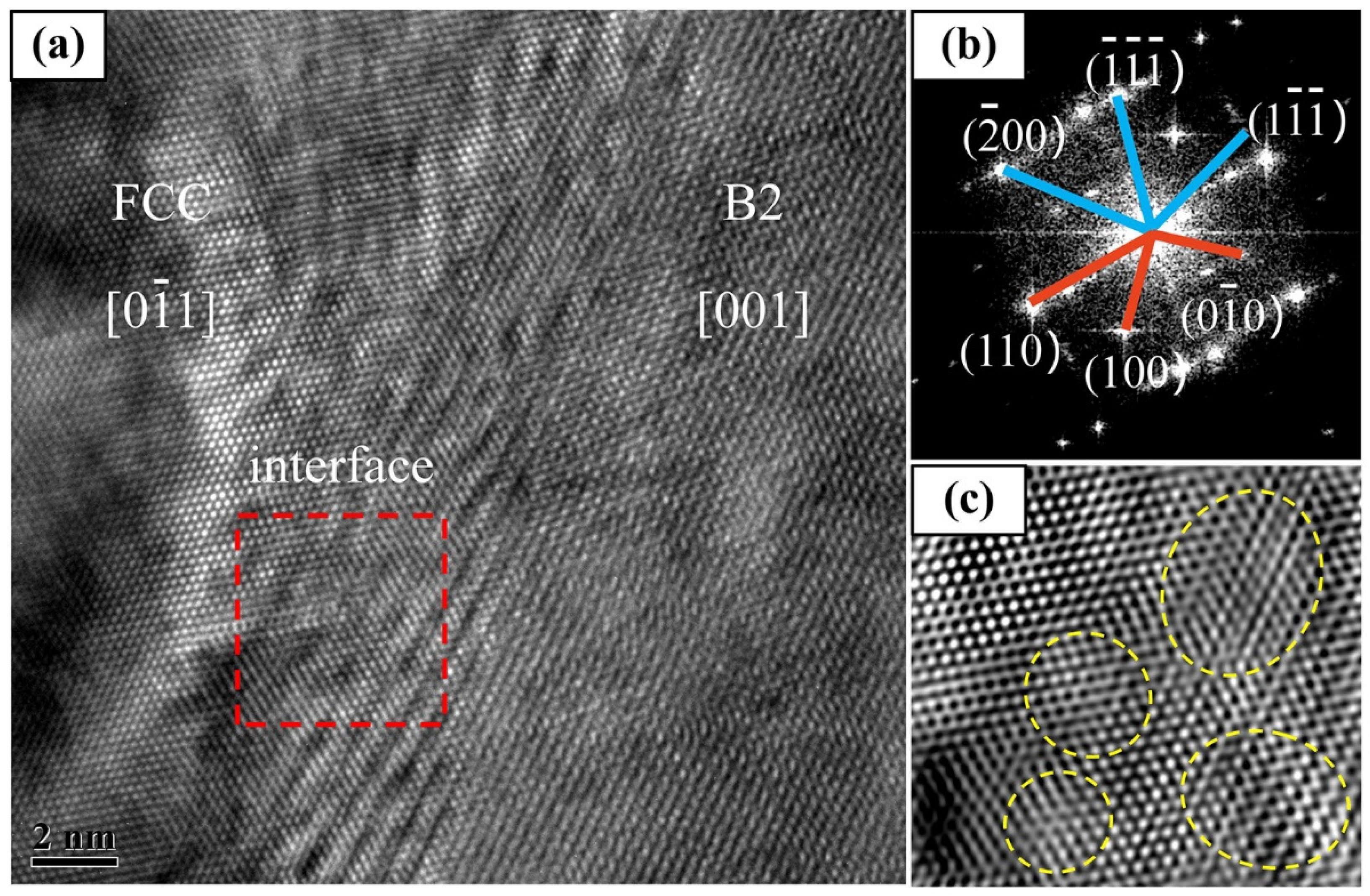
- The Al0.5FeCoCrNi HEA produced by LMD exhibited an FCC + B2 dual-phase structure, and the FCC phase was dominant. With the increase in laser power, the fraction of the B2 phase gradually decreased. At the 1000 W bottom wall, the B2 phase content was the highest, accounting for 16.5%, and it gradually decreased with the deposition height of the wall. The B2 phase content at the 1800 W top wall was only 2.1%, which was the lowest.
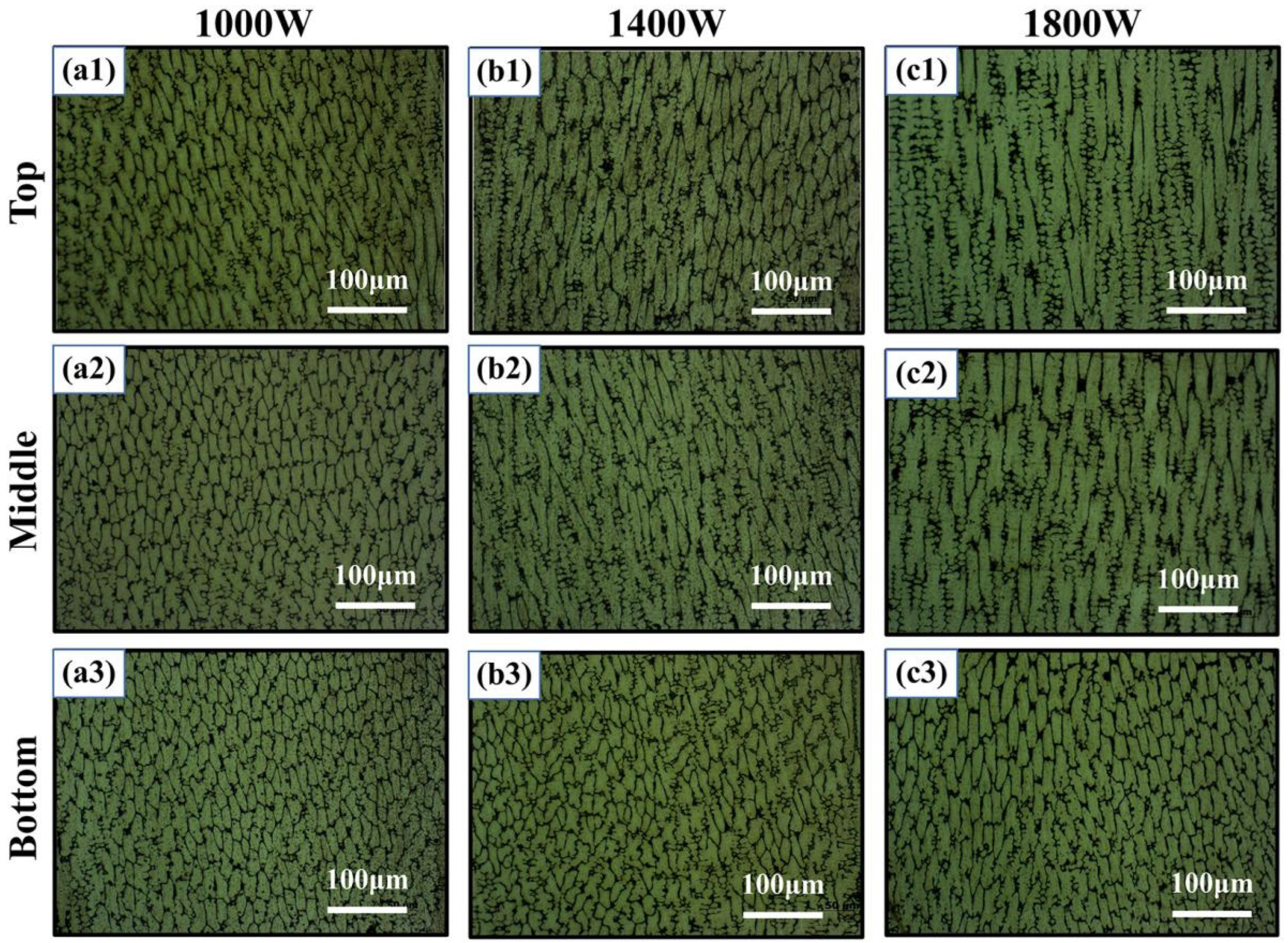
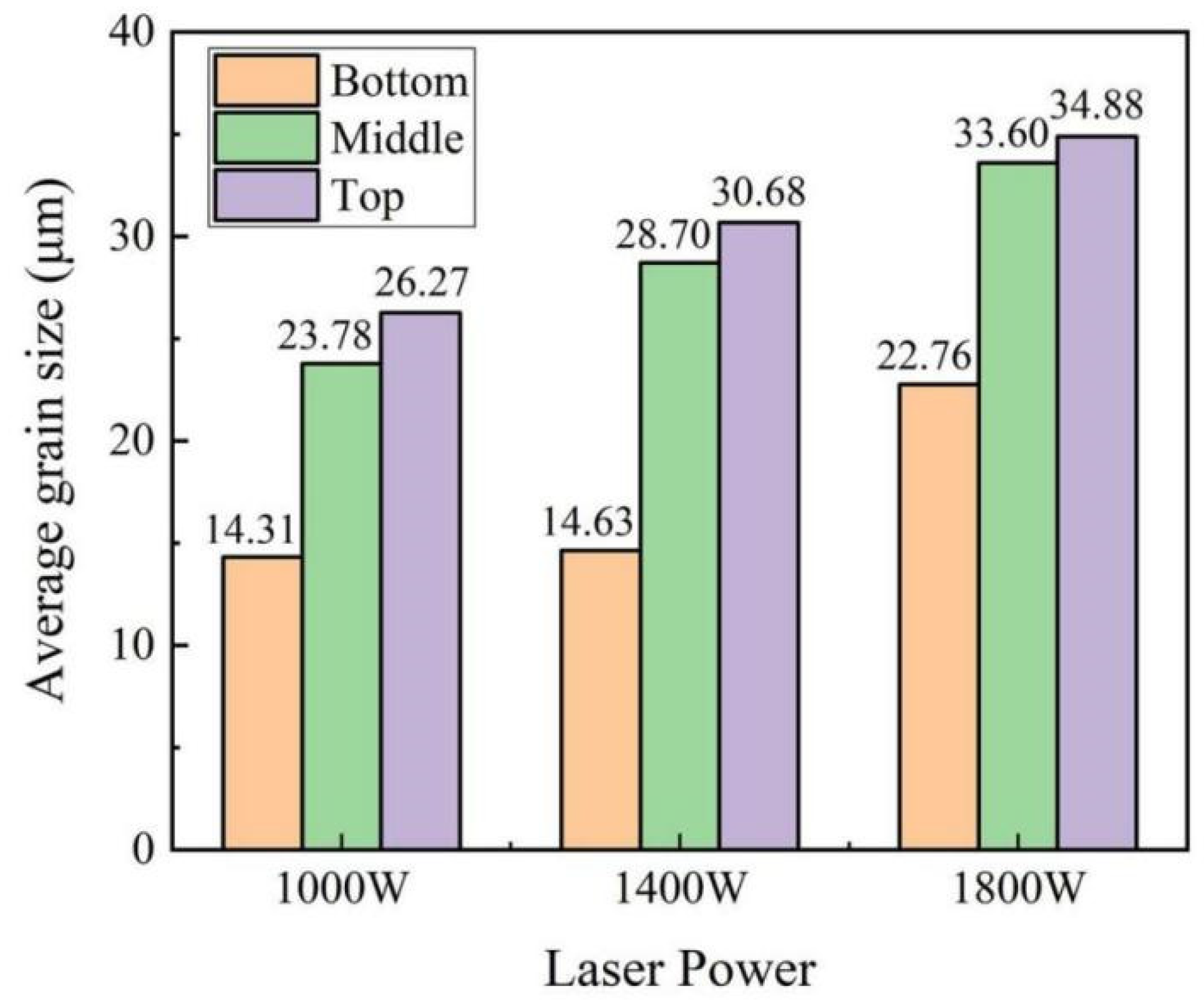
- The microstructure of the Al0.5FeCoCrNi HEA walls manufactured by LMD mainly consisted of columnar crystals. With increased laser power and wall height, the grains gradually grew and became much longer. The largest columnar crystals appeared at the 1800 W top wall with a size of 34.88 μm. The smallest columnar crystals appeared at the 1000 W bottom wall with a size of 14.31 μm.
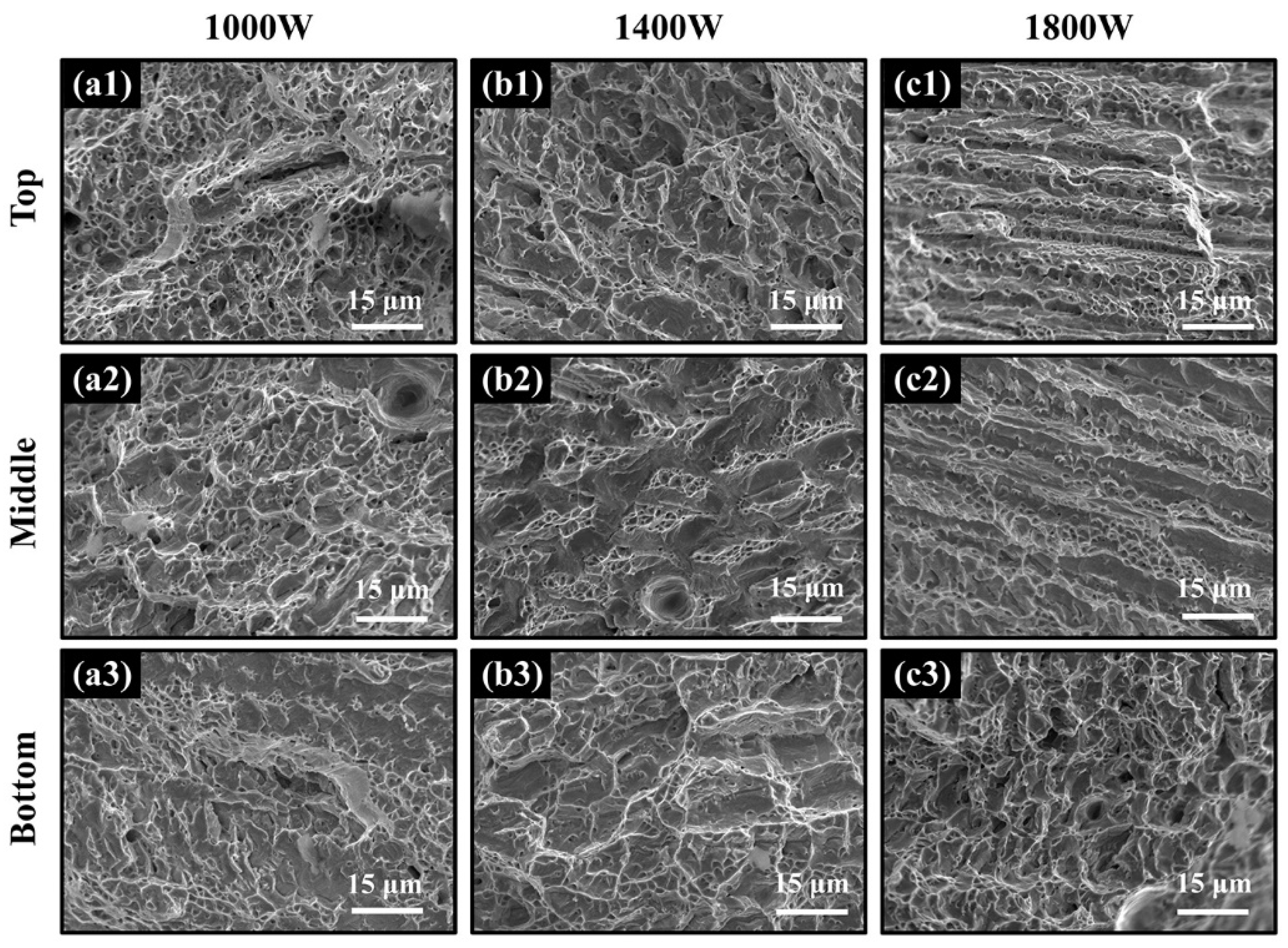
- The ultimate tensile strength and the ductility of the 1000 W bottom wall were 737 MPa and 24.6%, respectively, while those of 1800 W top wall were 641 MPa and 27.6%, respectively, demonstrating that the tensile strength of the walls decreased and the ductility increased with the increase in laser power. Because of heat accumulation, there were also significant differences in the mechanical properties at different locations. At the bottom, middle, and top of the 1800 W wall, the ultimate tensile strengths were 703 MPa, 676 MPa, and 641 MPa, respectively, and the ductility was 25.8%, 26.8%, and 27.6%, respectively. The strength of the bottom locations was better than that of the top locations, and the loss of ductility was not large.
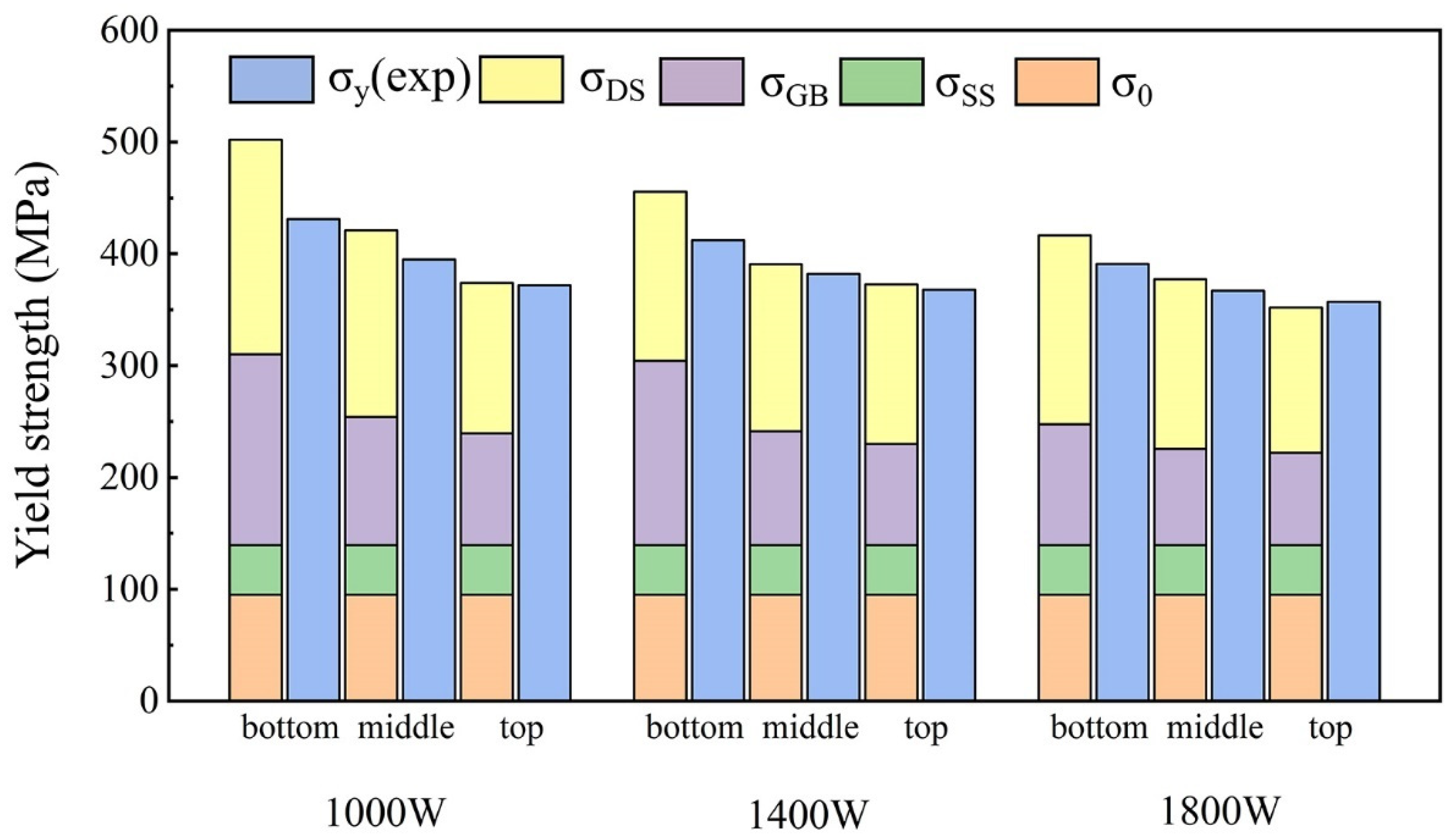
- Quantitative evaluation of the strengthening mechanisms, including solid solution strengthening, dislocation strengthening, and grain boundary strengthening, was carried out. It revealed that dislocation strengthening and grain boundary strengthening were the predominant influence mechanisms.
- In industry, we can manufacture high-strength Al0.5FeCoCrNi HEAs by reducing laser power and preventing heat accumulation. Instead, high-ductility Al0.5FeCoCrNi HEA can be made, which can reduce cost and improve application value.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Tsai, M.H.; Yeh, J.W. High-Entropy Alloys: A Critical Review. Mater. Res. Lett. 2014, 2, 107–123. [Google Scholar] [CrossRef]
- Hemphill, M.A.; Yuan, T.; Wang, G.Y.; Yeh, J.W.; Tsai, C.W.; Chuang, A.; Liaw, P.K. Fatigue Behavior of Al0.5CoCrCuFeNi High Entropy Alloys. Acta Mater. 2012, 60, 5723–5734. [Google Scholar] [CrossRef]
- Tang, Z.; Yuan, T.; Tsai, C.W.; Yeh, J.W.; Lundin, C.D.; Liaw, P.K. Fatigue Behavior of a Wrought Al0.5CoCrCuFeNi Two-Phase High-Entropy Alloy. Acta Mater. 2015, 99, 247–258. [Google Scholar] [CrossRef]
- Thurston, K.V.S.; Gludovatz, B.; Hohenwarter, A.; Laplanche, G.; George, E.P.; Ritchie, R.O. Effect of Temperature on the Fatigue-Crack Growth Behavior of the High-Entropy Alloy CrMnFeCoNi. Intermetallics 2017, 88, 65–72. [Google Scholar] [CrossRef]
- Kim, J.; Bae, W.G.; Lim, K.T.; Jang, K.J.; Oh, S.; Jang, K.J.; Li Jeon, N.; Suh, K.Y.; Hoon Chung, J. Density of Nanopatterned Surfaces for Designing Bone Tissue Engineering Scaffolds. Mater. Lett. 2014, 130, 227–231. [Google Scholar] [CrossRef]
- Chuang, M.H.; Tsai, M.H.; Wang, W.R.; Lin, S.J.; Yeh, J.W. Microstructure and Wear Behavior of AlxCo1.5CrFeNi1.5Tiy High-Entropy Alloys. Acta Mater. 2011, 59, 6308–6317. [Google Scholar] [CrossRef]
- Shi, Y.; Yang, B.; Xie, X.; Brechtl, J.; Dahmen, K.A.; Liaw, P.K. Corrosion of AlxCoCrFeNi High-Entropy Alloys: Al-Content and Potential Scan-Rate Dependent Pitting Behavior. Corros. Sci. 2017, 119, 33–45. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, X.; Liaw, P.K. Alloy Design and Properties Optimization of High-Entropy Alloys. JOM 2012, 64, 830–838. [Google Scholar] [CrossRef]
- Wang, W.R.; Wang, W.L.; Yeh, J.W. Phases, Microstructure and Mechanical Properties of AlxCoCrFeNi High-Entropy Alloys at Elevated Temperatures. J. Alloys Compd. 2014, 589, 143–152. [Google Scholar] [CrossRef]
- Kao, Y.F.; Chen, T.J.; Chen, S.K.; Yeh, J.W. Microstructure and Mechanical Property of As-Cast, -Homogenized, and -Deformed AlxCoCrFeNi (0 ≤ x ≤ 2) High-Entropy Alloys. J. Alloys Compd. 2009, 488, 57–64. [Google Scholar] [CrossRef]
- Brif, Y.; Thomas, M.; Todd, I. The Use of High-Entropy Alloys in Additive Manufacturing. Scr. Mater. 2015, 99, 93–96. [Google Scholar] [CrossRef]
- Fujieda, T.; Shiratori, H.; Kuwabara, K.; Kato, T.; Yamanaka, K.; Koizumi, Y.; Chiba, A. First Demonstration of Promising Selective Electron Beam Melting Method for Utilizing High-Entropy Alloys as Engineering Materials. Mater. Lett. 2015, 159, 12–15. [Google Scholar] [CrossRef]
- Kuwabara, K.; Shiratori, H.; Fujieda, T.; Yamanaka, K.; Koizumi, Y.; Chiba, A. Mechanical and Corrosion Properties of AlCoCrFeNi High-Entropy Alloy Fabricated with Selective Electron Beam Melting. Addit. Manuf. 2018, 23, 264–271. [Google Scholar] [CrossRef]
- Niu, S.; Kou, H.; Guo, T.; Zhang, Y.; Wang, J.; Li, J. Strengthening of Nanoprecipitations in an Annealed Al0.5CoCrFeNi High Entropy Alloy. Mater. Sci. Eng. A 2016, 671, 82–86. [Google Scholar] [CrossRef]
- Zhou, P.F.; Xiao, D.H.; Wu, Z.; Ou, X.Q. Al0.5FeCoCrNi High Entropy Alloy Prepared by Selective Laser Melting with Gas-Atomized Pre-Alloy Powders. Mater. Sci. Eng. A 2019, 739, 86–89. [Google Scholar] [CrossRef]
- Lin, C.M.; Tsai, H.L. Evolution of Microstructure, Hardness, and Corrosion Properties of High-Entropy Al0.5CoCrFeNi Alloy. Intermetallics 2011, 19, 288–294. [Google Scholar] [CrossRef]
- Ogura, M.; Fukushima, T.; Zeller, R.; Dederichs, P.H. Structure of the High-Entropy Alloy AlCrFeCoNi: Fcc versus Bcc. J. Alloys Compd. 2017, 715, 454–459. [Google Scholar] [CrossRef]
- Stepanov, N.D.; Shaysultanov, D.G.; Ozerov, M.S.; Zherebtsov, S.V.; Salishchev, G.A. Second Phase Formation in the CoCrFeNiMn High Entropy Alloy after Recrystallization Annealing. Mater. Lett. 2016, 185, 1–4. [Google Scholar] [CrossRef]
- Rao, J.C.; Diao, H.Y.; Ocelík, V.; Vainchtein, D.; Zhang, C.; Kuo, C.; Tang, Z.; Guo, W.; Poplawsky, J.D.; Zhou, Y.; et al. Secondary Phases in AlxCoCrFeNi High-Entropy Alloys: An in-Situ TEM Heating Study and Thermodynamic Appraisal. Acta Mater. 2017, 131, 206–220. [Google Scholar] [CrossRef] [Green Version]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive Manufacturing of Metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive Manufacturing of Ti6Al4V Alloy: A Review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Han, C.; Fang, Q.; Shi, Y.; Tor, S.B.; Chua, C.K.; Zhou, K. Recent Advances on High-entropy Alloys for 3D Printing. Adv. Mater. 2020, 32, e1903855. [Google Scholar] [CrossRef]
- Xiang, S.; Luan, H.; Wu, J.; Yao, K.F.; Li, J.; Liu, X.; Tian, Y.; Mao, W.; Bai, H.; Le, G.; et al. Microstructures and Mechanical Properties of CrMnFeCoNi High Entropy Alloys Fabricated Using Laser Metal Deposition Technique. J. Alloys Compd. 2019, 773, 387–392. [Google Scholar] [CrossRef]
- Kunce, I.; Polanski, M.; Karczewski, K.; Plocinski, T.; Kurzydlowski, K.J. Microstructural Characterisation of High-Entropy Alloy AlCoCrFeNi Fabricated by Laser Engineered Net Shaping. J. Alloys Compd. 2015, 648, 751–758. [Google Scholar] [CrossRef]
- Cai, Y.; Li, X.; Xia, H.; Cui, Y.; Manladan, S.M.; Zhu, L.; Shan, M.; Sun, D.; Wang, T.; Lv, X.; et al. Fabrication of Laminated High Entropy Alloys Using Differences in Laser Melting Deposition Characteristics of FeCoCrNi and FeCoCrNiAl. J. Manuf. Process. 2021, 72, 294–308. [Google Scholar] [CrossRef]
- Wen, X.; Cui, X.; Jin, G.; Zhang, X.; Zhang, Y.; Zhang, D.; Fang, Y. Design and Characterization of FeCrCoAlMn0.5Mo0.1 High-Entropy Alloy Coating by Ultrasonic Assisted Laser Cladding. J. Alloys Compd. 2020, 835, 155449. [Google Scholar] [CrossRef]
- Paul, S.; Liu, J.; Strayer, S.T.; Zhao, Y.; Sridar, S.; Klecka, M.A.; Xiong, W.; To, A.C. A Discrete Dendrite Dynamics Model for Epitaxial Columnar Grain Growth in Metal Additive Manufacturing with Application to Inconel. Addit. Manuf. 2020, 36, 101611. [Google Scholar] [CrossRef]
- Li, H.; Huang, Y.; Jiang, S.; Lu, Y.; Gao, X.; Lu, X.; Ning, Z.; Sun, J. Columnar to Equiaxed Transition in Additively Manufactured CoCrFeMnNi High Entropy Alloy. Mater. Des. 2021, 197, 109262. [Google Scholar] [CrossRef]
- Wang, J.; Niu, S.; Guo, T.; Kou, H.; Li, J. The FCC to BCC Phase Transformation Kinetics in an Al0.5CoCrFeNi High Entropy Alloy. J. Alloys Compd. 2017, 710, 144–150. [Google Scholar] [CrossRef]
- Masoomi, M.; Pegues, J.W.; Thompson, S.M.; Shamsaei, N. A Numerical and Experimental Investigation of Convective Heat Transfer during Laser-Powder Bed Fusion. Addit. Manuf. 2018, 22, 729–745. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Kent, D.; Zhan, H.; Stjohn, D.H.; Dargusch, M.S. Controlling the Microstructure and Properties of Wire Arc Additive Manufactured Ti-6Al-4V with Trace Boron Additions. Acta Mater. 2015, 91, 289–303. [Google Scholar] [CrossRef]
- Xiang, S.; Li, J.; Luan, H.; Amar, A.; Lu, S.; Li, K.; Zhang, L.; Liu, X.; Le, G.; Wang, X.; et al. Effects of Process Parameters on Microstructures and Tensile Properties of Laser Melting Deposited CrMnFeCoNi High Entropy Alloys. Mater. Sci. Eng. A 2019, 743, 412–417. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, H.; Xu, L.; Xu, J.; Ren, X.; Chen, X. Cracking Mechanism and Susceptibility of Laser Melting Deposited Inconel 738 Superalloy. Mater. Des. 2019, 183, 108105. [Google Scholar] [CrossRef]
- Gwalani, B.; Soni, V.; Lee, M.; Mantri, S.A.; Ren, Y.; Banerjee, R. Optimizing the Coupled Effects of Hall-Petch and Precipitation Strengthening in a Al0.3CoCrFeNi High Entropy Alloy. Mater. Des. 2017, 121, 254–260. [Google Scholar] [CrossRef]
- He, J.Y.; Wang, H.; Huang, H.L.; Xu, X.D.; Chen, M.W.; Wu, Y.; Liu, X.J.; Nieh, T.G.; An, K.; Lu, Z.P. A Precipitation-Hardened High-Entropy Alloy with Outstanding Tensile Properties. Acta Mater. 2016, 102, 187–196. [Google Scholar] [CrossRef] [Green Version]
- Wu, Z.; Bei, H.; Pharr, G.M.; George, E.P. Temperature Dependence of the Mechanical Properties of Equiatomic Solid Solution Alloys with Face-Centered Cubic Crystal Structures. Acta Mater. 2014, 81, 428–441. [Google Scholar] [CrossRef]
- Thirathipviwat, P.; Song, G.; Bednarcik, J.; Kühn, U.; Gemming, T.; Nielsch, K.; Han, J. Compositional Complexity Dependence of Dislocation Density and Mechanical Properties in High Entropy Alloy Systems. Prog. Nat. Sci. Mater. Int. 2020, 30, 545–551. [Google Scholar] [CrossRef]
- Wang, J.; Liu, B.; Liu, C.T.; Liu, Y. Strengthening Mechanism in a High-Strength Carbon-Containing Powder Metallurgical High Entropy Alloy. Intermetallics 2018, 102, 58–64. [Google Scholar] [CrossRef]
- Lin, D.; Xu, L.; Han, Y.; Zhang, Y.; Jing, H.; Zhao, L.; Minami, F. Structure and Mechanical Properties of a FeCoCrNi High-Entropy Alloy Fabricated via Selective Laser Melting. Intermetallics 2020, 127, 106963. [Google Scholar] [CrossRef]
- Sun, S.J.; Tian, Y.Z.; Lin, H.R.; Dong, X.G.; Wang, Y.H.; Zhang, Z.J.; Zhang, Z.F. Enhanced Strength and Ductility of Bulk CoCrFeMnNi High Entropy Alloy Having Fully Recrystallized Ultrafine-Grained Structure. Mater. Des. 2017, 133, 122–127. [Google Scholar] [CrossRef]
- Liu, W.H.; Wu, Y.; He, J.Y.; Nieh, T.G.; Lu, Z.P. Grain Growth and the Hall-Petch Relationship in a High-Entropy FeCrNiCoMn Alloy. Scr. Mater. 2013, 68, 526–529. [Google Scholar] [CrossRef]
- Cotton, J.D.; Noebe, R.D.; Kaufman, M.J. The Effects of Chromium on NiAl Intermetallic Alloys: Part II. Slip Systems. Intermetallics 1993, 1, 117–126. [Google Scholar] [CrossRef]
- Yang, J.; Qiao, J.W.; Ma, S.G.; Wu, G.Y.; Zhao, D.; Wang, Z.H. Revealing the Hall-Petch Relationship of Al0.1CoCrFeNi High-Entropy Alloy and Its Deformation Mechanisms. J. Alloys Compd. 2019, 795, 269–274. [Google Scholar] [CrossRef]
- Qiu, X. Microstructure, Hardness and Corrosion Resistance of Al2CoCrCuFeNiTix High-Entropy Alloy Coatings Prepared by Rapid Solidification. J. Alloys Compd. 2018, 735, 359–364. [Google Scholar] [CrossRef]
- Huang, K.; Chen, L.; Lin, X.; Huang, H.; Tang, S.; Du, F. Wear and Corrosion Resistance of Al0.5CoCrCuFeNi High-Entropy Alloy Coating Deposited on AZ91D Magnesium Alloy by Laser Cladding. Entropy 2018, 20, 915. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Feng, R.; Rao, Y.; Liu, C.; Xie, X.; Yu, D.; Chen, Y.; Ghazisaeidi, M.; Ungar, T.; Wang, H.; An, K.; et al. Enhancing Fatigue Life by Ductile-Transformable Multicomponent B2 Precipitates in a High-Entropy Alloy. Nat. Commun. 2021, 12, 3588. [Google Scholar] [CrossRef]
- Lu, Y.; Dong, Y.; Guo, S.; Jiang, L.; Kang, H.; Wang, T.; Wen, B.; Wang, Z.; Jie, J.; Cao, Z.; et al. A Promising New Class of High-Temperature Alloys: Eutectic High-Entropy Alloys. Sci. Rep. 2014, 4, 6200. [Google Scholar] [CrossRef]
- George, E.P.; Curtin, W.A.; Tasan, C.C. High Entropy Alloys: A Focused Review of Mechanical Properties and Deformation Mechanisms. Acta Mater. 2020, 188, 435–474. [Google Scholar] [CrossRef]
- Cai, Y.; Zhu, L.; Cui, Y.; Geng, K.; Manladan, S.M.; Luo, Z.; Han, J. Strengthening Mechanisms in Multi-Phase FeCoCrNiAl1.0 High-Entropy Alloy Cladding Layer. Mater. Charact. 2020, 159, 110037. [Google Scholar] [CrossRef]
- Wen, H.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J. Strengthening Mechanisms in a High-Strength Bulk Nanostructured Cu-Zn-Al Alloy Processed via Cryomilling and Spark Plasma Sintering. Acta Mater. 2013, 61, 2769–2782. [Google Scholar] [CrossRef]
- John, R.; Karati, A.; Joseph, J.; Fabijanic, D.; Murty, B.S. Microstructure and Mechanical Properties of a High Entropy Alloy with a Eutectic Composition (AlCoCrFeNi2.1) Synthesized by Mechanical Alloying and Spark Plasma Sintering. J. Alloys Compd. 2020, 835, 155424. [Google Scholar] [CrossRef]
- Williamson, G.K.; Smallman, R.E., III. Dislocation Densities in Some Annealed and Cold-Worked Metals from Measurements on the X-ray Debye-Scherrer Spectrum. Philos. Mag. 1956, 1, 34–46. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Element | Si | Mn | Cr | Ni | Mo | C | Fe |
|---|---|---|---|---|---|---|---|
| wt.% | 0.63 | 1.19 | 17.99 | 12.84 | 2.56 | 0.07 | Bal. |
| Chemical Element | Al | Fe | Cr | Ni | Co |
|---|---|---|---|---|---|
| Weight ratio | 5.81 | 23.17 | 22.26 | 24.41 | Bal. |
| Mechanism (MPa) | ||||||
|---|---|---|---|---|---|---|
| 1000 W bottom | 95 | 44.6 | 170.6 | 257.1 | 567.3. | 431 |
| 1000 W middle | 95 | 44.6 | 114.5 | 194.5 | 448.6 | 395 |
| 1000 W top | 95 | 44.6 | 99.7 | 139.9 | 379.3 | 372 |
| 1400 W bottom | 95 | 44.6 | 164.6 | 172.8 | 476.9 | 412 |
| 1400 W middle | 95 | 44.6 | 101.6 | 155.7 | 396.9 | 372 |
| 1400 W top | 95 | 44.6 | 90.3 | 152.9 | 382.8 | 368 |
| 1800 W bottom | 95 | 44.6 | 108.1 | 166.8 | 414.5 | 391 |
| 1800 W middle | 95 | 44.6 | 85.9 | 153.6 | 379.1 | 367 |
| 1800 W top | 95 | 44.6 | 82.5 | 130.3 | 352.4 | 357 |
| Dislocation Density | ||
|---|---|---|
| 1000 W bottom | 2.367 × 1014 | 7.106 × 1014 |
| 1000 W middle | 1.981 × 1014 | 4.648 × 1014 |
| 1000 W top | 1.406 × 1014 | 6.725 × 1013 |
| 1400 W bottom | 1.960 × 1014 | 8.970 × 1013 |
| 1400 W middle | 1.837 × 1014 | 3.384 × 1013 |
| 1400 W top | 1.600 × 1014 | 2.183 × 1013 |
| 1800 W bottom | 2.276 × 1014 | 3.402 × 1013 |
| 1800 W middle | 1.809 × 1014 | 1.451 × 1013 |
| 1800 W top | 1.313 × 1014 | 1.861 × 1012 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Tian, Y.; Manladan, S.M.; Cui, Y.; Geng, K.; Cai, Y.; Han, J. Effects of Laser Powers on Microstructures and Mechanical Properties of Al0.5FeCoCrNi High-Entropy Alloys Fabricated by Laser Melting Deposition. Materials 2022, 15, 2894. https://doi.org/10.3390/ma15082894
Zhang X, Tian Y, Manladan SM, Cui Y, Geng K, Cai Y, Han J. Effects of Laser Powers on Microstructures and Mechanical Properties of Al0.5FeCoCrNi High-Entropy Alloys Fabricated by Laser Melting Deposition. Materials. 2022; 15(8):2894. https://doi.org/10.3390/ma15082894
Chicago/Turabian StyleZhang, Xuesong, Yinbao Tian, Sunusi Marwana Manladan, Yan Cui, Keping Geng, Yangchuan Cai, and Jian Han. 2022. "Effects of Laser Powers on Microstructures and Mechanical Properties of Al0.5FeCoCrNi High-Entropy Alloys Fabricated by Laser Melting Deposition" Materials 15, no. 8: 2894. https://doi.org/10.3390/ma15082894