
Effect of Solidification and Hot Rolling Processes on Wear Performance of TiC-Reinforced Wear-Resistant Steel



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials Preparation and Experimental Procedure
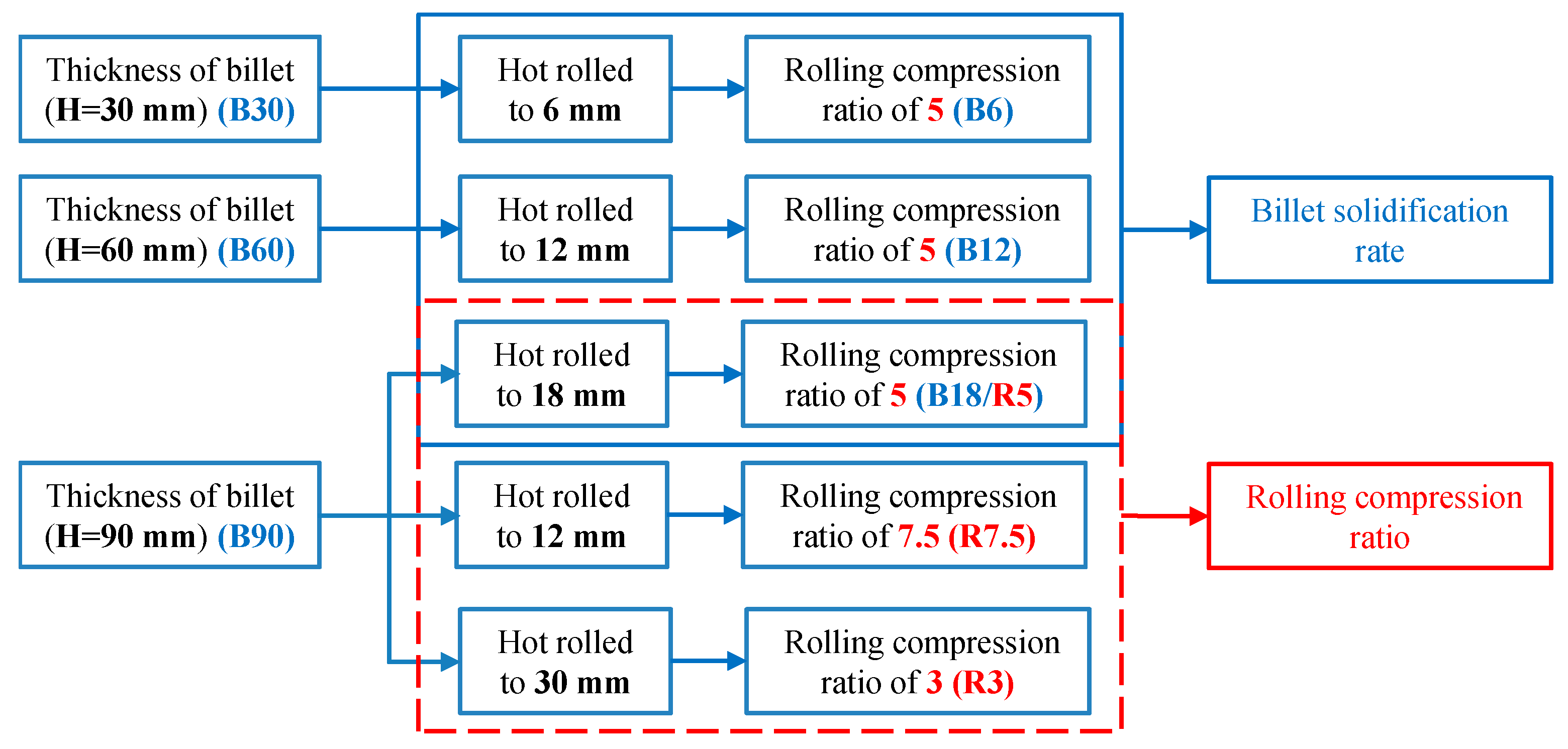
2.1. Materials Production
2.2. Experimental Procedures
3. Results and Discussions
3.1. Effect of Solidification Rate on the Wear Performance
3.2. Effect of Rolling Compression Ratio on the Wear Performance
3.3. Discussion
4. Conclusions
- (1)
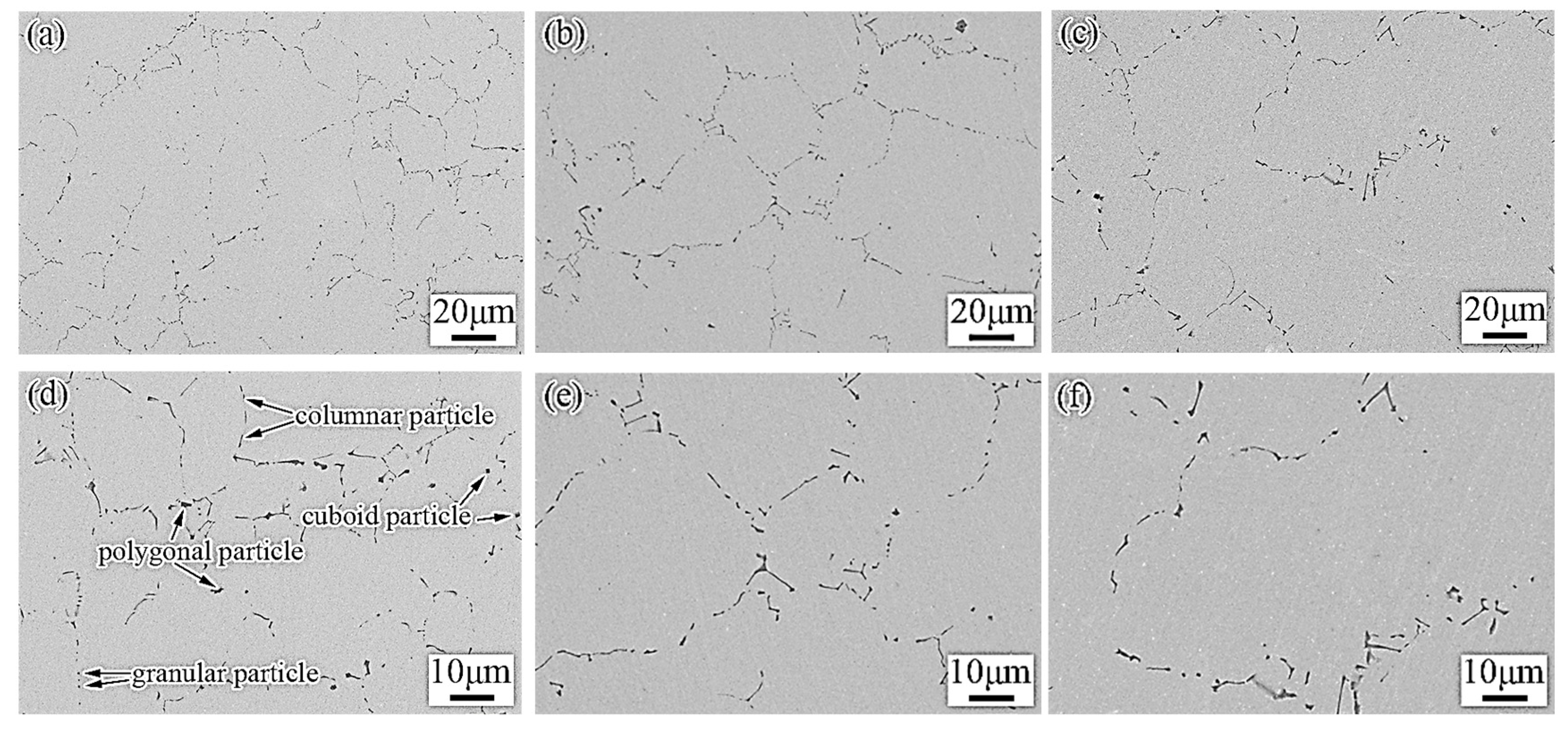
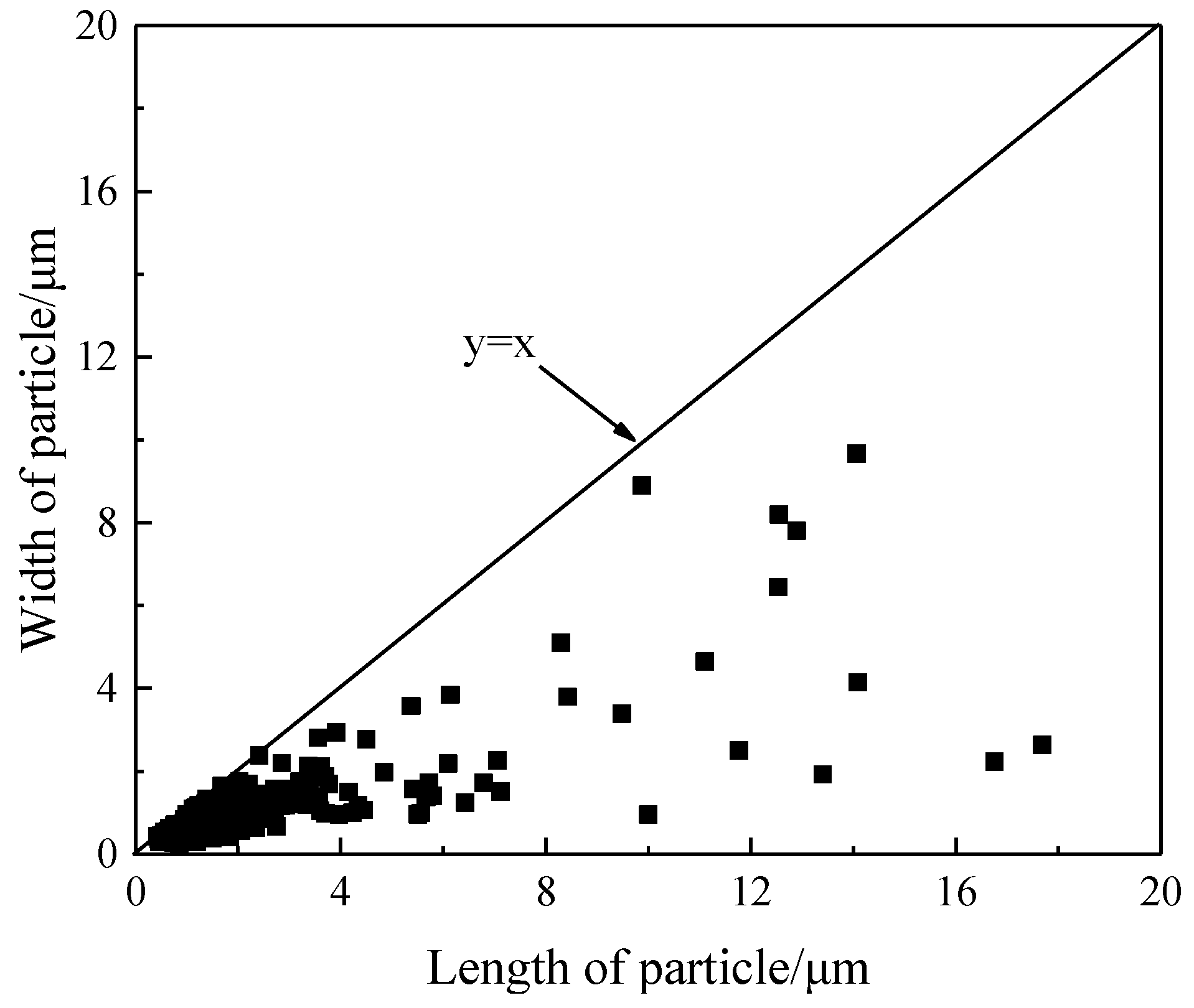
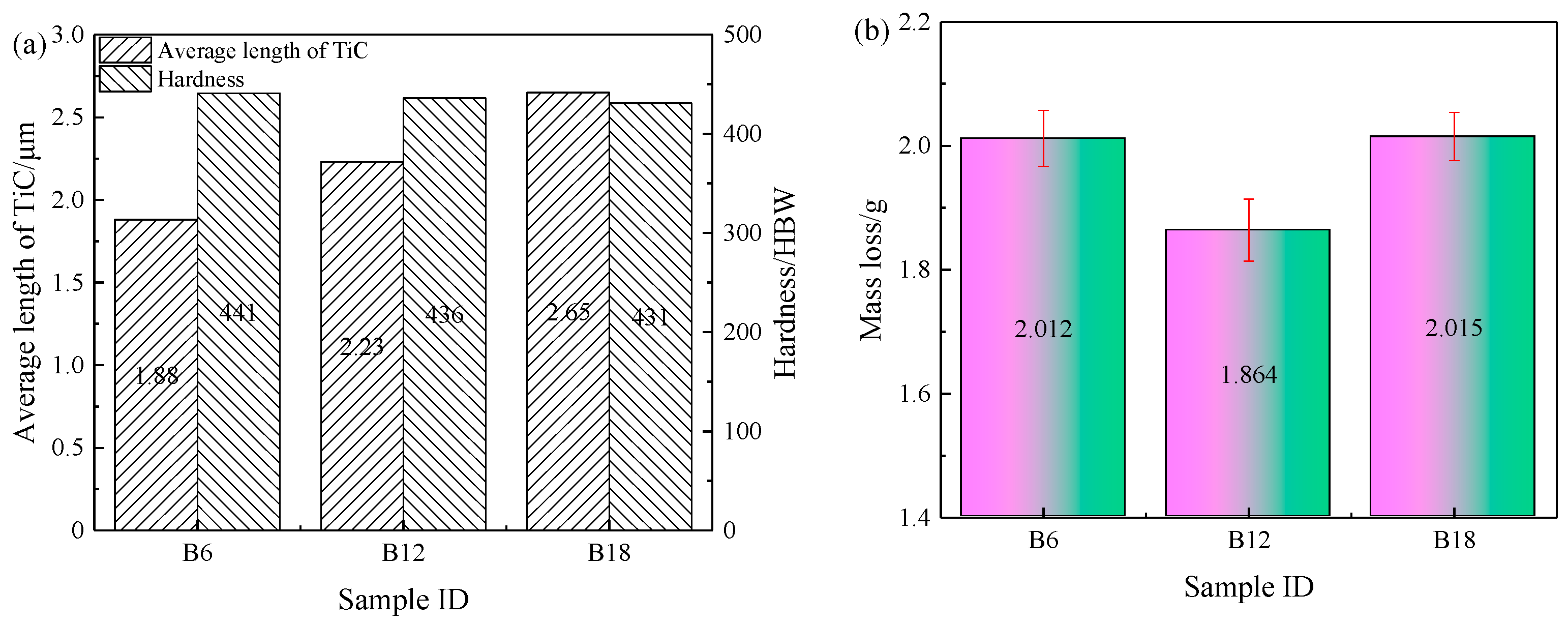
- The solidification rate and particle size increased with the thickness of the billet, and the average length of particles was 2.20–3.58 μm in the 30–90 mm-thick billets; meanwhile, the average aspect ratio and the volume fraction of the particles were similar.
- (2)
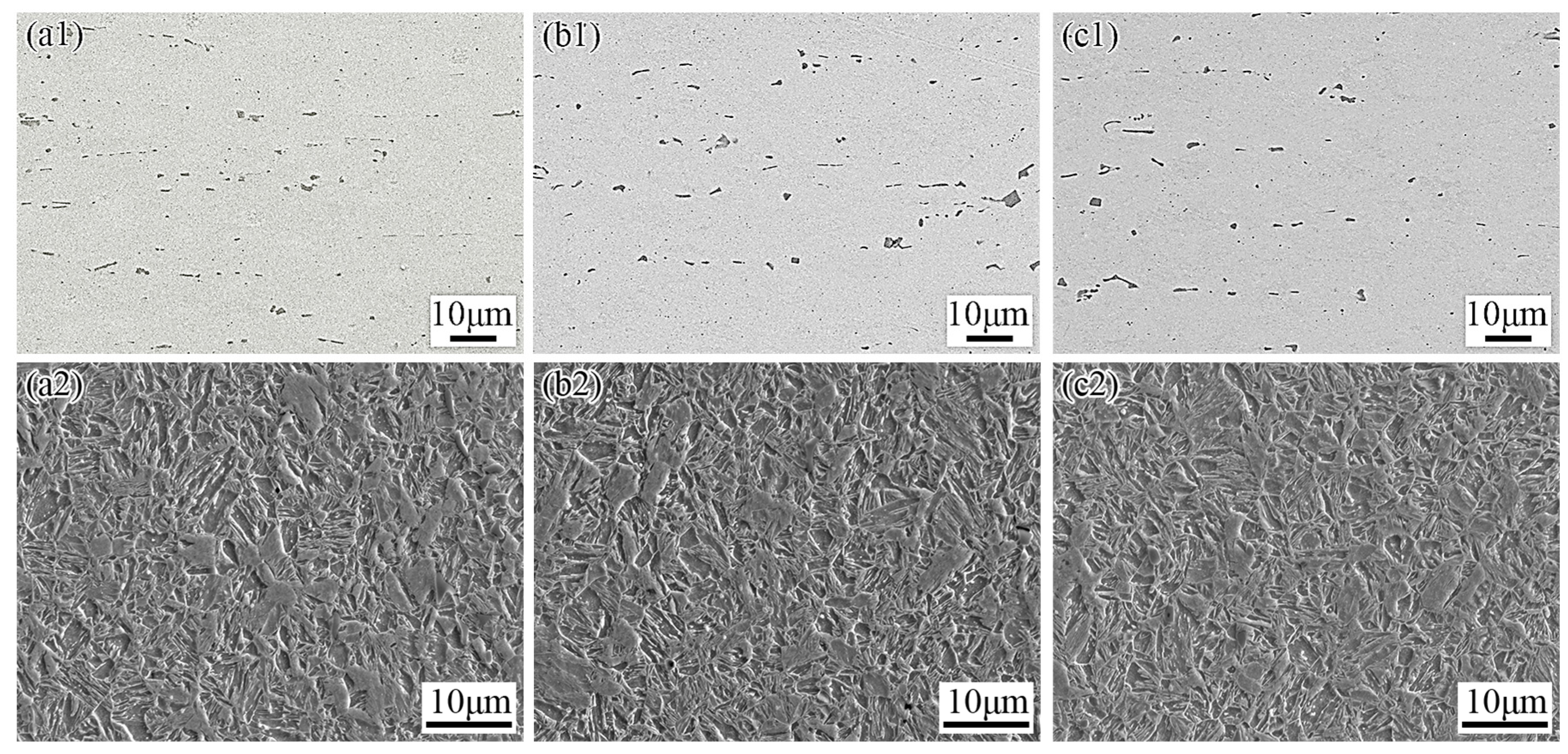
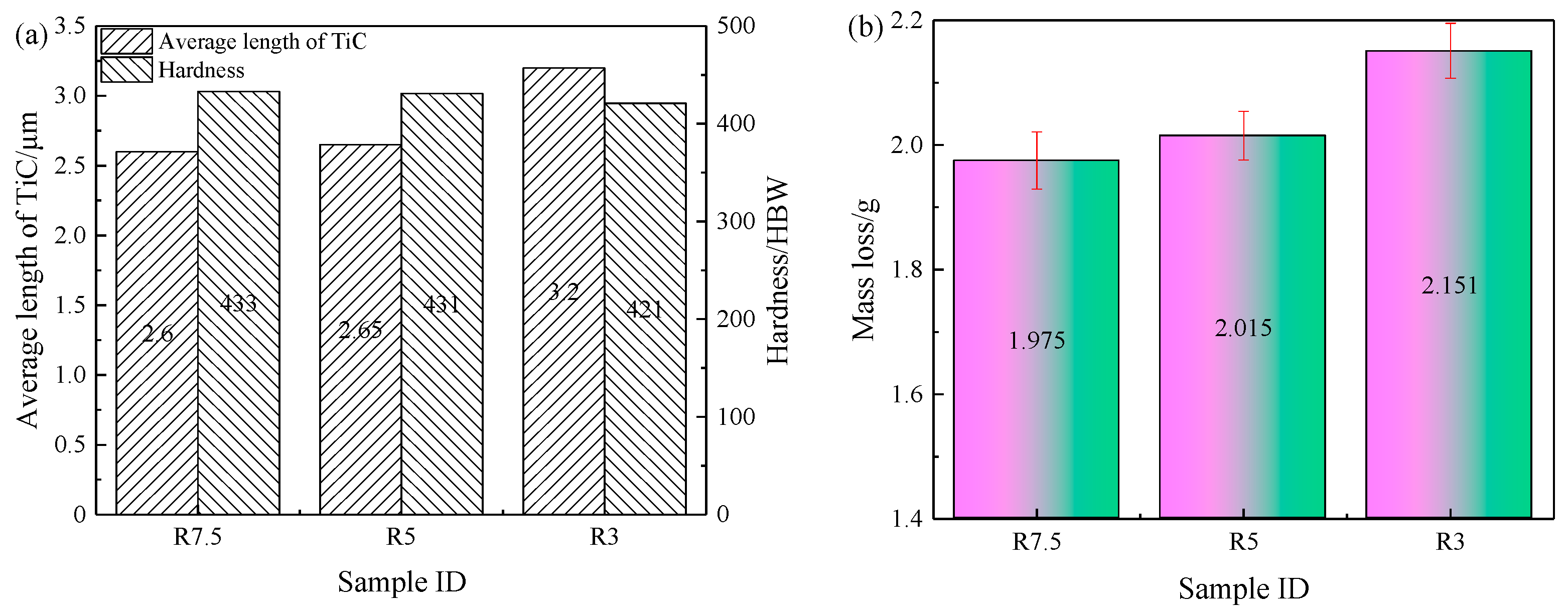
- The average length, average aspect ratio, and the volume fraction of the particles after hot rolling increased with the increasing of the billet thickness, and they decreased with the increasing of the rolling compression ratio. However, the average aspect ratio and the volume fraction of the particles in all the billets after hot rolling were similar.
- (3)
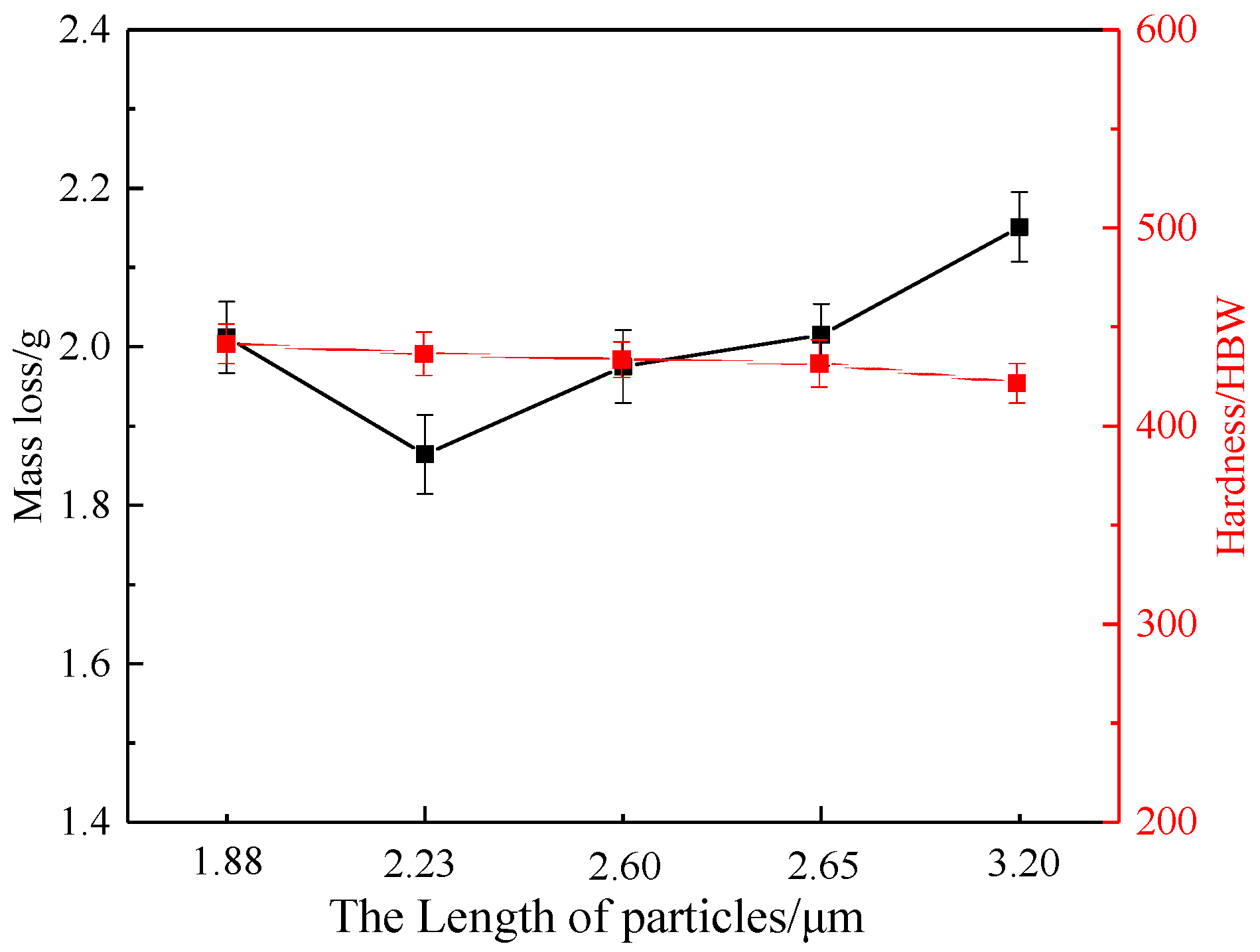
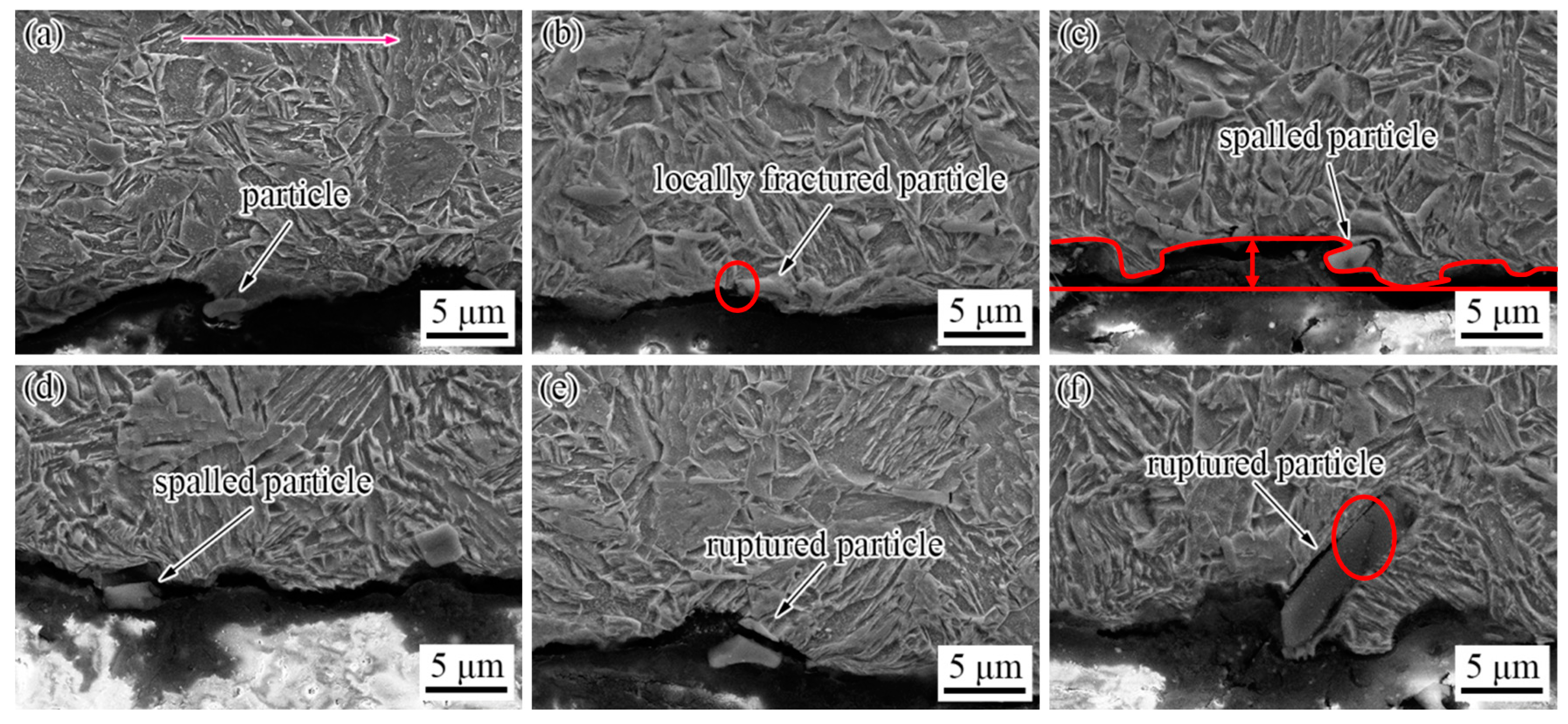
- The wear mechanisms of TiC-reinforced steels under the conditions of dry sand/rubber wheel abrasive wear were micro-cutting, furrow, and strain fatigue effects. The wear resistance first increased and then decreased with the decreasing of the hardness, which violated most of the research results; thus, the effect of the particle size on the wear resistance must be considered.
- (4)
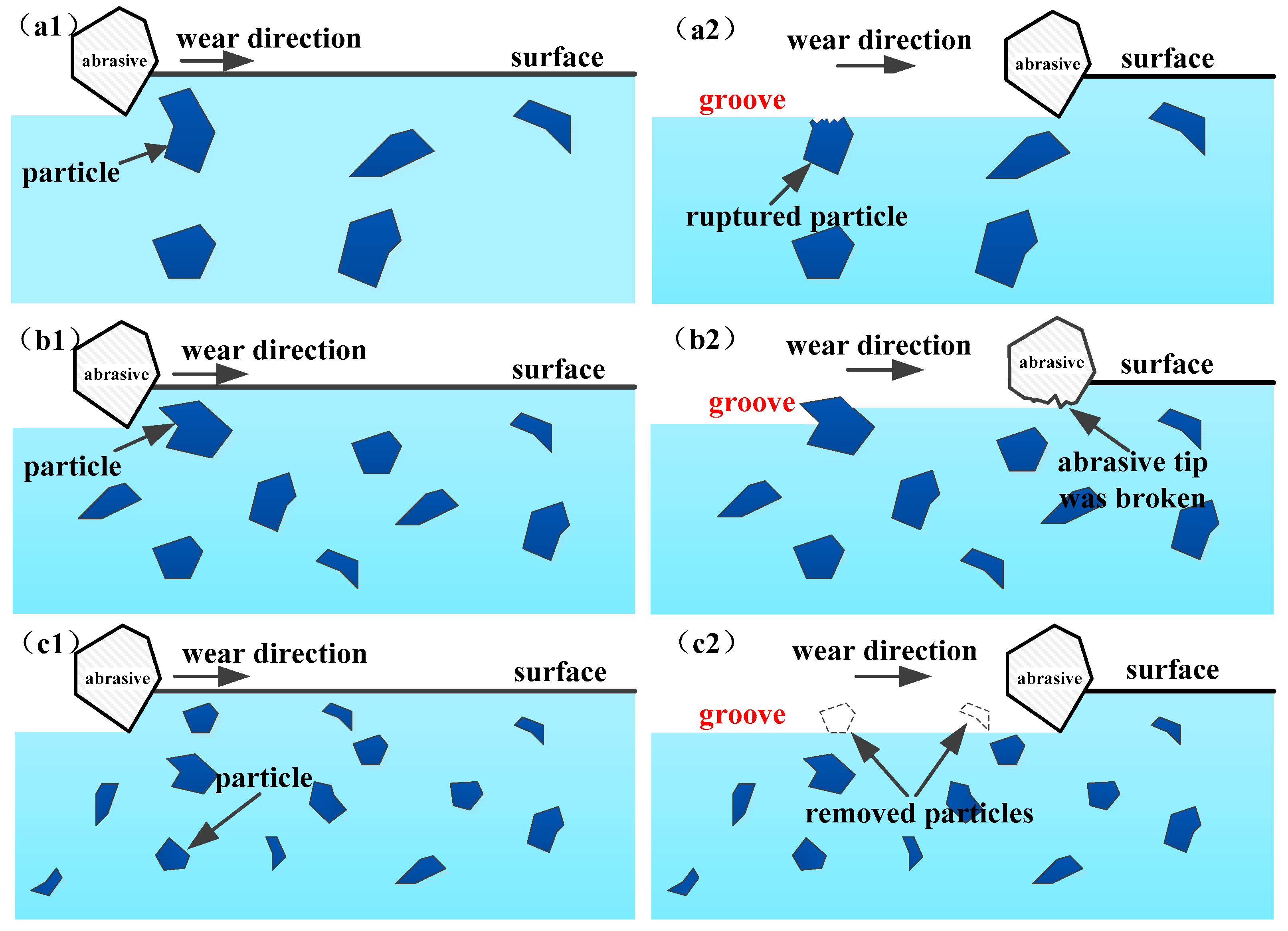
- The small particles were easily removed by the abrasive, and the large particles were broken easily by the abrasive; thus, they have a less of an effect on improving the wear resistance. The moderately sized (2–6 μm) particles were shown more effective at breaking the abrasive tip and preventing the groove from extending.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xu, L.J.; Song, W.L.; Ma, S.Q.; Zhou, Y.C.; Pan, K.M.; Wei, S.Z. Effect of slippage rate on frictional wear behaviors of high-speed steel with dual-scale tungsten carbides (M6C) under high-pressure sliding-rolling condition. Tribol. Int. 2021, 154, 106719. [Google Scholar] [CrossRef]
- Xiao, P.; Gao, Y.; Xu, F.; Yang, C.; Li, Y.; Liu, Z.; Zheng, Q. Tribological behavior of insitu nanosized TiB2 particles reinforced AZ91 matrix composite. Tribol. Int. 2018, 128, 130–139. [Google Scholar] [CrossRef]
- Yang, K.; Li, J.Q.; Wang, Q.Y.; Li, Z.Y.; Jiang, Y.F.; Bao, Y.F. Effect of laser remelting on microstructure and wear resistance of plasma sprayed Al2O3-40% TiO2 coating. Wear 2019, 426, 314–318. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Y.S. In situ production of Fe–TiC composite. Mater. Lett. 2007, 61, 4393–4395. [Google Scholar] [CrossRef]
- Krishna, D.S.R.; Sun, Y. Effect of thermal oxidation conditions on tribological behaviour of titanium films on 316L stainless stee. Surf. Coat. Technol. 2005, 198, 447–453. [Google Scholar] [CrossRef]
- Almangour, B.; Grzesiak, D.; Yang, J.M. In-situ formation of novel TiC-particle-reinforced 316L stainless steel bulk-form composites by selective laser melting. J. Alloys Compd. 2017, 706, 409–418. [Google Scholar] [CrossRef]
- Jiang, J.; Li, S.; Hu, S.; Zhou, Y. Effects of in situ formed TiCx on the microstructure, mechanical properties and abrasive wear behavior of a high chromium white iron. Mater. Chem. Phys. 2018, 214, 80–88. [Google Scholar] [CrossRef]
- Kim, I.Y.; Choi, B.J.; Kim, Y.J.; Lee, Y.Z. Friction and wear behavior of titanium matrix (TiB + TiC) composites. Wear 2011, 271, 1962–1965. [Google Scholar] [CrossRef]
- Choi, B.J.; Kim, I.Y.; Kim, Y.Z. Microstructure and friction/wear behavior of (TiB + TiC) particulate-reinforced titanium matrix composites. Wear 2014, 318, 68–77. [Google Scholar] [CrossRef]
- Akhtar, F.; Guo, S.J. Microstructure, mechanical and fretting wear properties of TiC-stainless steel composites. Mater. Charact. 2008, 59, 84–90. [Google Scholar] [CrossRef]
- Terry, B.S.; Chinyamakobvu, O.S. Dispersion and reaction of TiC in liquid iron alloys. Mater. Sci. Technol. 1992, 8, 399–405. [Google Scholar] [CrossRef]
- Doǧan, Ö.N.; Hawk, J.A.; Tylczak, J.H. Wear of cast chromium steels with TiC reinforcement. Wear 2001, 250, 462–469. [Google Scholar] [CrossRef]
- Srivastava, A.K.; Das, K. The abrasive wear resistance of TIC and (Ti,W)C-reinforced Fe–17Mn austenitic steel matrix composites. Tribol. Int. 2010, 43, 944–950. [Google Scholar] [CrossRef]
- Hu, S.W.; Zhao, Y.G.; Wang, Z.; Li, Y.G.; Jiang, Q.C. Fabrication of in situ TiC locally reinforced manganese steel matrix composite via combustion synthesis during casting. Mater. Des. 2013, 44, 340–345. [Google Scholar] [CrossRef]
- Wen, H.K.; Bhatia, V.; Dolman, K.; Lucey, T.; Cairney, J. A study on novel AISI 304 stainless steel matrix composites reinforced with (Nb0.75, Ti0.25)C. Wear 2018, 398–399, 220–226. [Google Scholar]
- Zhong, L.; Xu, Y.; Hojamberdiev, M.; Wang, J.B.; Wang, J. In situ fabrication of titanium carbide particulates-reinforced iron matrix composites. Mater. Des. 2011, 32, 3790–3795. [Google Scholar] [CrossRef]
- Li, B.H.; Liu, Y.; Li, J.; Cao, H.; He, L. Effect of sintering process on the microstructures and properties of in situ TiB2-TiC reinforced steel matrix composites produced by spark plasma sintering. J. Mater. Process. Technol. 2010, 210, 91–95. [Google Scholar] [CrossRef]
- Han, C.L.; Kong, M.G. Fabrication and properties of TiC-based cermet with intra/intergranular microstructure. Mater. Des. 2009, 30, 1205–1208. [Google Scholar] [CrossRef]
- Wang, X.H.; Zhang, M.; Zou, Z.D.; Song, S.L.; Han, F.; Qu, S.Y. In situ production of Fe-TiC surface composite coatings by tungsten-inert gas heat source. Surf. Coat. Technol. 2006, 200, 6117–6122. [Google Scholar] [CrossRef]
- Corujeira Gallo, S.; Alam, N.; O’Donnell, R. In-situ synthesis of titanium carbides in iron alloys using plasma transferred arc welding. Surf. Coat. Technol. 2013, 225, 79–84. [Google Scholar] [CrossRef]
- Kostryzhev, A.G.; Killmore, C.R.; Yu, D.; Pereloma, E.V. Martensitic wear resistant steels alloyed with titanium. Wear 2020, 446–447, 203203. [Google Scholar] [CrossRef]
- Huang, L.; Deng, X.T.; Jia, Y.; Li, C.R.; Wang, Z.D. Effects of using (Ti, Mo)C particles to reduce the three-body abrasive wear of a low alloy steel. Wear 2018, 410, 119–126. [Google Scholar] [CrossRef]
- Huang, L.; Deng, X.T.; Li, C.R.; Jia, Y.; Wang, Q.; Wang, Z.D. Effect of TiC particles on three-body abrasive wear behaviour of low alloy abrasion-resistant steel. Wear 2019, 434, 202971. [Google Scholar] [CrossRef]
- Huang, L.; Deng, X.T.; Wang, Q.; Jia, Y.; Li, C.R.; Wang, Z.D. Solidification and sliding wear behavior of low-alloy abrasion-resistant steel reinforced with TiC particles. Wear 2020, 458, 203444. [Google Scholar] [CrossRef]
- Du, G.; Liu, F.; Li, J.B. Evolution of microstructures and divorced eutectic TiC formed during solidification of the wear-resistant steel. Mater. Lett. 2020, 265, 127406. [Google Scholar] [CrossRef]
- Li, Y.W.; Wang, Z.J.; Fu, D.G.; Li, G.; Liu, H.T.; Zhang, X.M. Fabrication of high borated austenitic stainless steel thick plates with enhanced ductility and toughness using a hot-roll-bonding method. Mater. Sci. Eng. A 2021, 799, 140212. [Google Scholar] [CrossRef]
- Gong, J.H.; Miao, H.Z.; Zhe, Z. Effect of TiC-particle size on sliding wear of TiC particulate reinforced alumina composites. Mater. Lett. 2002, 53, 258–261. [Google Scholar] [CrossRef]
- Berns, H.; Wewers, B. Development of an abrasion resistant steel composite with in situ TiC particles. Wear 2001, 251, 1386–1395. [Google Scholar] [CrossRef]
- Liang, Y.H.; Qian, Z.; Zhang, Z.H.; Han, Z.W.; Li, X.J.; Ren, L.Q. In situ fabrication of TiC-TiB2 precipitates in Mn-steel using thermal explosion (TE) casting. J. Mater. Res. 2015, 30, 1019–1028. [Google Scholar] [CrossRef]
- Wang, Z.D.; Wang, B.X.; Wang, B.; Tian, Y.; Zhang, T.; Yuan, G.; Liu, Z.Y.; Wang, G.D. Development and application of thermo-mechanical control process involving ultra-fast cooling technology in China. ISIJ Int. 2019, 59, 2131–2141. [Google Scholar] [CrossRef] [Green Version]
- ASTM. Standard Test Method for Measuring Abrasion Using the Dry Sand/Rubber Wheel Apparatus; ASTM G65-16; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Doǧan, Ö.N.; Hawk, J.A.; Tylczak, J.H.; Wilson, R.D.; Govier, R.D. Wear of titanium carbide reinforced metal matrix composites. Wear 1999, 225, 758–769. [Google Scholar] [CrossRef]
- Zhang, H.; Springer, H.; Aparicio-Fernández, R.; Raabe, D. Improving the mechanical properties of Fe-TiB2 high modulus steels through controlled solidification processes. Acta Mater. 2016, 118, 187–195. [Google Scholar] [CrossRef]
- Szczepaniak, A.; Springer, H.; Aparicio-Fernández, R.; Baron, C.; Raabe, D. Strengthening Fe-TiB2, based high modulus steels by precipitations. Mater. Des. 2017, 124, 183–193. [Google Scholar] [CrossRef]
- Rana, R.; Liu, C. Effects of ceramic particles and composition on elastic modulus of low density steels for automotive applications. Can. Metall. Q. 2014, 53, 300–316. [Google Scholar] [CrossRef]
- JFE. Abrasion Resistant Steel Plates of JFE Steel. JFE Tech. Rep. 2007, 18, 72–74. [Google Scholar]
- Deng, X.T.; Huang, L.; Wang, Q.; Fu, T.L.; Wang, Z.D. Three-body abrasion wear resistance of TiC-reinforced low-alloy abrasion-resistant martensitic steel under dry and wet sand conditions. Wear 2020, 452–453, 203310. [Google Scholar] [CrossRef]
- Tvergaard, V. Cavity growth in ductile particles bridging a brittle matrix crack. Int. J. Fract. 1995, 72, 277–292. [Google Scholar] [CrossRef]
- Yan, W.; Shan, Y.Y.; Yang, K. Effect of TiN inclusions on the impact toughness of low-carbon microalloyed steels. Metall. Mater. Trans. A 2006, 37, 2147–2158. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, X.; Wang, Q.; Huang, L.; Cao, Y.; Wang, Z. Effect of Solidification and Hot Rolling Processes on Wear Performance of TiC-Reinforced Wear-Resistant Steel. Materials 2022, 15, 729. https://doi.org/10.3390/ma15030729
Deng X, Wang Q, Huang L, Cao Y, Wang Z. Effect of Solidification and Hot Rolling Processes on Wear Performance of TiC-Reinforced Wear-Resistant Steel. Materials. 2022; 15(3):729. https://doi.org/10.3390/ma15030729
Chicago/Turabian StyleDeng, Xiangtao, Qi Wang, Long Huang, Yi Cao, and Zhaodong Wang. 2022. "Effect of Solidification and Hot Rolling Processes on Wear Performance of TiC-Reinforced Wear-Resistant Steel" Materials 15, no. 3: 729. https://doi.org/10.3390/ma15030729
APA StyleDeng, X., Wang, Q., Huang, L., Cao, Y., & Wang, Z. (2022). Effect of Solidification and Hot Rolling Processes on Wear Performance of TiC-Reinforced Wear-Resistant Steel. Materials, 15(3), 729. https://doi.org/10.3390/ma15030729