
Influence of Laser Beam Power on Microstructure and Microhardness of Fe/ZrC Coatings Produced on Steel Using Laser Processing—Preliminary Study on the Single Laser Tracks


Abstract
:1. Introduction
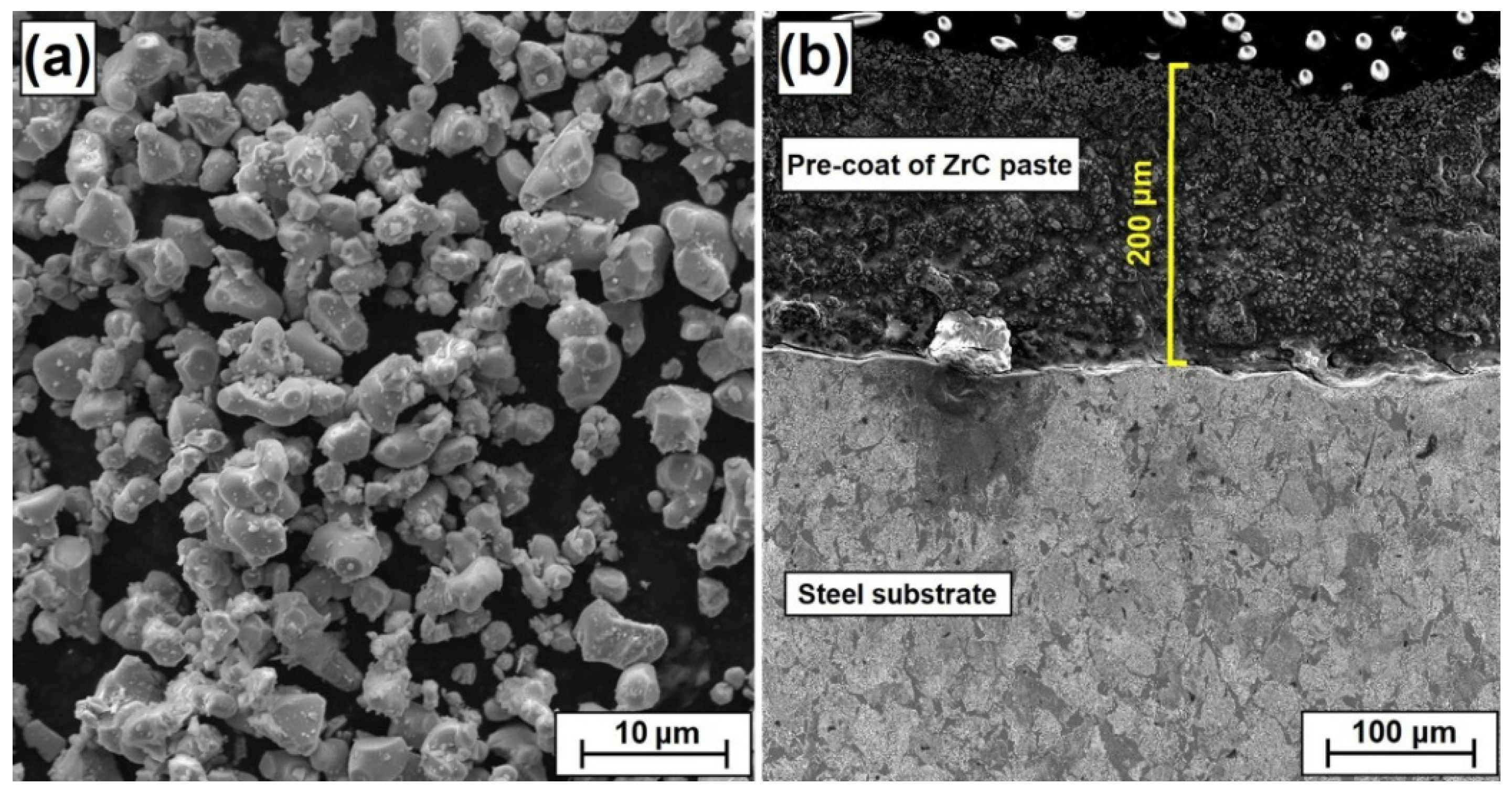
2. Materials and Methods
3. Results and Discussion
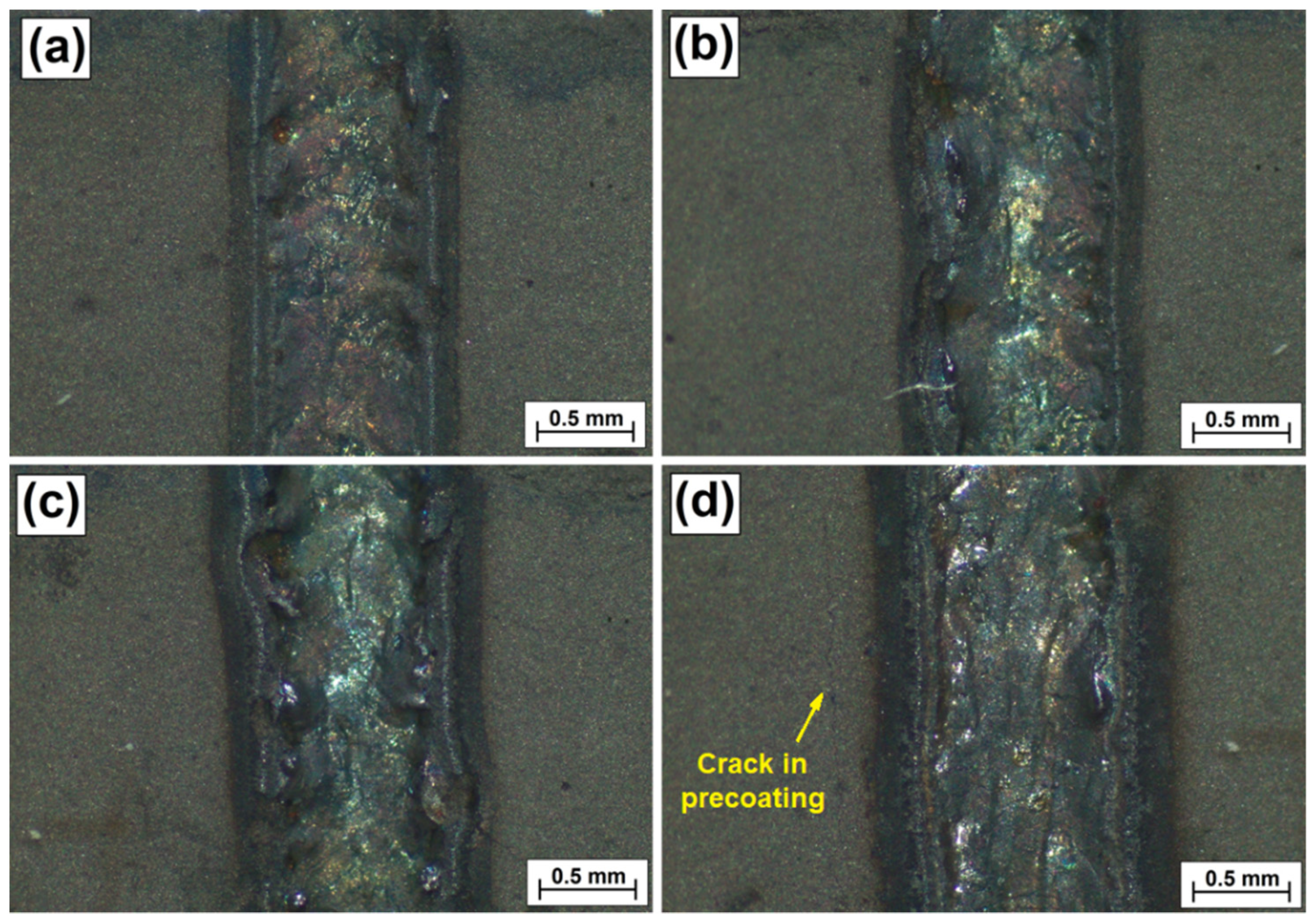
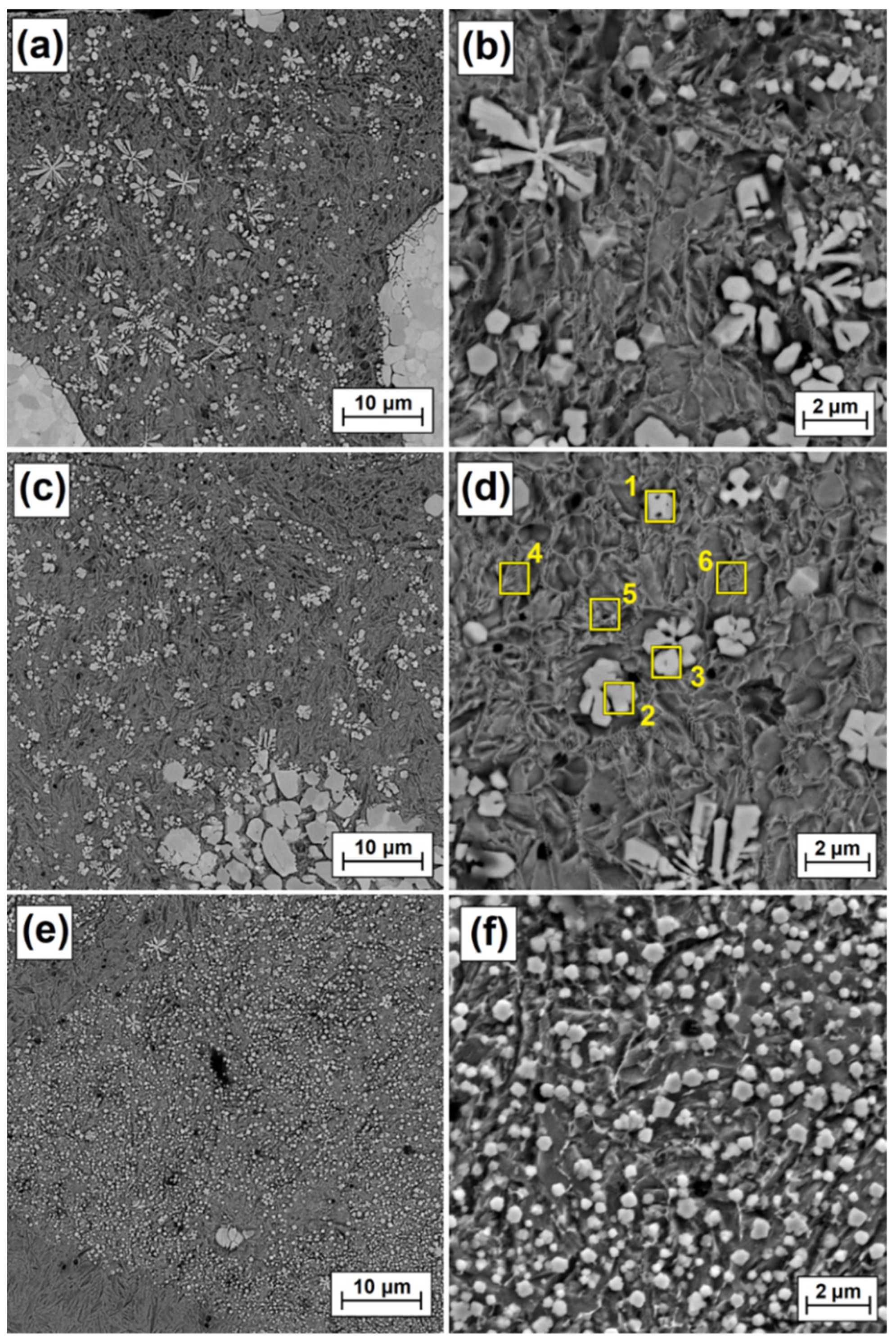
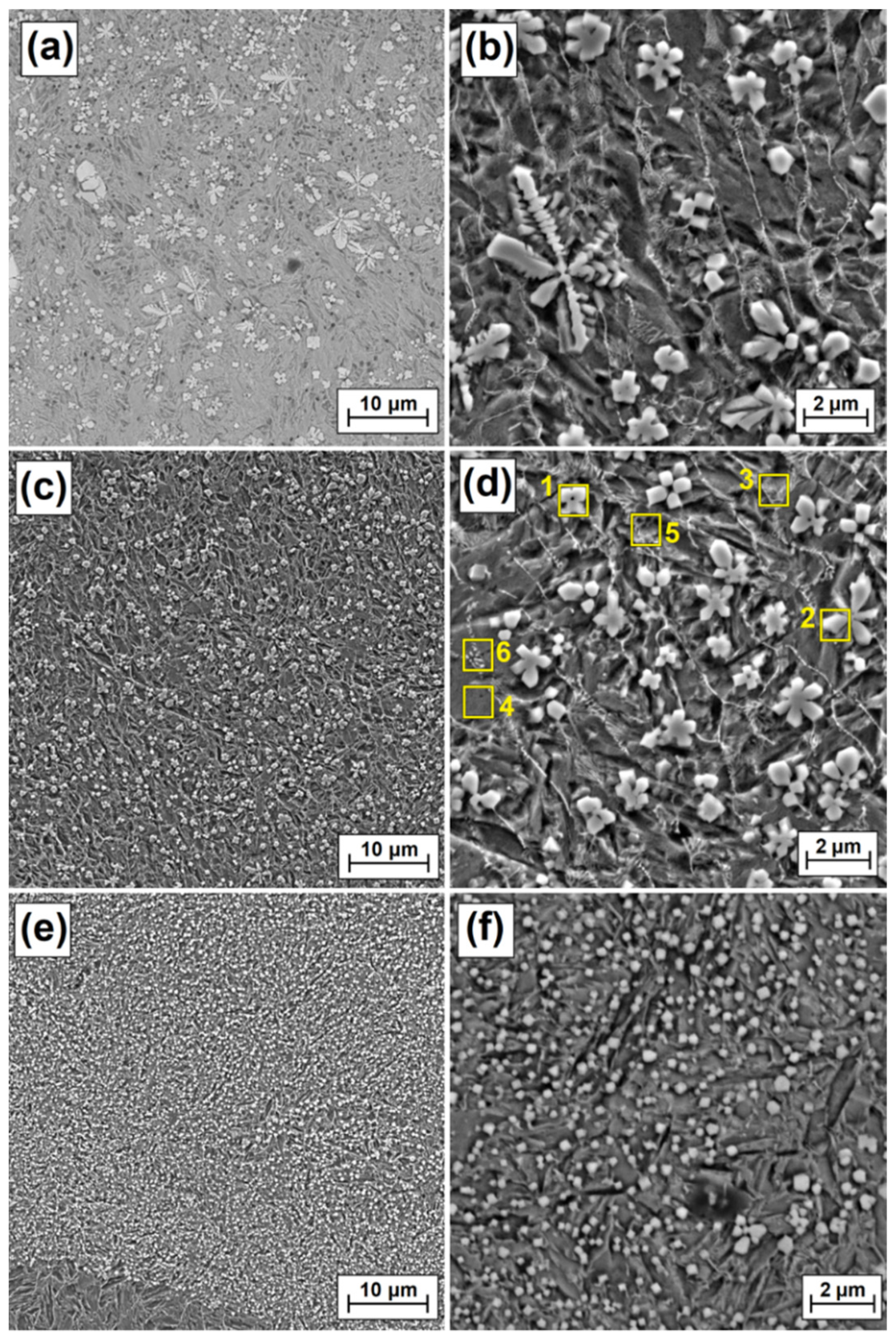
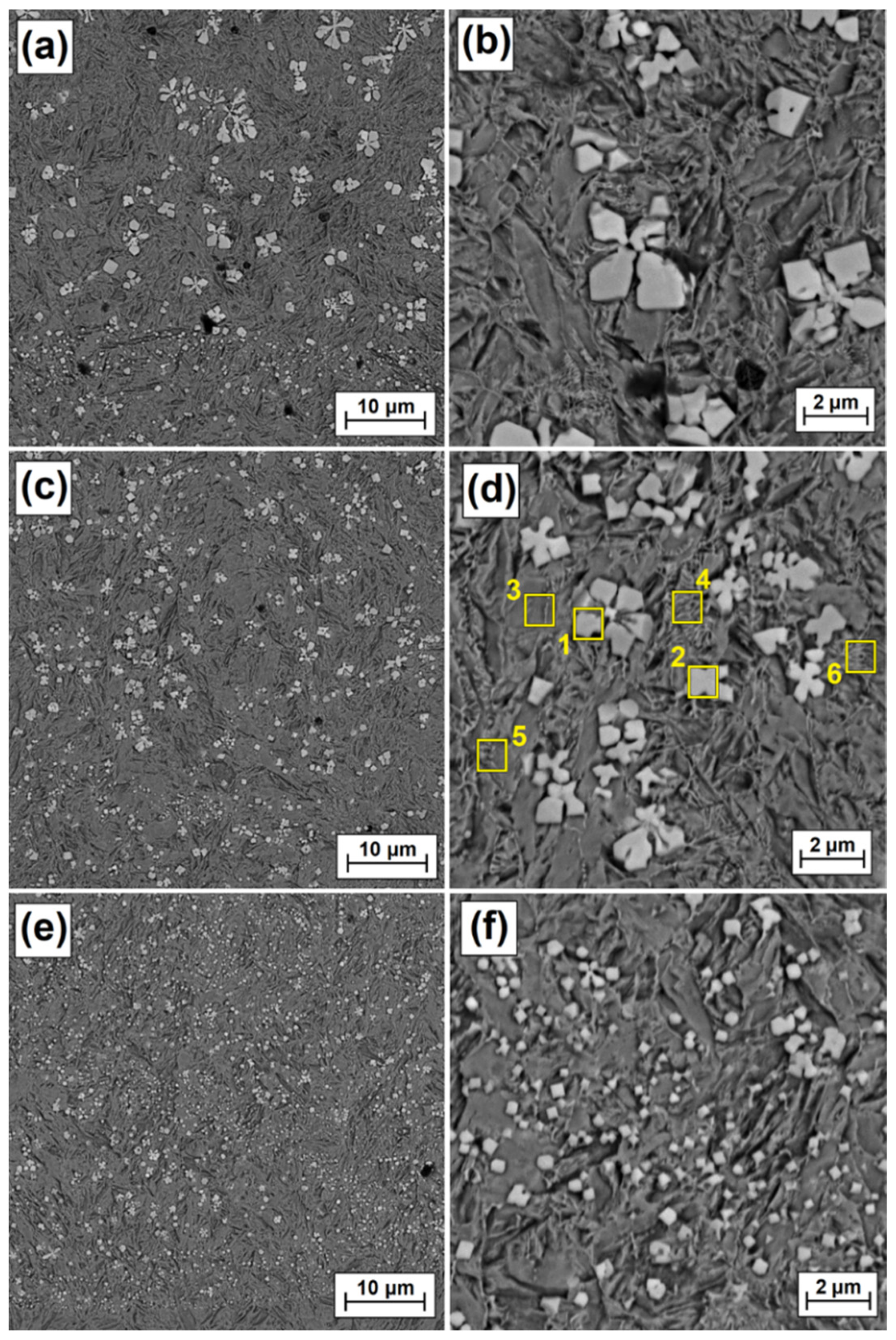
3.1. Surface Condition and Microstructure
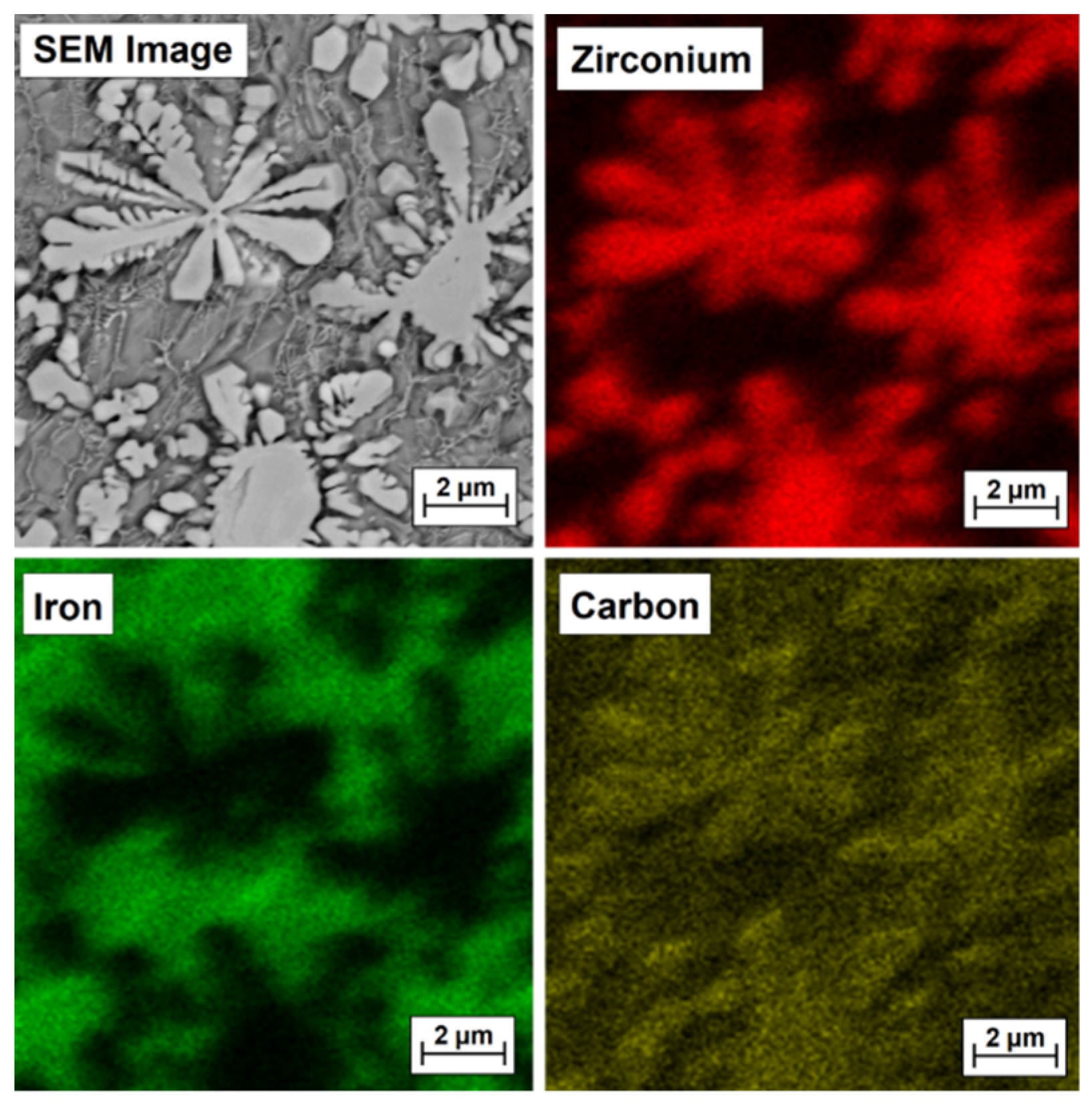
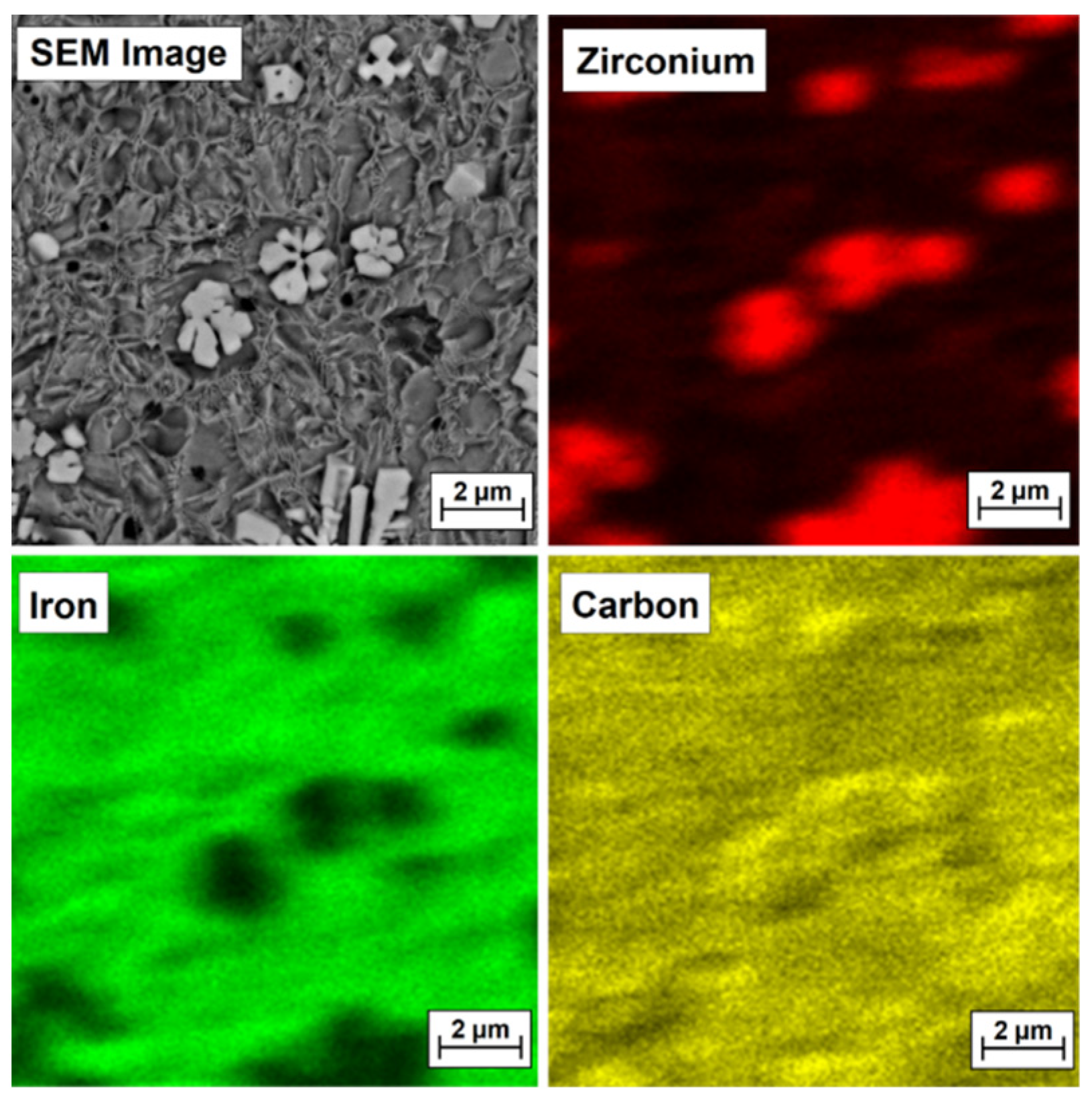
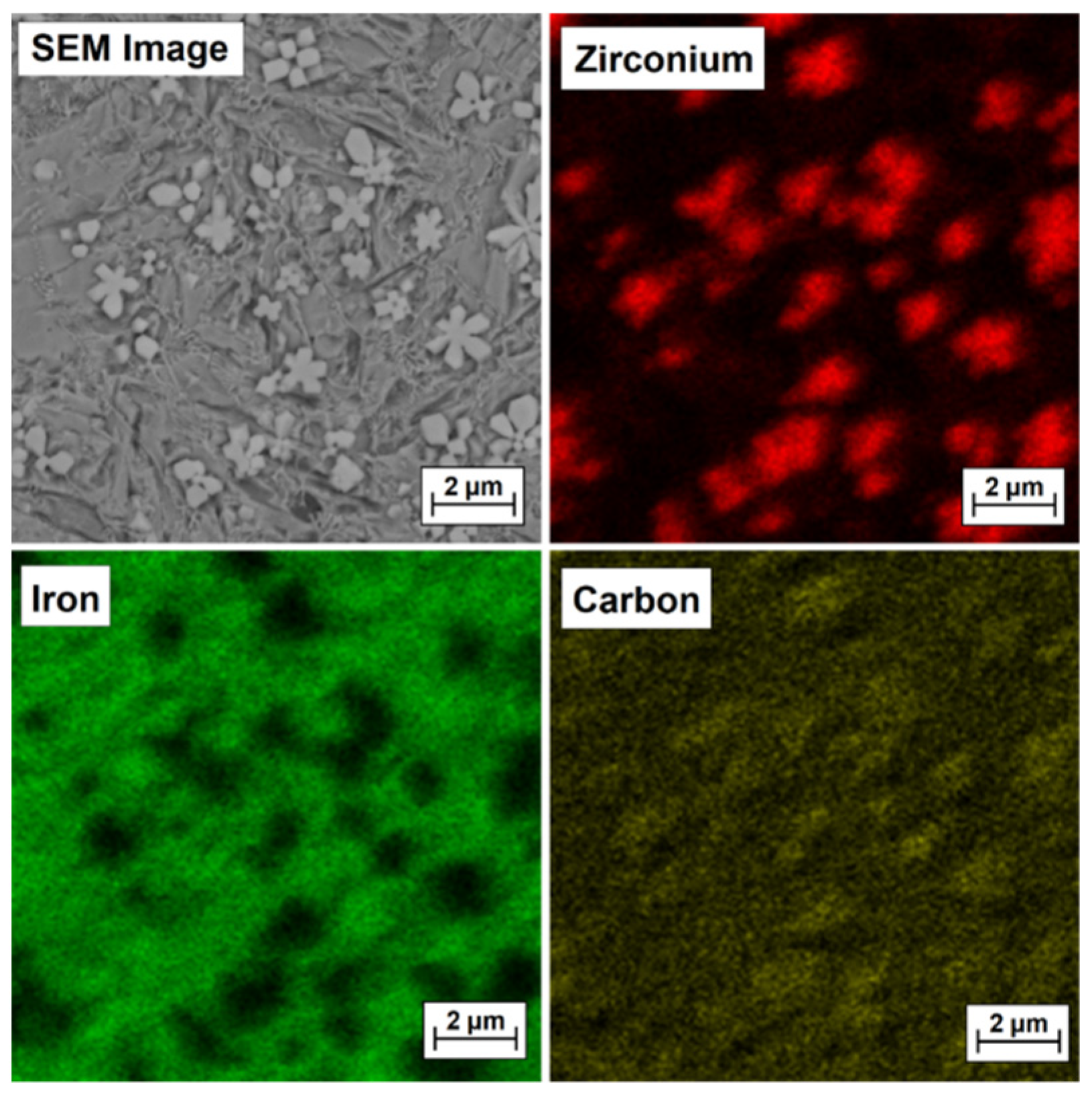
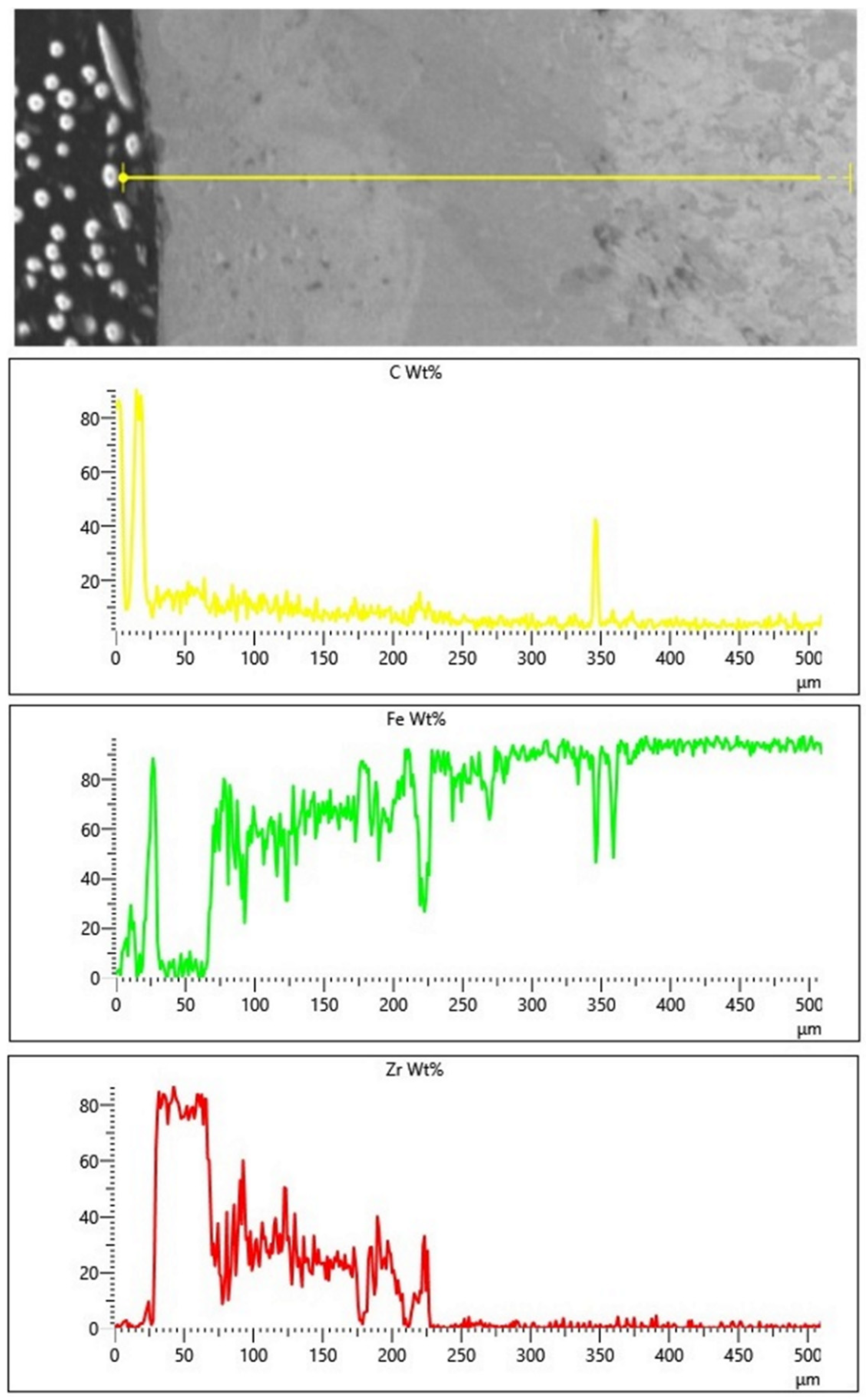
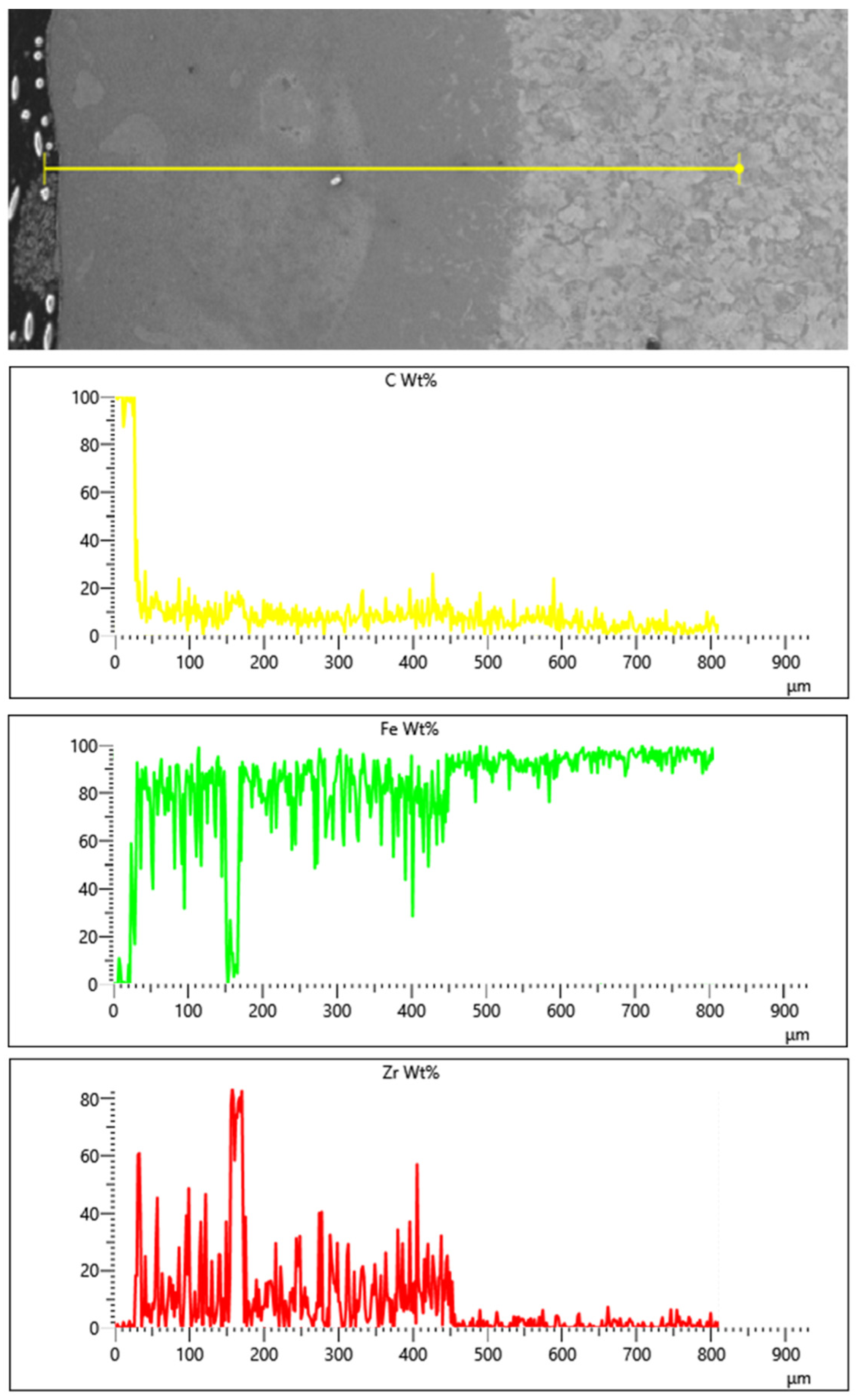
3.2. Chemical Composition
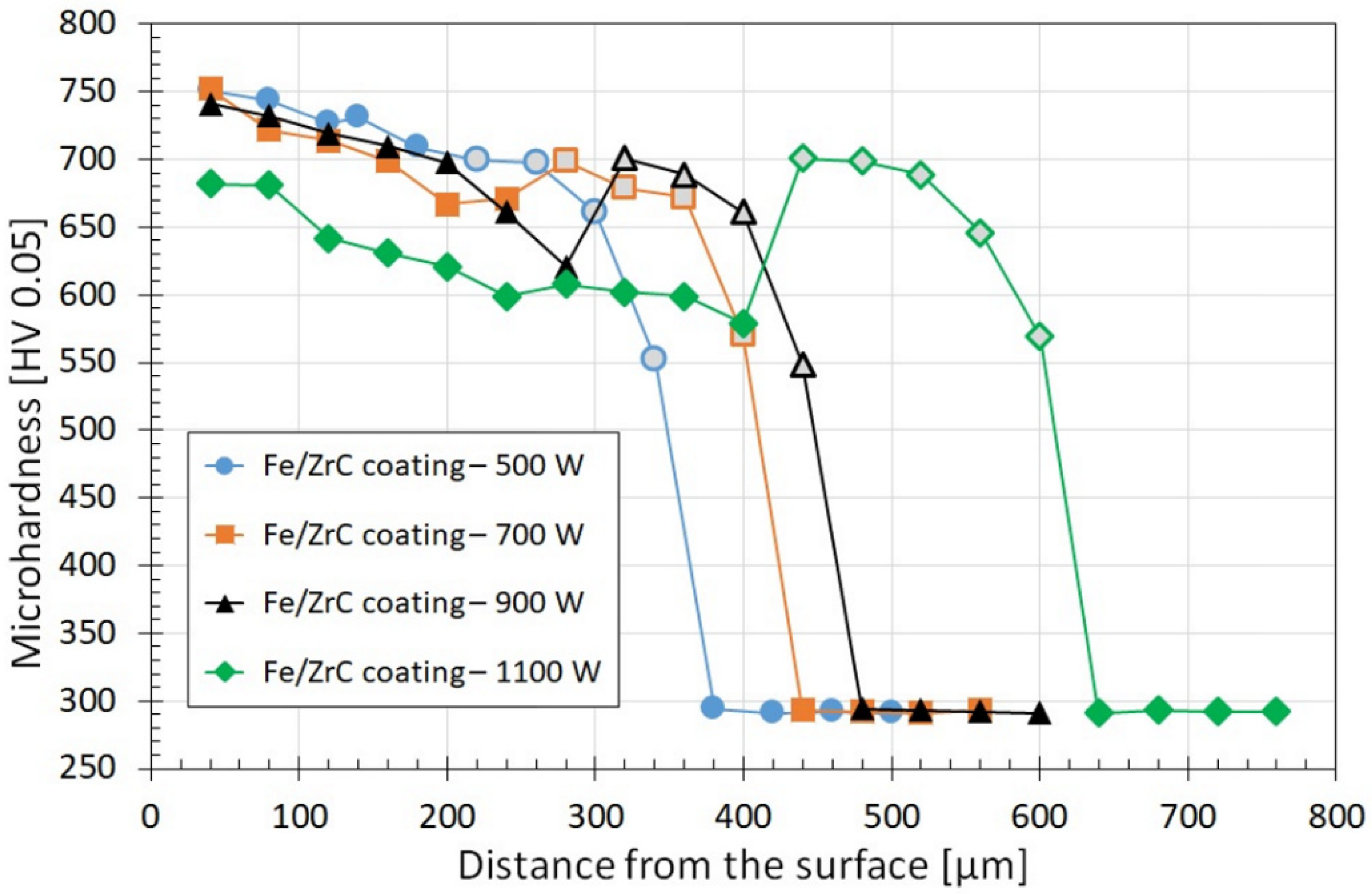
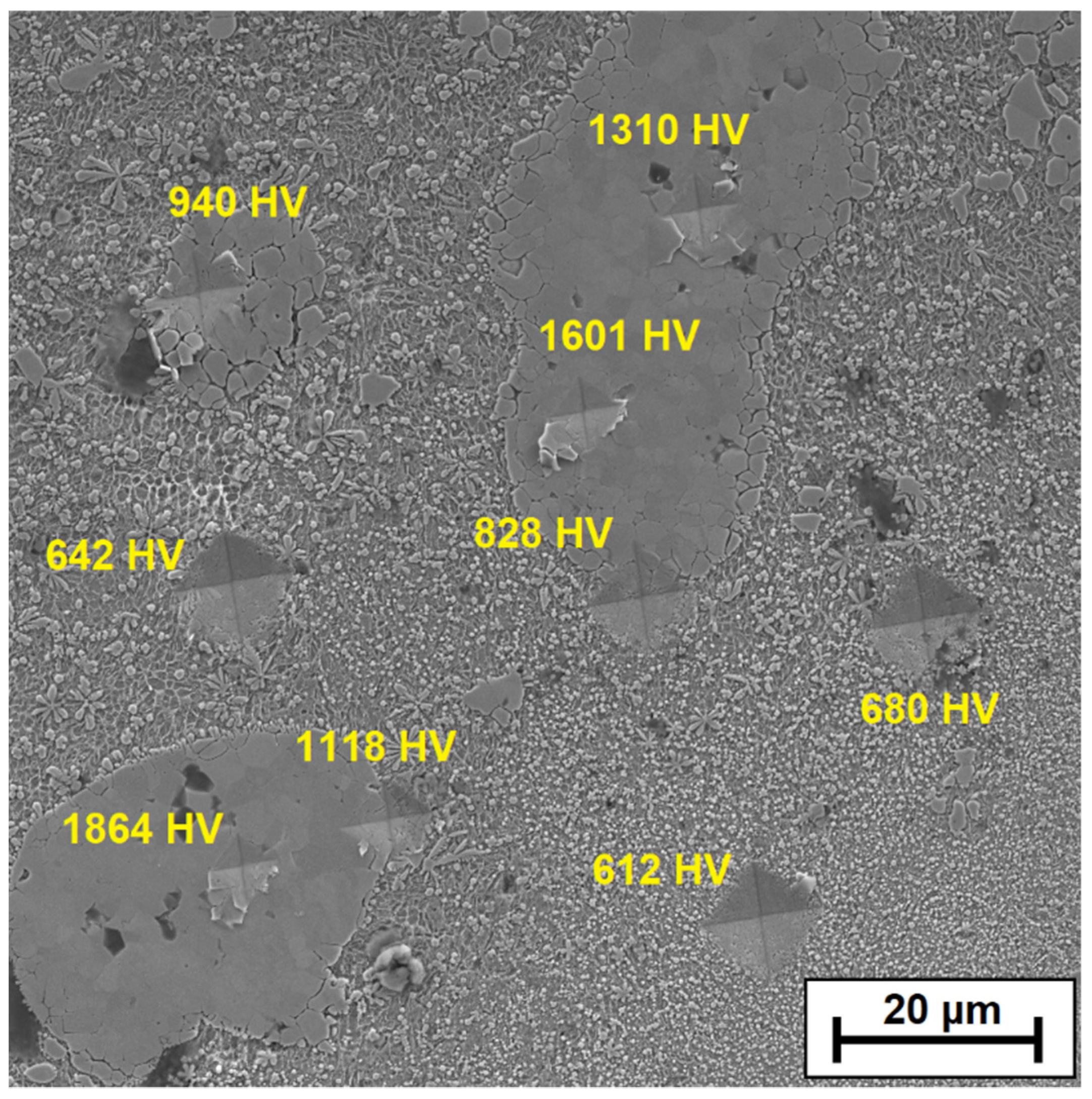
3.3. Microhardness
4. Conclusions
- It is possible to produce a composite Fe/ZrC coating, where the matrix is an iron-based alloy (steel) and the carbide phase is the reinforcing phase. In addition, it is possible to produce such a coating by remelting the precoating on steel with a paste in which zirconium carbide is the main component. The study was carried out on single laser tracks, which is a kind of limitation. However, the obtained results bode well for the production of full-value coatings in the form of multiple laser tracks on entire area of substrate.
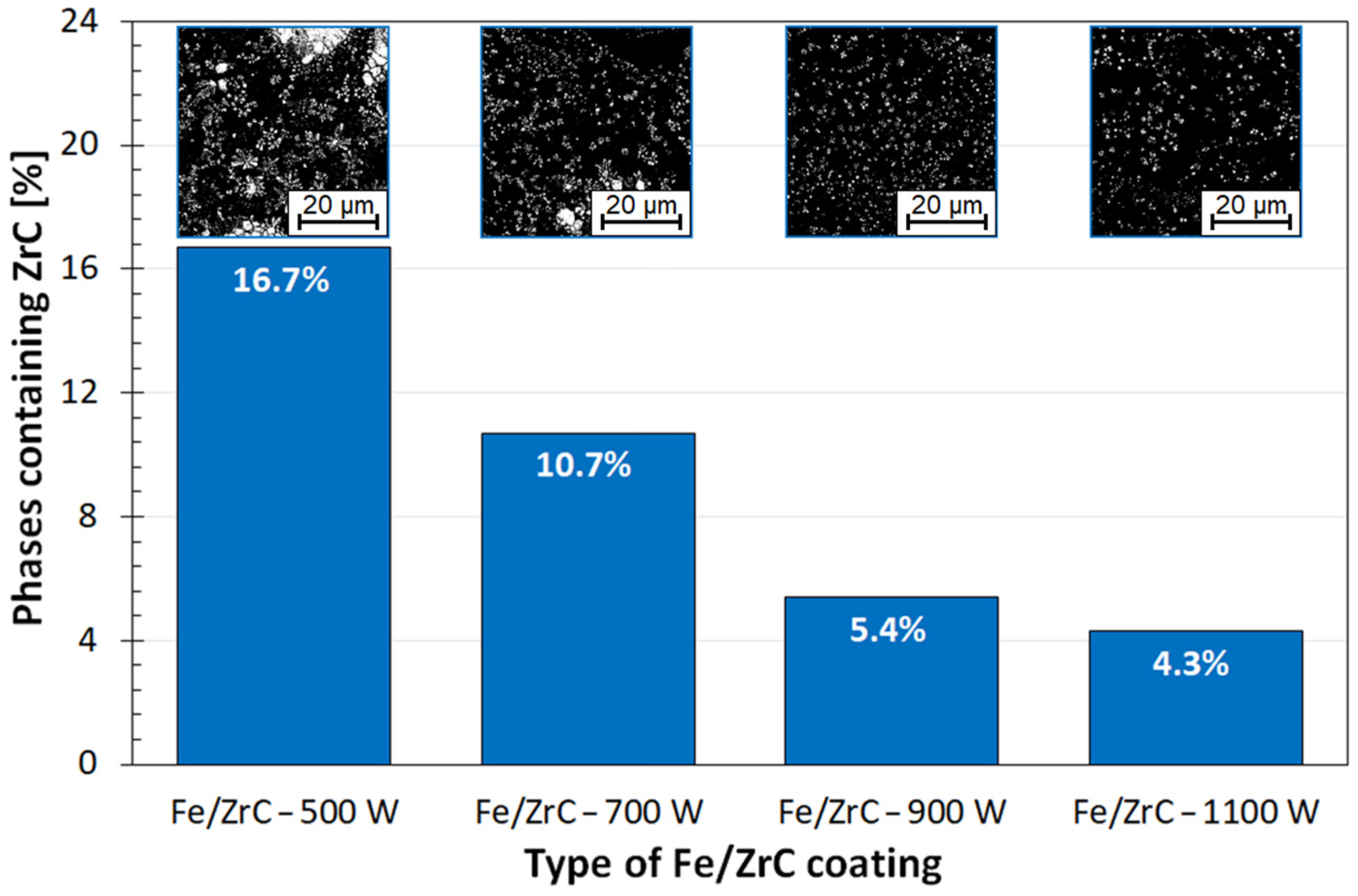
- The laser beam power used is very important in the production of Fe/ZrC coatings, as it determines production of the composite microstructure and allows a smaller or larger number of carbide phases to be obtained. The amount of reinforcing phase can have a significant influence on the final properties of the coatings.
- Remelting finer particles of ZrC powder leads to precipitation of secondary carbides in the iron-based matrix, which increases coating microhardness.
- The greatest hardness can be achieved using the highest possible proportion of non-remelted or only partially remelted zirconium carbides.
- As laser beam power increases, the proportion of carbide phase decreases, which results in a reduction in the hardness of Fe/ZrC coating produced. One limitation is the ability to unequivocally determine the microhardness of the coating, because there are large differences in the microhardness of the matrix and the ZrC particles present in it.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Steen, W.M.; Mazumder, J. Laser Material Processing, 4th ed.; Springer: London, UK, 2010. [Google Scholar] [CrossRef]
- Major, B. Laser modification of steel by introducing carbides and borides. 3rd Polish National Conference Surface Treatment. Conf. Mater. 1996, 263–269. [Google Scholar]
- Czerwinski, F. Heat Treatment: Conventional and Novel Applications; IntechOpen: London, UK, 2012. [Google Scholar] [CrossRef]
- Burakowski, T.; Wierzchon, T. Surface Engineering of Metals. Principles, Equipment, Technologies; CRC Press/Taylor & Francis Group: Boca Raton, FL, USA, 2020; ISBN 9780367400125. [Google Scholar]
- Lawrence, J.R.; Waugh, D. Laser surface engineering: Processes and applications. In Woodhead Publishing Series in Metals and Surface Engineering Book, 1st ed.; Kindle Edition; Elsevier Science and Technology: Cambridge, UK, 2014. [Google Scholar]
- Ding, H.; Mu, X.; Zhu, Y.; Yang, W.; Xiao, Q.; Wang, W.; Liu, Q.; Guo, J.; Zhou, Z. Effect of laser claddings of Fe-based alloy powder with different concentrations of WS2 on the mechanical and tribological properties of railway wheel. Wear 2022, 488–489, 204174. [Google Scholar] [CrossRef]
- Lu, J.Z.; Cao, J.; Lu, H.F.; Zhang, L.Y.; Luo, K.Y. Wear properties and microstructural analyses of Fe-based coatings with various WC contents on H13 die steel by laser cladding. Surf. Coat. Technol. 2019, 369, 228–237. [Google Scholar] [CrossRef]
- Bartkowski, D.; Bartkowska, A.; Jurči, P. Laser cladding process of Fe/WC metal matrix composite coatings on low carbon steel using Yb: YAG disk laser. Opt. Laser Technol. 2021, 136, 106784. [Google Scholar] [CrossRef]
- Bartkowska, A.; Bartkowski, D.; Popławski, M.; Piasecki, A.; Przestacki, D.; Miklaszewski, A. Microstructure, Microhardness, Corrosion Resistance and Chemical Composition of Mo, B and Mo-B Coatings Produced Using Laser Processing. Materials 2020, 13, 3249. [Google Scholar] [CrossRef]
- Li, J.; Zhu, Z.; Peng, Y.; Shen, G. A comparative study on microstructure evolution and wear resistance of different-sized tungsten carbide modified Fe-based laser cladding coatings. Opt. Laser Technol. 2022, 147, 107672. [Google Scholar] [CrossRef]
- Bartkowska, A.; Bartkowski, D.; Popławski, M.; Przestacki, D. Microstructure, microhardness, corrosion and wear resistance of B, Si and B-Si coatings produced on C45 steel using laser processing. Metals 2020, 10, 792. [Google Scholar] [CrossRef]
- Bartkowski, D. Manufacturing Technology and Properties of Fe/TaC Metal Matrix Composite Coatings Produced on Medium Carbon Steel Using Laser Processing—Preliminary Study on the Single Laser Tracks. Materials 2021, 14, 5367. [Google Scholar] [CrossRef] [PubMed]
- Bartkowska, A. Characteristics of Cr-B Coatings Produced on Vanadis® 6 Tool Steel Using Laser Processing. Materials 2021, 14, 2621. [Google Scholar] [CrossRef]
- Bartkowska, A. Production and Properties of FeB-Fe2B-Fe3(B,C) Surface Layers Formed on Tool Steel Using Combination of Diffusion and Laser Processing. Coatings 2020, 10, 1130. [Google Scholar] [CrossRef]
- Li, Z.; Yan, H.; Zhang, P.; Guo, J.; Yu, Z.; Ringsberg, J.W. Improving surface resistance to wear and corrosion of nickel-aluminum bronze by laser-clad TaC/Co-based alloy composite coatings. Surf. Coat. Technol. 2021, 405, 126592. [Google Scholar] [CrossRef]
- Kukliński, M.; Bartkowska, A.; Przestacki, D. Microstructure and selected properties of Monel 400 alloy after laser heat treatment and laser boriding using diode laser. Int. J. Adv. Manuf. Technol. 2018, 98, 3005–3017. [Google Scholar] [CrossRef] [Green Version]
- Smolina, I.; Kobiela, K. Characterization of Wear and Corrosion Resistance of Stellite 6 Laser Surfaced Alloyed (LSA) with Rhenium. Coatings 2021, 11, 292. [Google Scholar] [CrossRef]
- Yu, T.; Deng, Q.; Dong, G.; Yang, J. Effects of Ta on microstructure and microhardness of Ni based laser clad coating. Appl. Surf. Sci. 2011, 257, 5098–5103. [Google Scholar] [CrossRef]
- Bartkowski, D.; Kinal, G. Microstructure and wear resistance of Stellite-6/WC MMC coatings produced by laser cladding using Yb:YAG disk laser. Int. J. Refract. Met. Hard Mater. 2016, 58, 157–164. [Google Scholar] [CrossRef]
- Bartkowski, D.; Bartkowska, A. Wear resistance in the soil of Stellite-6/WC coatings produced using laser cladding method. Int. J. Refract. Met. Hard Mater. 2017, 64, 20–26. [Google Scholar] [CrossRef]
- Bartkowski, D.; Młynarczak, A.; Piasecki, A.; Dudziak, B.; Gościański, M.; Bartkowska, A. Microstructure, microhardness and corrosion resistance of Stellite-6 coatings reinforced with WC particles using laser cladding. Opt. Laser Technol. 2015, 68, 191–201. [Google Scholar] [CrossRef]
- Zhou, S.; Dai, X.; Zheng, H. Microstructure and wear resistance of Fe-based WC coating by multi-track overlapping laser induction hybrid rapid cladding. Opt. Laser Technol. 2012, 44, 190–197. [Google Scholar] [CrossRef]
- Zhou, S.; Dai, X. Microstructure evolution of Fe-based WC composite coating prepared by laser induction hybrid rapid cladding. Appl. Surf. Sci. 2010, 256, 7395–7399. [Google Scholar] [CrossRef]
- Wang, J.; Li, L.; Tao, W. Crack initiation and propagation behavior of WC particles reinforced Fe-based metal matrix composite produced by laser melting deposition. Opt. Laser Technol. 2016, 82, 170–182. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, Y.; Zuo, L.; Zhang, Y.; Qi, Y.; Gao, K. The effect of volume fraction of WC particles on wear behavior of in-situ WC/Fe composites by spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2017, 69, 196–208. [Google Scholar] [CrossRef]
- Zhou, S.; Xu, Y.; Liao, B.; Sun, Y.; Dai, X.; Yang, J.; Li, Z. Effect of laser remelting on microstructure and properties of WC reinforced Fe-based amorphous composite coatings by laser cladding. Opt. Laser Technol. 2018, 103, 8–16. [Google Scholar] [CrossRef] [Green Version]
- Dai, Q.L.; Luo, C.; You, F. Crack Restraining Methods and their Effects on the Microstructures and Properties of Laser Cladded WC/Fe Coatings. Materials 2018, 11, 2541. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fan, L.I.; Dong, Y.; Chen, H.; Dong, L.; Yin, Y. Wear Properties of Plasma Transferred Arc Fe-based Coatings Reinforced by Spherical WC Particles. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2019, 34, 433–439. [Google Scholar] [CrossRef]
- Zhou, S.; Zeng, X. Growth characteristics and mechanism of carbides precipitated in WC–Fe composite coatings by laser induction hybrid rapid cladding. J. Alloys Compd. 2010, 505, 685–691. [Google Scholar] [CrossRef]
- Qunshuang, M.; Yajiang, L.; Juan, W.; Kun, L.; Li, Y.; Wang, J.; Liu, K. Microstructure evolution and growth control of ceramic particles in wide-band laser clad Ni60/WC composite coatings. Mater. Des. 2016, 92, 897–905. [Google Scholar] [CrossRef]
- Abbas, G.; West, D.R.F. Laser surface cladding of stellite and stellite-SiC composite deposits for enhanced hardness and wear. Wear 1991, 143, 353–363. [Google Scholar] [CrossRef]
- Wang, Q.; Shi, J.; Zhang, L.; Xiong, J.; Li, J.; Ma, N.; Feng, J. Additive manufacturing of a high-strength ZrC-SiC and TC4 gradient structure based on a combination of laser deposition technique and brazing. J. Mater. 2021, 7, 766–779. [Google Scholar] [CrossRef]
- Bartkowska, A.; Bartkowski, D.; Piasecki, A.; Jurči, P. Influence of laser cladding parameters on microstructure, microhardness, chemical composition, wear and corrosion resistance of Fe-B composite coatings reinforced with B4C and Si particles. Coatings 2020, 10, 809. [Google Scholar] [CrossRef]
- Chao, M.-J.; Niu, X.; Yuan, B.; Liang, E.-J.; Wang, D.-S. Preparation and characterization of in situ synthesized B4C particulate reinforced nickel composite coatings by laser cladding. Surf. Coat. Technol. 2006, 201, 1102–1108. [Google Scholar] [CrossRef]
- Dobrzański, L.A.; Labisz, K.; Piec, M.; Klimpel, A. Modelling of surface layer of the 31CrMoV12-18 tool steel using HPDL laser for alloying with TiC powder. J. Achiev. Mater. Manuf. Eng. 2007, 24, 27–34. [Google Scholar]
- Ertugrul, O.; Enrici, T.M.; Paydas, H.; Saggionetto, E.; Boschini, F.; Mertens, A. Laser cladding of TiC reinforced 316L stainless steel composites: Feedstock powder preparation and microstructural evaluation. Powder Technol. 2020, 375, 384–396. [Google Scholar] [CrossRef]
- Di, C.; Yan, X.; Lv, X.; Yan, C.; Ye, W.; Li, D. Effect of vacuum carburizing time on microstructure and mechanical properties of tantalum carbide layer. Met. Mater. Int. 2020, 27, 5008–5016. [Google Scholar] [CrossRef]
- Hu, D.; Liu, Y.; Chen, H.; Wang, M.; Liu, J. Microstructure and properties of in-situ synthesized Ni3Ta-TaC reinforced Ni-based coatings by laser cladding. Surf. Coat. Technol. 2021, 405, 126599. [Google Scholar] [CrossRef]
- Chao, M.; Wang, W.; Liang, E.; Ouyang, D. Microstructure and wear resistance of TaC reinforced Ni-based coating by laser cladding. Surf. Coat. Technol. 2008, 202, 1918–1922. [Google Scholar] [CrossRef]
- Murzakov, M.A.; Petrovskiy, V.N.; Polski, V.I.; Mnickelov, V.D.; Prokopova, N.M.; Tret’yakov, E.V. Influence of additions of nanoparticles TaC on a microstructure laser cladding. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2015; Volume 594, p. 012032. [Google Scholar] [CrossRef] [Green Version]
- Liu, T.; Niu, Y.; Pan, X.; Shi, M.; Zheng, X.; Yu, J.; Ding, C. Laser ablation behaviors of vacuum plasma sprayed ZrC-based coatings. J. Am. Ceram. Soc. 2019, 102, 4247–4258. [Google Scholar] [CrossRef]
- Jackson, H.F.; Jayaseelan, D.D.; Manara, D.; Casoni, C.P.; Lee, W.E. Laser melting of zirconium carbide: Determination of phase transitions in refractory ceramic systems. J. Am. Ceram. Soc. 2011, 94, 3561–3569. [Google Scholar] [CrossRef]
- Butt, D.P.; Wantuck, P.J.; Sappey, A.D. Laser Diagnostics of Zirconium Carbide Vaporization. J. Am. Ceram. Soc. 1994, 77, 1411–1417. [Google Scholar] [CrossRef]
- Lv, X.; Zhan, Z.; Cao, H.; Guo, C. Microstructure and properties of the laser cladded in-situ ZrB2-ZrC/Cu composite coatings on copper substrate. Surf. Coat. Technol. 2020, 396, 125937. [Google Scholar] [CrossRef]
- Yong, Y.-W.; Fu, W.; Deng, Q.-L.; Yang, J.-G. Mechanism of Zr in in situ-synthesized particle reinforced composite coatings by laser cladding. Rare Met. 2017, 36, 934–941. [Google Scholar] [CrossRef]
- King, D.; Middendorf, J.; Cissel, K.; Key, T.; Carney, C. Selective laser melting for the preparation of an ultra-high temperaturę ceramic coating. Ceram. Int. 2019, 45, 2466–2473. [Google Scholar] [CrossRef]
- Bacciochini, A.; Glandut, N.; Lefort, P. Surface densification of porous ZrC by a laser proces. J. Eur. Ceram. Soc. 2009, 29, 1507–1511. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | S | Cr | V | Fe |
|---|---|---|---|---|---|---|---|
| 1.35 | 0.60 | 0.30 | 0.02 | 0.02 | 1.45 | 0.20 | bal. |
| Type of Coating | No | Zr | Fe | C |
|---|---|---|---|---|
| Fe/ZrC 500 W | 1 | 70.3 | 15.0 | 14.7 |
| 2 | 46.5 | 38.5 | 14.9 | |
| 3 | 80.2 | 2.9 | 16.9 | |
| 4 | 9.0 | 84.2 | 6.8 | |
| 5 | 8.0 | 84.1 | 7.9 | |
| 6 | 10.0 | 83.4 | 6.7 | |
| Fe/ZrC 700 W | 1 | 66.9 | 14.6 | 18.4 |
| 2 | 64.6 | 17.9 | 17.5 | |
| 3 | 53.0 | 27.4 | 19.6 | |
| 4 | 12.6 | 69.2 | 18.2 | |
| 5 | 12.5 | 71.7 | 15.8 | |
| 6 | 6.2 | 82.1 | 11.7 | |
| Fe/ZrC 900 W | 1 | 59.0 | 24.3 | 16.7 |
| 2 | 34.6 | 50.6 | 14.9 | |
| 3 | 6.0 | 86.5 | 7.5 | |
| 4 | 2.0 | 90.7 | 7.4 | |
| 5 | 3.8 | 88.1 | 8.0 | |
| 6 | 4.3 | 89.2 | 6.5 | |
| Fe/ZrC 1100 W | 1 | 51.5 | 33.6 | 14.9 |
| 2 | 72.1 | 10.6 | 17.3 | |
| 3 | 1.2 | 92.5 | 6.3 | |
| 4 | 7.4 | 83.6 | 9.0 | |
| 5 | 11.0 | 78.8 | 10.2 | |
| 6 | 9.5 | 82.8 | 7.6 |
| Type of Coating | No | Zr | Fe | C |
|---|---|---|---|---|
| Fe/ZrC 1100 W | 1 | 78.5 | 3.5 | 18.0 |
| 2 | 68.9 | 11.4 | 19.7 | |
| 3 | 73.1 | 8.2 | 18.7 | |
| 4 | 10.1 | 74.9 | 15.0 | |
| 5 | 9.1 | 77.9. | 13.0 | |
| 6 | 8.7 | 80.0 | 11.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bartkowski, D. Influence of Laser Beam Power on Microstructure and Microhardness of Fe/ZrC Coatings Produced on Steel Using Laser Processing—Preliminary Study on the Single Laser Tracks. Materials 2022, 15, 758. https://doi.org/10.3390/ma15030758
Bartkowski D. Influence of Laser Beam Power on Microstructure and Microhardness of Fe/ZrC Coatings Produced on Steel Using Laser Processing—Preliminary Study on the Single Laser Tracks. Materials. 2022; 15(3):758. https://doi.org/10.3390/ma15030758
Chicago/Turabian StyleBartkowski, Dariusz. 2022. "Influence of Laser Beam Power on Microstructure and Microhardness of Fe/ZrC Coatings Produced on Steel Using Laser Processing—Preliminary Study on the Single Laser Tracks" Materials 15, no. 3: 758. https://doi.org/10.3390/ma15030758