

Improving the Wear and Corrosion Resistance of Aeronautical Component Material by Laser Shock Processing: A Review



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Fundamental Mechanism of Laser Shock Processing
3. LSP Treatment for Wear and Corrosion Resistance Improvement
3.1. Wear Resistance Improvement for Aeronautical Components Material
3.2. Corrosion Resistance Improvement for Aeronautical Components Material
4. Conclusions and Outlook
- (1)
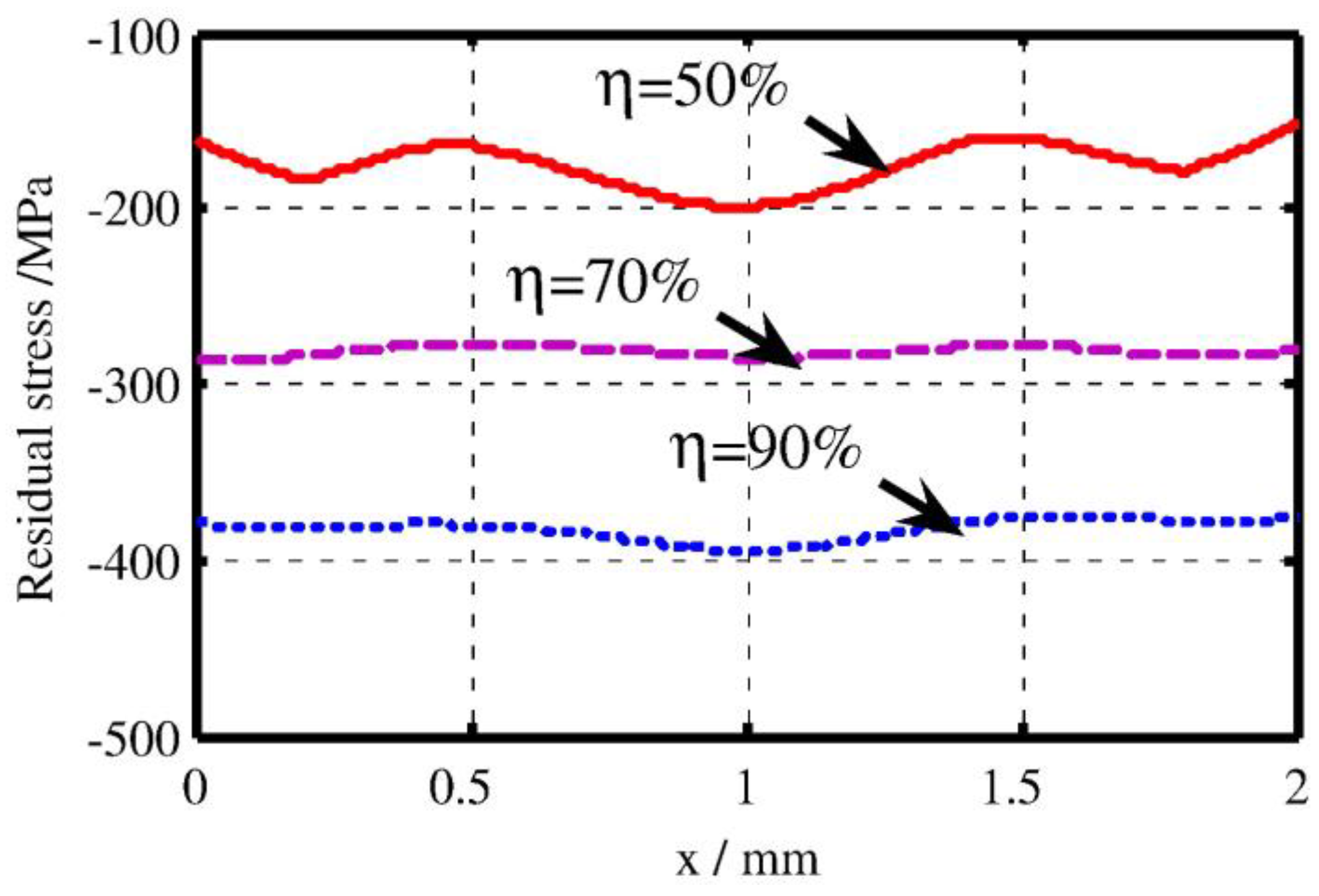
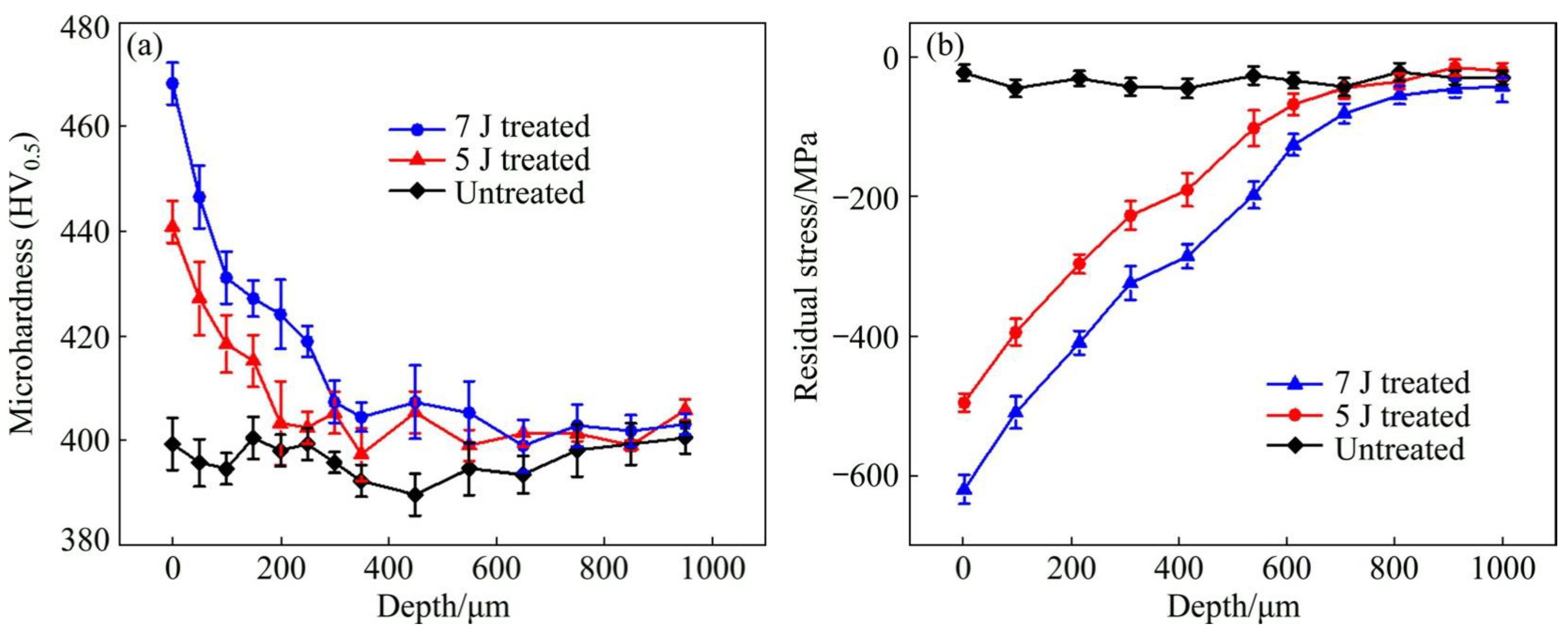
- LSP utilizes the stress effect of laser-induced plasma shock waves to form a gradient distribution of compressive residual stress, microhardness, and microstructure in the near-surface layer of the metallic target, thereby improving the mechanical properties.
- (2)
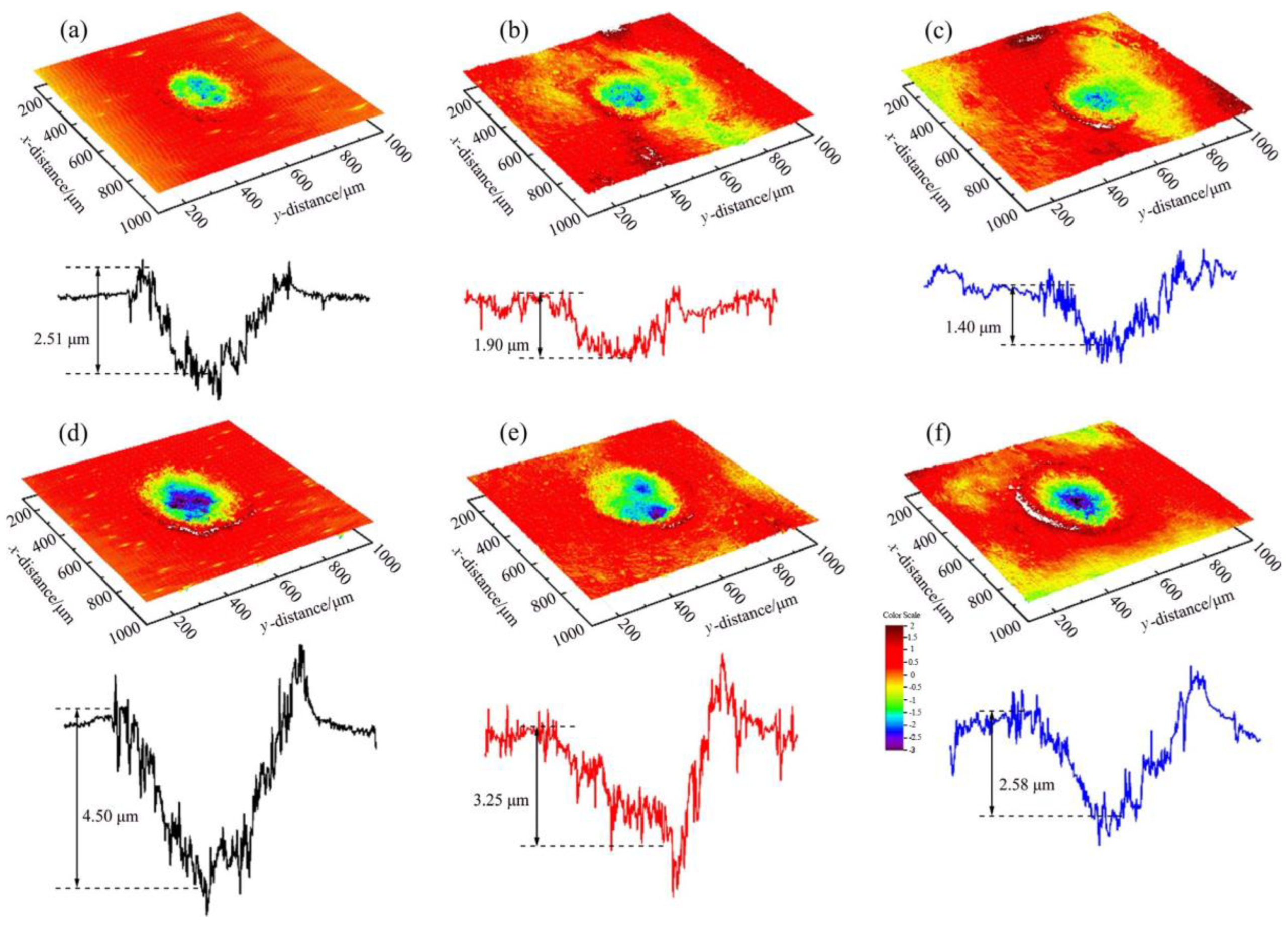
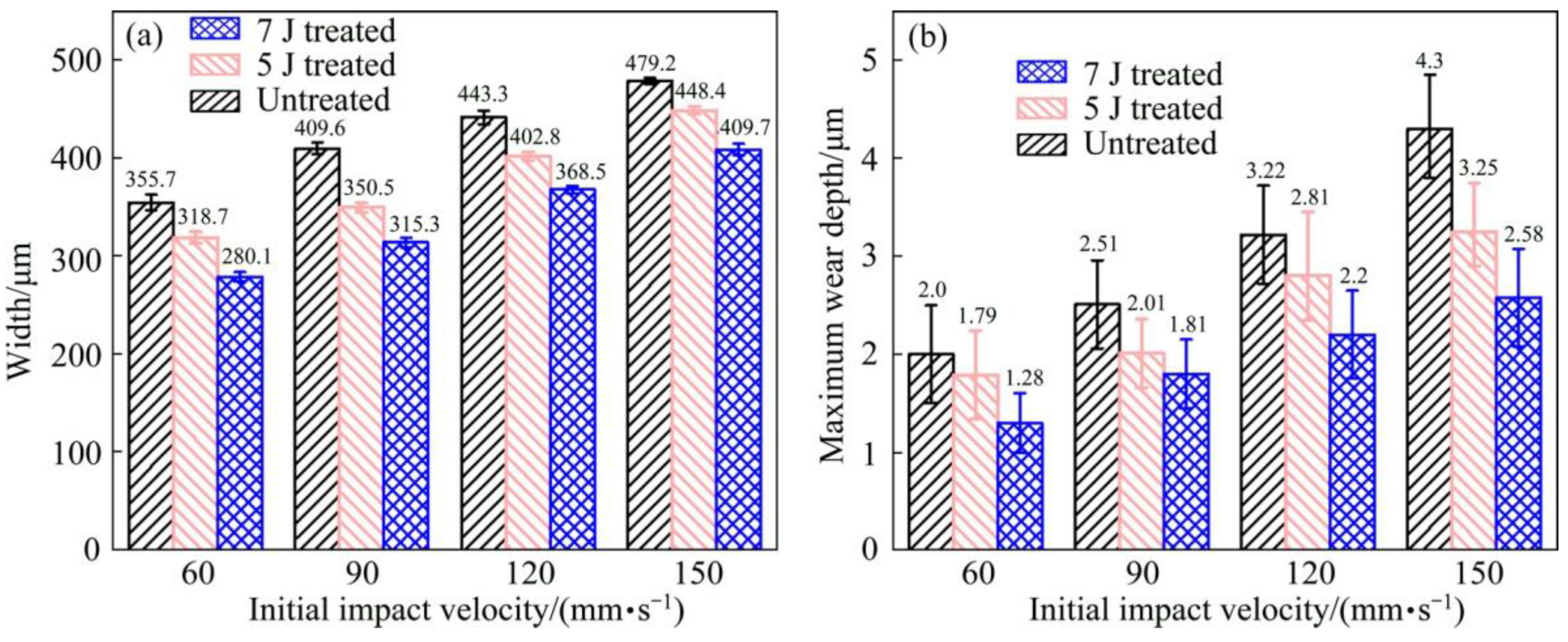
- The wear resistance improvement of metallic material treated with the LSP treatment is attributed to the enhancement of microhardness and beneficial compressive residual stress.
- (3)
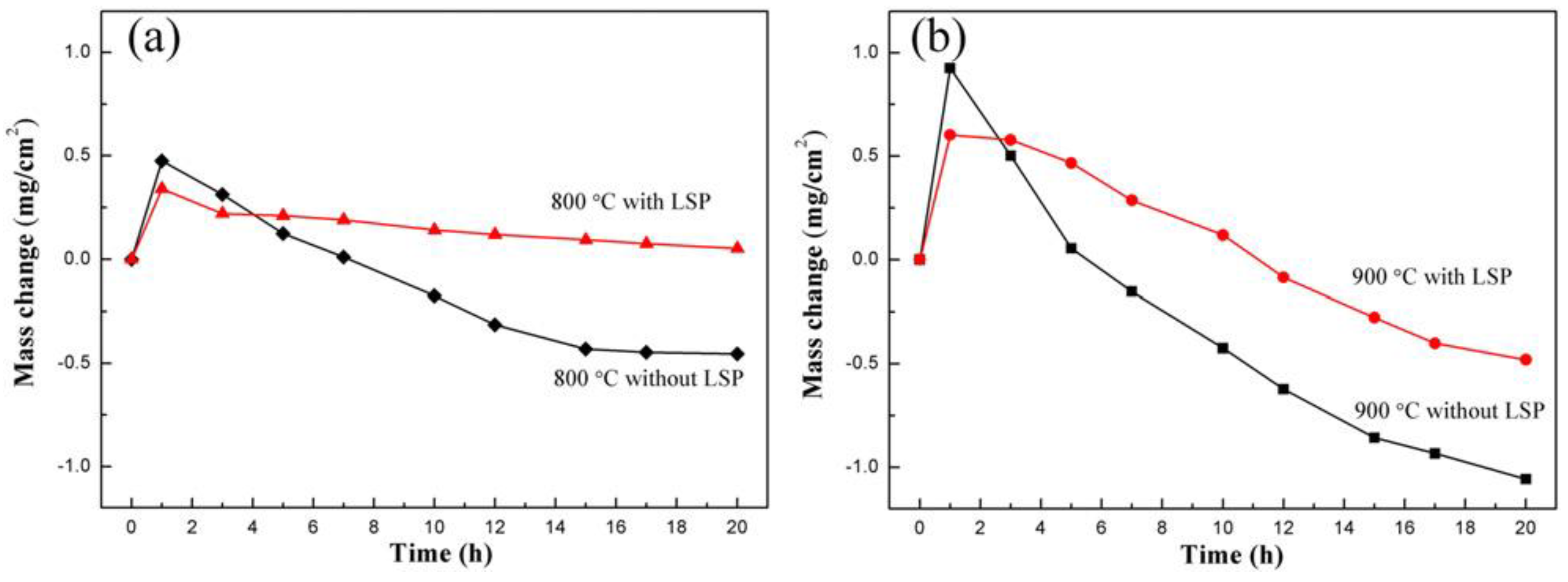
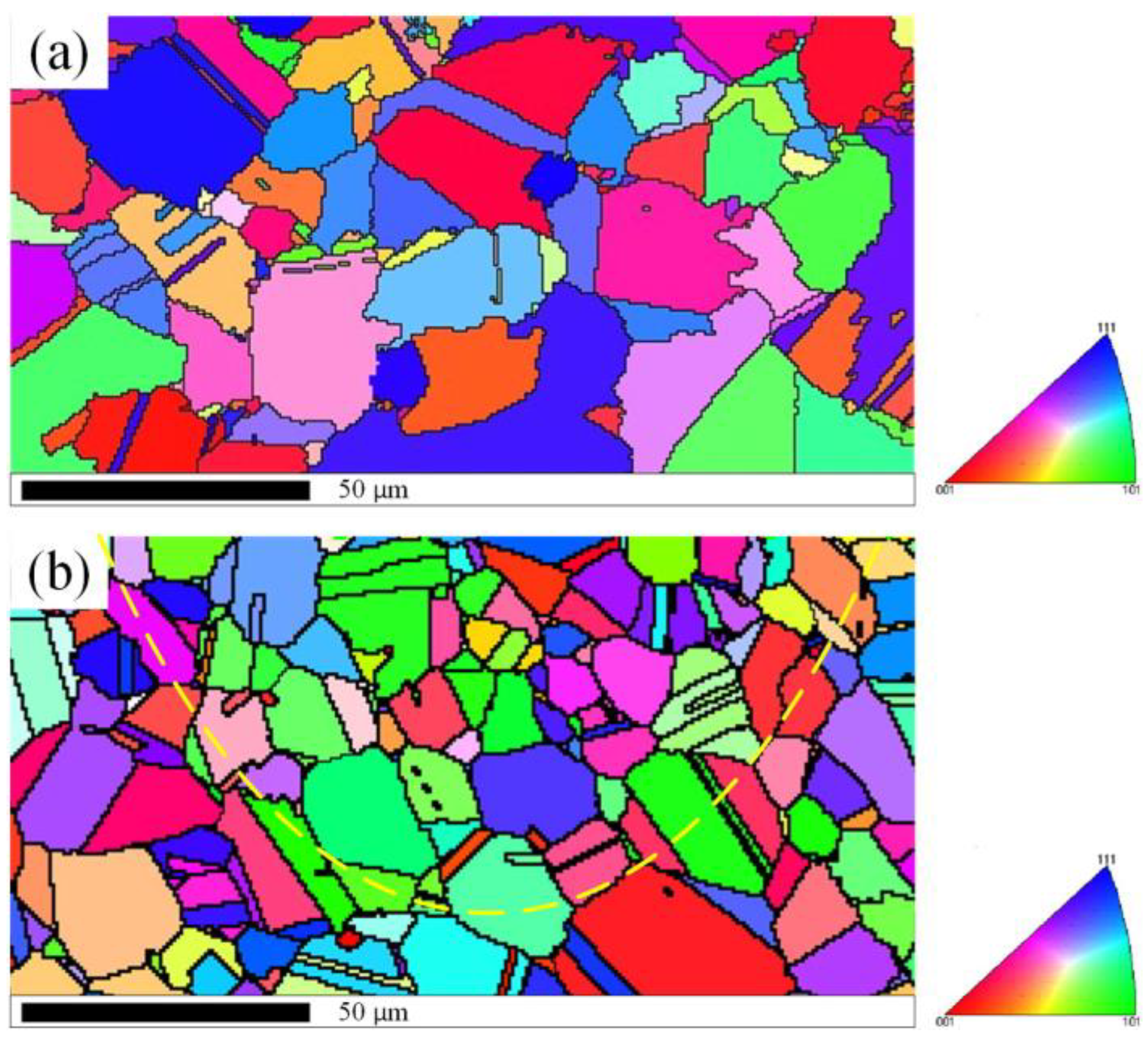
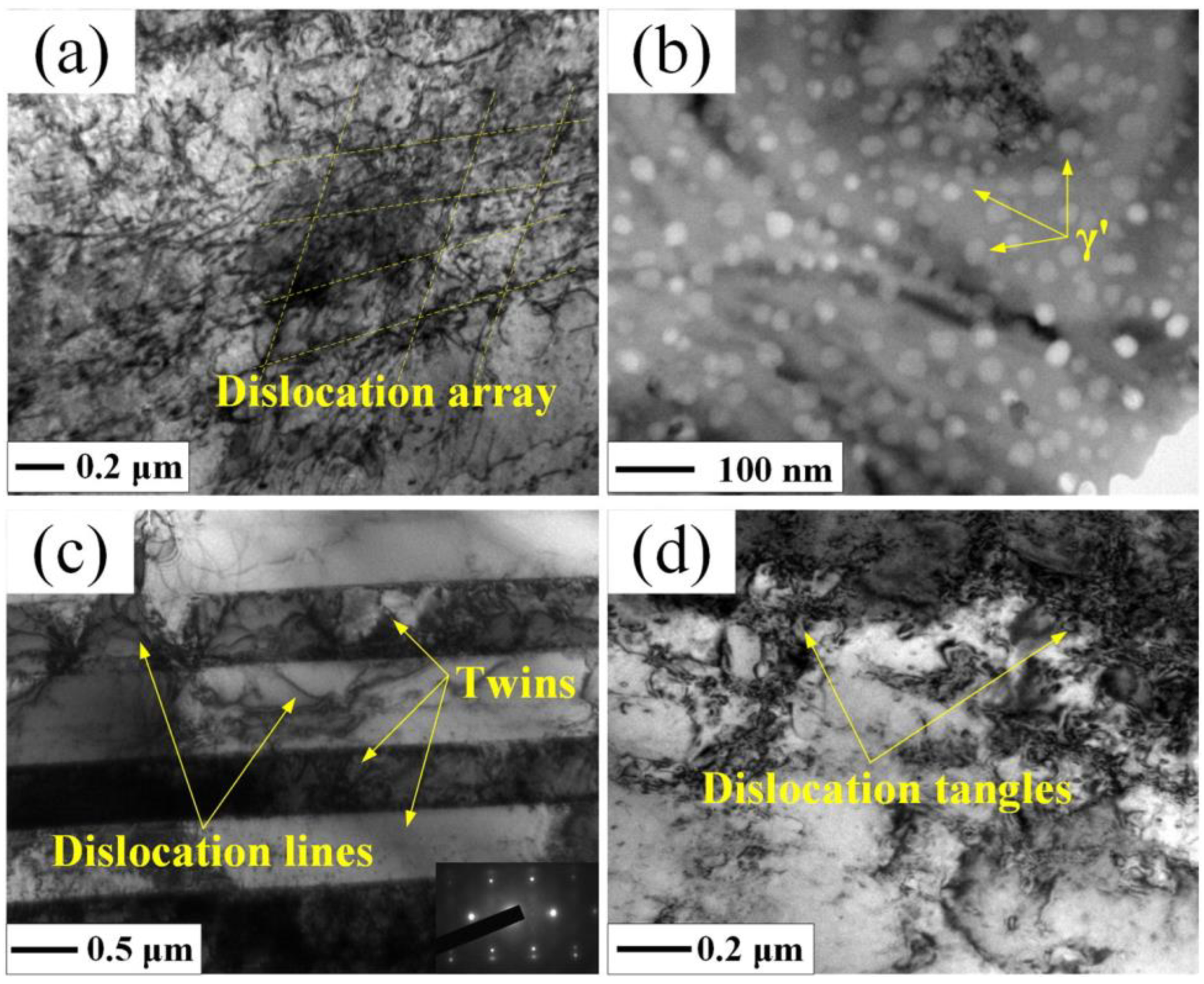
- The increased hot corrosion resistance of metallic materials treated by LSP is mainly attributed to the introduction of beneficial compressive residual stress, grain refinement, and crystal defects.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nie, X.F.; Li, Y.H.; He, W.F.; Luo, S.H.; Zhou, L.C. Research Progress and Prospect of Laser Shock Peening Technology in Aero-engine Components. J. Mech. Eng. 2021, 57, 293–305. [Google Scholar]
- Zhou, R.; Zhang, Z.; Hong, M.H. The art of laser ablation in aeroengine: The crown jewel of modern industry. J. Appl. Phys. 2020, 127, 080902. [Google Scholar]
- Shi, P.Y.; Liu, X.H.; Wang, T.; Wang, K.X.; Li, Y.; Zhang, F.S.; He, W.F.; Li, Y.H. Tensile and High Cycle Fatigue Properties and Fracture Mechanism of Near β Titanium Alloy Strengthened by Laser Shock Peening. Surf. Technol. 2022, 51, 58–65, 166. [Google Scholar]
- Lu, G.; Liu, H.; Lin, C.; Zhang, Z.; Shukla, P.; Zhang, Y.; Yao, J. Improving the fretting performance of aero-engine tenon joint materials using surface strengthening. Mater. Sci. Technol. Lond. 2019, 35, 1781–1788. [Google Scholar] [CrossRef]
- Wu, J.J.; Huang, Z.; Qiao, H.C.; Wei, B.X.; Zhao, Y.J.; Li, J.F.; Zhao, J.B. Prediction about residual stress and microhardness of material subjected to multiple overlap laser shock processing using artificial neural network. J. Cent. South Univ. 2022, 29, 3346–3360. [Google Scholar] [CrossRef]
- Yan, L.; Wu, H.N.; Tian, L.; Xu, P.W.; Deng, T.; Nie, X.F. Process Analysis and Friction Wear Performance Study of Laser Impact Strengthened MB8 Magnesium Alloy. Surf. Technol. 2022, 51, 45–57. [Google Scholar]
- Zhou, L.C.; He, W.F. Gradient Microstructure in Laser Shock Peened Materials: Fundamentals and Applications; Zhejiang University Press: Hangzhou, China, 2021; ISBN 978-981-16-1747-8. [Google Scholar]
- Li, Y.H. The Theory and Technology of Laser Shock Processing; Science Press: Beijing, China, 2013; ISBN 978-7-03-037459-2. [Google Scholar]
- Guo, W.; Sun, R.; Song, B.; Zhu, Y.; Li, F.; Che, Z.; Li, B.; Guo, C.; Liu, L.; Peng, P. Laser shock peening of laser additive manufactured Ti6Al4V titanium alloy. Surf. Coat. Technol. 2018, 349, 503–510. [Google Scholar] [CrossRef]
- Zhang, Y.K.; Lu, J.Z.; Luo, K.Y. Laser Shock Processing of FCC Metals; Springer: Berlin/Heidelberg, Germary, 2013; ISBN 978-3-642-35673-5. [Google Scholar]
- Yu, Y.Q.; Zhou, L.C.; Gong, J.E.; Fang, X.Y.; Zhou, J.; Cai, Z.B. Microstructure and Fretting Fatigue Behaviour of GH4169 Superalloy after Laser Shock Peening. Surf. Technol. 2022, 51, 38–48. [Google Scholar]
- Li, M.R.; Wang, R.Q.; Tian, T.Y.; Mao, J.X.; Hu, D.Y. Low Cycle Fatigue Life Prediction of DD6 Single Crystal Superalloy by Shot Peening. Surf. Technol. 2022, 51, 1–9. [Google Scholar]
- Meng, C.; Zhao, Y.C.; Zhang, X.Y.; Wang, Y.; He, Y.; Zhang, J. Research and Application of Ultrasonic Rolling Surface Strengthening Technology. Surf. Technol. 2022, 51, 179–202. [Google Scholar]
- Cai, J.; Kiplagat, C.C.; Li, W.; Shi, D.J.; Lin, S. Surface Roughness Numerical and Test Evaluation of FGH97 Powder Superalloy by Ultrasonic Shot Peening. Surf. Technol. 2021, 50, 250–257. [Google Scholar]
- Prevey, P.S.; Cammett, J.T. The influence of surface enhancement by low plasticity burnishing on the corrosion fatigue performance of AA7075-T6. Int. J. Fatigue 2004, 26, 975–982. [Google Scholar] [CrossRef]
- Stolárik, G.; Nag, A.; Petrů, J.; Svobodová, J.; Hloch, S. Ultrasonic Pulsating Water Jet Peening: Influence of Pressure and Pattern Strategy. Materials 2021, 14, 6019. [Google Scholar] [CrossRef] [PubMed]
- Sembiring, J.P.B.A.; Amanov, A.; Pyun, Y.S. Artificial neural network-based prediction model of residual stress and hardness of nickel-based alloys for UNSM parameters optimization. Mater. Today Commun. 2020, 25, 101391. [Google Scholar] [CrossRef]
- Wu, J.J.; Lin, X.Z.; Qiao, H.C.; Zhao, J.; Ding, W.W.; Zhu, R. Microstructural Evolution and Surface Mechanical Properties of the Titanium Alloy Ti-13Nb-13Zr Subjected to Laser Shock Processing. Materials 2023, 16, 238. [Google Scholar] [CrossRef]
- Li, X.; Zhou, L.; Zhao, T.; Pan, X.; Liu, P. Research on Wear Resistance of AISI 9310 Steel with Micro-Laser Shock Peening. Metals 2022, 12, 2157. [Google Scholar] [CrossRef]
- Ouyang, P.; Luo, X.; Dong, Z.; Zhang, S. Numerical Prediction of the Effect of Laser Shock Peening on Residual Stress and Fatigue Life of Ti-6Al-4V Titanium Alloy. Materials 2022, 15, 5503. [Google Scholar] [CrossRef] [PubMed]
- Gao, Y.K.; Zhong, Z.; Lei, L.M. Influence of Laser Peening and Shot Peening on Fatigue Properties of FGH97 Superalloy. Rare Metal. Mater. Eng. 2016, 45, 1230–1235. [Google Scholar]
- Gill, A.; Telang, A.; Mannava, S.R.; Qian, D.; Pyoun, Y.S.; Soyama, H.; Vasudevan, V.K. Comparison of mechanisms of advanced mechanical surface treatments in nickel-based superalloy. Mater. Sci. Eng. A 2013, 576, 346–355. [Google Scholar] [CrossRef]
- Lu, G.; Sokol, D.W.; Zhang, Y.; Dulaney, J.L. Nanosecond pulsed laser-generated stress effect inducing macro-micro-nano structures and surface topography evolution. Appl. Mater. Today 2019, 15, 171–184. [Google Scholar] [CrossRef]
- Gu, H.Q.; Yan, P.; Jiao, L.; Chen, S.Q.; Song, Y.F.; Zou, S.K.; Wang, X.B. Effect of laser shock peening on boring hole surface integrity and conformal contact fretting fatigue life of Ti-6Al-4V alloy. Int. J. Fatigue 2023, 166, 107241. [Google Scholar] [CrossRef]
- Wang, B.H.; Cheng, L.; Li, D.C. Study on very high cycle fatigue properties of forged TC4 titanium alloy treated by laser shock peening under three-point bending. Int. J. Fatigue 2022, 156, 106668. [Google Scholar] [CrossRef]
- Zhang, H.P.; Cai, Z.Y.; Wan, Z.D.; Peng, P.; Zhang, H.Q.; Sun, R.J.; Che, Z.G.; Guo, C.; Li, B.; Guo, W. Microstructure and Mechanical properties of laser shock peened 38CrSi steel. Mater. Sci. Eng. A 2020, 788, 139486. [Google Scholar] [CrossRef]
- An, Z.; He, W.; Zhou, X.; Zhou, L.; Nie, X. On the Microstructure, Residual Stress and Fatigue Performance of Laser Metal Deposited TC17 Alloy Subjected to Laser Shock Peening. Materials 2022, 15, 6501. [Google Scholar] [CrossRef] [PubMed]
- Azhari, A.; Sulaiman, S.; Rao, A.K.P. A review on the application of peening processes for surface treatment. IOP Conf. Ser. Mater. Sci. Technol.-Lond. 2016, 114, 012002. [Google Scholar] [CrossRef]
- Wu, J.J.; Liu, X.J.; Zhao, J.B.; Qiao, H.C.; Zhang, Y.N.; Zhang, H.Y. The online monitoring method research of laser shock processing based on plasma acoustic wave signal energy. Optik 2019, 183, 1151–1159. [Google Scholar] [CrossRef]
- Hu, Y.X. Research on the Numerical Simulation and Impact Effects of Laser Shock Processing. Ph.D. Thesis, Shanghai Jiao Tong University, Shanghai, China, 2008. [Google Scholar]
- Wu, J.J.; Zhao, J.B.; Qiao, H.C.; Hu, X.L.; Yang, Y.Q. The New Technologies Developed from Laser Shock Processing. Materials 2020, 13, 1453. [Google Scholar] [CrossRef]
- Fabbro, R.; Peyre, P.; Berthe, L.; Scherpereel, X. Physics and applications of laser-shock processing. J. Laser Appl. 1998, 10, 265–279. [Google Scholar] [CrossRef]
- Clauer, A.H.; Fairand, B.P.; Wilcox, B.A. Pulsed laser induced deformation in an Fe-3 Wt Pct Si alloy. Metall. Trans. A 1977, 8, 119–125. [Google Scholar] [CrossRef]
- Montross, C.; Wei, T.; Lin, Y.; Clark, G.; Mai, Y. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Anderholm, N.C. Laser-Generated Stress Waves. Appl. Phys. Lett. 1970, 16, 113–115. [Google Scholar] [CrossRef]
- Dai, F.; Pei, Z.; Ren, X.; Huang, S.; Hua, X.; Chen, X. Effects of different contact film thicknesses on the surface roughness evolution of LY2 aluminum alloy milled surface subjected to laser shock wave planishing. Surf. Coat. Technol. 2020, 403, 126391. [Google Scholar] [CrossRef]
- Johnon, J.N.; Rhode, R.W. Dynamic Deformation Twinning in Shock-Loaded Iron. J. Appl. Phys. 1971, 42, 4171. [Google Scholar] [CrossRef]
- Dhakal, B.; Swaroop, S. Effect of laser shock peening on mechanical and microstructural aspects of 6061-T6 aluminum alloy. J. Mater. Process. Technol. 2020, 282, 116640. [Google Scholar] [CrossRef]
- Hu, Y.X.; Yao, Z.Q. Overlapping rate effect on laser shock processing of 1045 steel by small spots with Nd: YAG pulsed laser. Surf. Coat. Technol. 2008, 202, 1517–1525. [Google Scholar] [CrossRef]
- Wang, J.F. Study on Fretting Wear Behavior of Titanium Alloy in Aero-Engine. Ph.D Thesis, University of Science and Technology of China, Hefei, China, 2022. [Google Scholar]
- Yin, M.G.; Cai, Z.B.; Li, Z.Y.; Zhou, Z.R.; Wang, W.J.; He, W.F. Improving impact wear resistance of Ti-6Al-4V alloy treated by laser shock peening. Trans. Nonferrous Metals Soc. 2019, 29, 1439–1448. [Google Scholar] [CrossRef]
- Anandavel, K.; Prakash, R.V. Effect of three-dimensional loading on macroscopic fretting aspects of an aero-engine blade–disc dovetail interface. Tribol. Int. 2011, 44, 1544–1555. [Google Scholar] [CrossRef]
- Li, Y.Q.; Wang, X.D.; Yang, Z.F.; Song, F.L. Wear resistance of copper improved by laser shock peening. High Power Laser Part. Beams 2016, 28, 202–206. [Google Scholar]
- Lu, J.Z.; Xue, K.N.; Lu, H.F.; Xing, F. Laser shock wave-induced wear property improvement and deformation mechanism of laser cladding Ni25 coating on H13 too steel. J. Mater. Process. Technol. 2021, 296, 117202. [Google Scholar] [CrossRef]
- Luo, W.; Selvadurai, U.; Tillmann, W. Effect of residual stress on the wear resistance of thermal spray coating. J. Therm. Spray Technol. 2016, 25, 321–330. [Google Scholar] [CrossRef]
- Geng, Y.X.; Mo, Y.; Zheng, H.Z.; Li, G.F.; Wang, K.D. Effect of laser shock peening on the hot corrosion behavior of Ni-based single-crystal superalloy at 750 °C. Corros. Sci. 2021, 185, 109419. [Google Scholar] [CrossRef]
- Wang, J.; Zhou, L.; Sheng, L.; Guo, J. The microstructure evolution and its effect on the mechanical properties of a hot-corrosion resistant Ni-based superalloy during long-term thermal exposure. Mater. Des. 2012, 39, 55–62. [Google Scholar] [CrossRef]
- Huang, G.H.; Dai, J.W.; Wang, Z.K.; Mou, R.D.; He, L.M. High temperature corrosion behavior of Co-Al coating on the single crystal superalloy. Vacuum 2016, 53, 13–17. [Google Scholar]
- He, D.G.; Lin, Y.C.; Tang, Y.; Li, L.; Chen, J.; Chen, M.S.; Chen, X.M. Influences of solution cooling on microstructures, mechanical properties and hot corrosion resistance of a nickel-based superalloy. Mater. Sci. Eng. A 2019, 746, 372–383. [Google Scholar] [CrossRef]
- Cao, J.; Zhang, J.; Hua, Y.; Chen, R.; Li, Z.; Ye, Y. Microstructure and hot corrosion behavior of the Ni-based superalloy GH202 treated by laser shock processing. Mater. Charact. 2017, 125, 67–75. [Google Scholar] [CrossRef]
- Wei, B.X.; Xu, J.; Gao, L.Q.; Feng, H.; Wu, J.J.; Sun, C.; Wang, Z.Y.; Ke, W. Nanosecond pulsed laser-assisted modified copper surface structure: Enhanced surface microhardness and microbial corrosion resistance. J. Mater. Sci. Technol. 2022, 107, 111–123. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, X.; Gan, S. Microstructure and Hot Corrosion of GH2036 Alloy Treated by Laser Shock Peening. JOM 2020, 72, 754–763. [Google Scholar] [CrossRef]
- Karthik, D.; Swaroop, S. Laser shock peening enhanced corrosion properties in a nickel based Inconel 600 superalloy. J. Alloys Compd. 2016, 694, 1309–1319. [Google Scholar] [CrossRef]
- Ralston, K.D.; Birbilis, N.; Davies, C.H.J. Revealing the relationship between grain size and corrosion rate of metals. Scr. Mater. 2010, 63, 1201–1204. [Google Scholar] [CrossRef]
- Orlowska, M.; Ura-Bińczyk, E.; Olejnik, L.; Lewandowska, M. The effect of grain size and grain boundary misorientation on the corrosion resistance of commercially pure aluminium. Corros. Sci. 2019, 148, 57–70. [Google Scholar] [CrossRef]
- Shadangi, Y.; Chattopadhyay, K.; Rai, S.B.; Singh, V. Effect of LASER shock peening on microstructure, mechanical properties and corrosion behavior of interstitial free steel. Surf. Coat. Technol. 2015, 280, 216–224. [Google Scholar] [CrossRef]
- Jia, Y.J.; Chen, H.N.; Zhang, J.Q.; Lei, J.B. Research on the Wear Resistance and Electrochemical Corrosion Properties of CoCrBiNbW High Entropy Alloy by Laser Melting Deposited. Surf. Technol. 2022, 51, 350–357, 370. [Google Scholar]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, J.; Zhou, Z.; Lin, X.; Qiao, H.; Zhao, J.; Ding, W. Improving the Wear and Corrosion Resistance of Aeronautical Component Material by Laser Shock Processing: A Review. Materials 2023, 16, 4124. https://doi.org/10.3390/ma16114124
Wu J, Zhou Z, Lin X, Qiao H, Zhao J, Ding W. Improving the Wear and Corrosion Resistance of Aeronautical Component Material by Laser Shock Processing: A Review. Materials. 2023; 16(11):4124. https://doi.org/10.3390/ma16114124
Chicago/Turabian StyleWu, Jiajun, Zhihu Zhou, Xingze Lin, Hongchao Qiao, Jibin Zhao, and Wangwang Ding. 2023. "Improving the Wear and Corrosion Resistance of Aeronautical Component Material by Laser Shock Processing: A Review" Materials 16, no. 11: 4124. https://doi.org/10.3390/ma16114124
APA StyleWu, J., Zhou, Z., Lin, X., Qiao, H., Zhao, J., & Ding, W. (2023). Improving the Wear and Corrosion Resistance of Aeronautical Component Material by Laser Shock Processing: A Review. Materials, 16(11), 4124. https://doi.org/10.3390/ma16114124