
Properties of Self-Compacting Concrete Produced with Optimized Volumes of Calcined Clay and Rice Husk Ash—Emphasis on Rheology, Flowability Retention and Durability


Abstract
:1. Introduction
2. Research Gap
3. Materials and Methods
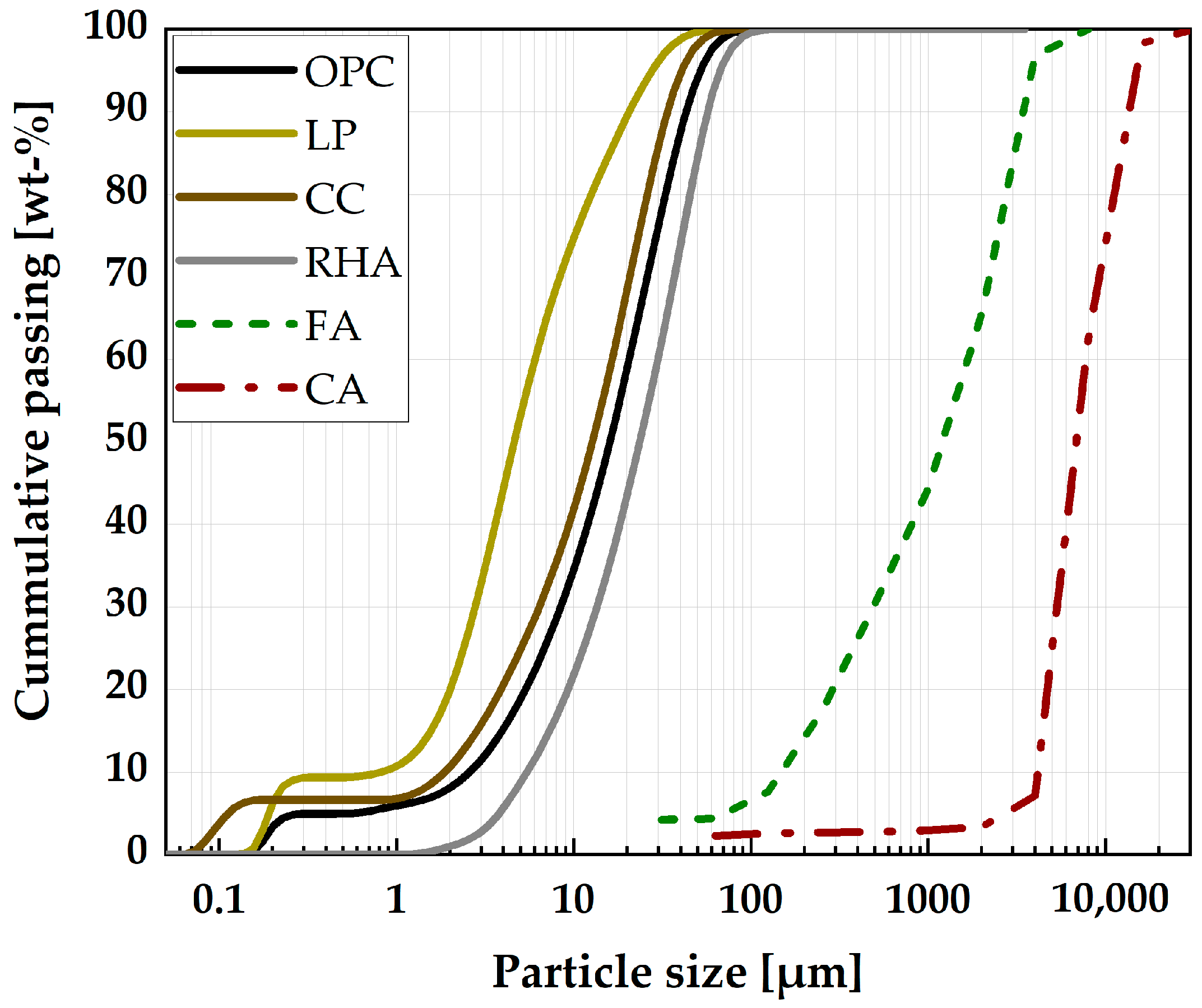
3.1. Research Materials
3.2. Methods
3.2.1. Self-Compacting Paste, Mortar and Concrete Mix Design
3.2.2. Batching and Mixing of Self-Compacting Paste, Mortar and Concrete Constituents
3.2.3. Fresh SCC Properties and Segregation Resistance
3.2.4. Rheology and Flowability Retention Assessment
3.2.5. Portlandite Consumption, Plastic and Drying Shrinkage of Self-Compacting Paste, and Mortar
3.2.6. Compressive Strength and Chloride Migration Resistance of SCC
4. Results and Discussion
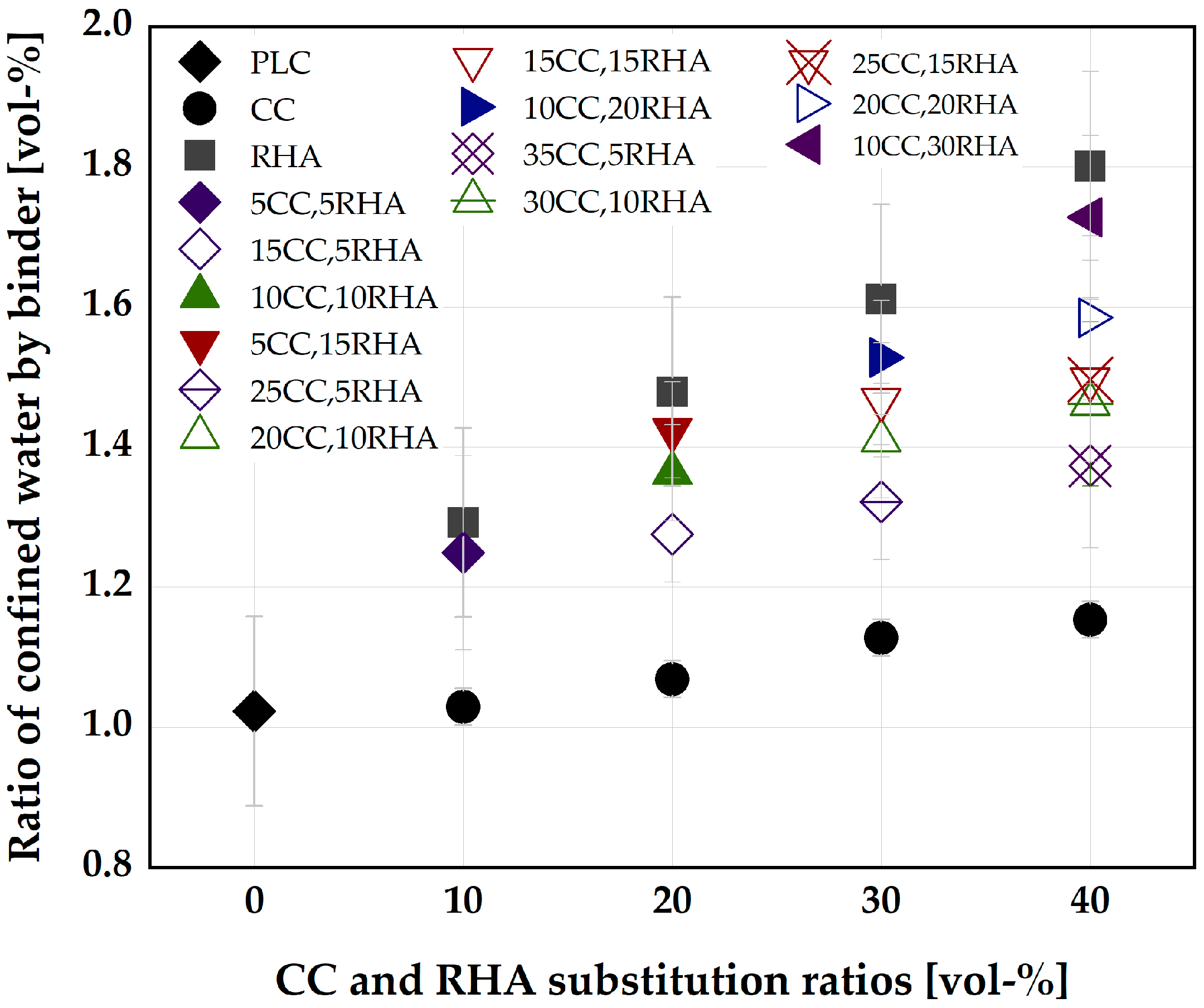
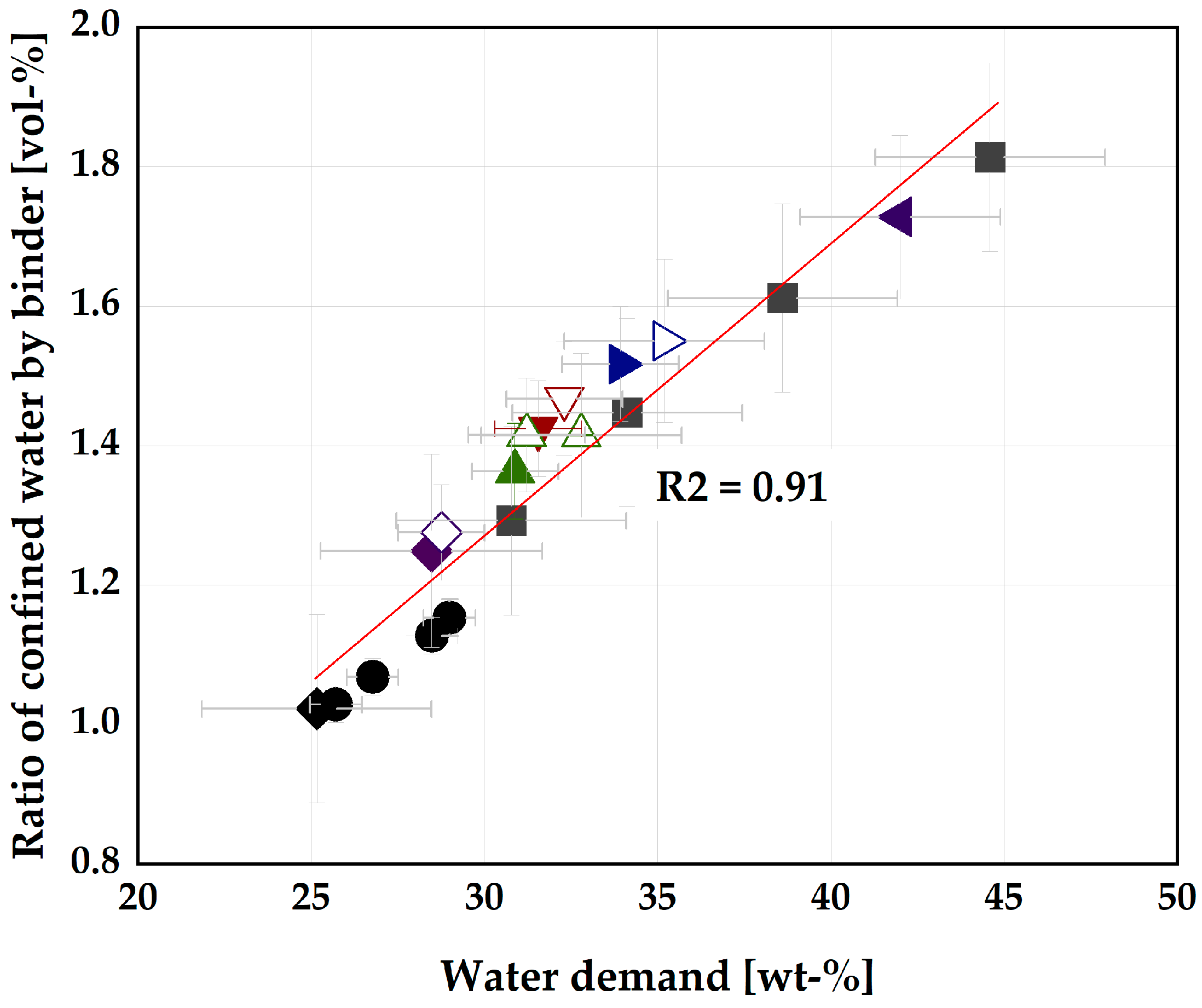
4.1. Optimization of SCC Mix Design with the Blend of CC and RHA
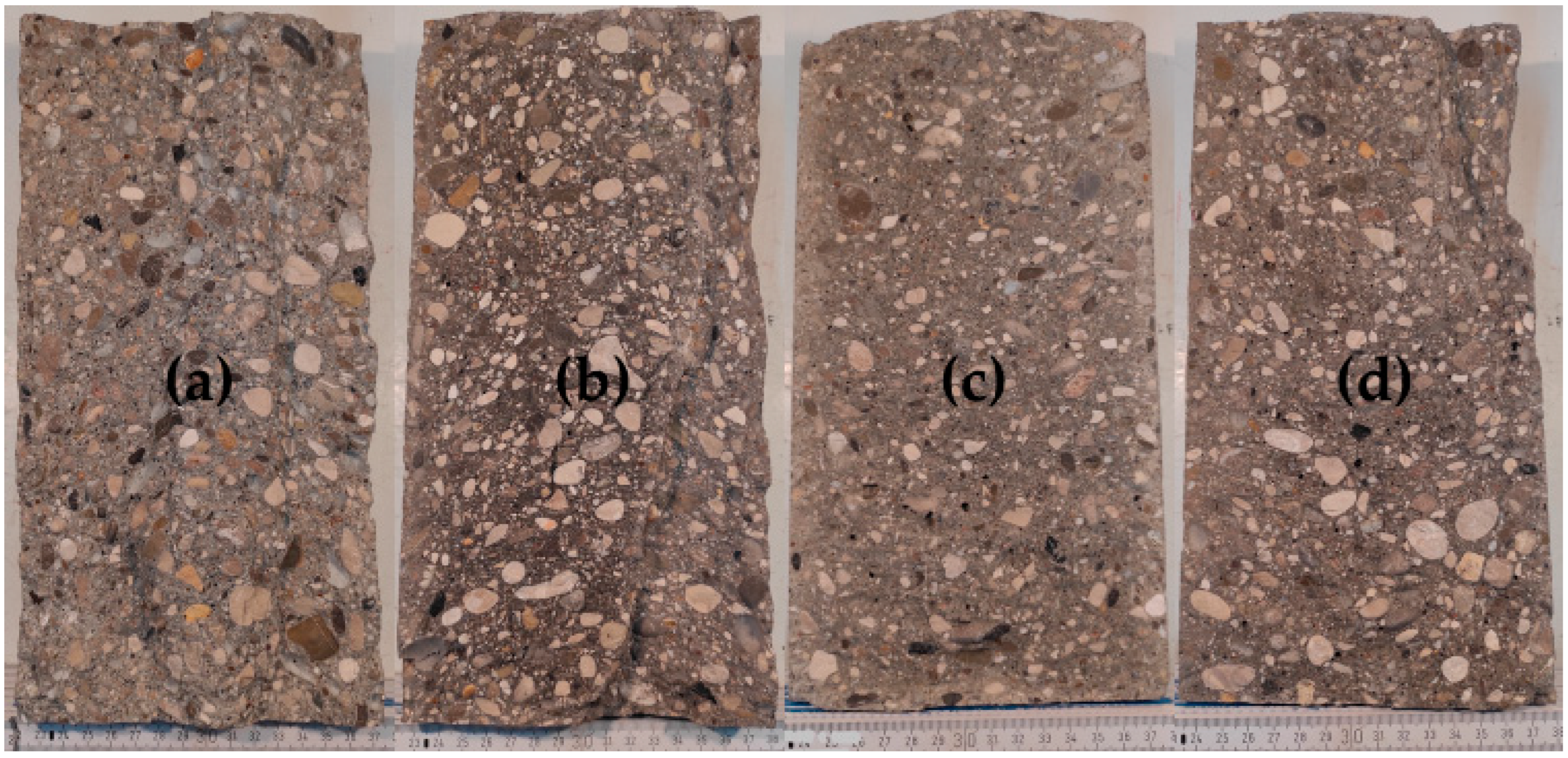
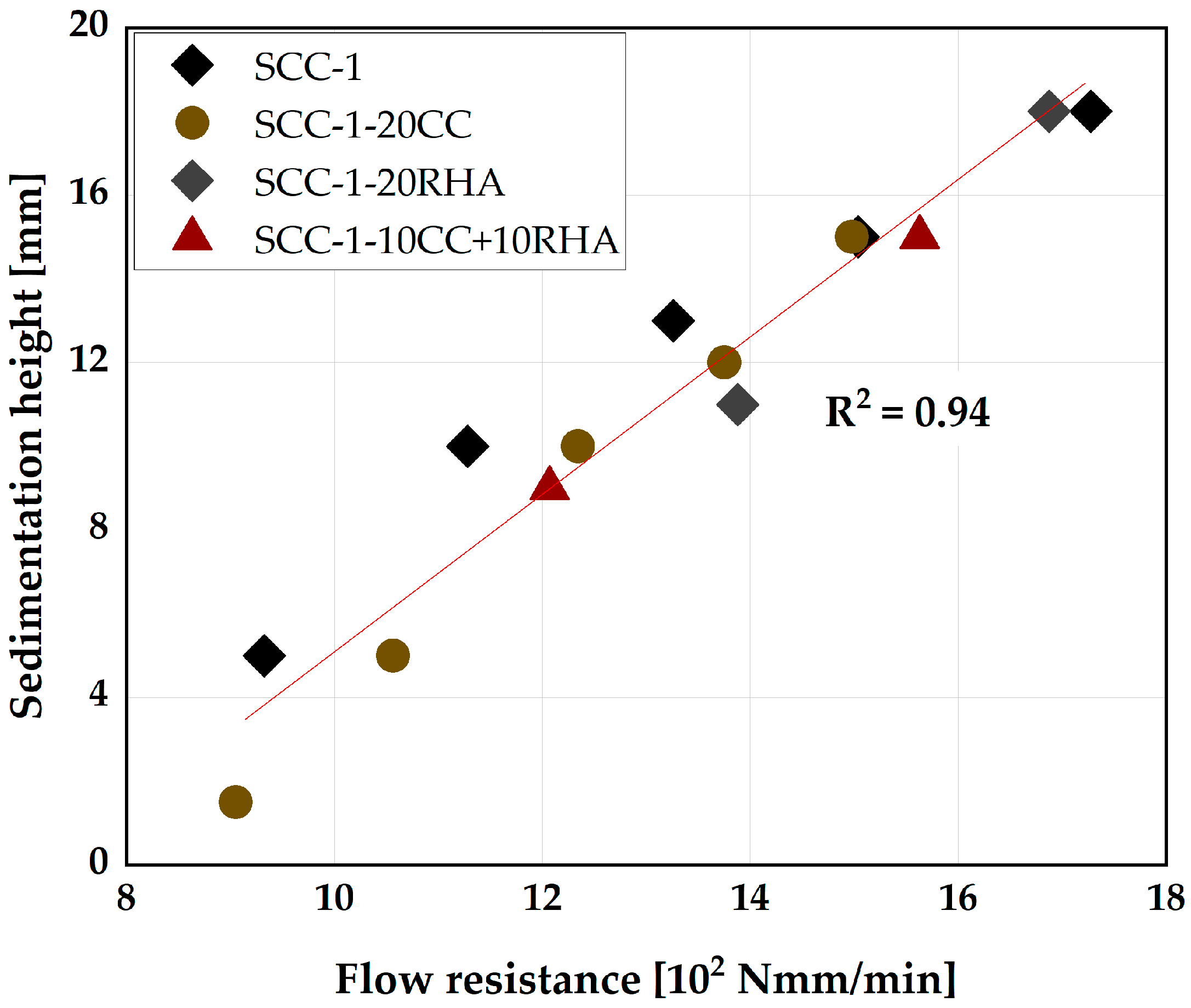
4.2. Influence of CC and RHA on the Segregation Resistance of SCC
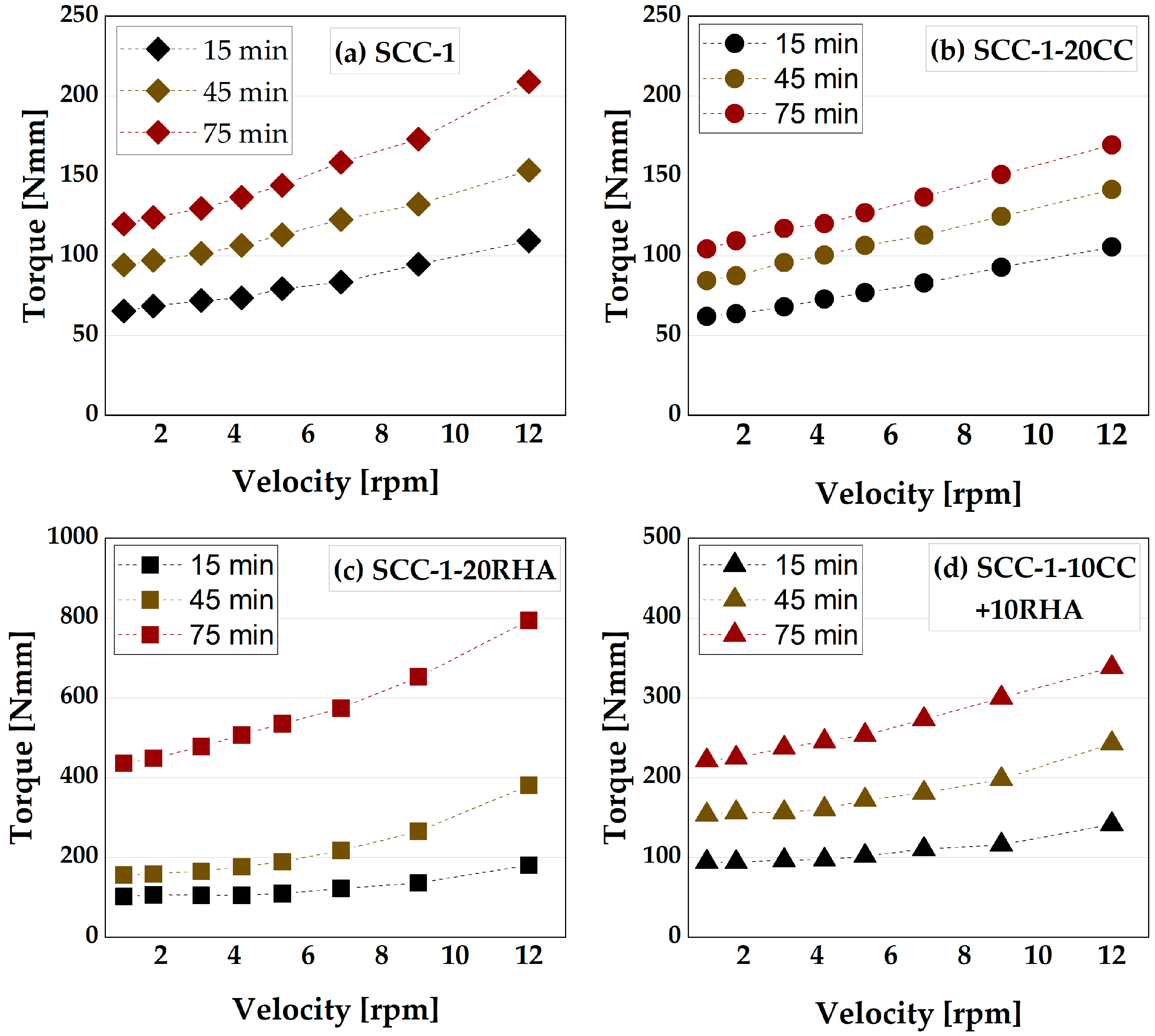
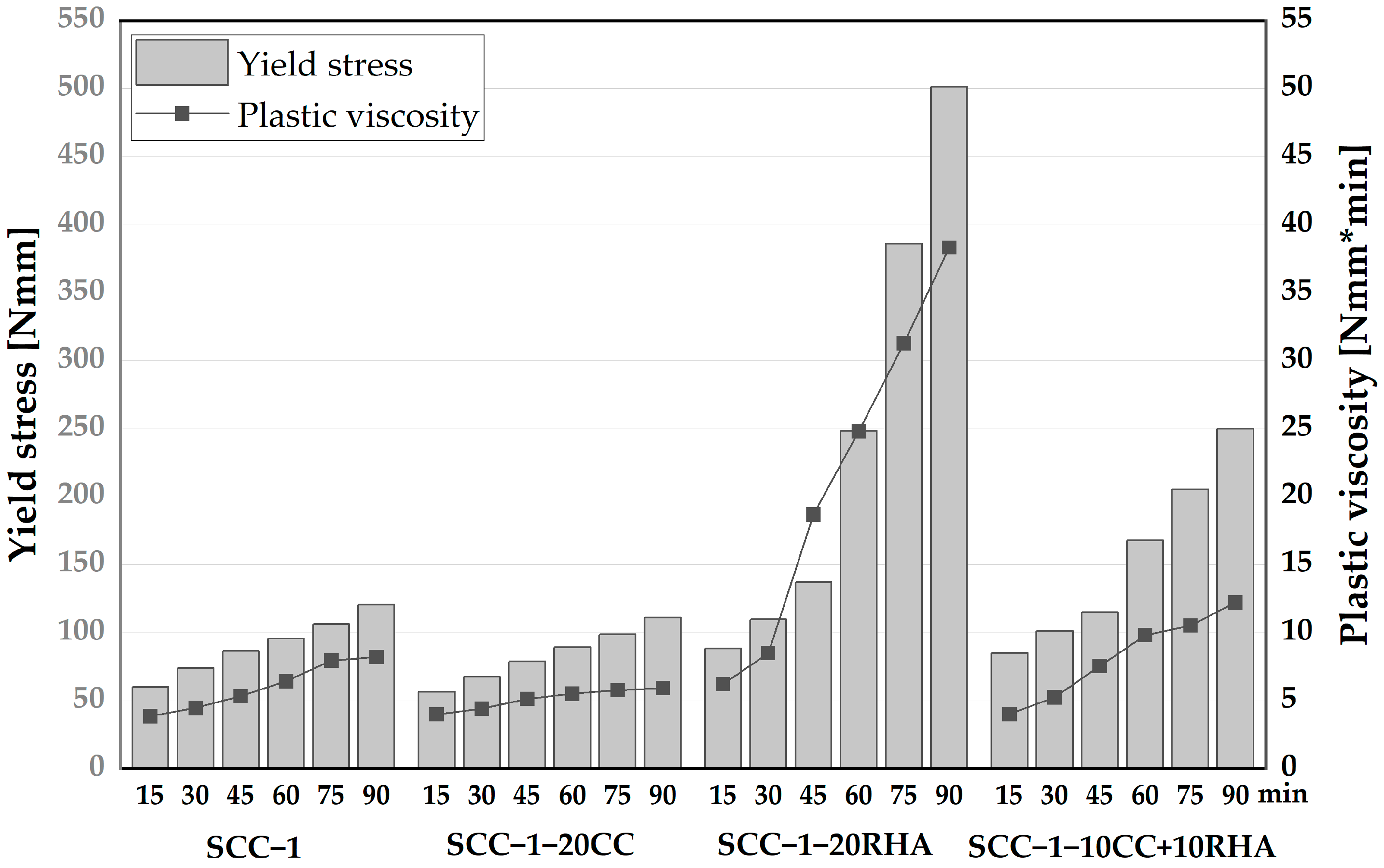
4.3. Rheological and Flowability Retention of SCC
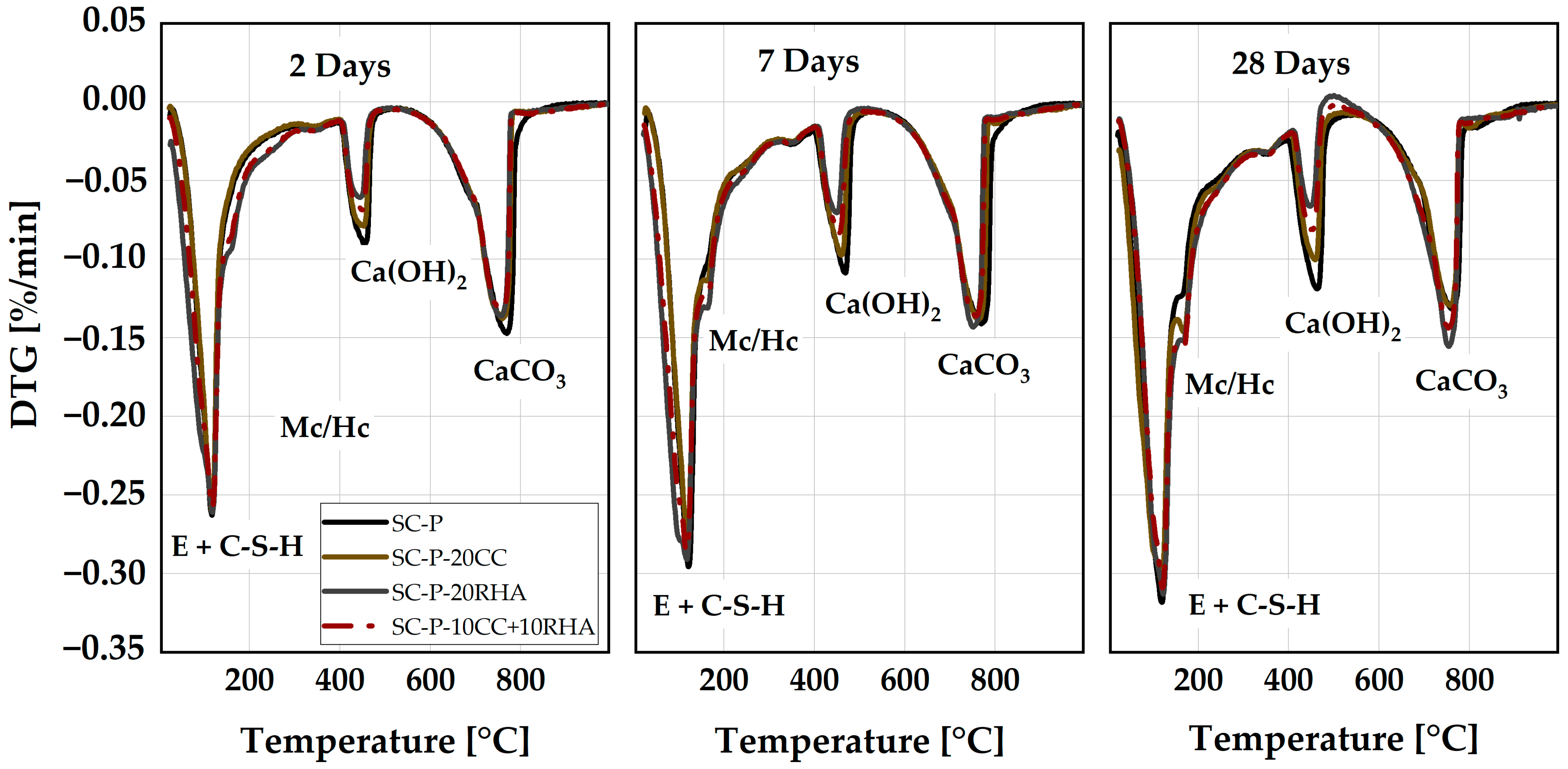
4.4. Formation of Hydrate Phases from the Hardened SCP
4.5. Plastic and Hardened Properties of Self-Compacting Mortar and Concrete
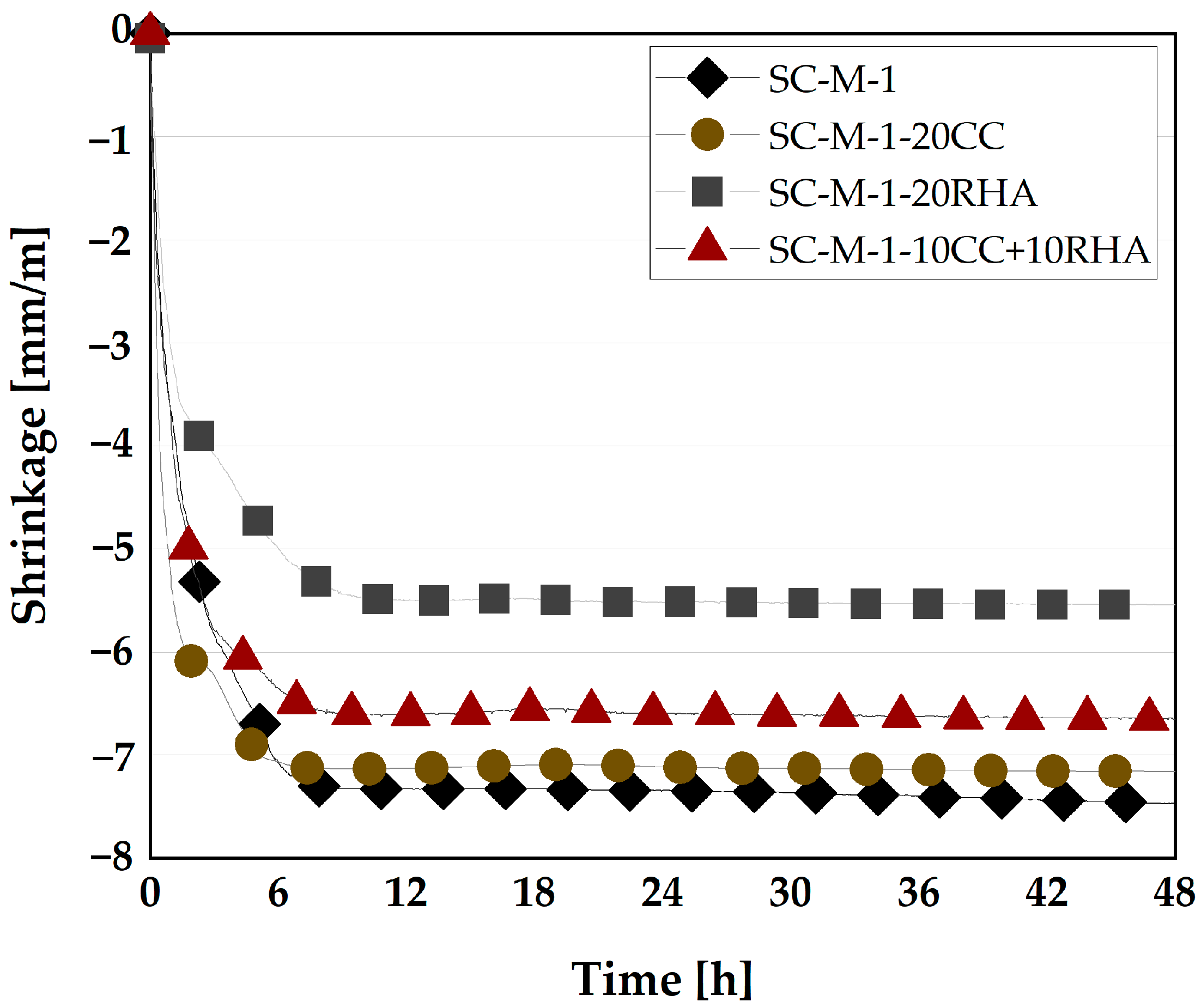
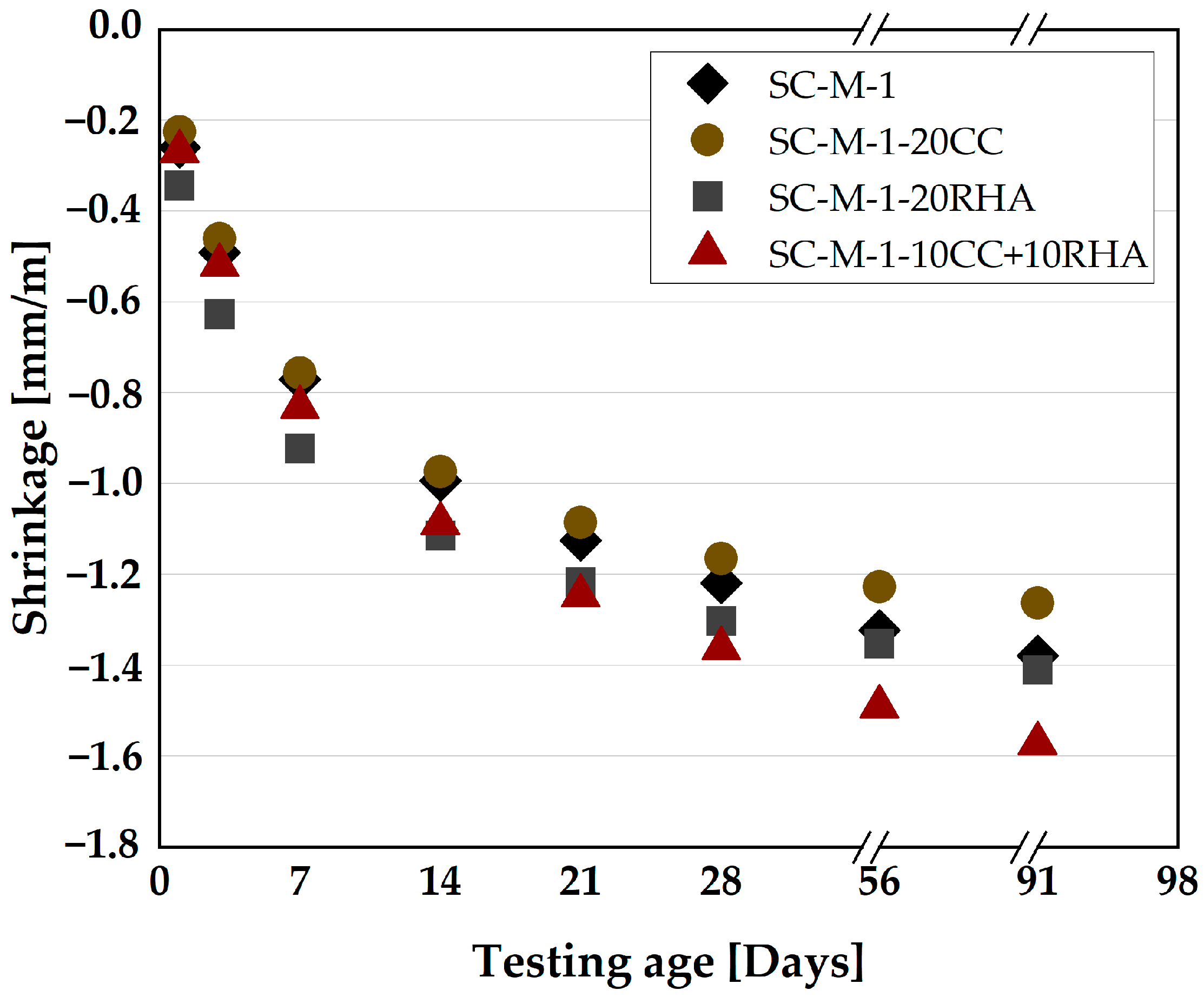
4.5.1. Effect of CC and RHA on Plastic and Total Shrinkage of Self-Compacting Mortar
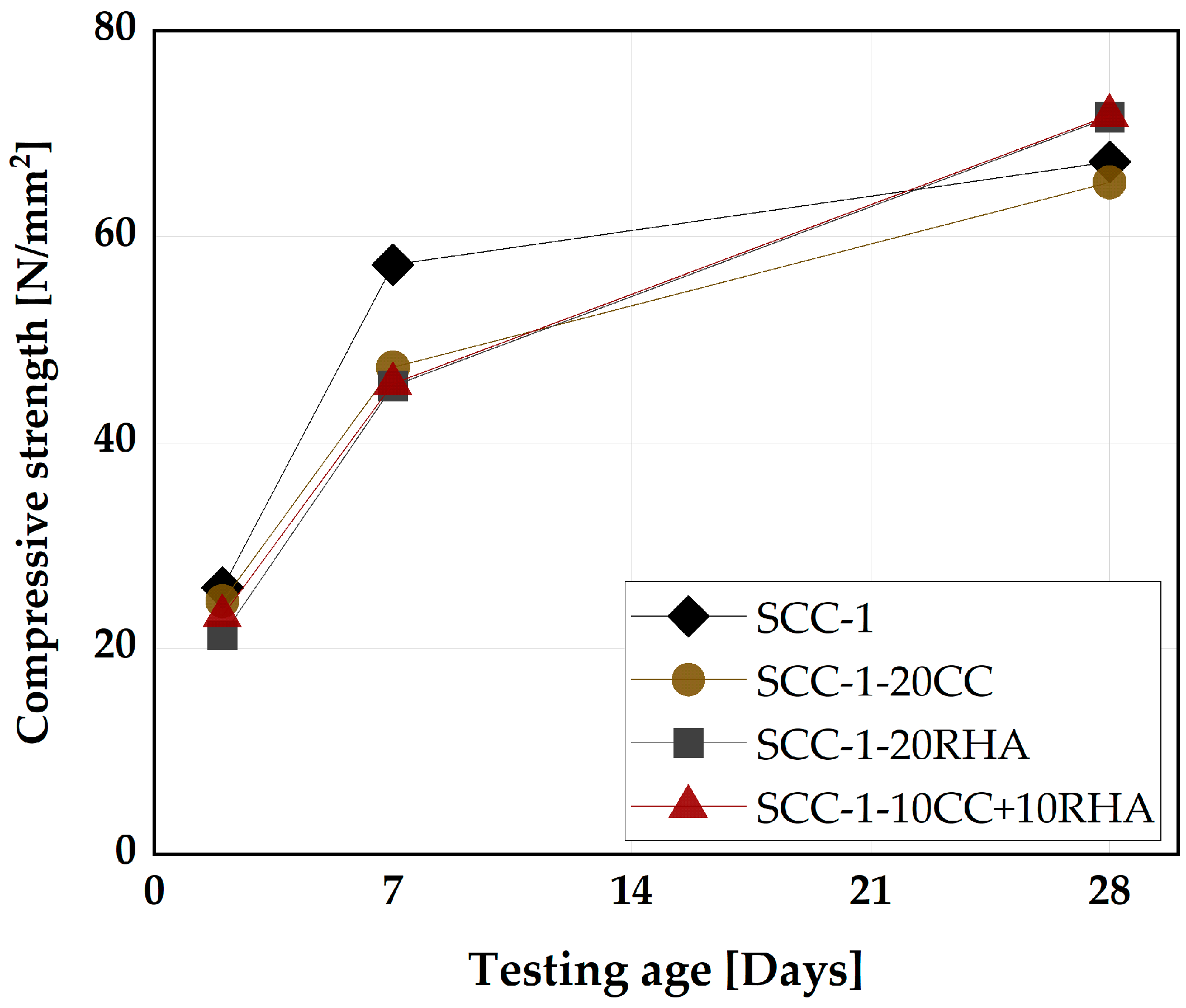
4.5.2. Compressive Strength and Rapid Chloride Migration Assessment of SCC
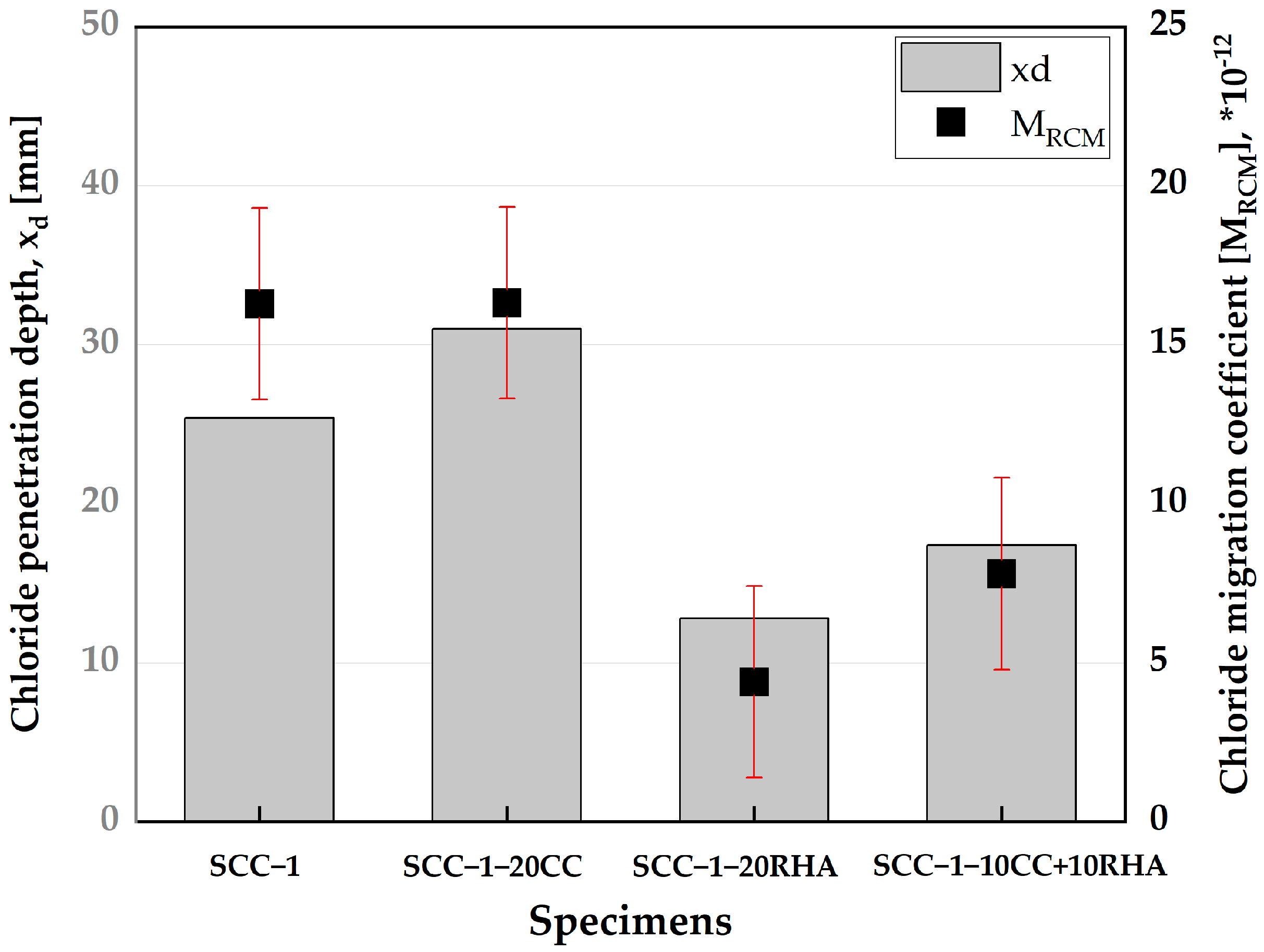
4.6. Rapid Chloride Resistance of SCC
5. Summary and Conclusions
- The study investigated the potential use of up to 40 vol-% CC and RHA as a partial replacement for PLC in SCP. Partial replacement of PLC with CC, as used in this study, is possible up to 40 vol-% and can be achieved with the same Vw/Vp used for the PLC system, with an increase in SP dosages. The use of RHA as a partial replacement for PLC, on the other hand, requires urgent adjustment of the Vw/Vp even at a lower replacement level of 5 vol-% to achieve similar deformability to the PLC systems; SP adjustment alone cannot provide the required degree of deformability. Therefore, for the application in SCC, the partial replacement of PLC by RHA should be kept at 20 vol-%;
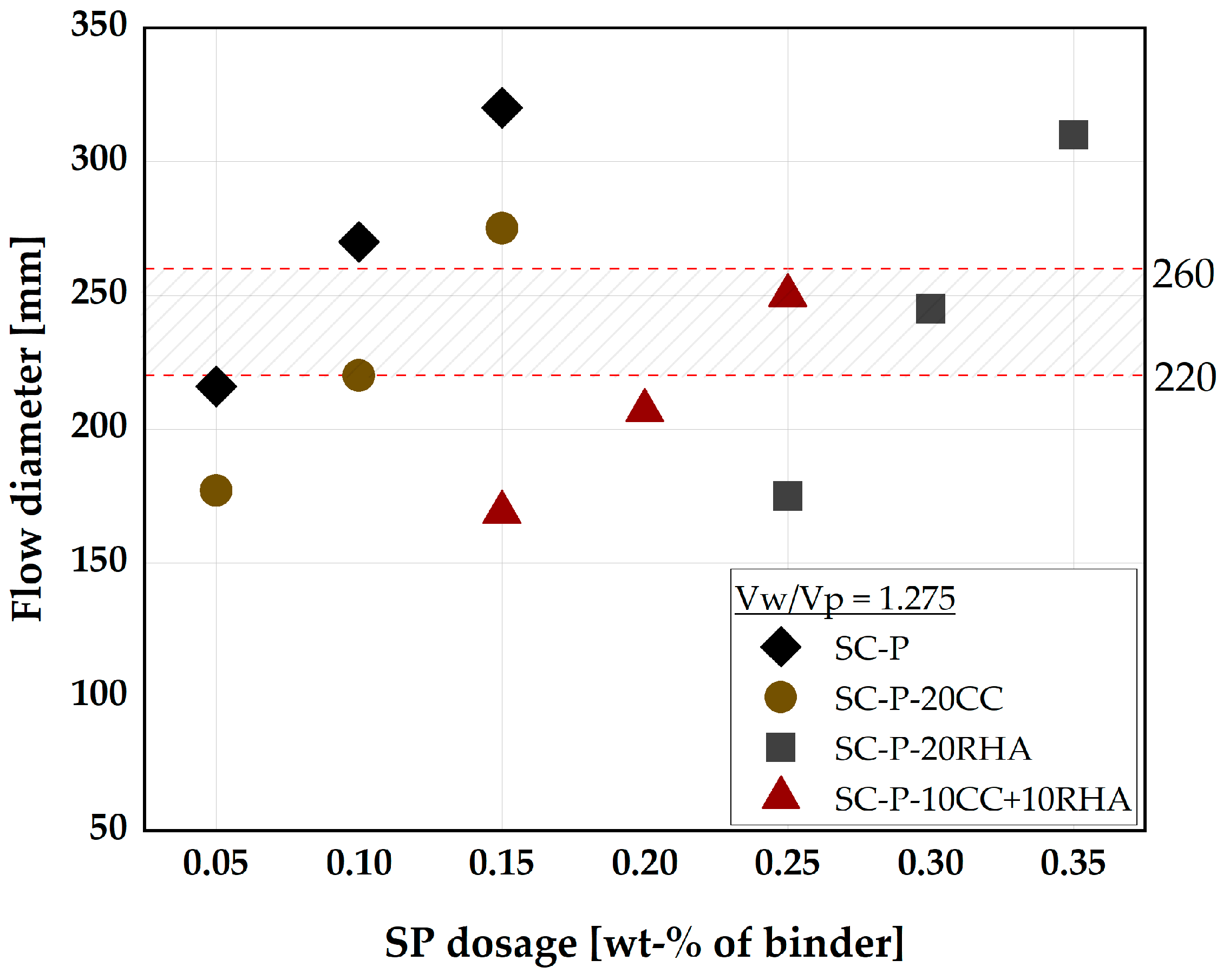
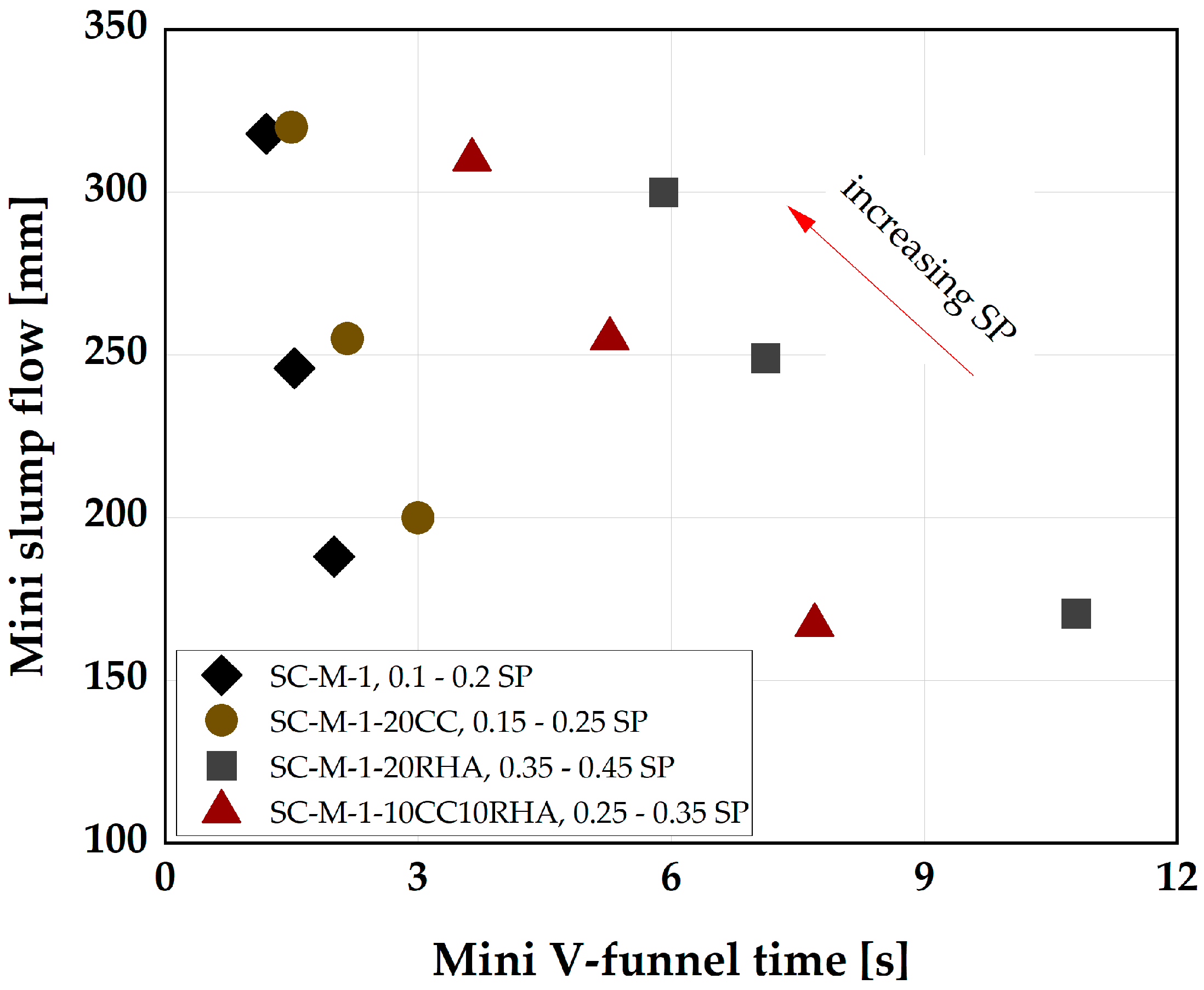
- By adjusting the SP dosages, self-compactability can be achieved with PLC partial replacement with 20 vol-%CC, 20 vol-% RHA and 10 vol-% CC + 10 vol-% RHA, using a Vw/Vp = 1.275;
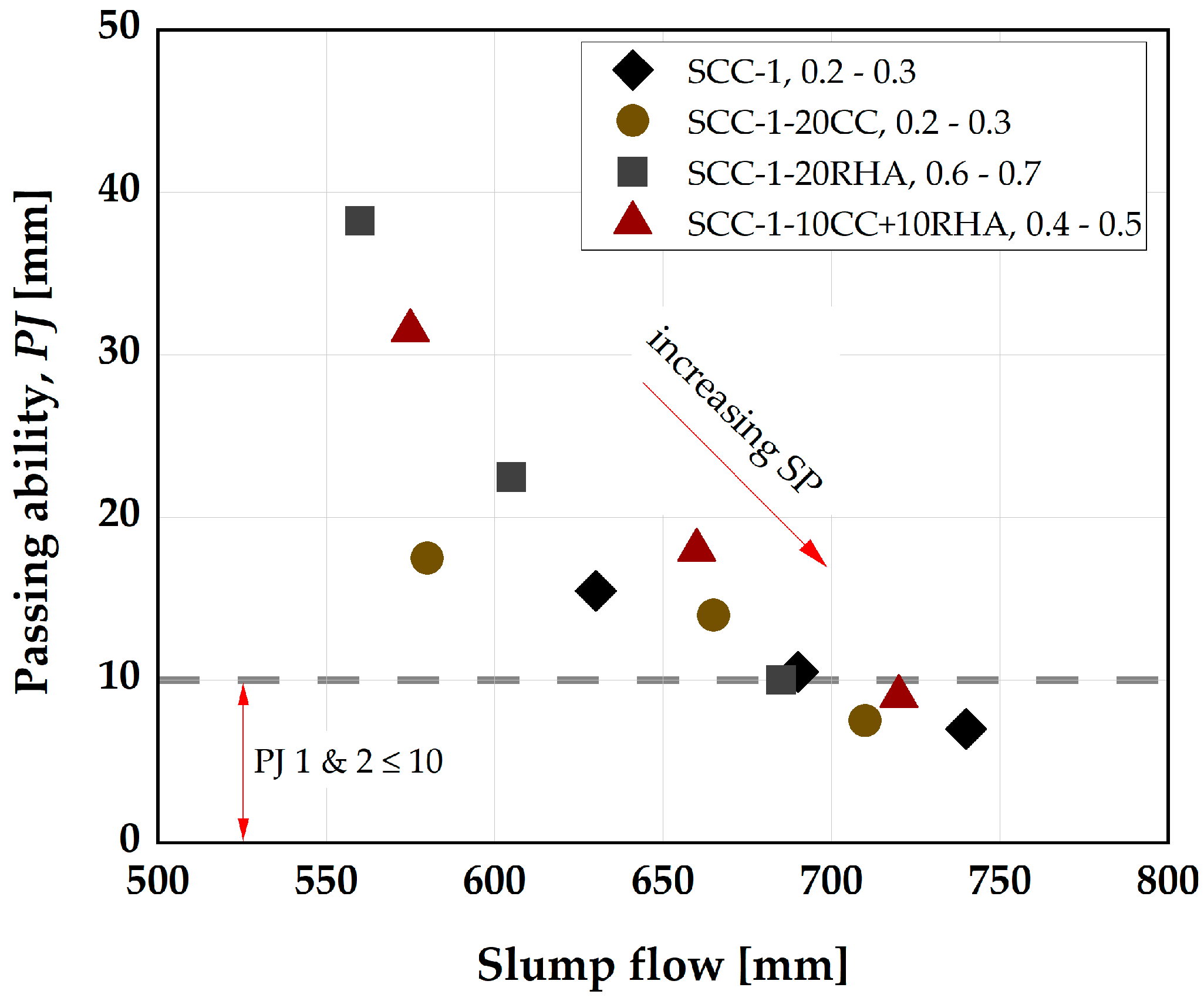
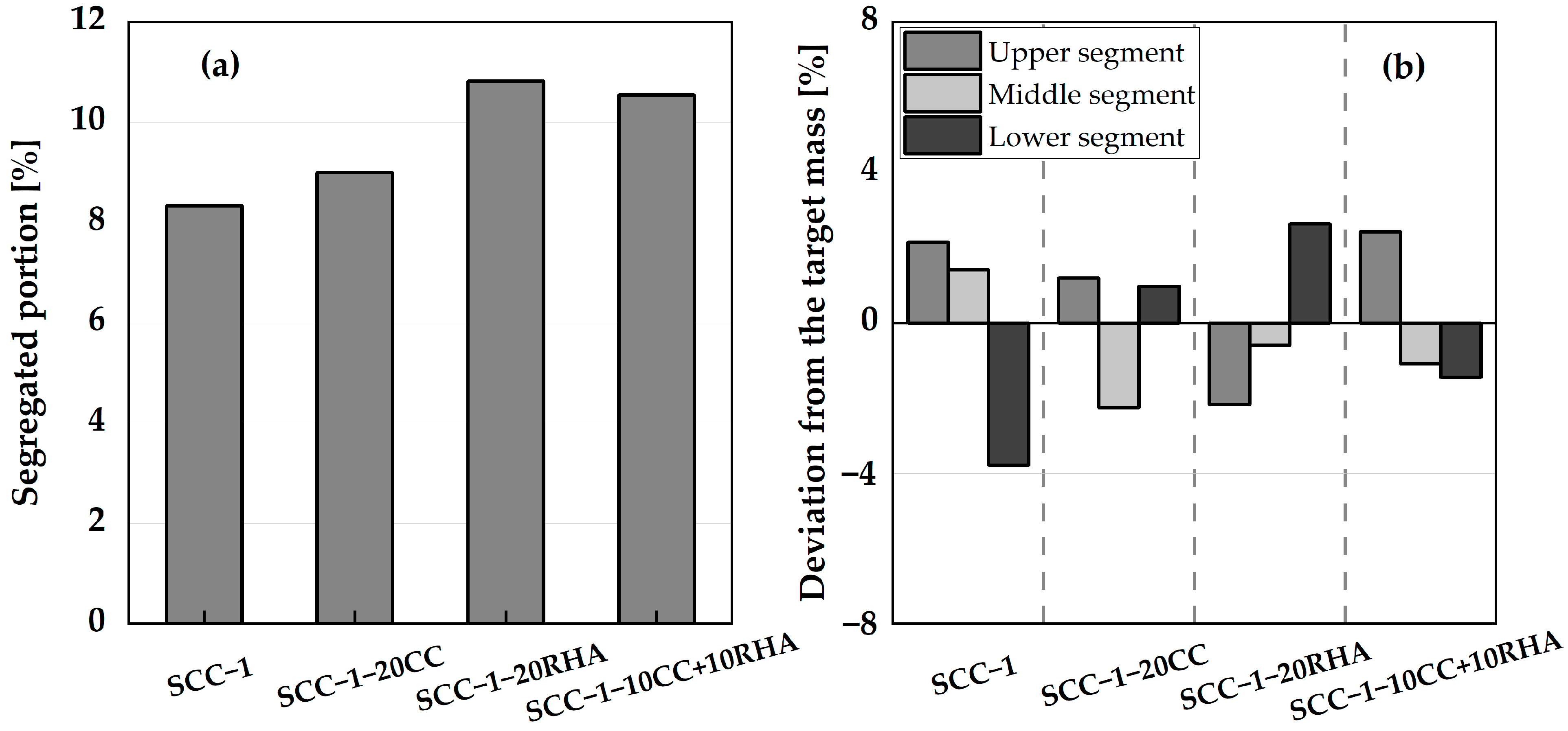
- The deformability and short-term segregation resistance of the binary and ternary mix design with 20 vol-% CC, 20 vol-% RHA and 10 vol-% CC + 10 vol-% RHA are within acceptable limits, and therefore, the binary and ternary blends of CC and RHA could use in practice up to 20 vol-% as PLC partial replacement;
- At an increased SP dosage, PLC partial replacement with 20 vol-% CC has less impact than the binary and ternary blend of 20 vol-% RHA and 10 vol-% CC + 10 vol-% RHA on flowability retention of SCC up to 60 min, and therefore, SCC-1-20CC can be used to produce both precast and ready-mix SCC. However, the use of 20 vol-% RHA and the ternary blend 10CC+10RHA developed high flow resistance and showed rapid loss of flowability after 30 min of mixing. Therefore, their flowability retention needs to be improved for applications beyond 30 min. SCC with high content of RHA, 20 vol-% and above, is recommended for the production of precast SCC elements only due to the short flowability retention window required by precast SCC compared to ready-mix SCC. Although additional treatment may be required to improve the early strength development of RHA SCC;
- SCC produced with RHA as PLC partial replacement showed higher flow resistance and viscosity and increased both the static and dynamic yield stress of SCC. This effect is reduced to some extent by ternary blending CC and RHA. Therefore, the proportion of RHA shall always be kept low, perhaps at 5 vol-%, in the binary and ternary blended SCC mixture, when flowability retention beyond 30 min is required, for example, in the ready-mix concrete;
- Partial replacement of PLC with 20 vol-% CC reduced the plastic shrinkage of SC-M by 4%, 20 vol-% RHA reduced the plastic shrinkage of SC-M by 26%, while the ternary blend of 10 vol-% CC+10 vol-% RHA reduced the plastic shrinkage by 11%. Partial replacement of PLC with 20 vol-% CC had no effect on the total shrinkage of SC-M at 28 days of curing, while the binary and ternary blends of RHA, CC and RHA increased the total shrinkage of SC-M by 8 and 16%, respectively. Therefore, RHA could be an effective SCM to reduce hairline cracking that occurs at an early time in concrete due to the use of a high amount of cement per m3 of concrete;
- Both CC and RHA consumed CH due to their pozzolanic reactivity. Partial replacement of 20 vol-% PLC with CC had no significant effect on the 28-day compressive strength and chloride migration resistance of SCC. While the SCC produced with RHA and the blend of CC and RHA increased the 28-day compressive strength of SCC by 5%. The chloride migration resistance of 20 vol-% RHA is 3 times that of SCC produced with only PLC, while that of the ternary blend 10 vol-% CC + 10 vol-% RHA is 2 times that of SCC produced with only PLC. RHA is capable of improving the chloride migration resistance of SCC and should be used to improve the microstructural densification of SCC produced with only PLC.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Aïtcin, P.-C. Cements of yesterday and today: Concrete of tomorrow. Cem. Concr. Res. 2000, 30, 1349–1359. [Google Scholar] [CrossRef]
- Al-Akhras, N.M. Durability of metakaolin concrete to sulfate attack. Cem. Concr. Res. 2006, 36, 1727–1734. [Google Scholar] [CrossRef]
- Kavitha, O.; Shanthi, V.; Arulraj, G.P.; Sivakumar, V. Microstructural studies on eco-friendly and durable Self-compacting concrete blended with metakaolin. Appl. Clay Sci. 2016, 124, 143–149. [Google Scholar] [CrossRef]
- Kannan, V. Strength and durability performance of self compacting concrete containing self-combusted rice husk ash and metakaolin. Constr. Build. Mater. 2018, 160, 169–179. [Google Scholar] [CrossRef]
- Okamura, H.; Ozawa, K. Mix-design for self-compacting concrete. Concr. Libr. JSCE 1995, 25, 107–120. [Google Scholar]
- Okamura, H. Self-Compacting High-Performance Concrete. Concr. Int. 1997, 19, 50–54. [Google Scholar]
- Su, N.; Hsu, K.-C.; Chai, H.-W. A simple mix design method for self-compacting concrete. Cem. Concr. Res. 2001, 31, 1799–1807. [Google Scholar] [CrossRef]
- Ramanathan, P.; Baskar, I.; Muthupriya, P.; Venkatasubramani, R. Performance of self-compacting concrete containing different mineral admixtures. KSCE J. Civ. Eng. 2013, 17, 465–472. [Google Scholar] [CrossRef]
- DIN EN 197-1; Zement—Teil 1: Zusammensetzung, Anforderungen und Konformitätskriterien von Normalzement (Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements). Beuth-Verlag: Berlin, Germany, 2011; p. 8.
- Uysal, M.; Sumer, M. Performance of self-compacting concrete containing different mineral admixtures. Constr. Build. Mater. 2011, 25, 4112–4120. [Google Scholar] [CrossRef]
- Yahia, A.; Tanimura, M.; Shimoyama, Y. Rheological properties of highly flowable mortar containing limestone filler-effect of powder content and W/C ratio. Cem. Concr. Res. 2005, 35, 532–539. [Google Scholar] [CrossRef]
- Avet, F.; Scrivener, K. Hydration Study of Limestone Calcined Clay Cement (LC3) Using Various Grades of Calcined Kaolinitic Clays. In Calcined Clays for Sustainable Concrete, Proceedings of the 2nd International Conference on Calcined Clays for Sustainable Concrete, La Havana, Cuba, 5–7 December 2017; Martirena, F., Favier, A., Scrivener, K., Eds.; Springer Nature: La Havanna, Cuba, 2018; pp. 35–40. [Google Scholar]
- Scrivener, K.; Martirena, F.; Bishnoi, S.; Maity, S. Calcined clay limestone cements (LC3). Cem. Concr. Res. 2018, 114, 49–56. [Google Scholar] [CrossRef]
- Khatib, J. Performance of self-compacting concrete containing fly ash. Constr. Build. Mater. 2008, 22, 1963–1971. [Google Scholar] [CrossRef]
- Gesoğlu, M.; Güneyisi, E.; Kocabağ, M.E.; Bayram, V.; Mermerdaş, K. Fresh and hardened characteristics of self compacting concretes made with combined use of marble powder, limestone filler, and fly ash. Constr. Build. Mater. 2012, 37, 160–170. [Google Scholar] [CrossRef]
- Yazıcı, H. The effect of silica fume and high-volume Class C fly ash on mechanical properties, chloride penetration and freeze–thaw resistance of self-compacting concrete. Constr. Build. Mater. 2008, 22, 456–462. [Google Scholar] [CrossRef]
- Bingöl, A.F.; Tohumcu, T. Effects of different curing regimes on the compressive strength properties of self compacting concrete incorporating fly ash and silica fume. Mater. Des. 2013, 51, 12–18. [Google Scholar] [CrossRef]
- Parande, A.K.; Babu, B.R.; Karthik, M.A.; Kumaar, K.D.; Palaniswamy, N. Study on strength and corrosion performance for steel embedded in metakaolin blended concrete/mortar. Constr. Build. Mater. 2008, 22, 127–134. [Google Scholar] [CrossRef]
- Said-Mansour, M.; Kadri, E.-H.; Kenai, S.; Ghrici, M.; Bennaceur, R. Influence of calcined kaolin on mortar properties. Constr. Build. Mater. 2010, 25, 2275–2282. [Google Scholar] [CrossRef]
- Muhammad, A.; Thienel, K.-C.; Sposito, R. Suitability of Blending Rice Husk Ash and Calcined Clay for the Production of Self-Compacting Concrete: A Review. Materials 2021, 14, 6252. [Google Scholar] [CrossRef]
- Dhandapani, Y.; Sakthivel, T.; Santhanam, M.; Gettu, R.; Pillai, R.G. Mechanical properties and durability performance of concretes with Limestone Calcined Clay Cement (LC3). Cem. Concr. Res. 2018, 107, 136–151. [Google Scholar] [CrossRef]
- Beuntner, N.; Kustermann, A.; Thienel, K.-C. Pozzolanic potential of calcined clay in high-performance concrete. In Proceedings of the International Conference on Sustainable Materials, Systems and Structures—SMSS 2019 New Generation of Construction Materials, Rovinj, Croatia, 20–22 March 2019; Serdar, M., Štirmer, N., Provis, J., Eds.; RILEM Publications S.A.R.L.: Rovinj, Croatia, 2019; pp. 470–477. [Google Scholar]
- Kannan, V.; Ganesan, K. Chloride and chemical resistance of self compacting concrete containing rice husk ash and metakaolin. Constr. Build. Mater. 2014, 51, 225–234. [Google Scholar] [CrossRef]
- Gill, A.S.; Siddique, R. Durability properties of self-compacting concrete incorporating metakaolin and rice husk ash. Constr. Build. Mater. 2018, 176, 323–332. [Google Scholar] [CrossRef]
- Memon, S.A.; Shaikh, M.A.; Akbar, H. Utilization of Rice Husk Ash as viscosity modifying agent in Self Compacting Concrete. Constr. Build. Mater. 2010, 25, 1044–1048. [Google Scholar] [CrossRef]
- Sposito, R.; Maier, M.; Beuntner, N.; Thienel, K.-C. Physical and mineralogical properties of calcined common clays as SCM and their impact on flow resistance and demand for superplasticizer. Cem. Concr. Res. 2022, 154, 106743. [Google Scholar] [CrossRef]
- Kannan, V. Relationship between ultrasonic pulse velocity and compressive strength of self compacting concrete incorporate rice husk ash and metakaolin. Asian J. Civ. Eng. 2015, 16, 1077–1088. [Google Scholar]
- Chopra, D.; Siddique, R. Strength, permeability and microstructure of self-compacting concrete containing rice husk ash. Biosyst. Eng. 2015, 30, 72–80. [Google Scholar] [CrossRef]
- Madandoust, R.; Mousavi, S.Y. Fresh and hardened properties of self-compacting concrete containing metakaolin. Constr. Build. Mater. 2012, 35, 752–760. [Google Scholar] [CrossRef]
- Gill, A.S.; Siddique, R. Strength and micro-structural properties of self-compacting concrete containing metakaolin and rice husk ash. Constr. Build. Mater. 2017, 157, 51–64. [Google Scholar] [CrossRef]
- Rahman, M.E.; Muntohar, A.S.; Pakrashi, V.; Nagaratnam, B.H.; Sujan, D. Self compacting concrete from uncontrolled burning of rice husk and blended fine aggregate. Mater. Des. 2014, 55, 410–415. [Google Scholar] [CrossRef]
- Kordts, S.; Grube, H. Steuerung der Verarbeitbarkeitseigenschaften von Selbstverdichtendem Beton als Transportbeton (Controlling the workability properties of self compacting concrete used as ready-mixed concrete). Beton 2002, 52, 217–223. [Google Scholar]
- DIN EN 12350-8; Prüfung von Frischbeton—Teil 8: Selbstverdichtender Beton—Setzfließversuch (Testing Fresh Concrete—Part 8: Self-Compacting Concrete—Slump-Flow Test). Beuth-Verlag: Berlin, Germany, 2019; p. 8.
- DIN EN 12350-9; Prüfung von Frischbeton—Teil 9: Selbstverdichtender Beton—Auslauftrichterversuch (Testing Fresh Concrete—Part 9: Self-Compacting Concrete—V-Funnel Test). Beuth-Verlag: Berlin, Germany, 2010; p. 8.
- DIN EN 12350-12; Prüfung von Frischbeton—Teil 12: Selbstverdichtender Beton—Blockierring-Versuch (Testing Fresh Concrete—Part 12: Self-Compacting Concrete—J-Ring Test). Beuth-Verlag: Berlin, Germany, 2010; p. 11.
- Kordts, S.; Breit, W. Beurteilung der Frischbetoneigenschaften von Selbstverdichtendem Beton (Assessment of the fresh concrete properties of self compacting concrete). Beton 2003, 53, 565–571. [Google Scholar]
- Beuntner, N.; Thienel, K.-C. Properties of Calcined Lias Delta Clay—Technological Effects, Physical Characteristics and Reactivity in Cement. In Calcined Clays for Sustainable Concrete, Proceedings of the 1st International Conference on Calcined Clays for Sustainable Concrete, Ecublens, Switzerland, 23–25 June 2015; Scrivener, K., Favier, A., Eds.; Springer: Dordrecht, The Netherlands, 2015; pp. 43–50. [Google Scholar]
- DIN ISO 9277; Determination of the Specific Surface Area of Solids by Gas Adsorption—BET Method. Beuth-Verlag: Berlin, Germany, 2003; p. 19.
- Puntke, W. Wasseranspruch von feinen Kornhaufwerken. Beton 2002, 52, 242–248. [Google Scholar]
- DIN EN ISO 17892-3; Geotechnical Investigation and Testing—Laboratory Testing of Soil—Part 3: Determination of Particle Density. Beuth-Verlag: Berlin, Germany, 2015; p. 21.
- EFNARC. Specification and Guidelines for Self-Compacting Concrete. In Specification and Guidelines; EFNARC: Farnham, UK, 2002. [Google Scholar]
- Okamura, H.; Ouchi, M. Self-Compacting Concrete. J. Adv. Concr. Technol. 2003, 1, 5–15. [Google Scholar] [CrossRef]
- DIN EN 196-1; Prüfverfahren für Zement—Teil 1: Bestimmung der Festigkeit (Methods of Testing Cement—Part 1: Determination of Strength). Beuth-Verlag: Berlin, Germany, 2016; p. 31.
- DIN EN 12350-11; Prüfung von Frischbeton—Teil 11: Selbstverdichtender Beton—Bestimmung der Sedimentationsstabilität im Siebversuch (Testing Fresh Concrete—Part 11: Self-Compacting Concrete—Sieve Segregation Test). Beuth-Verlag: Berlin, Germany, 2010; p. 11.
- Brameshuber, W.; Uebachs, S. Sedimentationsstabilität von Selbstverdichtenden Betonen (Sedimentation Stability of self-Compacting Concretes). In Rheologische Messungen an mineralischen Baustoffen—Workshop 2003; Kusterle, W., Ed.; Schleibinger: Regensburg, Germany, 2003; p. 10. [Google Scholar]
- Feys, D.; Verhoeven, R.; De Schutter, G. Fresh self compacting concrete, a shear thickening material. Cem. Concr. Res. 2008, 38, 920–929. [Google Scholar] [CrossRef]
- Barnes, H.A.; Walters, K. The yield stress myth? Rheol. Acta 1985, 24, 323–326. [Google Scholar] [CrossRef]
- Hackley, V.A.; Ferraris, C.F. Guide to Rheological Nomenclature—Measurements in Ceramic Particulate Systems; National Institute of Standards and Technology (NIST): Gaithersburg, MD, USA, 2001; pp. III, 29. [Google Scholar]
- DIN EN 60825-1; Sicherheit von Lasereinrichtungen—Teil 1: Klassifizierung von Anlagen und Anforderungen (Safety of laser products—Part 1: Equipment Classification and Requirements). Beuth-Verlag: Berlin, Germany, 2015; p. 115.
- DIN EN 12617-4; Produkte und Systeme für den Schutz und die Instandsetzung von Betontragwerken Prüfverfahren Teil 4: Bestimmung des Schwindens und Quellens (Products and Systems for the Protection and Repair of Concrete Structures—Test Methods—Part 4: Determination of Shrinkage and Expansion). Beuth-Verlag: Berlin, Germany, 2002; p. 14.
- Snellings, R.; Chwast, J.; Cizer, Ö.; De Belie, N.; Dhandapani, Y.; Durdzinski, P.; Elsen, J.; Haufe, J.; Hooton, D.; Patapy, C.; et al. Report of TC 238-SCM: Hydration stoppage methods for phase assemblage studies of blended cements—Results of a round robin test. Mater. Struct. 2018, 51, 111. [Google Scholar] [CrossRef]
- DIN EN 12390-3; Prüfung von Festbeton—Teil 3: Druckfestigkeit von Probekörpern (Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens). Beuth-Verlag: Berlin, Germany, 2019; p. 20.
- DIN EN 12390-18; Prüfung von Festbeton—Teil 18: Bestimmung des Chloridmigrationskoeffizienten (Testing Hardened Concrete Part 18: Determination of the Chloride Migration Coefficient). Beuth-Verlag: Berlin, Germany, 2021; p. 20.
- Muhammad, A.; Thienel, K.-C.; Sposito, R. Suitability of Clinker Replacement by a Calcined Common Clay in Self-Consolidating Mortar—Impact on Rheology and Early Age Properties. Minerals 2022, 12, 625. [Google Scholar] [CrossRef]
- DIN 1045-2; Tragwerke aus Beton, Stahlbeton und Spannbeton—Teil 2: Beton—Festlegung, Eigenschaften, Herstellung und Konformität—Anwendungsregeln zu DIN EN 206-1 (Concrete, Reinforced and Prestressed Concrete Structures—Part 2: Concrete—Specification, Properties, Production and Conformity—Application Rules for DIN EN 206-1). Beuth-Verlag: Berlin, Germany, 2008; p. 62.
- DIN EN 206; Beton—Festlegung, Eigenschaften, Herstellung und Konformität (Concrete—Specification, Performance, Production and Conformity). Beuth Verlag GmbH: Berlin, Germany, 2021; p. 105.
- Le, H.T.; Kraus, M.; Siewert, K.; Ludwig, H.-M. Effect of macro-mesoporous rice husk ash on rheological properties of mortar formulated from self-compacting high performance concrete. Constr. Build. Mater. 2015, 80, 225–235. [Google Scholar] [CrossRef]
- Sua-Iam, G.; Sokrai, P.; Makul, N. Novel ternary blends of Type 1 Portland cement, residual rice husk ash, and limestone powder to improve the properties of self-compacting concrete. Constr. Build. Mater. 2016, 125, 1028–1034. [Google Scholar] [CrossRef]
- Raisi, E.M.; Amiri, J.V.; Davoodi, M.R. Mechanical performance of self-compacting concrete incorporating rice husk ash. Constr. Build. Mater. 2018, 177, 148–157. [Google Scholar] [CrossRef]
- Muhammad, A.; Thienel, K.-C. Performance of Calcined Common Clay as Partial Replacement to Cement in Selfcompacting Concrete. In Proceedings of the International Conference on Calcined Clays for Sustainable Concrete, Lausanne, Switzerland, 5–7 July 2022; Sharma, M., Hafez, H., Eds.; Springer: Berlin/Heidelberg, Germany, 2022; pp. 102–103. [Google Scholar]
- Kundt, G.; Krentz, H.; Glass, Ä. Epidemiologie und Medizinische Biometrie (Epidemiology and Medical Biometry). Berichte aus der Statistik; Shaker Verlag: Aachen, Germany, 2011; p. 246. [Google Scholar]
- Diniz, H.A.; dos Anjos, M.A.; Rocha, A.K.; Ferreira, R.L. Effects of the use of agricultural ashes, metakaolin and hydrated-lime on the behavior of self-compacting concretes. Constr. Build. Mater. 2021, 319, 126087. [Google Scholar] [CrossRef]
- Sposito, R.; Beuntner, N.; Thienel, K.-C. Characteristics of components in calcined clays and their influence on the efficiency of superplasticizers. Cem. Concr. Compos. 2020, 110, 103594. [Google Scholar] [CrossRef]
- Belaidi, A.; Azzouz, L.; Kadri, E.; Kenai, S. Effect of natural pozzolana and marble powder on the properties of self-compacting concrete. Constr. Build. Mater. 2012, 31, 251–257. [Google Scholar] [CrossRef]
- Brooks, J.; Johari, M.M. Effect of metakaolin on creep and shrinkage of concrete. Cem. Concr. Compos. 2001, 23, 495–502. [Google Scholar] [CrossRef]
- Palou, M.; Boháč, M.; Kuzielová, E.; Novotný, R.; Žemlička, M.; Dragomirová, J. Use of calorimetry and thermal analysis to assess the heat of supplementary cementitious materials during the hydration of composite cementitious binders. J. Therm. Anal. Calorim. 2020, 142, 97–117. [Google Scholar] [CrossRef]
- Boháč, M.; Palou, M.; Novotný, R.; Másilko, J.; Všianský, D.; Staněk, T. Investigation on early hydration of ternary Portland cement-blast-furnace slag–metakaolin blends. Constr. Build. Mater. 2014, 64, 333–341. [Google Scholar] [CrossRef]
- Berodier, E.; Scrivener, K. Understanding the Filler Effect on the Nucleation and Growth of C-S-H. J. Am. Ceram. Soc. 2014, 97, 3764–3773. [Google Scholar] [CrossRef]
- Saliba, J.; Rozière, E.; Grondin, F.; Loukili, A. Influence of shrinkage-reducing admixtures on plastic and long-term shrinkage. Cem. Concr. Compos. 2010, 33, 209–217. [Google Scholar] [CrossRef] [Green Version]
- Turcry, P.; Loukil, A. Evaluation of plastic shrinkage cracking of self-consolidating concrete. ACI Mater. J. 2006, 103, 272–279. [Google Scholar]
- Sayahi, F.; Emborg, M.; Hedlund, H.; Cwirzen, A. Plastic Shrinkage Cracking of Self-compacting Concrete: Influence of Capillary Pressure and Dormant Period. Nord. Concr. Res. 2019, 60, 67–88. [Google Scholar] [CrossRef] [Green Version]
- Ganesan, K.; Rajagopal, K.; Thangavel, K. Rice husk ash blended cement: Assessment of optimal level of replacement for strength and permeability properties of concrete. Constr. Build. Mater. 2008, 22, 1675–1683. [Google Scholar] [CrossRef]
- Shui, Z.; Sun, T.; Fu, Z.; Wang, G. Dominant factors on the early hydration of metakaolin-cement paste. J. Wuhan Univ. Technol. Sci. Ed. 2010, 25, 849–852. [Google Scholar] [CrossRef]
- Huang, H.; Ye, G.; Fehling, E.; Middendorf, B.; Thiemicke, J. Use of rice husk ash for mitigating the autogenous shrinkage of cement pastes at low water cement ratio. In Proceedings of the HiPerMat 2016 4th International Symposium on Ultra-High Performance Concrete and High Performance Construction Materials, Kassel, Germany, 9–11 March 2016. [Google Scholar]
- Güneyisi, E.; Gesoğlu, M.; Özbay, E. Strength and drying shrinkage properties of self-compacting concretes incorporating multi-system blended mineral admixtures. Constr. Build. Mater. 2010, 24, 1878–1887. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Gorges, M.; Schroefl, C.; Assmann, A.; Brameshuber, W.; Ribeiro, A.B.; Cusson, D.; Custódio, J.; da Silva, E.F.; Ichimiya, K.; et al. Effect of internal curing by using superabsorbent polymers (SAP) on autogenous shrinkage and other properties of a high-performance fine-grained concrete: Results of a RILEM round-robin test. Mater. Struct. 2013, 47, 541–562. [Google Scholar] [CrossRef]
- Zhao, H.; Sun, W.; Wu, X.; Gao, B. The properties of the self-compacting concrete with fly ash and ground granulated blast furnace slag mineral admixtures. J. Clean. Prod. 2015, 95, 66–74. [Google Scholar] [CrossRef]
- Wongkeo, W.; Thongsanitgarn, P.; Ngamjarurojana, A.; Chaipanich, A. Compressive strength and chloride resistance of self-compacting concrete containing high level fly ash and silica fume. Mater. Des. 2014, 64, 261–269. [Google Scholar] [CrossRef]
- Van, V.-T.; Rößler, C.; Bui, D.-D.; Ludwig, H.-M. Mesoporous structure and pozzolanic reactivity of rice husk ash in cementitious system. Constr. Build. Mater. 2013, 43, 208–216. [Google Scholar] [CrossRef]
- ASTM C1202—19; Standard Test Method for Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penetration. ASTM International: West Conshohocken, PA, USA, 2019; p. 8.
- Bjegović, D.; Serdar, M.; Oslaković, I.S.; Jacobs, F.; Beushausen, H.; Andrade, C.; Monteiro, A.V.; Paulini, P.; Nanukuttan, S. Test methods for concrete durability indicators. In Performance-Based Specifications and Control of Concrete Durability: State-of-the-Art Report RILEM TC 230-PSC; Beushausen, H., Fernandez Luco, L., Eds.; Springer: Dordrecht, The Netherlands, 2016; pp. 51–105. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C3S | C2S | C3A | C4AF | Calcite | Sulfates | Quartz |
|---|---|---|---|---|---|---|---|
| OPC | 61.6 | 18.2 | 5.8 | 9.0 | 0.6 | 3.2 | - |
| LP | - | - | - | - | 99.8 | - | 0.2 |
| Properties | Methodology | OPC | LP | CC | RHA |
|---|---|---|---|---|---|
| Specific surface area, m2/g | DIN ISO 9277 [38] | 1.0 | 1.6 | 3.9 | 160 |
| Water demand, wt.% | Puntke method [39] | 29 | 20 | 38 | 96 |
| Particle density, g/cm3 | DIN EN ISO 17892-3 [40] | 3.29 | 2.81 | 2.65 | 2.4 |
| d10, µm | Bettersizer 3D instrument [26] | 2.6 | 0.8 | 1.9 | 5.4 |
| d50, µm | 16.0 | 4.6 | 12.7 | 23.7 | |
| d90, µm | 42.8 | 20.7 | 33.7 | 56.5 |
| CC | 0 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | |
|---|---|---|---|---|---|---|---|---|---|---|
| RHA | ||||||||||
| 0 | 0.87 | 0.87 | 0.91 | 0.94 | 0.98 | |||||
| 5 | 1.1 | 1.08 | 1.12 | 1.17 | ||||||
| 10 | 1.10 | 1.16 | 1.2 | 1.24 | ||||||
| 15 | 1.21 | 1.25 | 1.27 | |||||||
| 20 | 1.26 | 1.3 | 1.35 | |||||||
| 25 | 1.34 | 1.42 | ||||||||
| 30 | 1.37 | 1.47 | ||||||||
| 35 | 1.50 | |||||||||
| 40 | 1.51 | |||||||||
| Mix Designation | Constituent (Measured in dm3/m3) | Constituent (Measured in kg/m3) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Vw/Vp | OPC | LP | CC | RHA | Water | w/b | OPC | LP | CC | RHA | Water | SP [wt-%] | |
| SC-P | 1.275 | 374 | 66 | - | - | 560 | 0.4 | 1231 | 185 | - | - | 560 | 0.05 |
| SC-P-20CC | 1.275 | 299 | 53 | 88 | - | 560 | 0.4 | 984 | 148 | 233 | - | 560 | 0.1 |
| SC-P-20RHA | 1.275 | 299 | 53 | - | 88 | 560 | 0.4 | 984 | 148 | - | 211 | 560 | 0.3 |
| SC-P-10CC+10RHA | 1.275 | 299 | 53 | 44 | 44 | 560 | 0.4 | 984 | 148 | 116 | 106 | 560 | 0.2 |
| Mix Designation | Constituent (Measured in dm3/m3) | Constituent (Measured in kg/m3) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Vw/Vp | OPC | LP | CC | RHA | Water | FA | w/b | OPC | LP | CC | RHA | FA | Water | SP [wt-%] | |
| SC-M-1 | 1.275 | 224 | 40 | - | - | 336 | 400 | 0.4 | 738 | 111 | - | - | 1104 | 336 | 0.15 |
| SC-M-1-20CC | 1.275 | 179 | 32 | 53 | - | 336 | 400 | 0.4 | 591 | 89 | 140 | - | 1104 | 336 | 0.2 |
| SC-M-1-20RHA | 1.275 | 179 | 32 | - | 53 | 336 | 400 | 0.4 | 591 | 89 | - | 127 | 1104 | 336 | 0.4 |
| SC-M-1-10CC+10RHA | 1.275 | 179 | 32 | 26 | 26 | 336 | 400 | 0.4 | 591 | 89 | 70 | 63 | 1104 | 336 | 0.3 |
| Mix Designation | Constituent (Measured in dm3/m3) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Vw/Vp | OPC | LP | CC | RHA | Water | FA | CA | Va | |
| SCC-1 | 1.275 | 137 | 24 | - | - | 206 | 289 | 323 | 20 |
| SCC-1-20CC | 1.275 | 110 | 19 | 32 | - | 206 | 289 | 323 | 20 |
| SCC-1-20RHA | 1.275 | 110 | 19 | - | 32 | 206 | 289 | 323 | 20 |
| SCC-1-10CC+10RHA | 1.275 | 110 | 19 | 16 | 16 | 206 | 289 | 323 | 20 |
| Mix Designation | Constituent (Measured in kg/m3) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| w/b | OPC | LP | CC | RHA | Water | FA | CA | SP [wt-%] | |
| SCC-1 | 0.4 | 452 | 68 | - | - | 206 | 798 | 867 | 0.25 |
| SCC-1-20CC | 0.4 | 362 | 54 | 86 | - | 206 | 798 | 867 | 0.3 |
| SCC-1-20RHA | 0.4 | 362 | 54 | - | 78 | 206 | 798 | 867 | 0.7 |
| SCC-1-10CC+10RHA | 0.4 | 362 | 54 | 43 | 39 | 206 | 798 | 867 | 0.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muhammad, A.; Thienel, K.-C. Properties of Self-Compacting Concrete Produced with Optimized Volumes of Calcined Clay and Rice Husk Ash—Emphasis on Rheology, Flowability Retention and Durability. Materials 2023, 16, 5513. https://doi.org/10.3390/ma16165513
Muhammad A, Thienel K-C. Properties of Self-Compacting Concrete Produced with Optimized Volumes of Calcined Clay and Rice Husk Ash—Emphasis on Rheology, Flowability Retention and Durability. Materials. 2023; 16(16):5513. https://doi.org/10.3390/ma16165513
Chicago/Turabian StyleMuhammad, Abubakar, and Karl-Christian Thienel. 2023. "Properties of Self-Compacting Concrete Produced with Optimized Volumes of Calcined Clay and Rice Husk Ash—Emphasis on Rheology, Flowability Retention and Durability" Materials 16, no. 16: 5513. https://doi.org/10.3390/ma16165513
APA StyleMuhammad, A., & Thienel, K.-C. (2023). Properties of Self-Compacting Concrete Produced with Optimized Volumes of Calcined Clay and Rice Husk Ash—Emphasis on Rheology, Flowability Retention and Durability. Materials, 16(16), 5513. https://doi.org/10.3390/ma16165513