
Influence of Microstructure and Alloy Composition on the Machinability of α/β Titanium Alloys
 , , , ,
, , , , 
Abstract
:1. Introduction
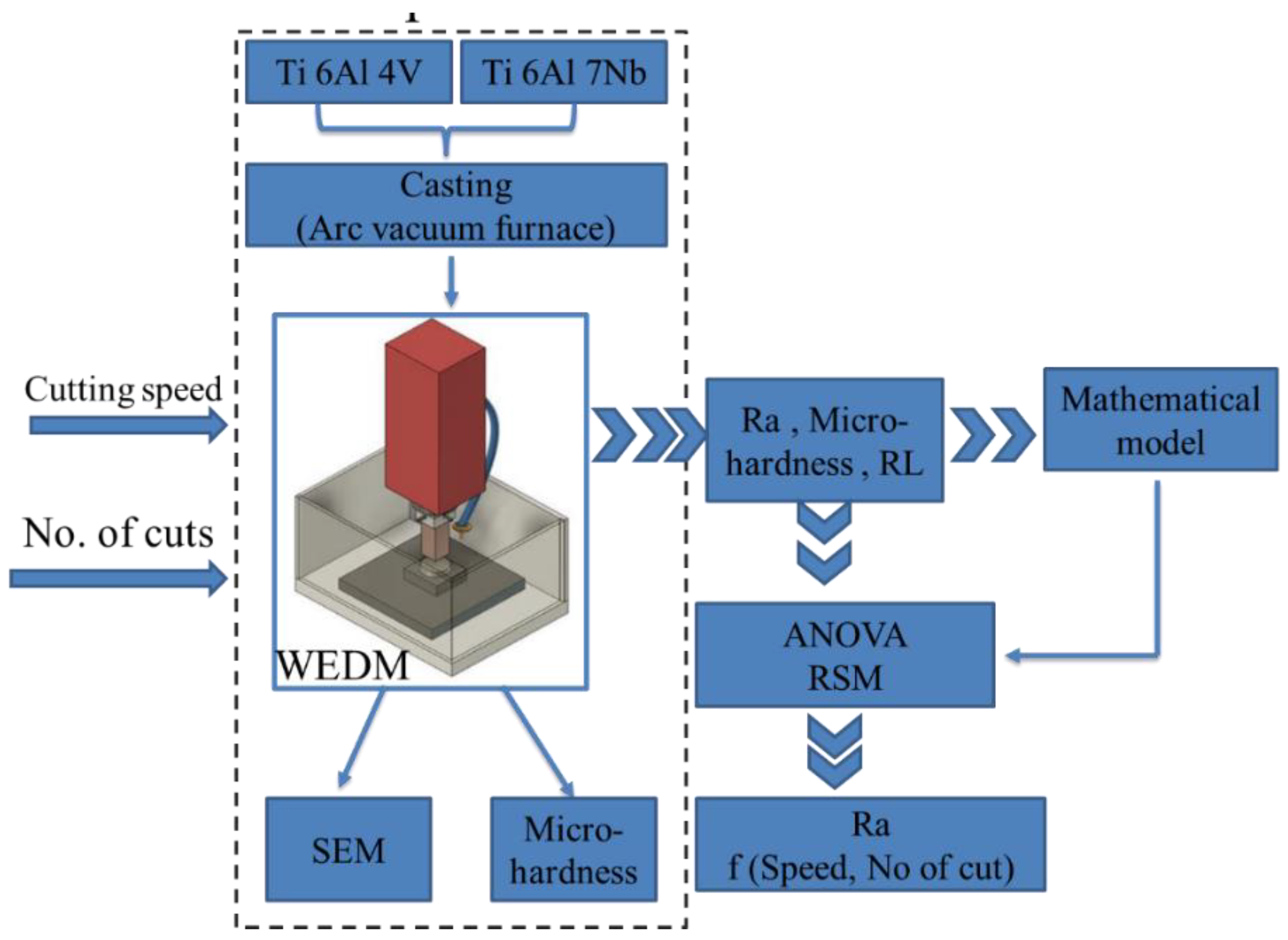
2. Experimental Procedures
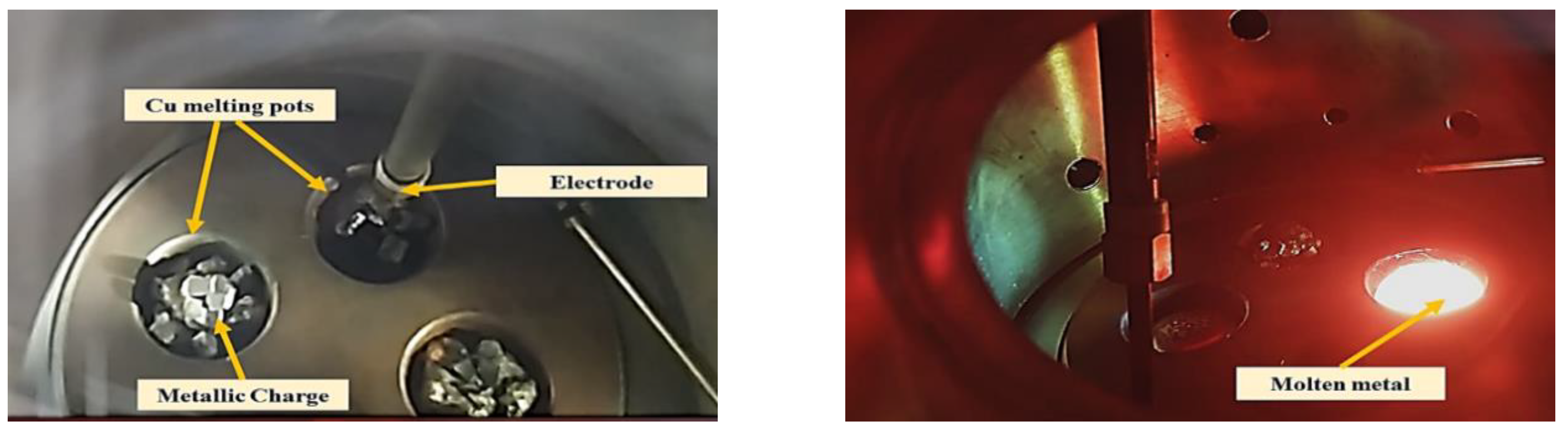
2.1. Casting
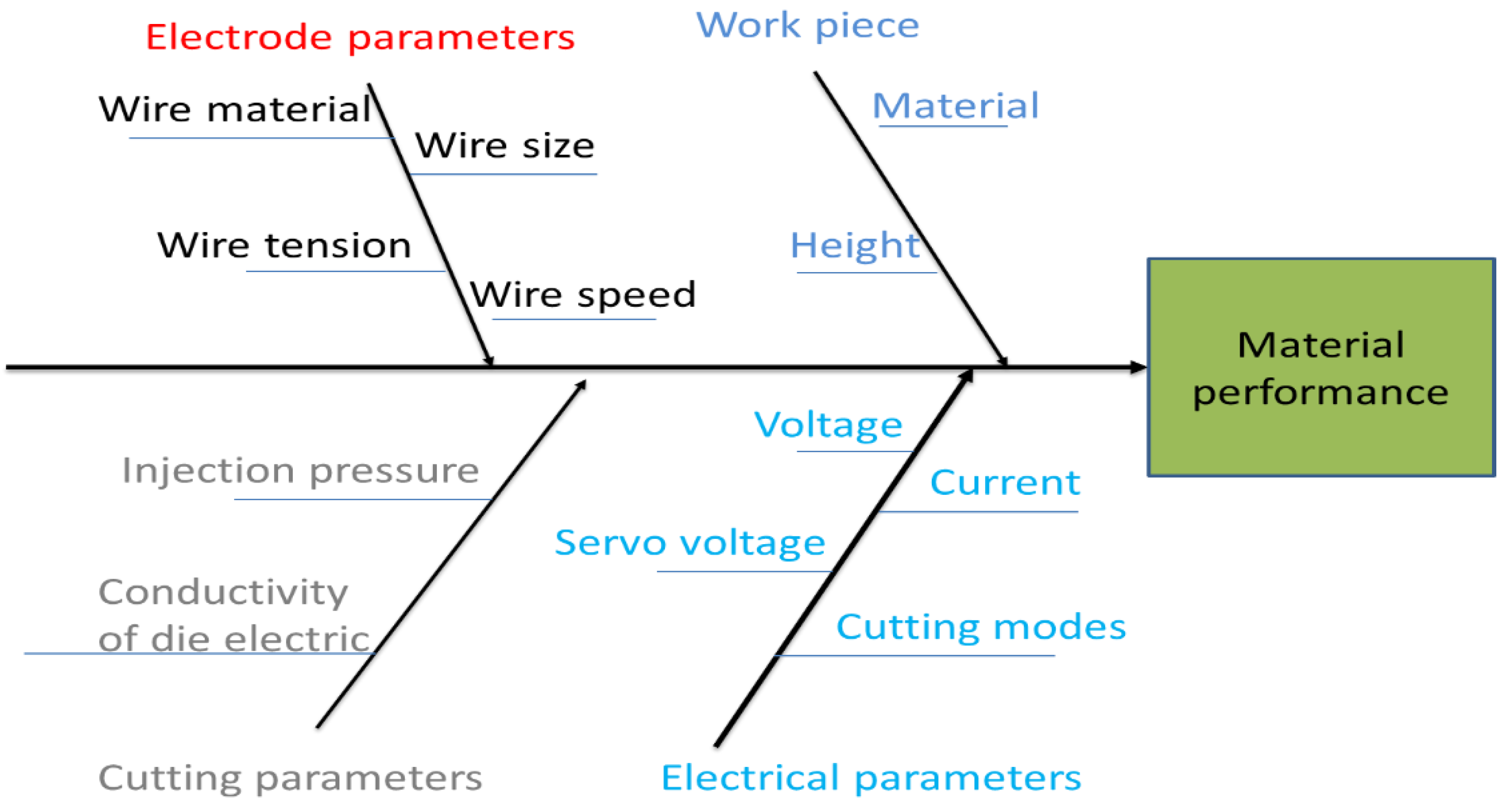
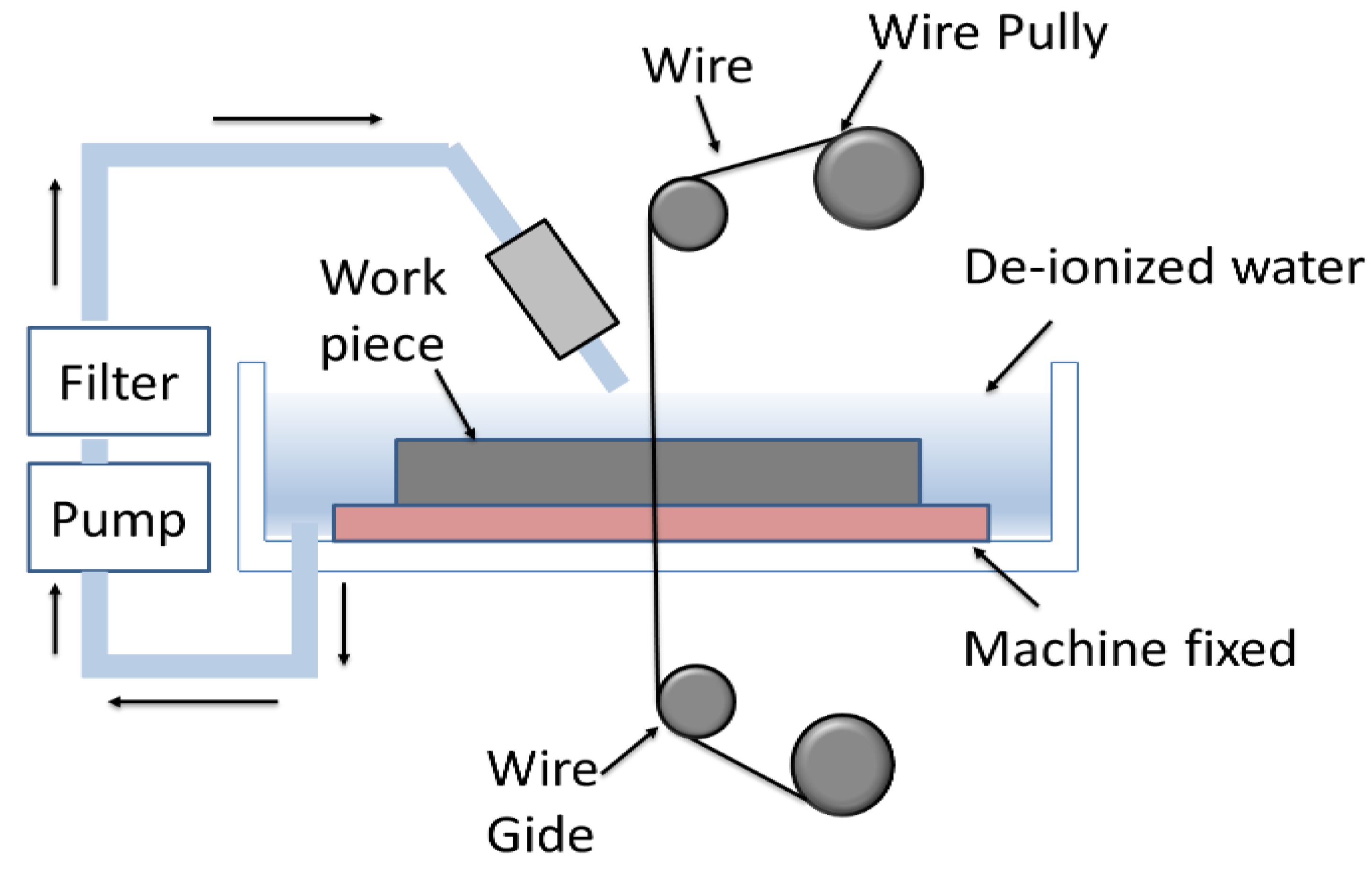
2.2. WEDM Parameters and Sample Preparation
2.3. Response Characteristics
3. Results and Discussion
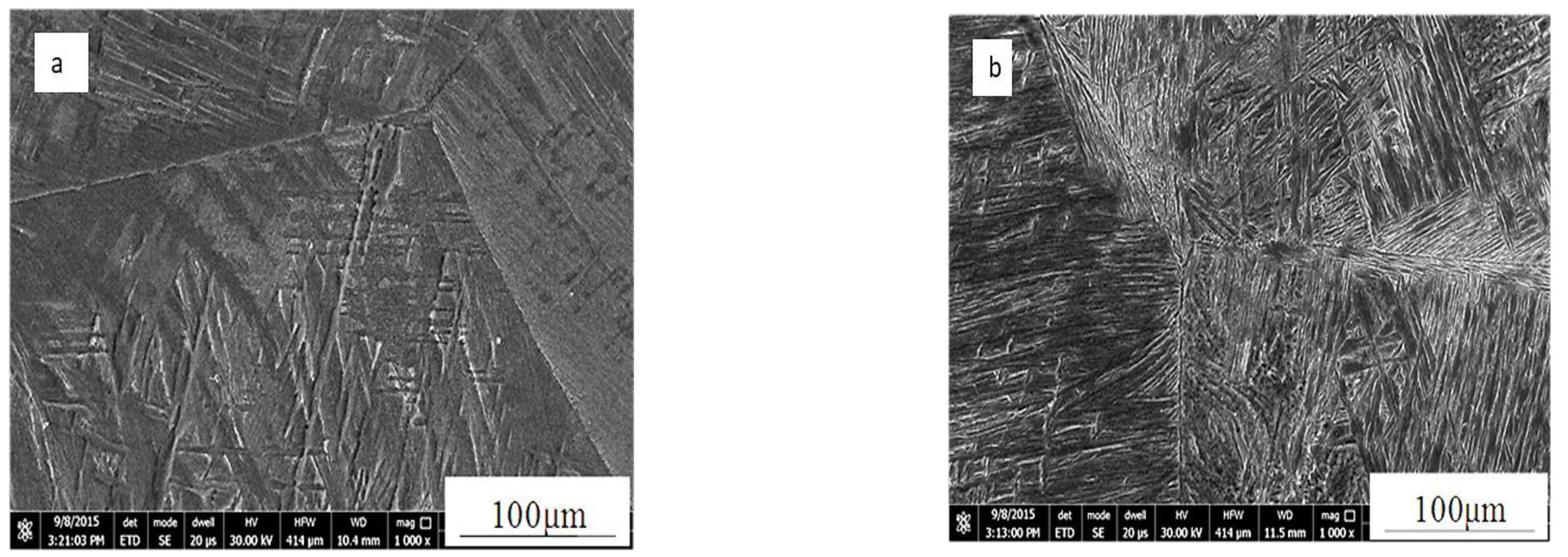
3.1. Original Microstructure of the Investigation Samples
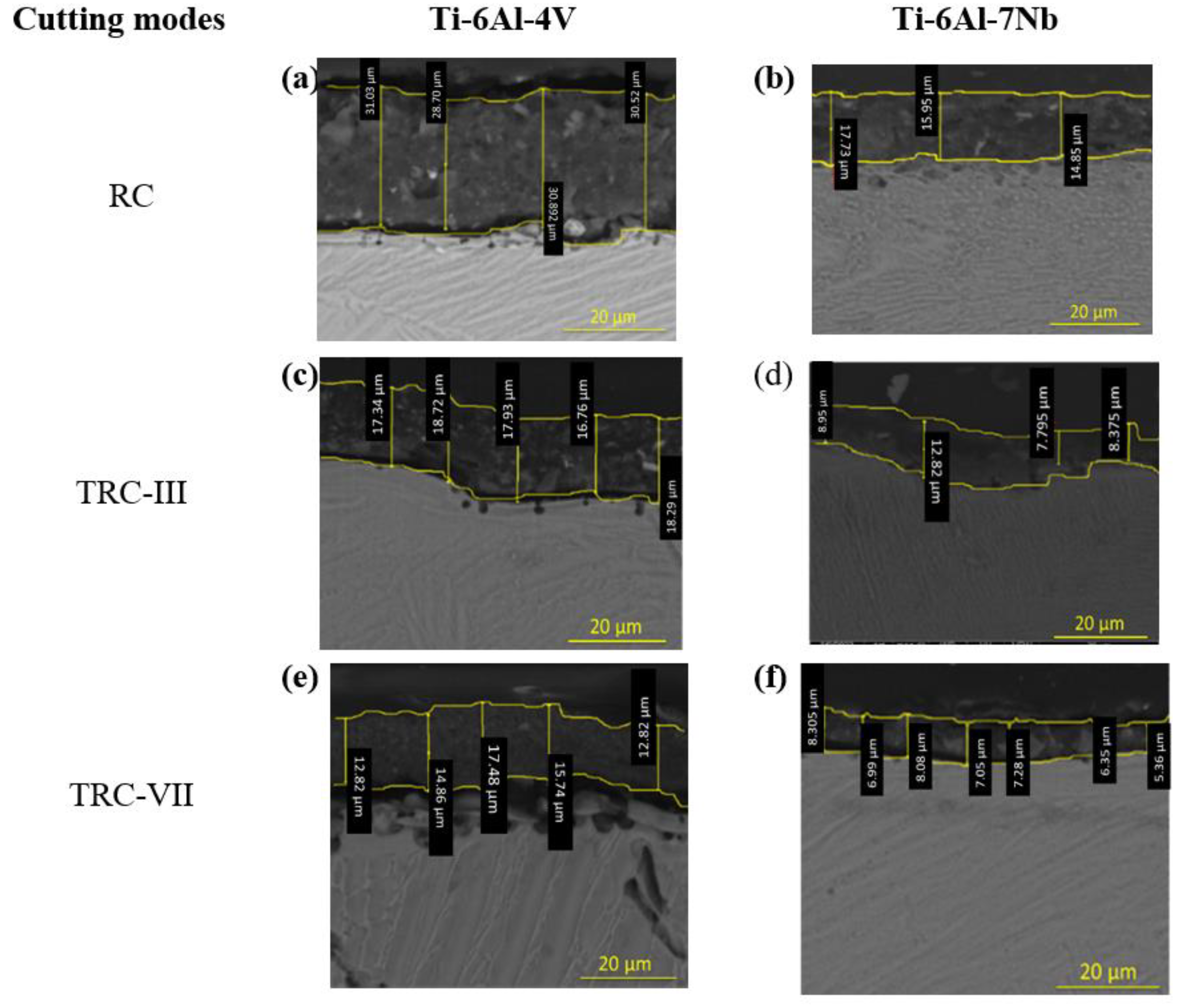
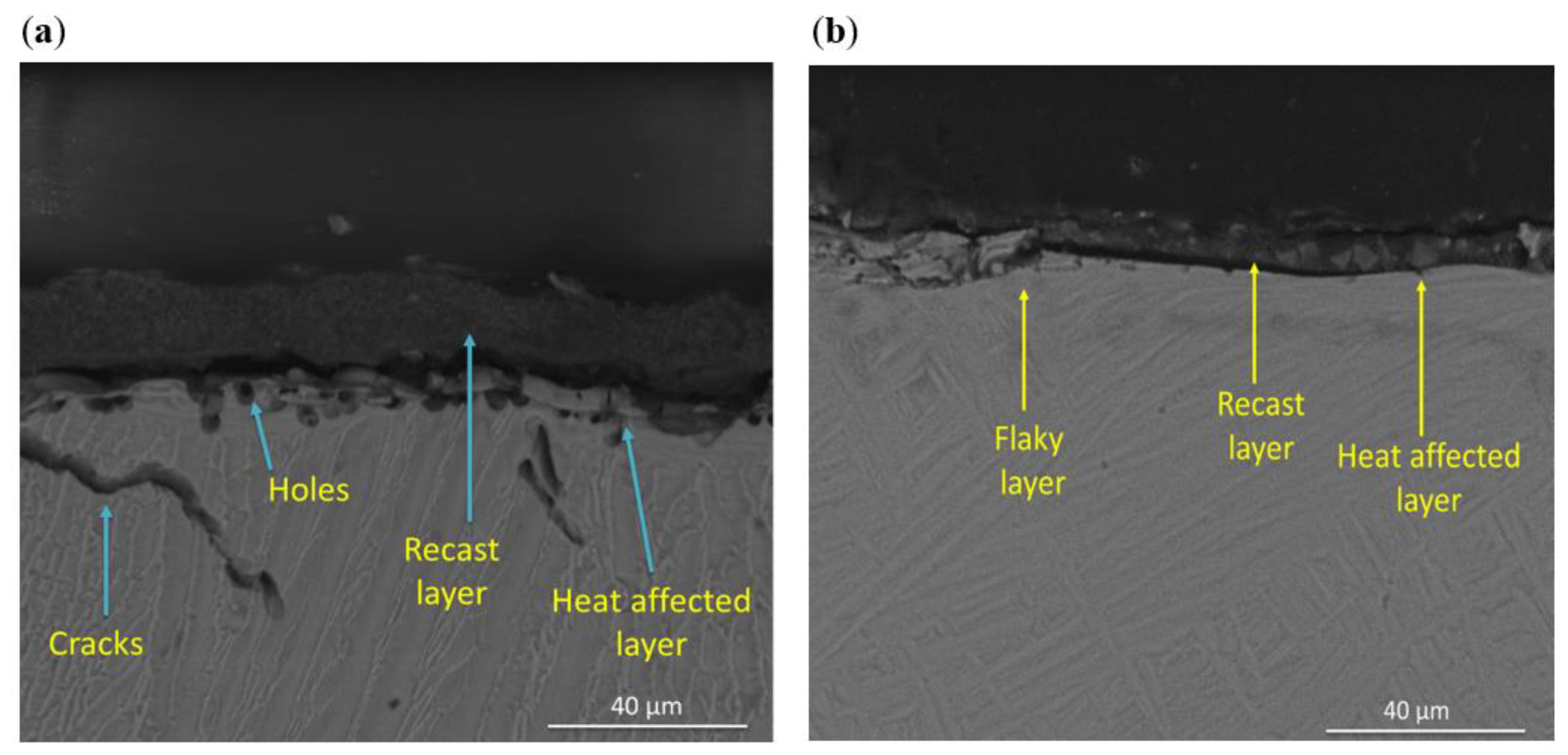
3.2. Surface Integrity of WEDM Samples
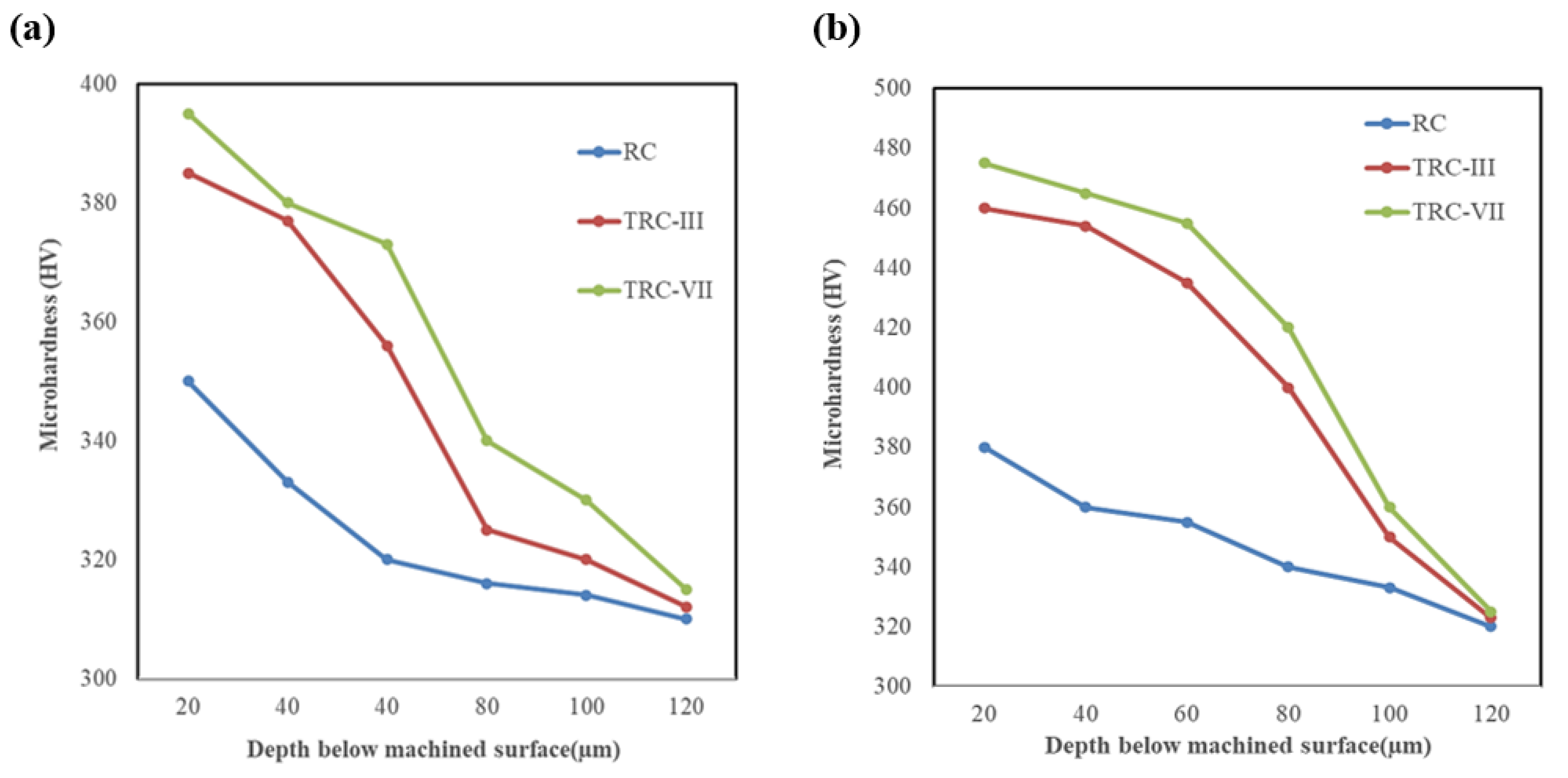
3.3. Micro-Hardness Analysis
3.4. Analysis of Surface Roughness (SR)
3.5. Analysis of Variance (ANOVA) Analysis
4. Conclusions
- The cast microstructure of Ti67 showed finer grain size compared to Ti64;
- Rough cut mode WEDM produced high thermal damage on the workpiece surface, resulting in a high value of roughness (Ra-value) and thick recast layer. Contrasting trim cut modes TRC-III and TRC-VII led to enhanced surface properties for both alloys;
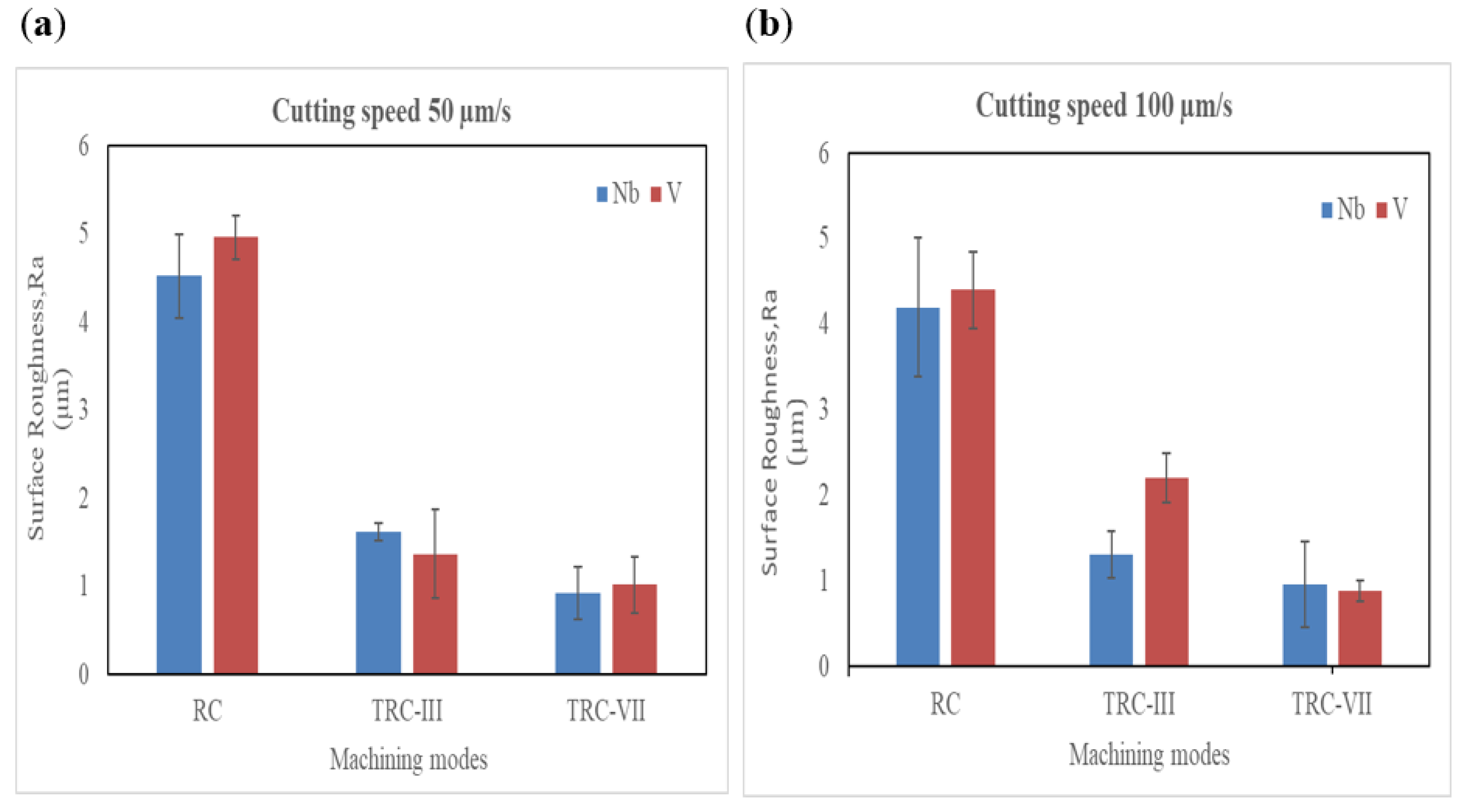
- The Ra of machined samples at cutting speed 50 µm/s under RC varied for Ti64 and Ti67 alloys were 5.68 ± 0.44 and 4.52 ± 0.35 µm, respectively. They also decreased to 1.37 ± 0.12 µm and 1.62 ± 0.18 µm at TRC-III. At seven number of cuts TRC-VII, it declined to 1.02 ± 0.20 µm for Ti64, compared to 0.92 ± 0.10 µm, for Ti67. Surface roughness followed the same behavior at 100 µm/s, in which, Ra values for Ti67 alloy declined from 4.2 ± 0.34 µm at RC to 0.96 ± 0.08 µm at TRC-VII. This value also dropped from 4.4 ± 0.45 at RC to 0.88 ± 0.12 µm at TRC-VII which was the smallest value in this case;
- TRC-VII significantly reduced the thickness of recast layer to 5 ± 0.72 µm from 12 ± 1.31 µm obtained in RC on machined surface for Ti67 alloy. For Ti64, the re-solidification layer 30 ± 0.93 µm at RC witnessed a significant decline to 12 ± 1.31 µm at rough cut;
- The measured micro-hardness was very dependent on cutting mode. At TRC-VII, TRC-II and RC were (390 ± 30 HV, 385 ± 35 HV and 315 ± 15 HV) for Ti64 and (480 ± 55 HV, 460 ± 50 HV, and 320 ± 45 HV) for Ti67, respectively;
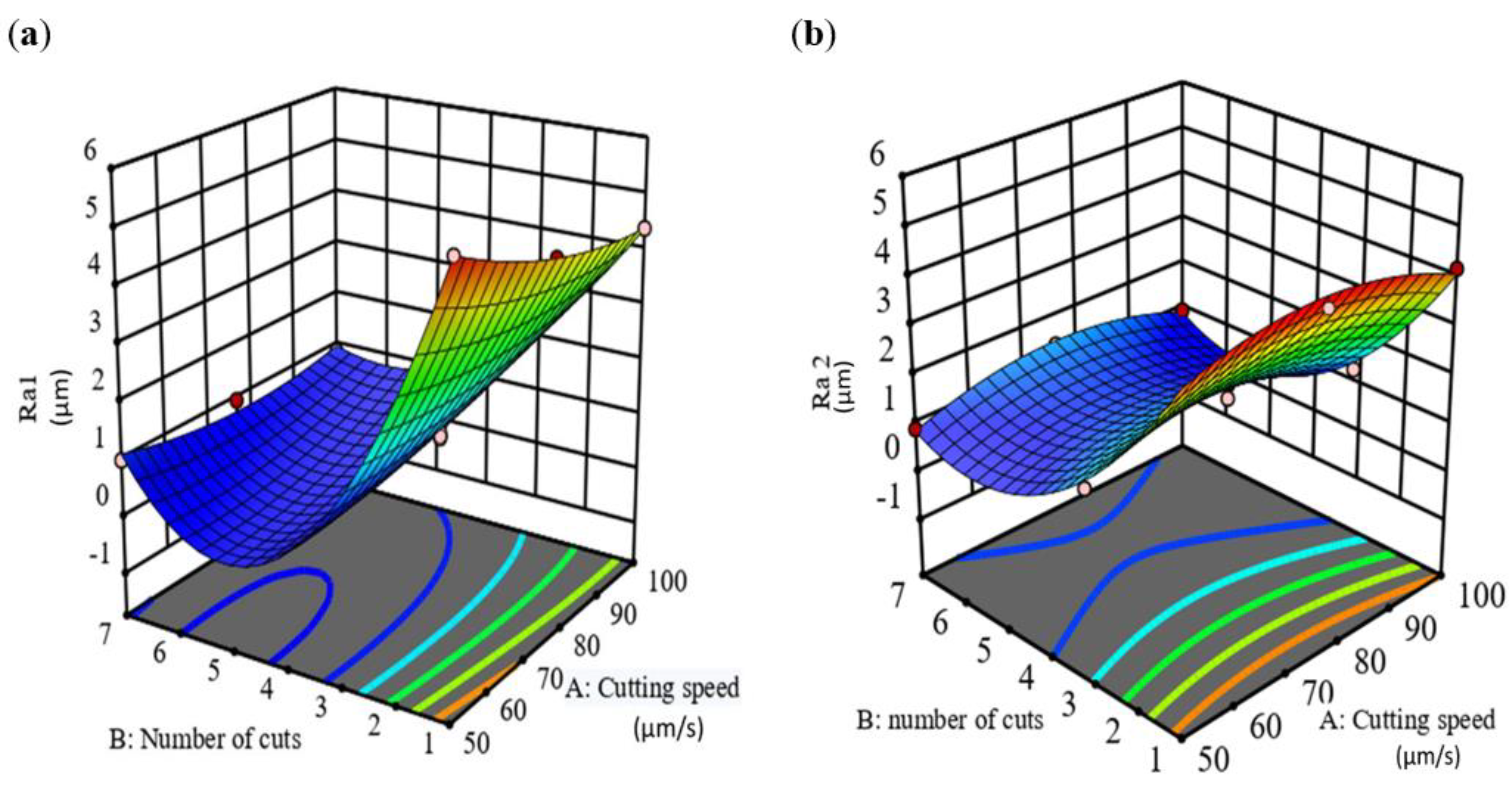
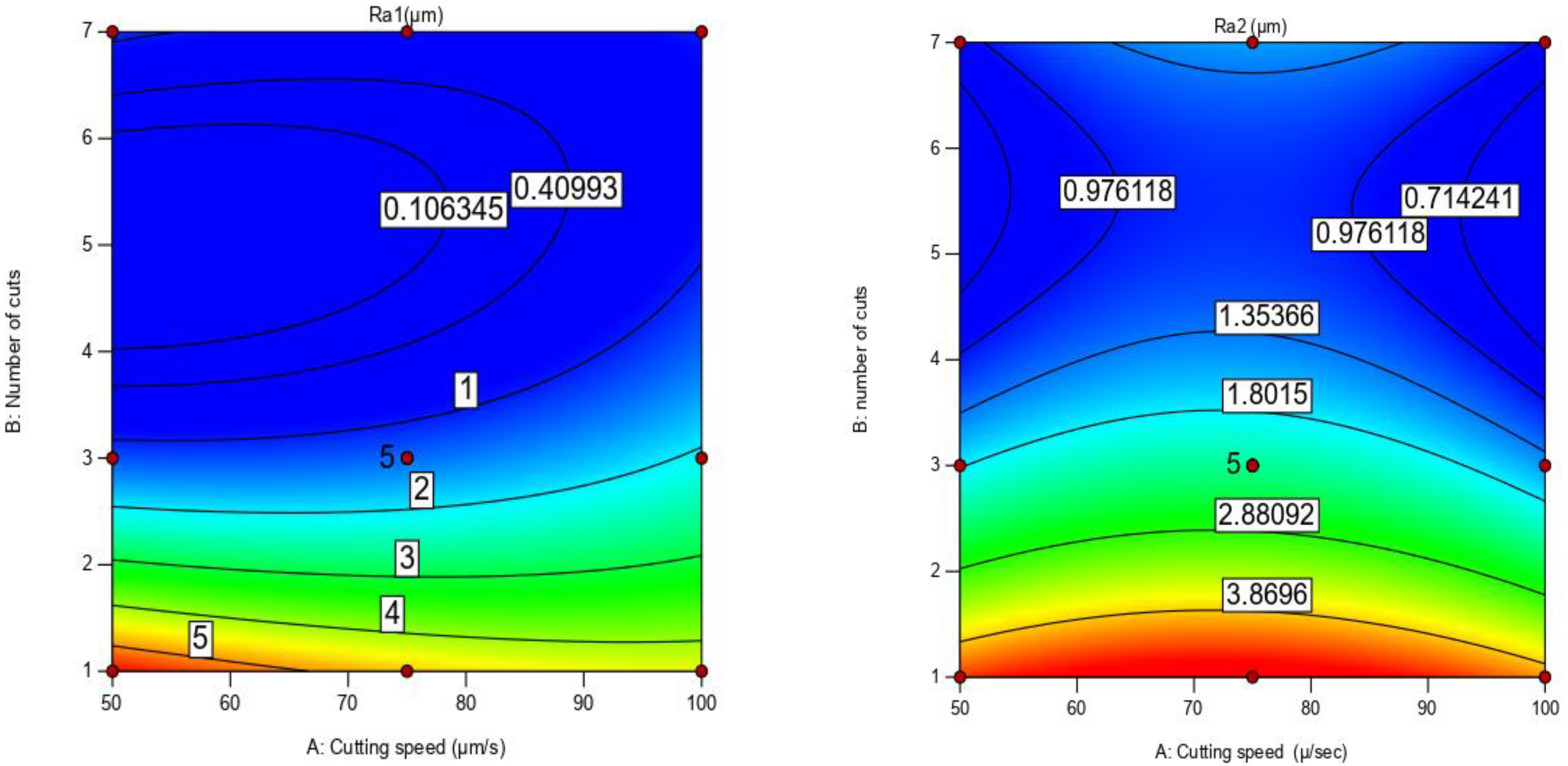
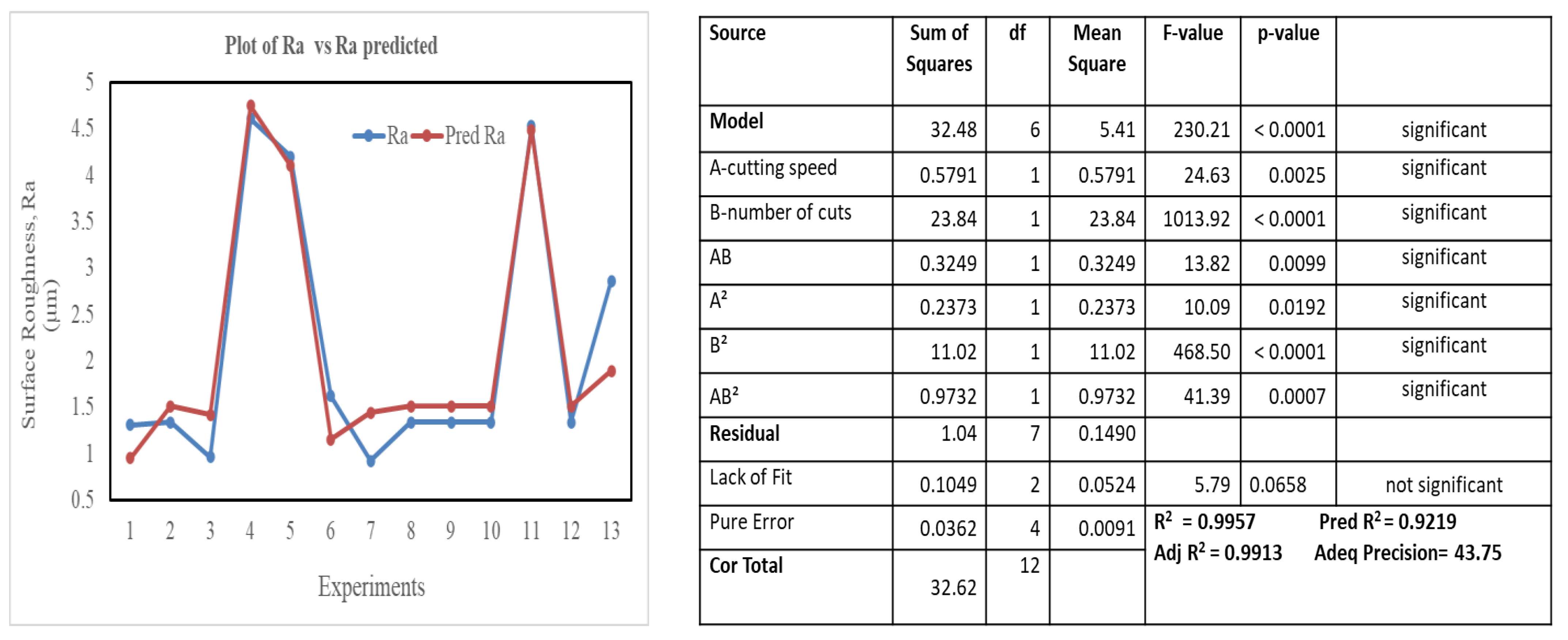
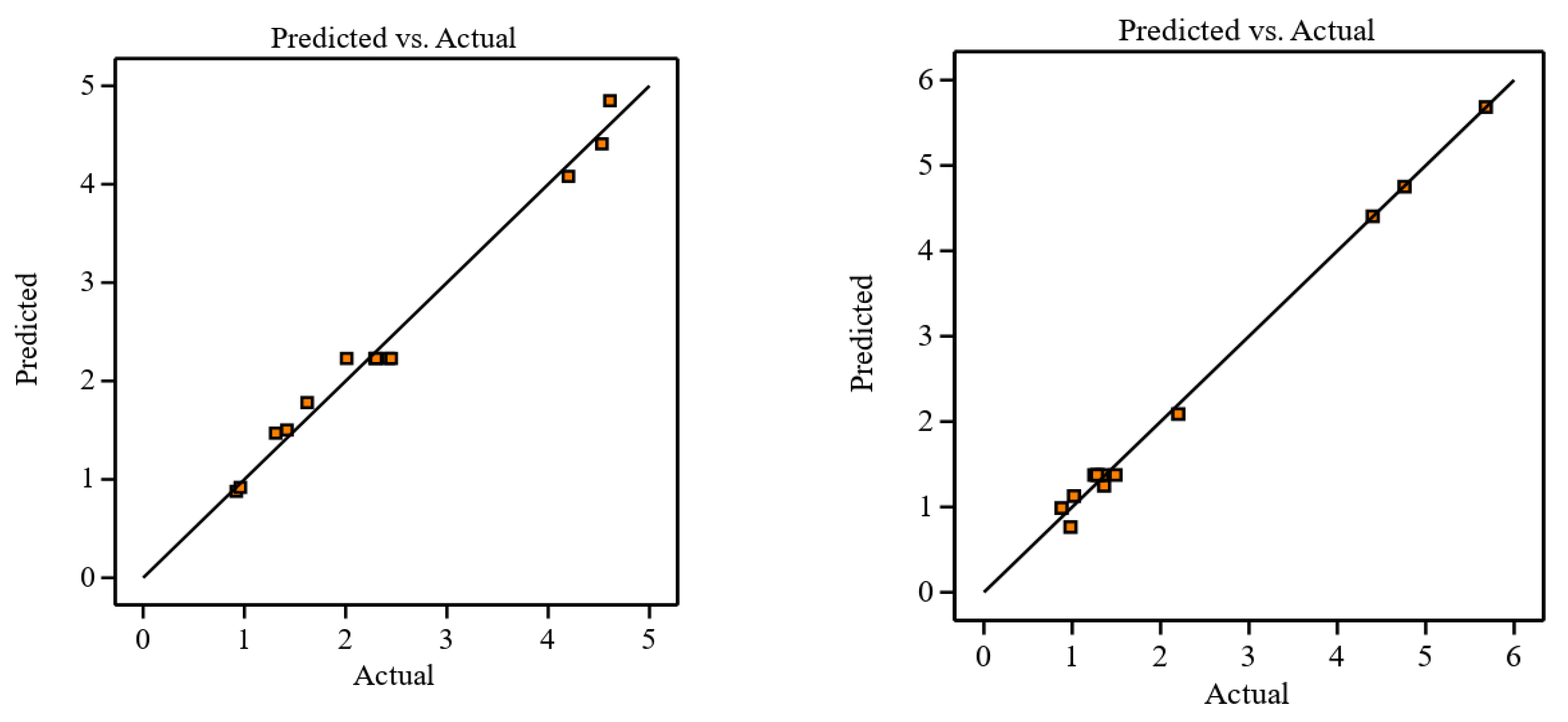
- It was observed that, in WEDM, the most influential parameters on surface roughness were the machining mode, followed by cutting speed and the interaction between them, where Response Surface Methodology (RSM) defined the correlation between machining parameters and built a mathematical model. ANOVA table proved the strength of the model equation and the reliability of obtained data;
- Replacing elemental V with Nb led to enhancing the machinability of titanium alloy as a function of surface roughness, recast layer, and microhardness.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xu, Y.; Liu, E.; Wei, S. Investigation on Tensile Fracture Properties of TA15 Specimen Formed by Selective Electron Beam Melting. Mater. Sci. Eng. A 2020, 773, 138826. [Google Scholar] [CrossRef]
- Nnamchi, P.S.; Obayi, C.S.; Todd, I.; Rainforth, M.W. Mechanical and Electrochemical Characterisation of New Ti-Mo-Nb-Zr Alloys for Biomedical Applications. J. Mech. Behav. Biomed. Mater. 2016, 60, 68–77. [Google Scholar] [CrossRef] [PubMed]
- Arulkirubakaran, D.; Senthilkumar, V.; Kumawat, V. Effect of Micro-Textured Tools on Machining of Ti–6Al–4V Alloy: An Experimental and Numerical Approach. Int. J. Refract. Met. Hard Mater. 2016, 54, 165–177. [Google Scholar] [CrossRef]
- Li, Z.; Tang, J.; Bai, J. A Novel Micro-EDM Method to Improve Micro hole Machining Performances Using Ultrasonic Circular Vibration (UCV) Electrode. Int. J. Mech. Sci. 2020, 175, 105574. [Google Scholar] [CrossRef]
- Arima, Y.; Iwata, H. Effect of Wettability and Surface Functional Groups on Protein Adsorption and Cell Adhesion Using Well-Defined Mixed Self-Assembled Monolayers. Biomaterials 2007, 28, 3074–3082. [Google Scholar] [CrossRef]
- Adelaide, N.; Francesca, P.; László, S.; Boglárka, M.; Ernesto, P.; Michele, C.; Yada Rickey, Y.; David, H. Biomedical Ni Ti and b-Ti Alloys: From Composition, Microstructure and Thermo-Mechanics to Application. Metals 2022, 12, 406. [Google Scholar] [CrossRef]
- Pramanik, A. Developments in the non-traditional machining of particle reinforced metal matrix composites. Int. J. Mach. Tool Manufact. 2014, 86, 44–61. [Google Scholar] [CrossRef] [Green Version]
- Pramanik, A.; Basak, A.; Islam, M.; Littlefair, G. Electrical discharge machining of 6061 aluminium alloy. Trans. Nonferrous Metals Soc. China 2015, 25, 2866–2874. [Google Scholar] [CrossRef]
- Jahan, M.P. Electrical Discharge Machining (EDM): Types, Technologies and Applications; Nova Science Publishers: Hauppauge, NY, USA, 2015. [Google Scholar]
- Jameson, E.C. Electrical Discharge Machining; Society of Manufacturing Engineers: Southfield, MI, USA, 2001. [Google Scholar]
- EDM Handbook. Available online: http://www.reliableEDM.com (accessed on 1 February 2022).
- Prakash, C.; Kansal, H.K.; Pabla, B.S.; Puri, S. Powder MixedElectric Discharge Machining: An Innovative Surface Modification Technique to Enhance Fatigue Performance and Bioactivity of b -Ti Implant for Orthopedics Application. J. Comput. Inf. Sci. Eng. 2016, 16, 041006. [Google Scholar] [CrossRef]
- Li, A.; Pang, J.; Zhao, J.; Zang, J.; Wang, F. FEM-Simulation of Machining Induced Surface Plastic Deformation and Microstructural Texture Evolution of Ti-6Al-4V Alloy. Int. J. Mech. Sci. 2017, 123, 214–223. [Google Scholar] [CrossRef]
- Escobar, A.; De Lange, M.; Medellín, D.; Pérez Gutiérrez, F. Influence of modeling assumptions on the simulated EDM performance. In ASME International Mechanical Engineering Congress and Exposition; American Society of Mechanical Engineers: New York, NY, USA, 2013; Volume 56369, p. V08CT09A079. [Google Scholar]
- Kansal, H.K.; Singh, S.; Kumar, P. Performance parameters optimization (multi-characteristics) of powder mixed electric discharge machining (PMEDM) through Taguchi’s method and utility concept. Indian J. Eng. Mater. Sci. 2006, 13, 209–216. [Google Scholar]
- Sharanjit, S.; Bhardwaj, A. Review to EDM by Using Water and Powder-Mixed Dielectric Fluid. J. Miner. Mater. Charact. &Eng. 2011, 10, 199–230. [Google Scholar]
- Rahman, S.S.; Bashar, M.S.; Kamruzzaman, M.; Nurul Amin, A.K.M.; Hossain, M.M. Crystallinity, Surface Morphology, and Chemical Composition of the Recast Layer and Rutile-TiO2 Formation on Ti-6Al-4V ELI, by Wire-EDM to Enhance Biocompatibility. Int. J. Adv. Manuf. Technol. 2017, 93, 3285–3296. [Google Scholar] [CrossRef]
- Jangra, K.K. An Experimental Study for Multi-Pass Cutting Operation in Wire Electrical Discharge Machining of WC-5.3% Co Composite. Int. J. Adv. Manuf. Technol. 2015, 76, 971–982. [Google Scholar] [CrossRef]
- Alias, A.; Abdullah, B.; Abbas, N.M. Influence of machine feed rate in WEDM of titanium Ti-6Al-4 V with constant current (6A) using brass wire. Procedia Eng. 2012, 41, 1806–1811. [Google Scholar] [CrossRef] [Green Version]
- Antar, M.; Soo, S.; Aspinwall, D.; Cuttell, M.; Perez, R.; Winn, A. WEDM of Aerospace Alloys Using Clean Cut Generator Technology; ISEM XVI: Shanghai, China, 2011; pp. 285–290. [Google Scholar]
- Sharma, N.; Khanna, R.; Gupta, R.D. Multi-quality Characteristics Optimization on WEDM for Ti-6Al-4V using Taguchi-Grey Relational Theory. Int. J. Mach. Mach. Mater. 2019, 21, 66–81. [Google Scholar]
- Chen, S.-L.; Lin, M.-H.; Chen, C.-C.; Ou, K.-L. Effect of Electro- Discharging on Formation of Biocompatible Layer on Implant Surface. J. Alloys Compd. 2008, 456, 413–418. [Google Scholar] [CrossRef]
- Mahajan, A.; Sidhu, S.S. Surface Modification of Metallic Biomaterials for Enhanced Functionality: A Review. Mater. Technol. 2018, 33, 93–105. [Google Scholar] [CrossRef]
- Ramulu, M.; Paul, G.; Patel, J. EDM Surface Effects on the Fatigue Strength of a 15 Vol% SiCp/Al Metal Matrix Composite Material. Compos. Struct. 2001, 54, 79–86. [Google Scholar] [CrossRef]
- Murray, J.W.; Ahmed, N.; Yuzawa, T.; Nakagawa, T.; Sarugaku, S.; Saito, D.; Clare, A.T. Dry-Sliding Wear and Hardness of Thick Electrical Discharge Coatings and Laser Clads. Tribol. Int. 2020, 150, 106392. [Google Scholar] [CrossRef]
- Fonda, P.; Wang, Z.; Yamazaki, K.; Akutsu, Y. A fundamental study on Ti-6Al-4V’s thermal and electrical properties and their relation to EDM productivity. J. Mater. Process. Technol. 2008, 202, 583–589. [Google Scholar] [CrossRef]
- Mahmoud, A.; El-Hadad, S.; Khalifa, W. Effects of microstructure and alloy composition on hydroxyapatite precipitation on alkaline treated α/β titanium alloys. Mater. Sci. Eng. C 2019, 104, 109974. [Google Scholar]
- El-Hadad, S.; Engie, M.; Nehal, F. In-vitro and in-vivo, cytotoxicity evaluation of cast functionally graded biomaterials for dental implantology. Mater. Sci. Eng. C 2018, 93, 987–995. [Google Scholar] [CrossRef] [PubMed]
- Montgomery, D.C. Design and Analysis of Experiments; Wiley: Hoboken, NJ, USA, 2013. [Google Scholar]
- Zaki, A.; El-Hadad, S.; Khalifa, W. Surface Modification Effects on Microstructure and Mechanical Properties of Bio-Titanium Alloys. Mater. Sci. Forum 2017, 909, 199–204. [Google Scholar] [CrossRef]
- Karkalos, N.E.; Markopoulos, A.P. Computational Methods for Application in Industry 4.0; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti-6Al-4V | Element | Al | V | Fe | C | O | N | Others | Ti | |
| wt. % | 6.2 | 4.0 | 0.1 | 0.02 | 0.03 | 0.01 | ≤0.4 | Balance | ||
| Ti-6Al-7Nb | Element | Al | Nb | Fe | C | O | N | Others | Ta | Ti |
| wt. % | 6.2 | 6.8 | 0.03 | <0.01 | 0.14 | <0.01 | ≤0.4 | <0.05 | Balance |
| Parameter (Level) | Cutting Speed µm/s | Number of Cuts |
|---|---|---|
| 1 | 50 | 1 |
| 2 | 75 | 3 |
| 3 | 100 | 7 |
| Factor | A | B |
| Ti-6Al-4V | Ti-6Al-7Nb | |||
|---|---|---|---|---|
| Exp No | Cutting Speed µm/s | Number of Cuts | Surface Roughness (μm) | |
| 1 | 50 | 1 | 5.68 | 4.53 |
| 2 | 100 | 1 | 4.40 | 4.20 |
| 3 | 50 | 7 | 1.02 | 0.92 |
| 4 | 100 | 7 | 0.88 | 0.96 |
| 5 | 50 | 3 | 1.36 | 1.62 |
| 6 | 100 | 3 | 2.20 | 1.31 |
| 7 | 75 | 1 | 4.76 | 4.61 |
| 8 | 75 | 7 | 0.98 | 2.86 |
| 9 | 75 | 3 | 1.49 | 1.34 |
| 10 | 75 | 3 | 1.29 | 1.30 |
| 11 | 75 | 3 | 1.25 | 1.33 |
| 12 | 75 | 3 | 1.34 | 1.35 |
| 13 | 75 | 3 | 1.28 | 1.31 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shehata, M.M.; El-Hadad, S.; Sherif, M.; Ibrahim, K.M.; Farahat, A.I.Z.; Attia, H. Influence of Microstructure and Alloy Composition on the Machinability of α/β Titanium Alloys. Materials 2023, 16, 688. https://doi.org/10.3390/ma16020688
Shehata MM, El-Hadad S, Sherif M, Ibrahim KM, Farahat AIZ, Attia H. Influence of Microstructure and Alloy Composition on the Machinability of α/β Titanium Alloys. Materials. 2023; 16(2):688. https://doi.org/10.3390/ma16020688
Chicago/Turabian StyleShehata, Mostafa M., Shimaa El-Hadad, Mahmoud Sherif, Khaled M. Ibrahim, Ahmed I. Z. Farahat, and Helmi Attia. 2023. "Influence of Microstructure and Alloy Composition on the Machinability of α/β Titanium Alloys" Materials 16, no. 2: 688. https://doi.org/10.3390/ma16020688