
Effect of Bi Content on the Microstructure, Mechanical and Tribological Properties of Cu-Sn Alloy

Abstract
:1. Introduction
2. Materials and Methods
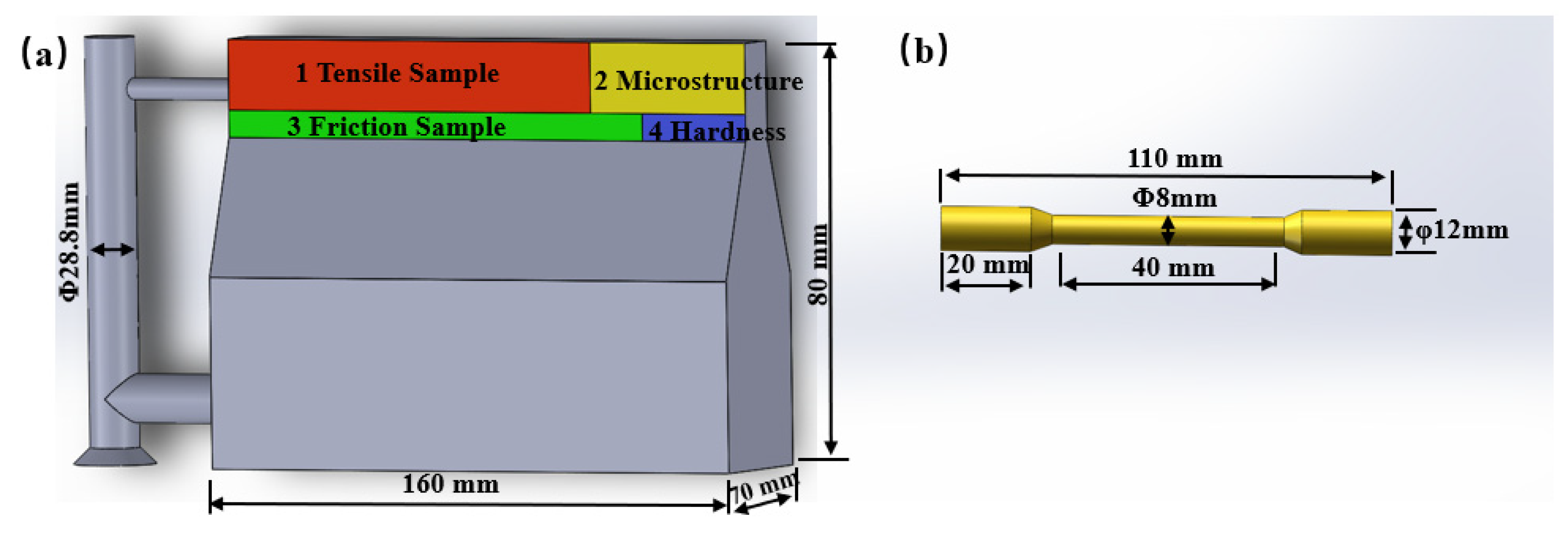
2.1. Preparation for Alloys
2.2. Microstructure Characterization
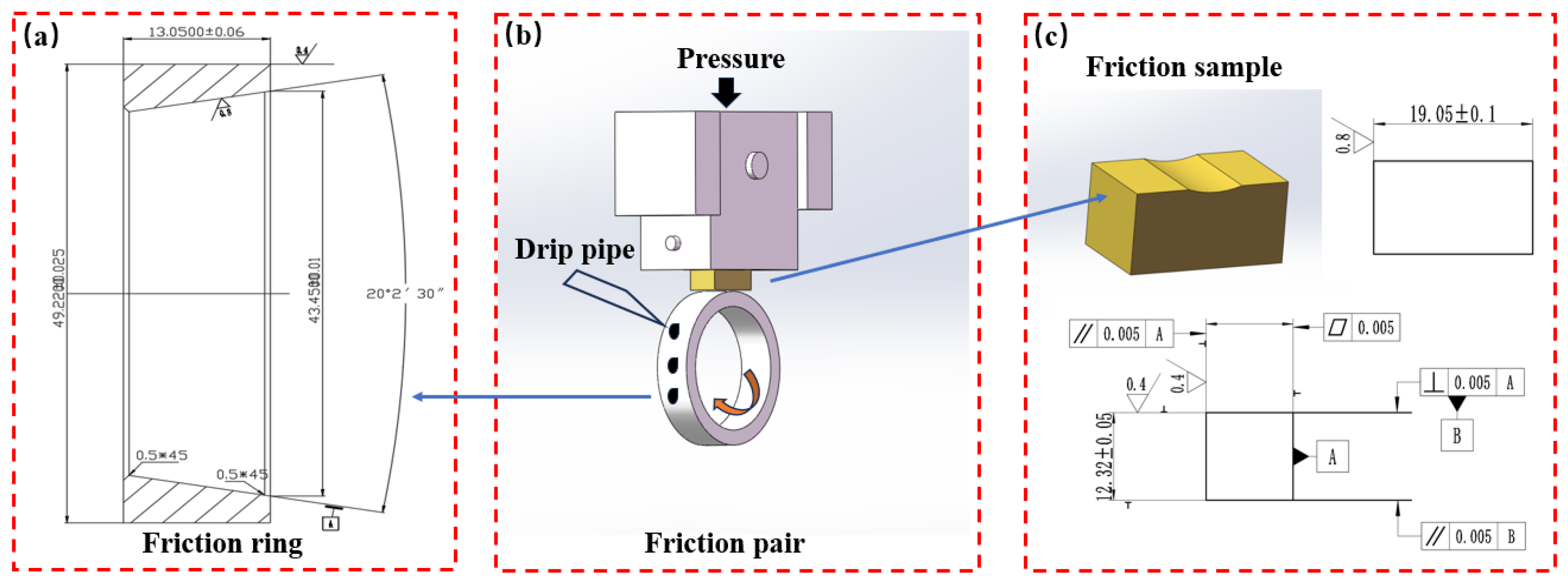
2.3. Properties
3. Results and Discussion
3.1. Microstructure
3.2. Properties
3.3. Analysis of Friction and Wear Mechanism
4. Conclusions
- (1)
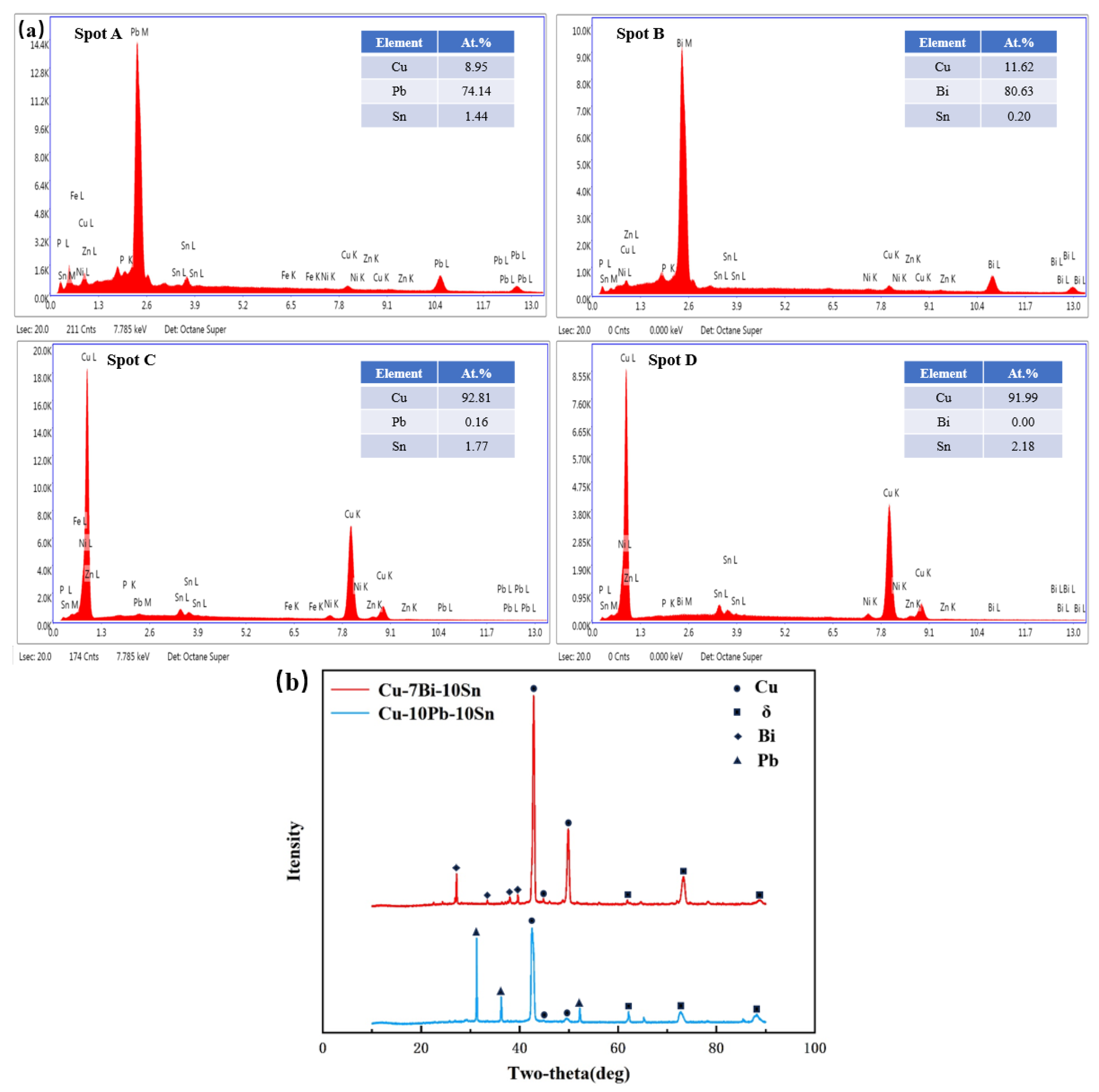
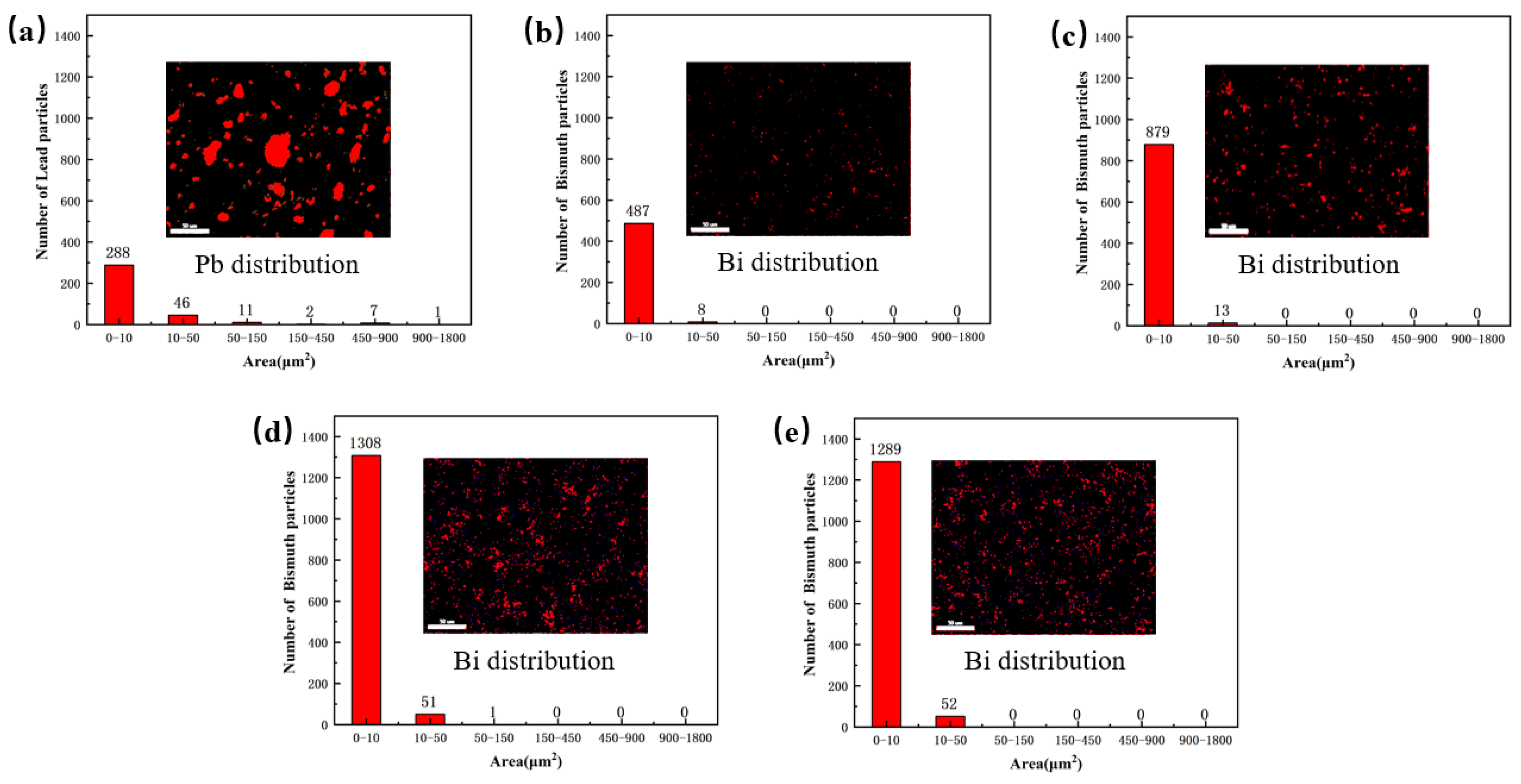
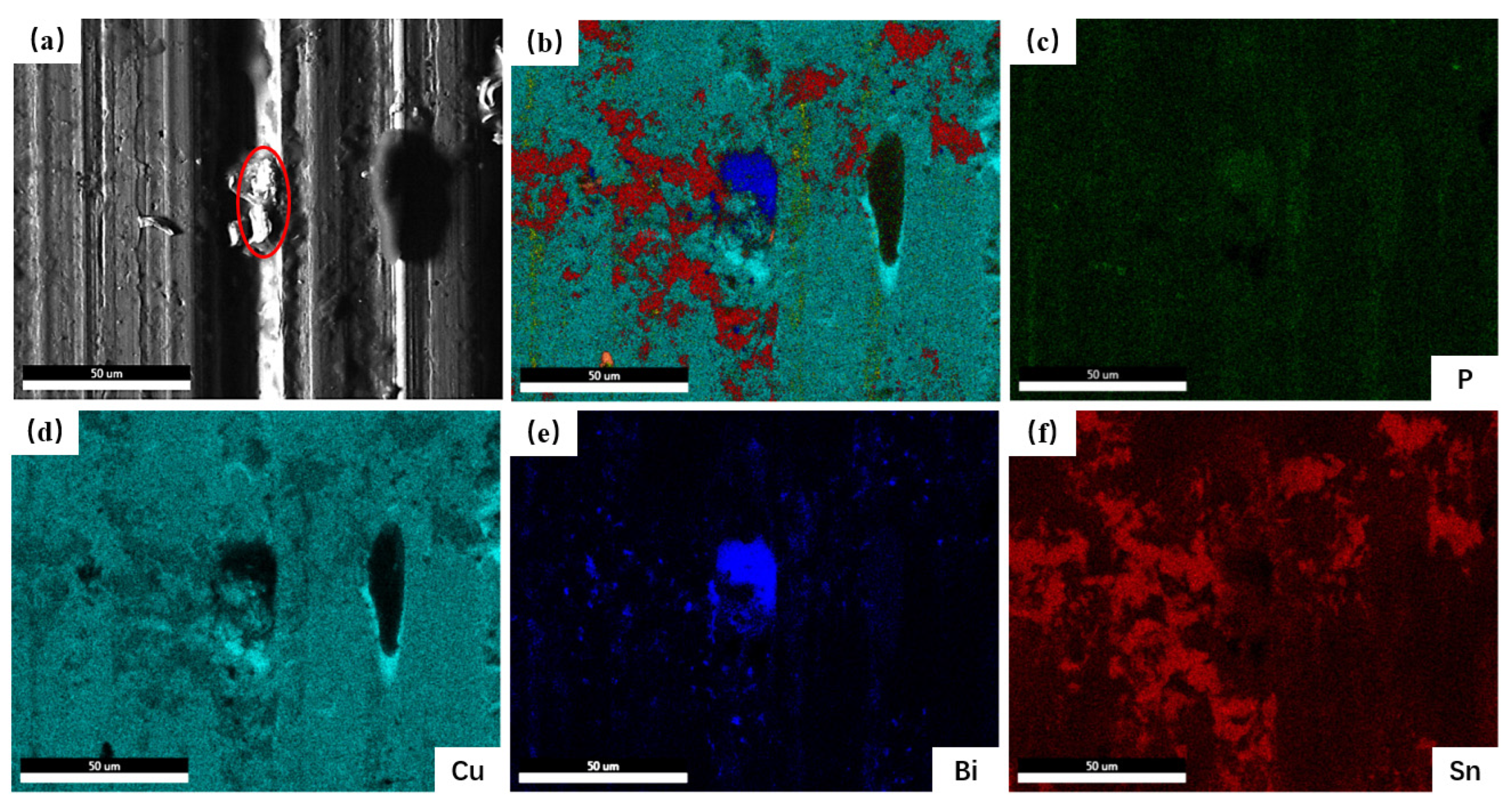
- Bi does not generate any compounds with other elements, and it distributes into the bands or long strips on the dendritic arms.
- (2)
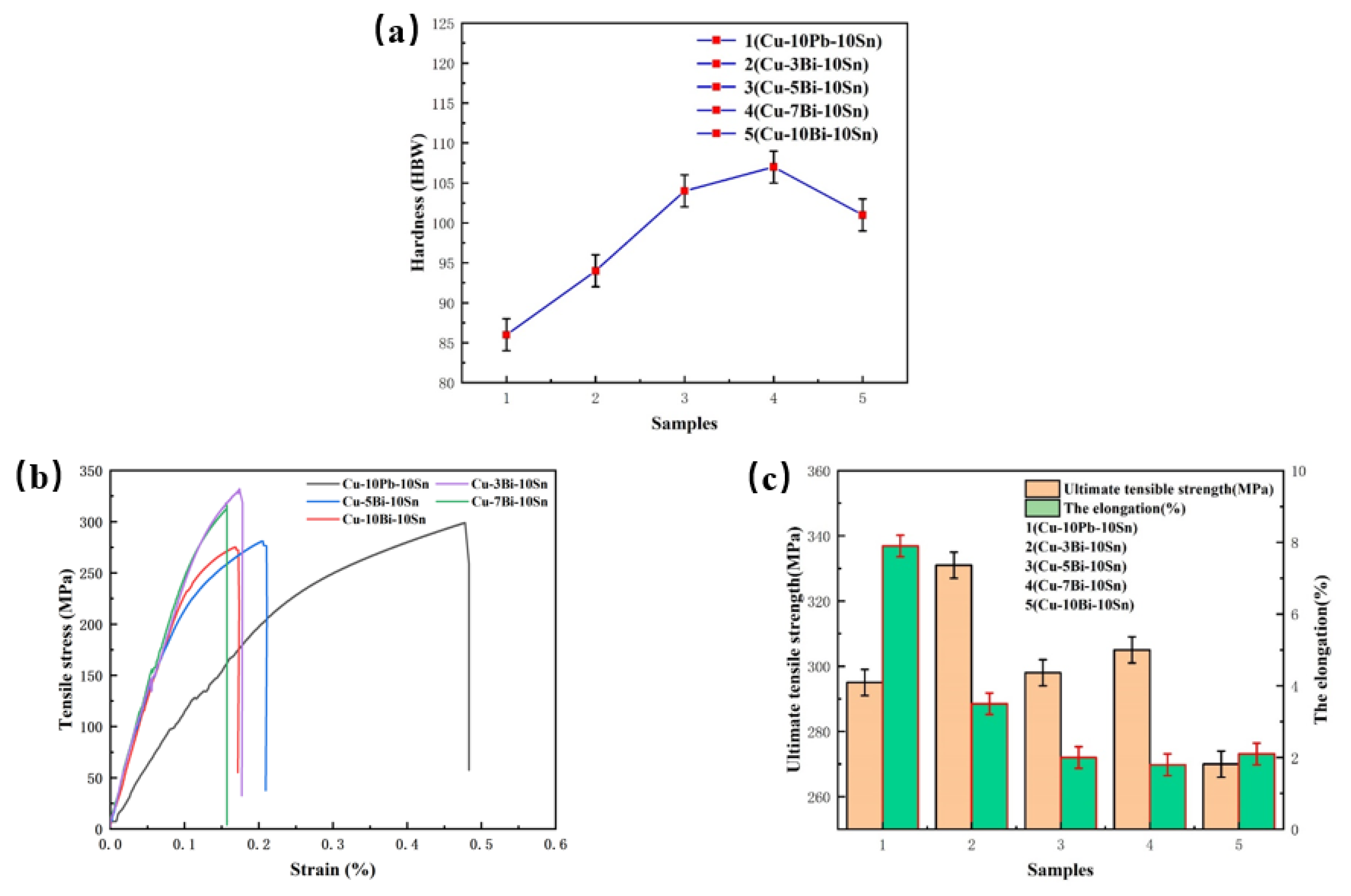
- With the increase in the Bi content, the hardness and tensile strength of the Cu-xBi-10Sn alloy show a trend of increasing and then decreasing. When the content of Bi is 7 wt.%, the hardness of the alloy reaches the maximum value of 107 HBW and the tensile strength is close to that of Cu-10Pb-10Sn or 304.5 MPa. The elongation of the alloy is extremely low after adding Bi to tin bronze.
- (3)
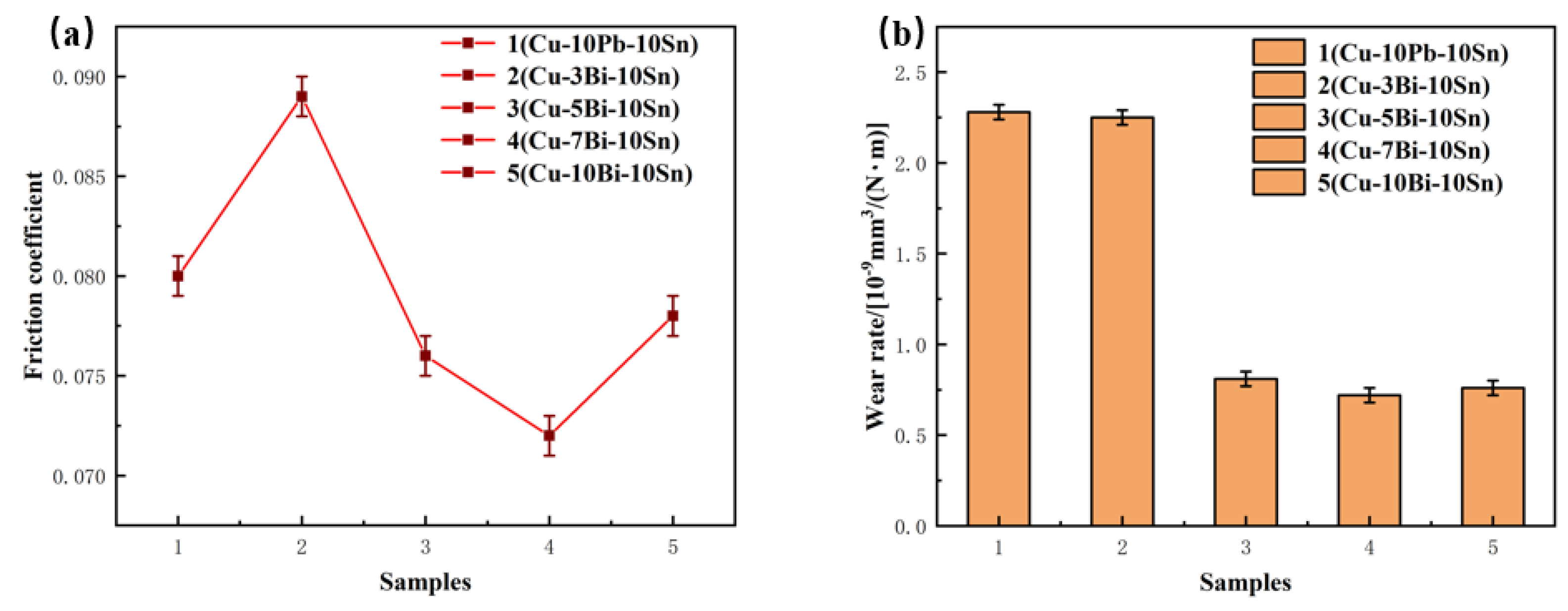
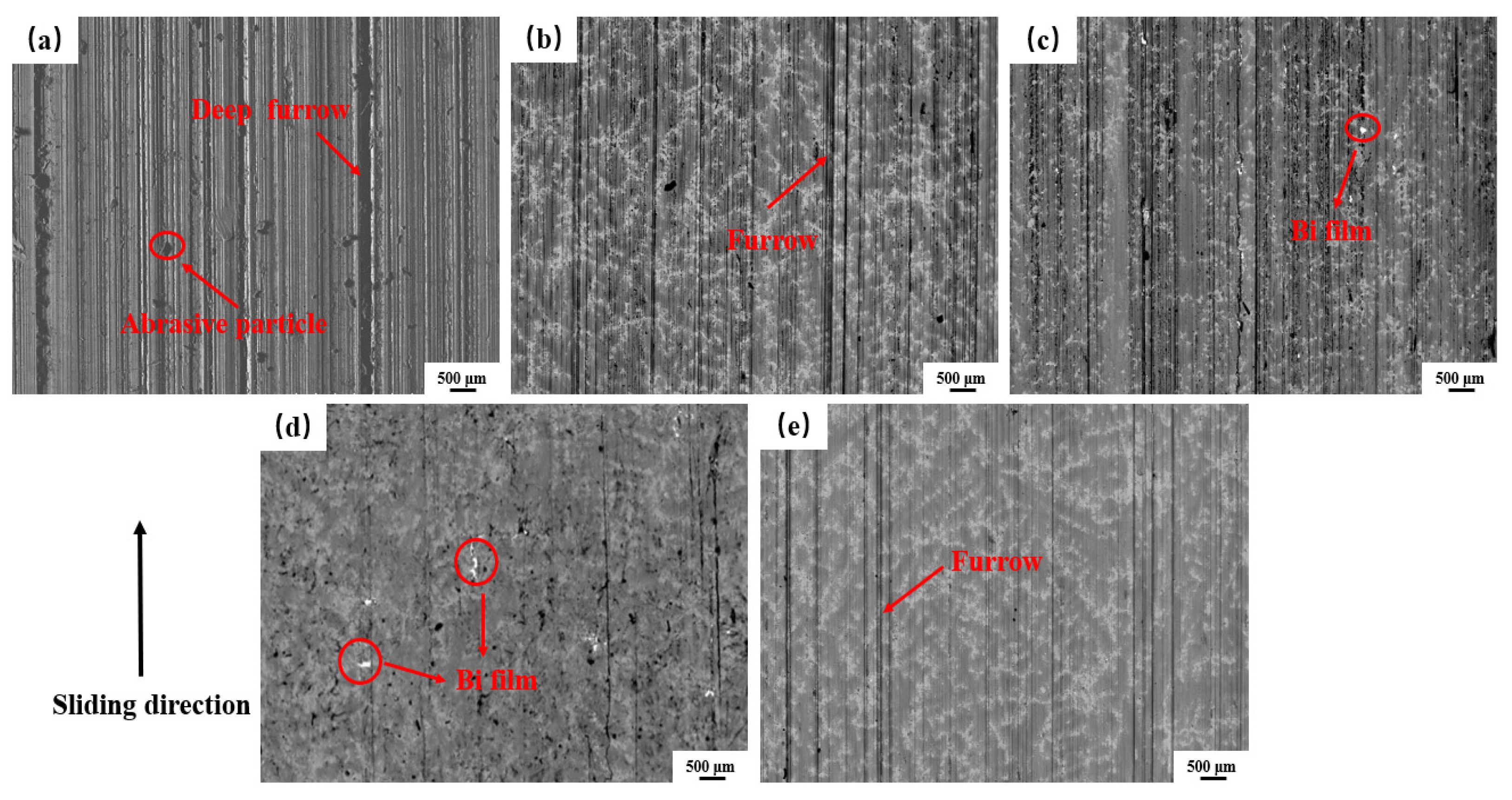
- The Cu-xBi-10Sn alloy showed better tribological properties than the Cu-10Pb-10Sn alloy during the wear test under oil lubrication conditions. At a constant speed and load, the average friction coefficient and wear rate of bismuth–tin bronze with a 7 wt.% Bi content are significantly lower than those of lead–tin bronze with a 10 wt.% Pb content. The element Bi exhibits better friction reduction, wear resistance and antifriction properties than Pb.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, K.; Wu, X.; Zhang, A.; Zhang, J.; Chen, X.; Zhu, Y.; Wang, Z. Development of wear resistant Cu-12Sn-1.5Ni alloy via minor addition of Fe during casting process. Appl. Surf. Sci. 2022, 573, 151623. [Google Scholar] [CrossRef]
- Turhan, H. Adhesive wear resistance of Cu–Sn–Zn–Pb bronze with additions of Fe, Mn and P. Mater. Lett. 2004, 59, 1463–1469. [Google Scholar] [CrossRef]
- Ren, X.; Zhang, G.; Xu, H.; Wang, Z.; Liu, Y. Wear Resistance Mechanism of Sub-Nano Cu3P Phase Enhanced the Cu-Pb-Sn Alloy. Coatings 2022, 12, 682. [Google Scholar] [CrossRef]
- Ren, X.; Zhang, G.; Xu, H.; Wang, Z.; Liu, Y.; Sun, F.; Kang, Y.; Wang, M.; Lv, W.; Yin, Z. Effects of B on the Structure and Properties of Lead-Tin Bronze Alloy and the Mechanism of Strengthening and Toughening. Materials 2021, 14, 7806. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, G.; Kang, Y.; Liu, Y.; Ren, X. The Effect of Y on the Microstructure, Mechanical and Wear Properties of ZCuSn10Pb10 Alloy. Materials 2022, 15, 1047. [Google Scholar] [CrossRef] [PubMed]
- Oksanen, V.T.; Lehtovaara, A.J.; Kallio, M.H. Load capacity of lubricated bismuth bronze bimetal bearing under elliptical sliding motion. Wear 2017, 388–389, 72–80. [Google Scholar] [CrossRef]
- Prasad, B.K.; Patwardhan, A.K.; Yegneswaran, A.H. Factors controlling dry sliding wear behaviour of a leaded tin bronze. Mater. Sci. Technol. 2016, 12, 427–435. [Google Scholar] [CrossRef]
- Ruusila, V.; Nyyssönen, T.; Kallio, M.; Vuorinen, P.; Lehtovaara, A.; Valtonen, K.; Kuokkala, V.-T. The effect of microstructure and lead content on the tribological properties of bearing alloys. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2013, 227, 878–887. [Google Scholar] [CrossRef]
- Equey, S.; Houriet, A.; Mischler, S. Wear and frictional mechanisms of copper-based bearing alloys. Wear 2011, 273, 9–16. [Google Scholar] [CrossRef]
- Marke, K.; Petri, V.; Elena, F.; Oscar, M.; Viivi, R.; Tuomo, N.; Tapani, K.V.; Arto, L. Tribological Behavior of Bronze Alloys with Solid Lubricants. Key Eng. Mater. 2012, 527, 527. [Google Scholar]
- Thomson, J.; Zavadil, R.; Sahoo, M.; Dadouche, A.; Dmochowski, W.; Conlon, M. Development of a lead-free bearing material for aerospace applications. Int. J. Met. Lead. Transf. Res. Technol. Glob. Met. Ind. 2010, 4, 19–30. [Google Scholar] [CrossRef]
- Uecker, A. Lead-free carbon brushes for automotive starters. Wear 2003, 255, 1286–1290. [Google Scholar] [CrossRef]
- Watanabe, Y. High-speed sliding characteristics of Cu–Sn-based composite materials containing lamellar solid lubricants by contact resistance studies. Wear Int. J. Sci. Technol. Frict. Lubr. Wear 2008, 264, 624–631. [Google Scholar]
- Anton, S.; Sin, D.O.C.V.O.; Edvard, S.O.C.; Smolar, T.O.Z. Process for the Manufacture of a Free-Cutting Aluminum Alloy. U.S. Patent 6423163B2, 23 July 2002. [Google Scholar]
- Faltus, J.; Stulíková, I.; Hájek, M.; Mádl, J.; Koutny, V.; Pla?Ek, K.; Sláma, P. Aluminium Alloys on the Basis of Al-Cu-Mg, Lead-Free, Intended for Cutting. Mater. Sci. Forum 2002, 396–402, 1641–1646. [Google Scholar] [CrossRef]
- Singh, R.C.; Chaudhary, R.; Sharma, V.K. Fabrication and sliding wear behavior of some lead-free bearing materials. Mater. Res. Express 2019, 6, 066533. [Google Scholar] [CrossRef]
- Sircar, S. Free Machining Aluminum Alloy with High Melting Point Machining Constituent and Method of Use. U.S. Patent WO1998023783A1, 31 October 1997. [Google Scholar]
- Yin, Y.; Lin, F. Study on Tribological Properties of Lead-Free Copper-Bismuth Bearing Materials. Met. Funct. Mater. 2010, 17, 32–36. [Google Scholar]
- Chen, K.; Zhang, J.; Chen, X.; Wang, Z.; Shi, R.; Zhang, A. The effect of iron on the microstructure and mechanical properties of a cast Cu–12Sn-1.5Ni (wt. %) alloy. Mater. Sci. Eng. A 2020, 785, 139330. [Google Scholar] [CrossRef]
- Li, Z.; Chen, K.; Chen, X.; Zhu, Y.; Chen, M.; Wang, Y.; Shen, J.; Shi, J.; Wang, Z. In-Situ Fabrication, Microstructure and Mechanical Performance of Nano Iron-Rich Precipitate Reinforced Cu and Cu Alloys. Metals 2022, 12, 1453. [Google Scholar] [CrossRef]
- Fontanari, V.; Benedetti, M.; Straffelini, G.; Girardi, C.; Giordanino, L. Tribological behavior of the bronze–steel pair for worm gearing. Wear 2013, 302, 1520–1527. [Google Scholar] [CrossRef]
- Stella, J.; Gerke, L.; Pohl, M. Study of cavitation erosion and adhesive wear in CuSnNi alloys produced by different casting processes. Wear 2013, 303, 541–545. [Google Scholar] [CrossRef]
- Yin, Y.; Li, R.; Zhang, G.; Zhang, K.; Chen, Q. Tribological properties of FeS/Cu-Bi copper-based bearing materials fabricated by mechanical alloying. Ind. Lubr. Tribol. 2019, 71, 1152–1157. [Google Scholar] [CrossRef]
- Shen, Y.-A. Bi Dispersion Hardening in Sn-Bi Alloys by Solid-State Aging. JOM 2023, 75, 4922–4930. [Google Scholar] [CrossRef]
- Shen, Y.-A.; Zhou, S.; Li, J.; Yang, C.-h.; Huang, S.; Lin, S.-k.; Nishikawa, H. Sn-3.0Ag-0.5Cu/Sn-58Bi composite solder joint assembled using a low-temperature reflow process for PoP technology. Mater. Des. 2019, 183, 108144. [Google Scholar] [CrossRef]
- Park, H.I.; Park, S.I.; Kim, S.G. Influence of Bismuth and Antimony Additions on the Structures and Casting Properties of Lead-free Cu-Zn-Sn Bronze Castings. J. Korea Foundry Soc. 2012, 32, 91–97. [Google Scholar] [CrossRef]
- Yokota, H.; Desaki, T.; Hayakawa, H.; Hashizume, K.; Suzuki, M. Newly Development Lead Free Copper Alloy Bushing for Fuel Injection Pump; SAE 2006 World Congress & Exhibition: London, UK, 2006. [Google Scholar]
- Dong, B.W.; Wang, S.H.; Dong, Z.Z.; Jie, J.C.; Wang, T.M.; Li, T.J. Novel insight into dry sliding behavior of Cu-Pb-Sn in-situ composite with secondary phase in different morphology. J. Mater. Sci. Technol. 2020, 40, 158–167. [Google Scholar] [CrossRef]
- Shaik, M.A.; Golla, B.R. Development of highly wear resistant Cu-Al alloys processed via powder metallurgy. Tribol. Int. 2019, 136, 127–139. [Google Scholar] [CrossRef]
- Bharatish, A.; Harish, V.; Bathe, R.N.; Senthilselvan, J.; Soundarapandian, S. Effect of scanning speed and tin content on the tribological behavior of femtosecond laser textured tin-bronze alloy. Opt. Laser Technol. 2018, 108, 17–25. [Google Scholar] [CrossRef]
- Zhang, G.; Kang, Y.; Liu, Y.; Wang, Z.; Xu, H. Study on tribology of liquid-solid formed CuPb20Sn5/Carbon steel bimetal. Mater. Res. Express 2022, 9, 026502. [Google Scholar] [CrossRef]
- Ünlü, B.S. Investigation of tribological and mechanical properties of metal bearings. Bull. Mater. Sci. 2009, 32, 451–457. [Google Scholar] [CrossRef]
- Fan, J.; Zhang, C.; Wu, S.; Jia, D.; Sun, L.; Li, Y.; Liu, J. Effect of Cr–Fe on friction and wear properties of Cu-based friction material. Mater. Sci. Technol. 2018, 34, 869–875. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Pb | Bi | Sn | Cu |
|---|---|---|---|---|
| No.1 | 10 | 0 | 10 | Bal. |
| No.2 | 0 | 3 | 10 | Bal. |
| No.3 | 0 | 5 | 10 | Bal. |
| No.4 | 0 | 7 | 10 | Bal. |
| No.5 | 0 | 10 | 10 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, Z.; Xu, H.; Zhang, G.; Liu, Y.; Ren, X. Effect of Bi Content on the Microstructure, Mechanical and Tribological Properties of Cu-Sn Alloy. Materials 2023, 16, 6658. https://doi.org/10.3390/ma16206658
Shi Z, Xu H, Zhang G, Liu Y, Ren X. Effect of Bi Content on the Microstructure, Mechanical and Tribological Properties of Cu-Sn Alloy. Materials. 2023; 16(20):6658. https://doi.org/10.3390/ma16206658
Chicago/Turabian StyleShi, Zhenhua, Hong Xu, Guowei Zhang, Yijun Liu, and Xiaoyan Ren. 2023. "Effect of Bi Content on the Microstructure, Mechanical and Tribological Properties of Cu-Sn Alloy" Materials 16, no. 20: 6658. https://doi.org/10.3390/ma16206658