
Influence of Wobble-Based Scanning Strategy on Surface Morphology of Laser Powder Bed-Fabricated Permalloy



Abstract
:1. Introduction
2. Experiment and Method
2.1. Experiment
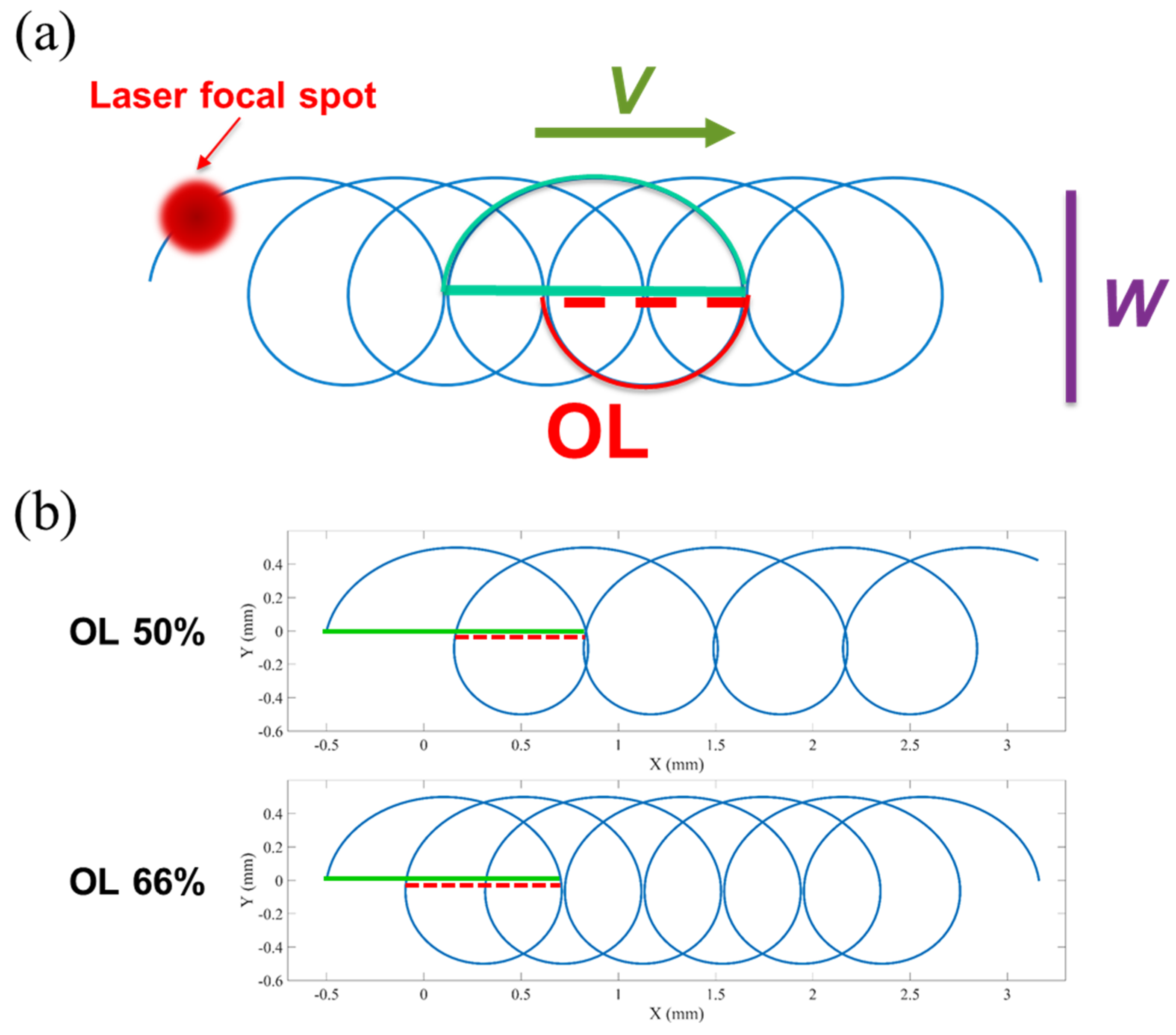
2.2. Wobble-Based Scanning
3. Results and Discussion
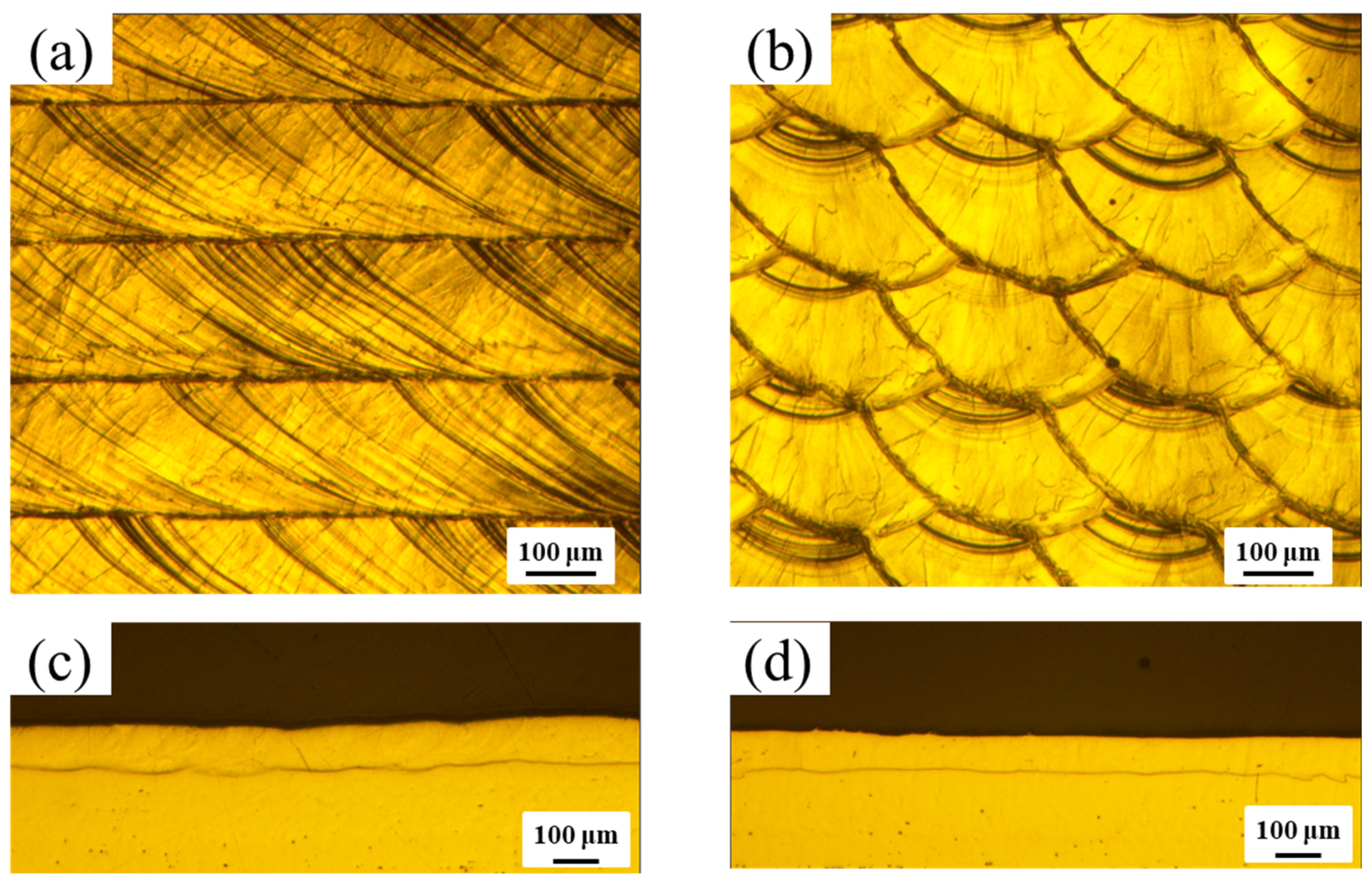
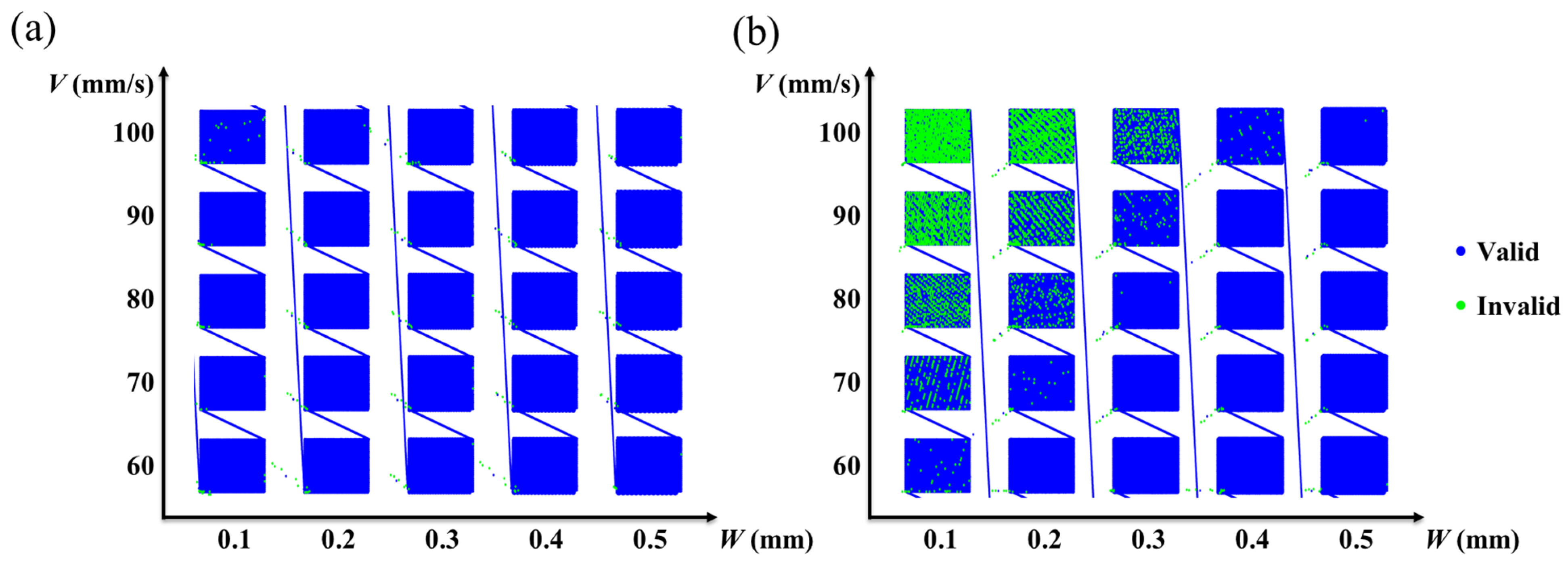
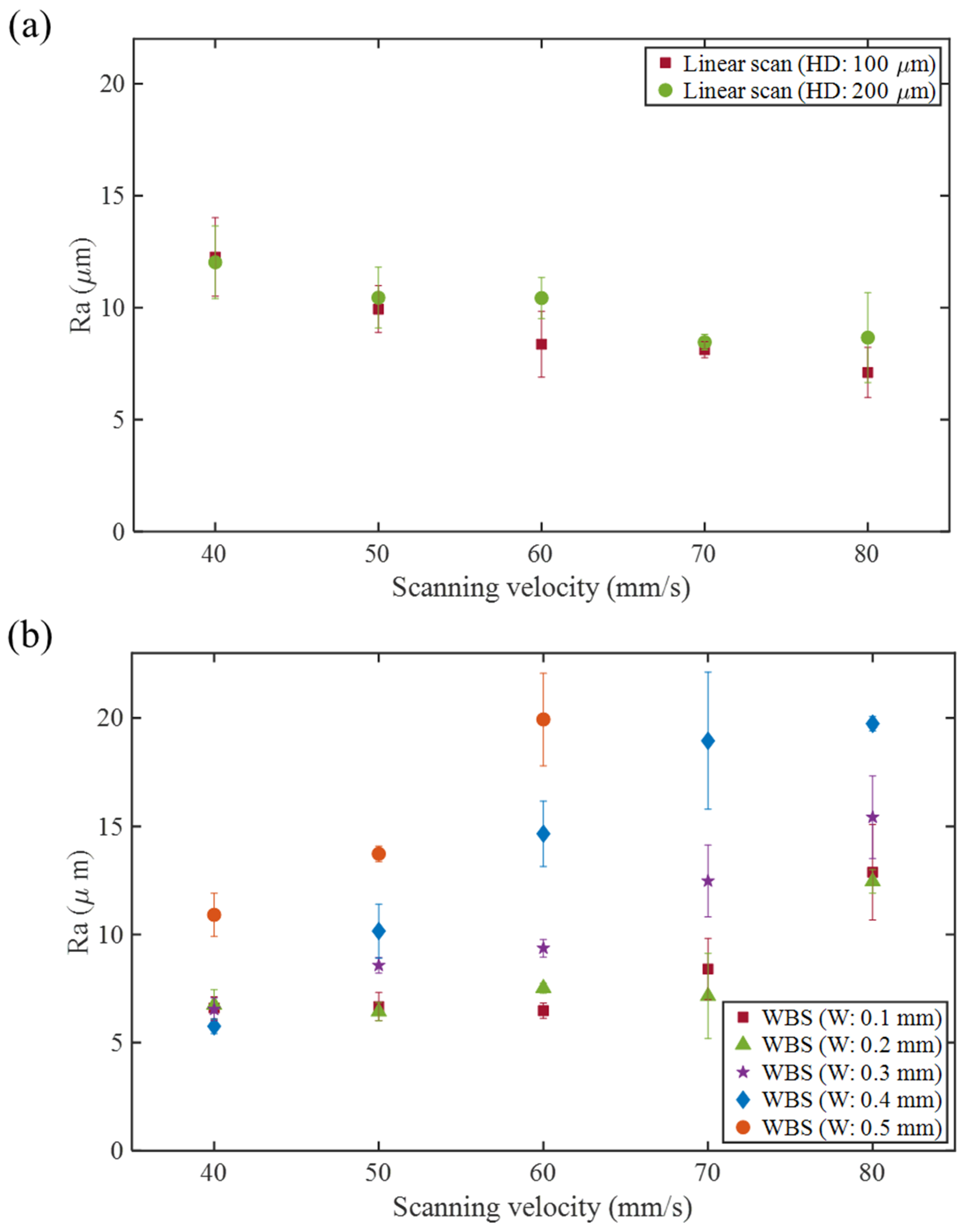
3.1. Single-Layer Experiments
3.2. Multilayer Experiments
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Childs, T.; Hauser, C.; Badrossamay, M. Mapping and modelling single scan track formation in direct metal selective laser melting. CIRP Ann. 2009, 53, 191–194. [Google Scholar] [CrossRef]
- Kruth, J.P.; Froyen, L.; Van Vaerenbergh, J.; Mercelis, P.; Rombouts, M.; Lauwers, B. Selective laser melting of iron-based powder. J. Mater. Process. Technol. 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Vrancken, B. Study of Residual Stresses in Selective Laser Melting; KU Leuven: Leuven, Belgium, 2016. [Google Scholar]
- Cheng, B.; Shrestha, S.; Chou, K. Stress and deformation evaluations of scanning strategy effect in selective laser melting. Addit. Manuf. 2016, 12, 240–251. [Google Scholar]
- Malakizadi, A.; Mallipeddi, D.; Dadbakhsh, S.; M’Saoubi, R.; Krajnik, P. Post-processing of additively manufactured metallic alloys–A review. Int. J. Mach. Tools Manuf. 2022, 179, 103908. [Google Scholar] [CrossRef]
- Alfieri, V.; Argenio, P.; Caiazzo, F.; Sergi, V. Reduction of surface roughness by means of laser processing over additive manufacturing metal parts. Materials 2016, 10, 30. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, B.; Li, B.-Q.; Li, Z. Selective laser remelting of an additive layer manufacturing process on AlSi10Mg. Results Phys. 2019, 12, 982–988. [Google Scholar] [CrossRef]
- Yasa, E.; Deckers, J.; Kruth, J. The investigation of the influence of laser re-melting on density, surface quality and microstructure of selective laser melting parts. Rapid Prototyp. J. 2011, 17, 312–327. [Google Scholar] [CrossRef]
- Haeusler, A.; Schürmann, A.; Schöler, C.; Olowinsky, A.; Gillner, A.; Poprawe, R. Quality improvement of copper welds by laser microwelding with the usage of spatial power modulation. J. Laser Appl. 2017, 29, 022422. [Google Scholar] [CrossRef]
- Shah, L.; Khodabakhshi, F.; Gerlich, A. Effect of beam wobbling on laser welding of aluminum and magnesium alloy with nickel interlayer. J. Manuf. Process. 2019, 37, 212–219. [Google Scholar] [CrossRef]
- Fetzer, F.; Sommer, M.; Weber, R.; Weberpals, J.-P.; Graf, T. Reduction of pores by means of laser beam oscillation during remote welding of AlMgSi. Opt. Lasers Eng. 2018, 108, 68–77. [Google Scholar] [CrossRef]
- Li, S.; Mi, G.; Wang, C. A study on laser beam oscillating welding characteristics for the 5083 aluminum alloy: Morphology, microstructure and mechanical properties. J. Manuf. Process. 2020, 53, 12–20. [Google Scholar] [CrossRef]
- Matthiasa, S.; Lucasb, M.; Sivamb, S.; Bhutb, B. Using wobble based laser scanning techniques in additive manufacturing applications. In Proceedings of the Lasers in Manufacturing Conference, Munich, Germany, 24–27 June 2019; pp. 1–13. [Google Scholar]
- Yang, H.; Jing, G.; Gao, P.; Wang, Z.; Li, X. Effects of circular beam oscillation technique on formability and solidification behaviour of selective laser melted Inconel 718: From single tracks to cuboid samples. J. Mater. Sci. Technol. 2020, 51, 137–150. [Google Scholar] [CrossRef]
- Islam, N.; Schanz, J.; Kolb, D.; Riegel, H. Improvement of Surface Quality and Process Area Rate in Selective Laser Melting by Beam Oscillation Scan Technique. J. Mater. Eng. Perform. 2021, 30, 5108–5117. [Google Scholar] [CrossRef]
- Lee, A.-C.; Huang, R.-Y.; Nguyen, T.-D.; Cheng, C.-W.; Tsai, M.-C. Laser powder bed fusion of multilayer thin-walled structures based on data-driven model. J. Laser Micro/Nanoeng. 2020, 15, 38–44. [Google Scholar]
- Koren, C.Y.; Shpitalni, M. CNC Interpolators-Algorithms And Analysis. ASME Prod. Eng. Div. 1993, 64, 83–92. [Google Scholar]
- Gusarov, A.; Yadroitsev, I.; Bertrand, P.; Smurov, I. Heat transfer modelling and stability analysis of selective laser melting. Appl. Surf. Sci. 2007, 254, 975–979. [Google Scholar] [CrossRef]
- Cheng, C.-W.; Liou, Y.-W.; Lee, A.-C.; Tsai, M.-C. Single track of selective laser melting process: Modeling and experimental comparison. J. Laser Micro Nanoeng. 2019, 14, 138–141. [Google Scholar]
- Zhang, C.; Li, X.; Gao, M. Effects of circular oscillating beam on heat transfer and melt flow of laser melting pool. J. Mater. Res. Technol. 2020, 9, 9271–9282. [Google Scholar] [CrossRef]
- Chen, C.; Xiang, Y.; Gao, M. Weld formation mechanism of fiber laser oscillating welding of dissimilar aluminum alloys. J. Manuf. Process. 2020, 60, 180–187. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| OL (%) | V (mm/s) | W (mm) | ||||
|---|---|---|---|---|---|---|
| 0.1 | 0.2 | 0.3 | 0.4 | 0.5 | ||
| 66 | 100 | 764 | 759 | 759 | 759 | 733 |
| 90 | 688 | 683 | 683 | 683 | 660 | |
| 80 | 612 | 607 | 607 | 607 | 587 | |
| 70 | 535 | 531 | 531 | 531 | 513 | |
| 60 | 459 | 455 | 455 | 455 | 440 | |
| 50 | 100 | 472 | 472 | 463 | 462 | 454 |
| 90 | 425 | 424 | 417 | 416 | 408 | |
| 80 | 378 | 377 | 370 | 370 | 363 | |
| 70 | 330 | 330 | 324 | 323 | 318 | |
| 60 | 283 | 283 | 278 | 278 | 272 | |
| OL (%) | W (mm) | Linear Scan | |||
|---|---|---|---|---|---|
| 0.1 | 0.3 | 0.5 | 99.90 | ||
| 66 | 99.97 | 99.96 | 99.79 | ||
| 50 | 99.93 | 99.95 | 99.95 | (%) | |
| Overlap (%) | W (mm) | ||||
|---|---|---|---|---|---|
| 0.2 | 0.3 | 0.4 | 0.5 | ||
| 66 | 6.3 | 0.6 | 0.7 | 2.6 | |
| 50 | 0.8 | 5.4 | 1.8 | 0.8 | (%) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, T.-Y.; Cheng, C.-W.; Lee, A.-C.; Chang, T.-W.; Tsai, M.-C. Influence of Wobble-Based Scanning Strategy on Surface Morphology of Laser Powder Bed-Fabricated Permalloy. Materials 2023, 16, 2062. https://doi.org/10.3390/ma16052062
Huang T-Y, Cheng C-W, Lee A-C, Chang T-W, Tsai M-C. Influence of Wobble-Based Scanning Strategy on Surface Morphology of Laser Powder Bed-Fabricated Permalloy. Materials. 2023; 16(5):2062. https://doi.org/10.3390/ma16052062
Chicago/Turabian StyleHuang, Ta-Yu, Chung-Wei Cheng, An-Chen Lee, Tsung-Wei Chang, and Mi-Ching Tsai. 2023. "Influence of Wobble-Based Scanning Strategy on Surface Morphology of Laser Powder Bed-Fabricated Permalloy" Materials 16, no. 5: 2062. https://doi.org/10.3390/ma16052062