
Regulation Law of Tempering Cooling Rate on Toughness of Medium-Carbon Medium-Alloy Steel


Abstract
:1. Introduction
2. Experimental Materials and Methods
3. Results and Discussion
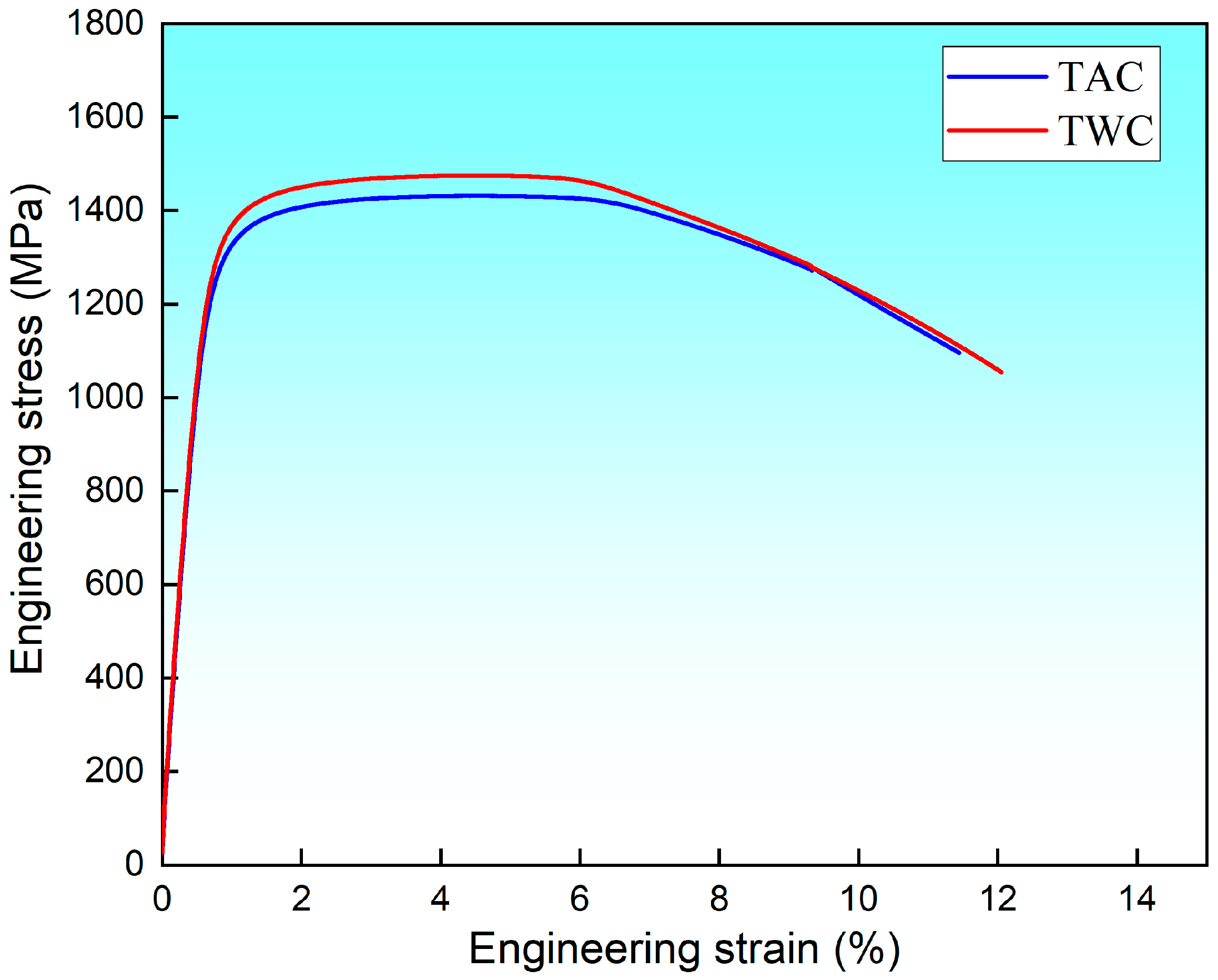
3.1. Mechanical Properties and Microstructure of Tempering Cooling Methods
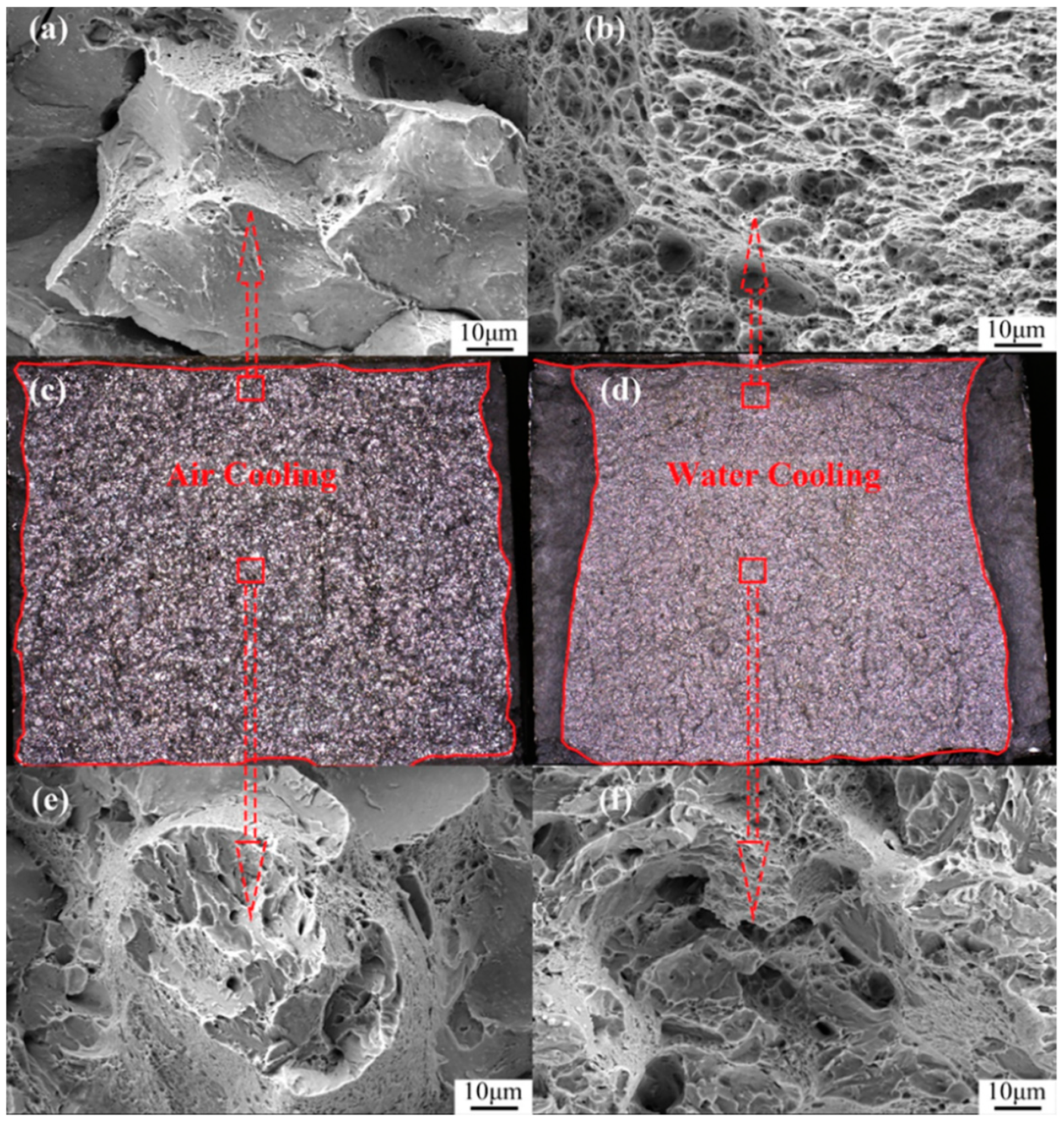
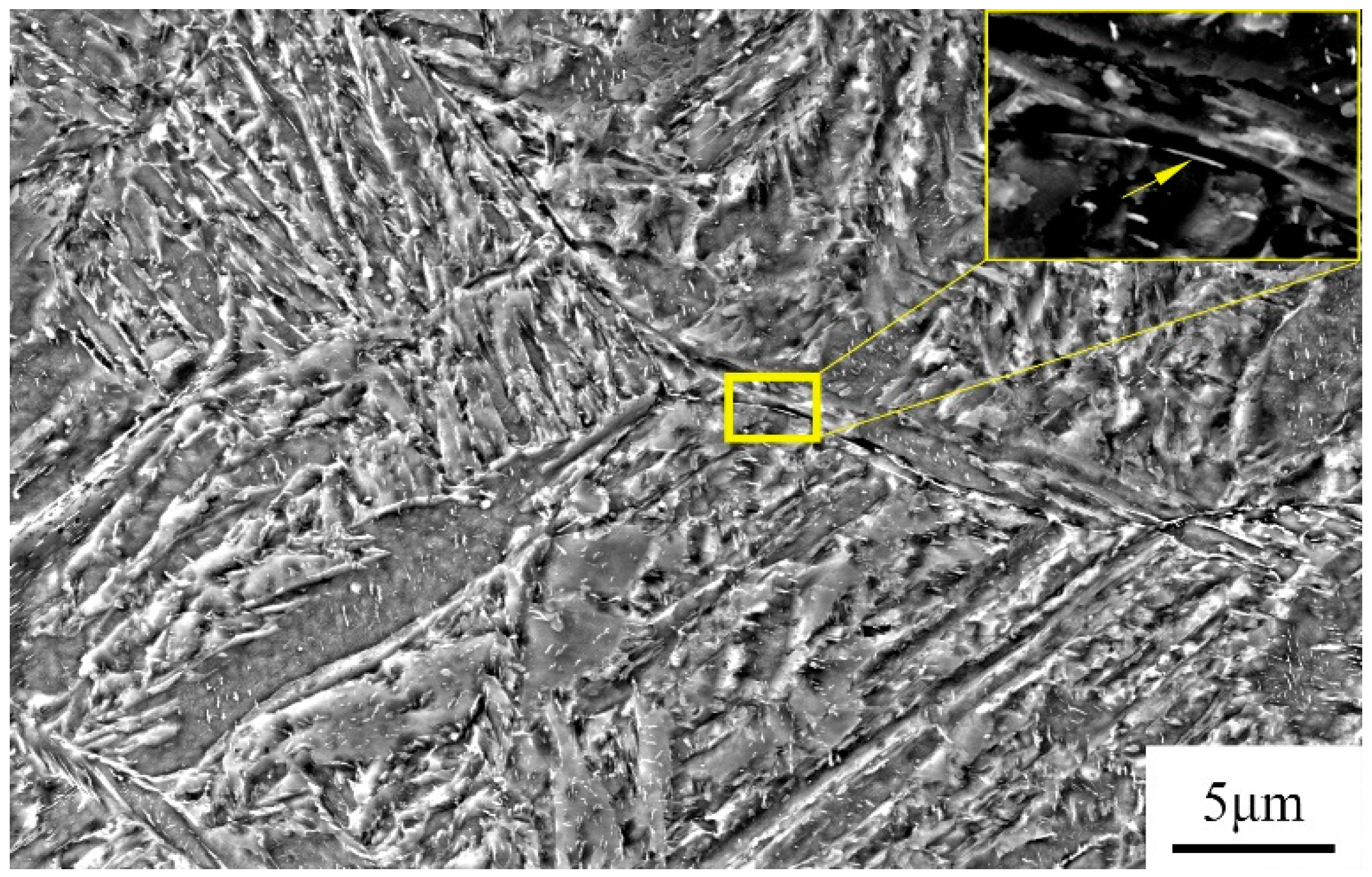
3.2. Impact of Cooling Rate on Crack Propagation
3.3. Influence of Cooling Rate on M/B Microstructure
4. Conclusions
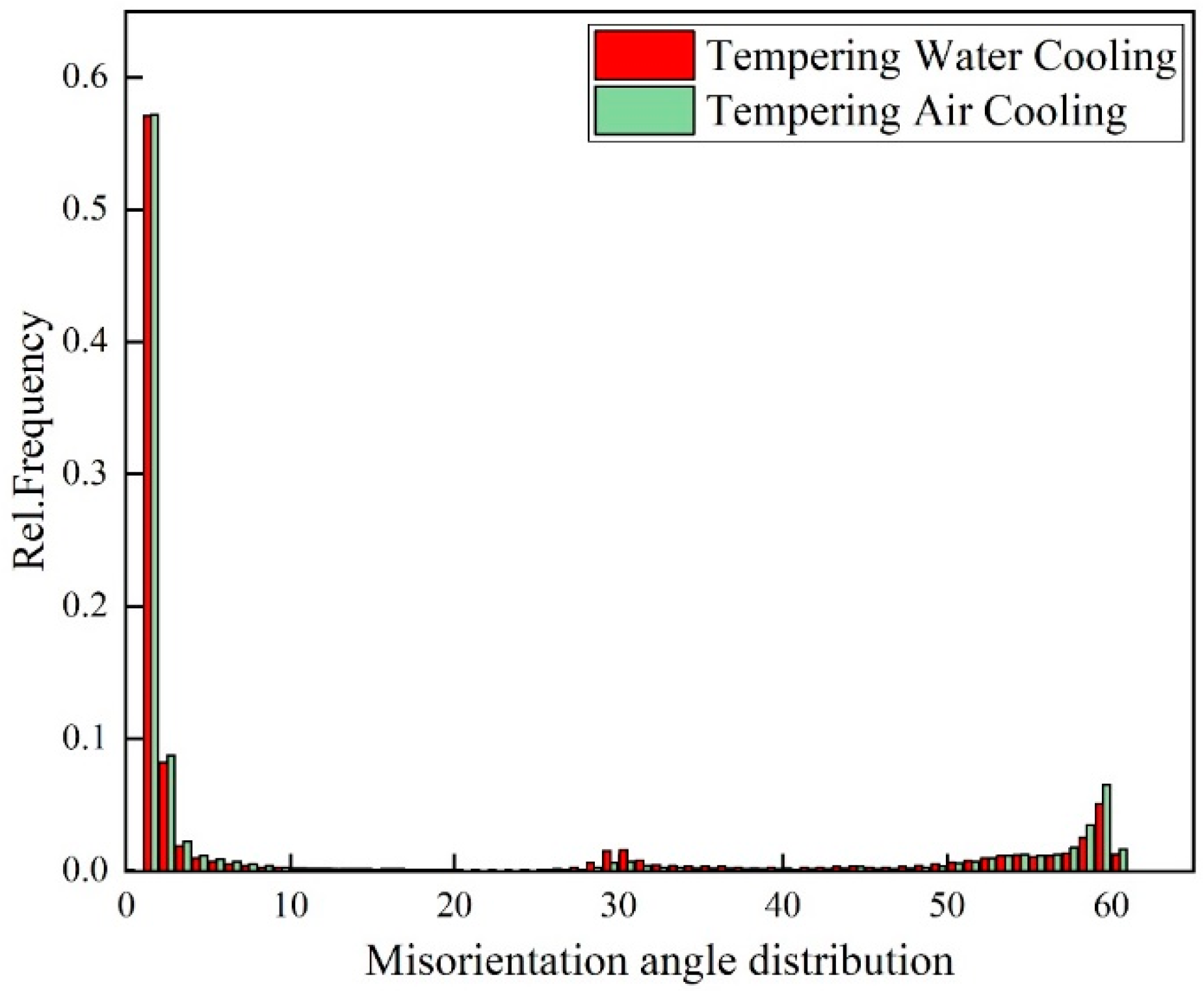
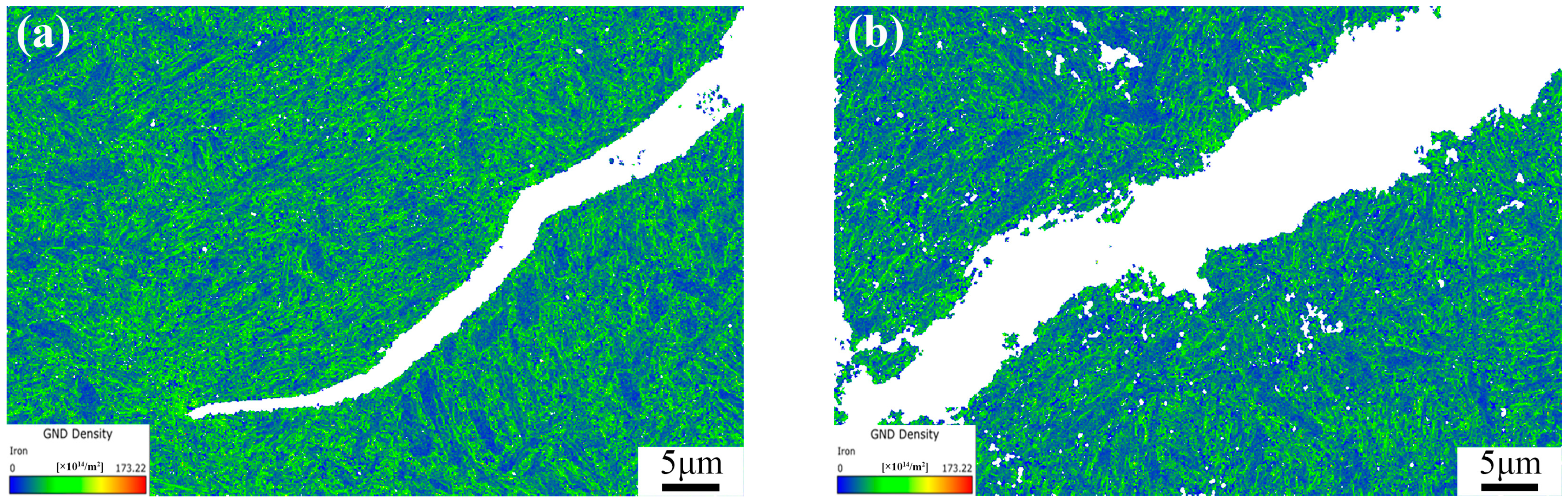
- After air-cooling tempering, the fracture surface is dominated by intergranular fracture, while after tempering and water cooling, quasi-cleavage fracture is predominant. The distribution of high- and low-angle grain boundaries shows minimal differences between the two states. However, tempering and water cooling result in lower dislocation density, and the improvement in toughness is related to the decrease in dislocation density.
- The second type of temper embrittlement observed in medium-carbon alloy steel large forgings during high-temperature tempering at 590 °C is attributed to the concentration of impurities near the grain boundaries, especially around Fe3C. Tempering and water cooling suppress this segregation, thereby eliminating the already-occurring temper embrittlement. At the same time, with an increase in tempering rate, the morphology of Fe3C transforms from elongated rods to granular.
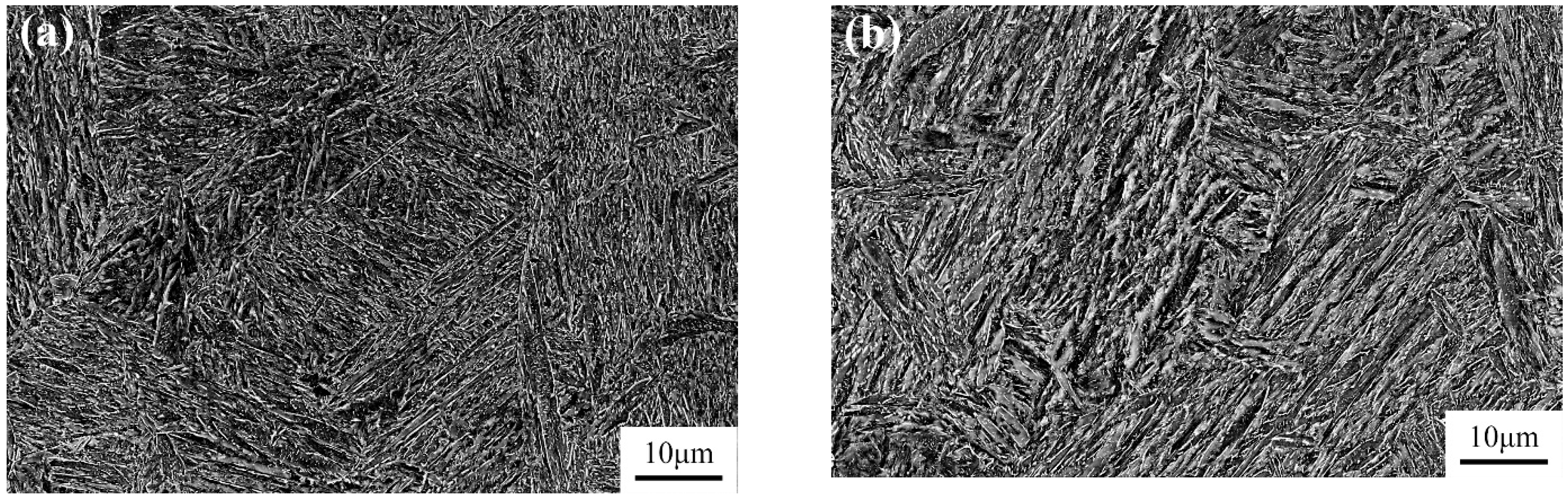
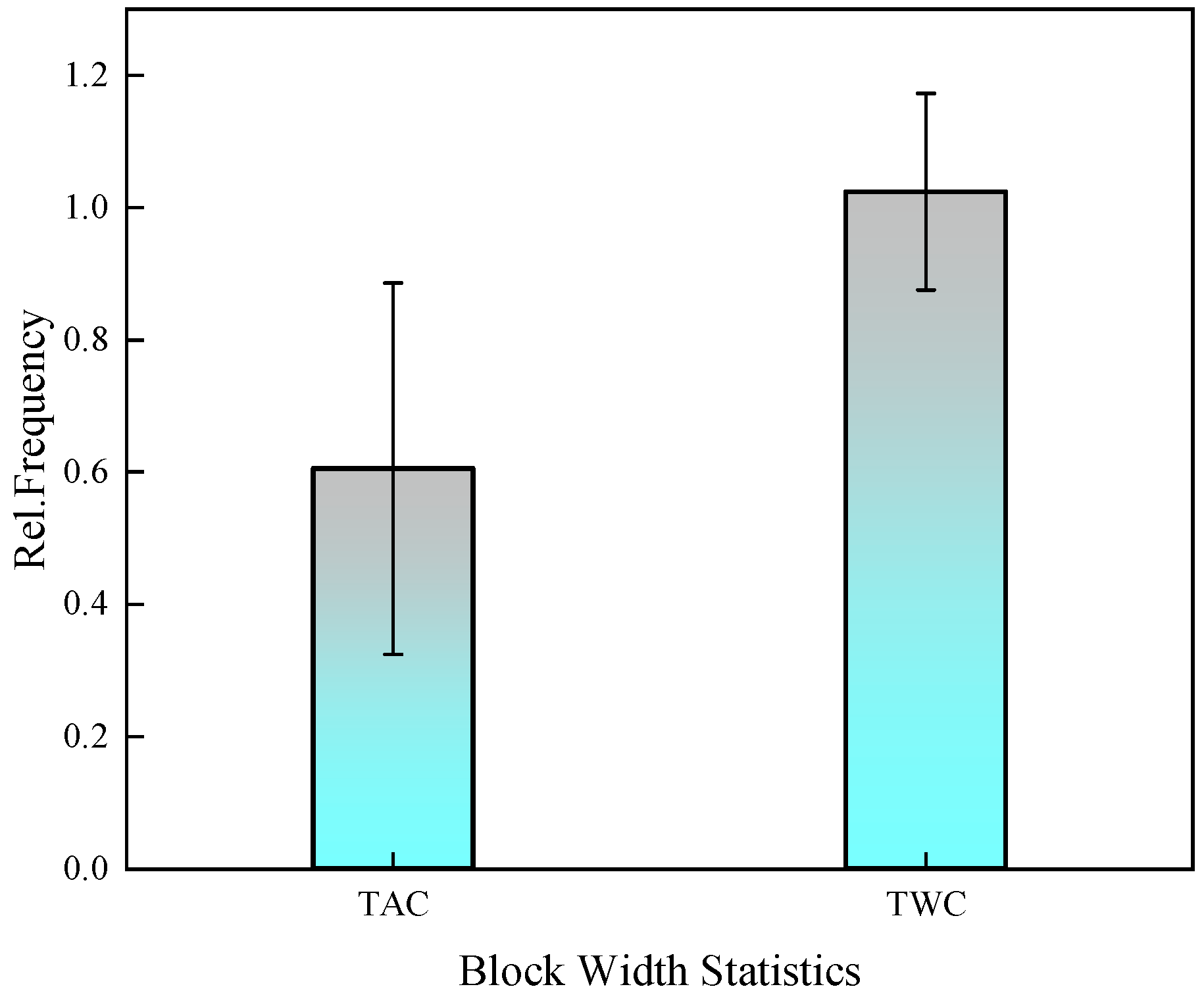
- The impact toughness is higher after tempering and water cooling compared to air-cooling tempering. The microstructure in both states consists of a mixture of martensite and bainite. In the air-cooled state, martensite plates exist in the form of long needles, while in the water-cooled state, the structure consists of uniformly distributed martensite plates. The reduction in bainite content during tempering and water cooling approaches the optimal ratio for martensite–bainite mixed structures, contributing to the enhanced toughness.
- For the reversible temper brittleness issue that occurs in large forgings, it can be mitigated by using water cooling, i.e., increasing the cooling rate during tempering, to enhance toughness. This method is applicable to large Cr-Ni-Mo-V forgings.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, G.H. Temper embrittlement of steels for heavy forging. Spec. Steel 1995, 16, 8–14. [Google Scholar]
- Robert, B. High Temperature Embrittlement Phenomena of 2-1/4Cr-1Mo Weldments; ASME: New York, NY, USA, 1971. [Google Scholar]
- Murakami, Y.; Nomura, T.; Watanabe, J. Heavy-Section 21⁄4Cr-1Mo Steel for Hydrogenation Reactors; ASTM International: West Conshohocken, PA, USA, 1982. [Google Scholar]
- Bandyopadhyay, N.; Briant, C.L.; Hall, E.L. Carbide precipitation, grain boundary segregation, and temper embrittlement in NiCrMoV rotor steels. Metall. Trans. 1985, A16, 721–737. [Google Scholar] [CrossRef]
- Begley, J.A.; Toolin, P.R. Fracture toughness and fatigue crack growth rate properties of a Ni-Cr-Mo-V steel sensitive to temper embrittlement. Int. J. Fract. 1973, 9, 243–253. [Google Scholar] [CrossRef]
- Park, S.-G.; Lee, K.-H.; Min, K.-D.; Kim, M.-C.; Lee, B.-S. Influence of the thermodynamic parameters on the temper embrittlement of SA508 Gr. 4N Ni–Cr–Mo low alloy steel with variation of Ni, Cr and Mn contents. J. Nucl. Mater. 2012, 426, 1–8. [Google Scholar] [CrossRef]
- Messmer, R.P.; Briant, C.L. The Role of Chemical Bonding in Grain Boundary Embrittlement. Acta Metall. 1982, 30, 457–467. [Google Scholar] [CrossRef]
- Petrov, G.M.; Tsukanov, V.V. Temper brittleness of complex-alloyed structural steels. In Metallovedenie i Termicheskaya Obrabotka Metallov; Springer: Berlin/Heidelberg, Germany, 1977; pp. 17–20. [Google Scholar]
- Wang, C.; Liu, X.-Q.; Liu, Z.-D. Embrittlement mechanism due to slow cooling during quenching for M152 martensitic heat resistant steel. J. Iron Steel Res. Int. 2010, 17, 60–66. [Google Scholar]
- Lei, T.; Tang, Z.; Su, M. A Study on High Temperature Temper Brittleness by Internal Friction Measurements. Acta Metall. Sin. 1982, 18, 485–492. [Google Scholar]
- Kim, J.T.; Kim, B.H.; Kong, B.O.; Kim, D.J. Effects of V and Carbides on the Temper Embrittlement of the 2.25 Cr-1Mo Steel. In ASME Pressure Vessels and Piping Conference, Proceedings of the ASME 2006 Pressure Vessels and Piping/ICPVT-11 Conference, Vancouver, BC, Canada, 23–27 July 2006; ASME: New York, NY, USA, 2006; Volume 47578, pp. 501–510. [Google Scholar]
- Liang, Y.; Long, S.; Xu, P.; Lu, Y.; Jiang, Y.; Liang, Y.; Yang, M. The important role of martensite laths to fracture toughness for the ductile fracture controlled by the strain in EA4T axle steel. Mater. Sci. Eng. A 2017, 695, 154–164. [Google Scholar] [CrossRef]
- Wang, X.L.; Wang, Z.Q.; Ma, X.P.; Subramanian, S.V.; Xie, Z.J.; Shang, C.J.; Li, X.C. Analysis of impact toughness scatter in simulated coarse-grained HAZ of E550 grade offshore engineering steel from the aspect of crystallographic structure. Mater. Charact. 2018, 140, 312–319. [Google Scholar] [CrossRef]
- Terasaki, H.; Shintome, Y.; Komizo, Y.-I.; Ohata, M.; Moriguchi, K. Effect of close-packed plane boundaries in a bain zone on the crack path in simulated coarse-grained HAZ of bainitic steel. Metall. Mater. Trans. A 2015, 46, 2035–2039. [Google Scholar] [CrossRef]
- Morris, J.W.; Guo, Z. The nature and consequences of coherent transformations in steel. ISIJ Int. 2003, 43, 410–419. [Google Scholar] [CrossRef]
- Wang, C.; Wang, M.; Shi, J.; Hui, W.; Dong, H. Effect of microstructure refinement on the strength and toughness of low alloy martensitic steel. J. Mater. Sci. Technol. 2007, 23, 659. [Google Scholar]
- Hickey, J.J.; Bulloch, J.H. The role of reverse temper embrittlement on some low and high temperature crack extension processes in low carbon, low alloy steels: A review. Int. J. Press. Vessel. Pip. 1992, 49, 339–386. [Google Scholar] [CrossRef]
- Bandyopadhyay, N.; McMahon, C.J. The micro-mechanisms of tempered martensite embrittlement in 4340-type steels. Metall. Trans. A 1983, 14, 1313–1325. [Google Scholar] [CrossRef]
- Wada, T.; Doane, D.V. The effect of an intercritical heat treatment on temper embrittlement of a Ni-Cr-Mo-V rotor steel. Metall. Mater. Trans. B 1974, 5, 231–239. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; da Cunha, R.P.C.; Barbosa, C.; Andia, J.L.M. Temper embrittlement of 9% Ni low carbon steel. Eng. Fail. Anal. 2019, 96, 538–542. [Google Scholar] [CrossRef]
- Chen, K.; Li, H.; Jiang, Z.; Liu, F.; Kang, C.; Ma, X.; Zhao, B. Multiphase microstructure formation and its effect on fracture behavior of medium carbon high silicon high strength steel. J. Mater. Sci. Technol. 2021, 72, 81–92. [Google Scholar] [CrossRef]
- Baek, M.-S.; Kim, K.-S.; Park, T.-W.; Ham, J.; Lee, K.-A. Quantitative phase analysis of martensite-bainite steel using EBSD and its microstructure, tensile and high-cycle fatigue behaviors. Mater. Sci. Eng. A 2020, 785, 139375. [Google Scholar] [CrossRef]
- Breumier, S.; Ostormujof, T.M.; Frincu, B.; Gey, N.; Couturier, A.; Loukachenko, N.; Aba-perea, P.E.; Germain, L. Leveraging EBSD data by deep learning for bainite, ferrite and martensite segmentation. Mater. Charact. 2022, 186, 111805. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Ni | Cr | Mo | V | As | Sn | Pb | Sb | Bi |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.26 | 0.2 | 0.6 | 0.005 | 0.006 | 3.0 | 1.0 | 0.6 | 0.2 | <0.008 | <0.006 | <0.005 | <0.006 | <0.005 |
| Heat Treatment Process | Rp0.1/MPa | Rm/MPa | A(%) | Z(%) | KV2@−40 °C (J) |
|---|---|---|---|---|---|
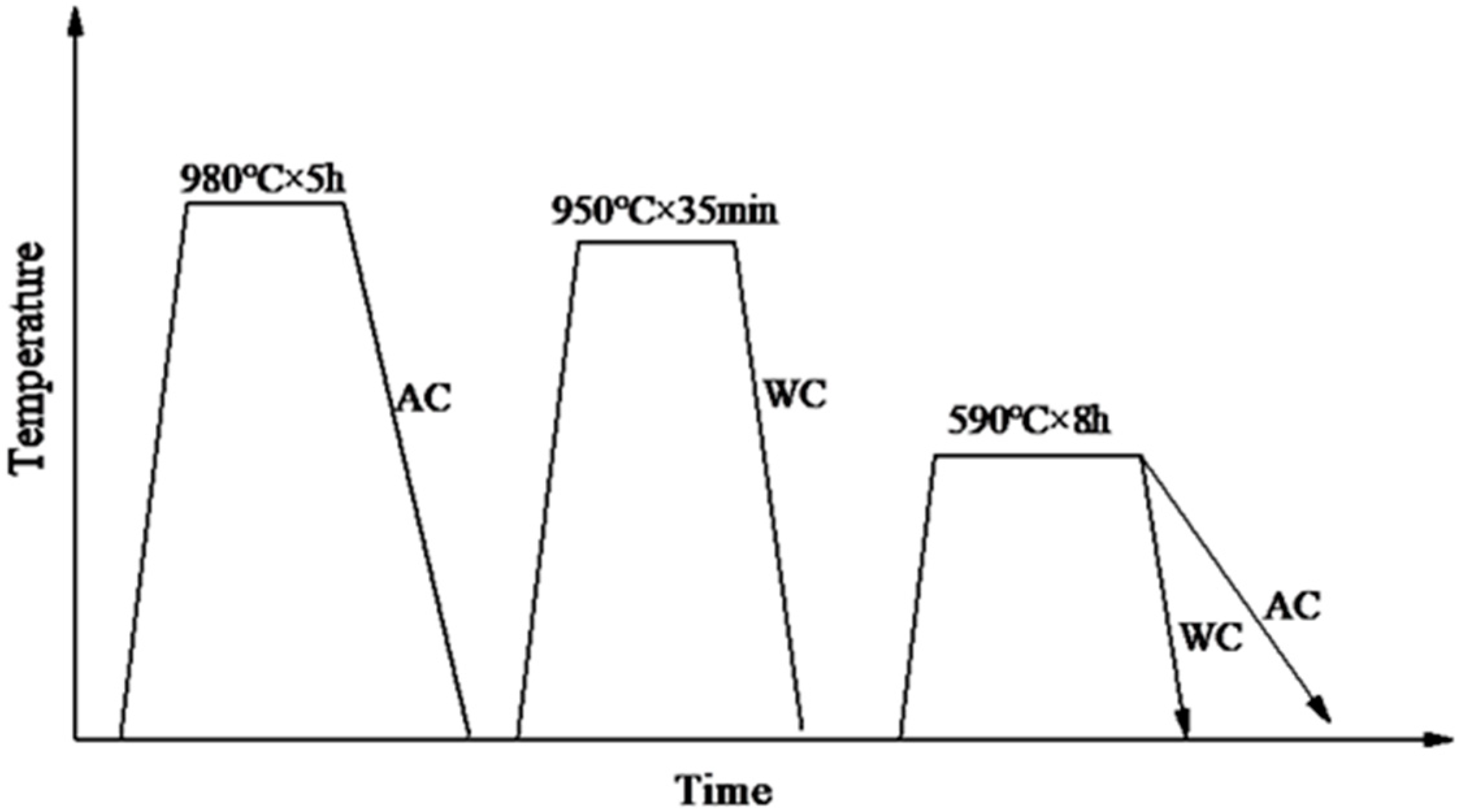
| 980 °C × 5 h, AC + 950 °C × 35 min, WC + 590 °C × 8 h, AC | 1145 ± 23 | 1422 ± 28 | 11 ± 0.4 | 53 ± 1.5 | 19 ± 3 |
| 980 °C × 5 h, AC + 950 °C × 35 min, WC + 590 °C × 8 h, WC | 1245 ± 8 | 1480 ± 10 | 12 ± 1.2 | 54 ± 0.6 | 29 ± 5 |
| Element | Mass Fraction/% |
|---|---|
| C | 6.91 |
| Cr | 2.09 |
| Ni | 3.52 |
| Fe | Bal. |
| Tempering Cooling Method | Martensite | Bainite |
|---|---|---|
| Tempering air cooling | 60% | 40% |
| Tempering water cooling | 67% | 33% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, C.; Xu, T.; Zhao, H.; Hu, C.; Dong, H. Regulation Law of Tempering Cooling Rate on Toughness of Medium-Carbon Medium-Alloy Steel. Materials 2024, 17, 205. https://doi.org/10.3390/ma17010205
Yang C, Xu T, Zhao H, Hu C, Dong H. Regulation Law of Tempering Cooling Rate on Toughness of Medium-Carbon Medium-Alloy Steel. Materials. 2024; 17(1):205. https://doi.org/10.3390/ma17010205
Chicago/Turabian StyleYang, Chao, Tingting Xu, Hongshan Zhao, Chundong Hu, and Han Dong. 2024. "Regulation Law of Tempering Cooling Rate on Toughness of Medium-Carbon Medium-Alloy Steel" Materials 17, no. 1: 205. https://doi.org/10.3390/ma17010205
APA StyleYang, C., Xu, T., Zhao, H., Hu, C., & Dong, H. (2024). Regulation Law of Tempering Cooling Rate on Toughness of Medium-Carbon Medium-Alloy Steel. Materials, 17(1), 205. https://doi.org/10.3390/ma17010205