
The Potential of Spot Size Control in Shaping the Thickness Distribution in Ultrashort Laser Deposition


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
1.1. Nanosecond Pulsed Laser Deposition
1.2. Femtosecond Pulsed Laser Deposition
2. Materials and Methods
2.1. Materials
2.2. Experimental Procedure
2.3. Sample Characterization
3. Results
3.1. Analysis of Ablation Conditions: Lack of Contribution of the ns Component to the Ablation Process
3.2. The Clean fs Pulses of Homogeneous Energy Distribution Produce Jet-like Plasma
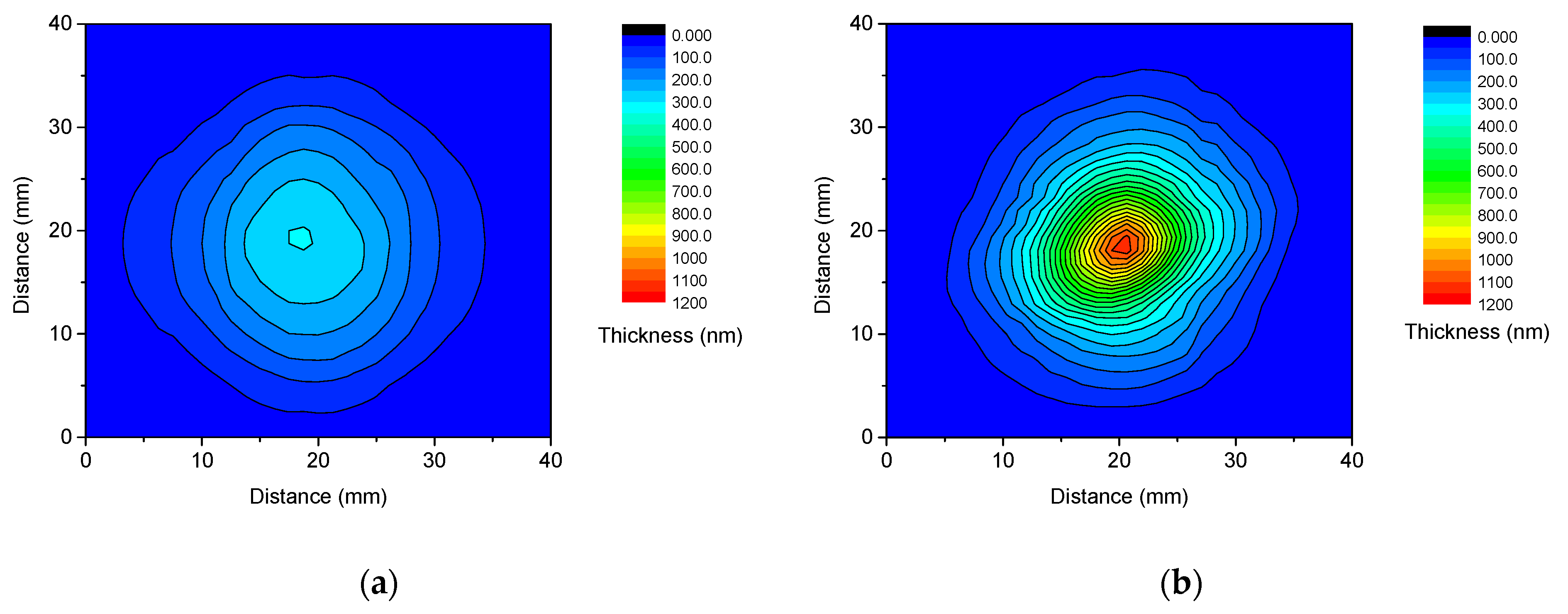
3.3. The Thickness Distributions of the Deposited Films Are Controlled by the Spot Size
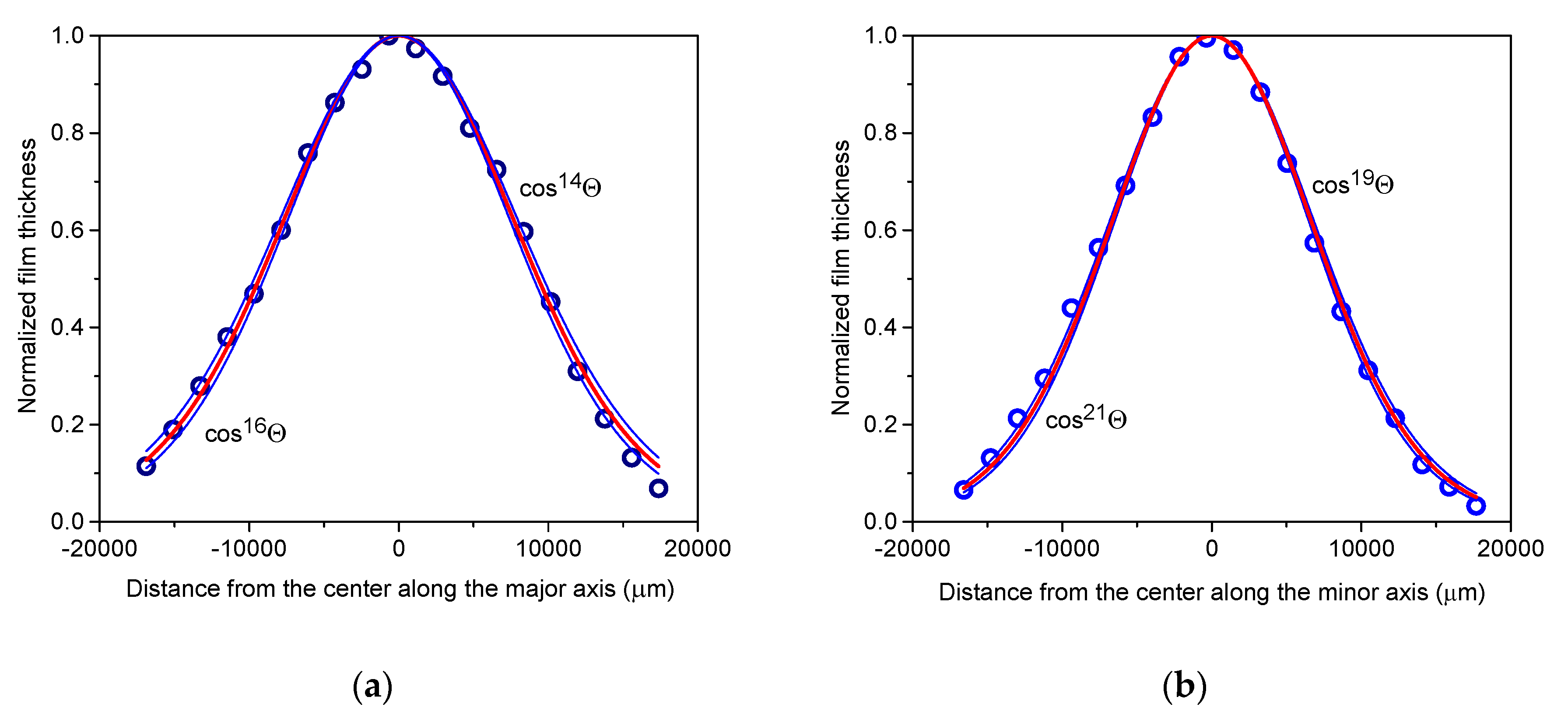
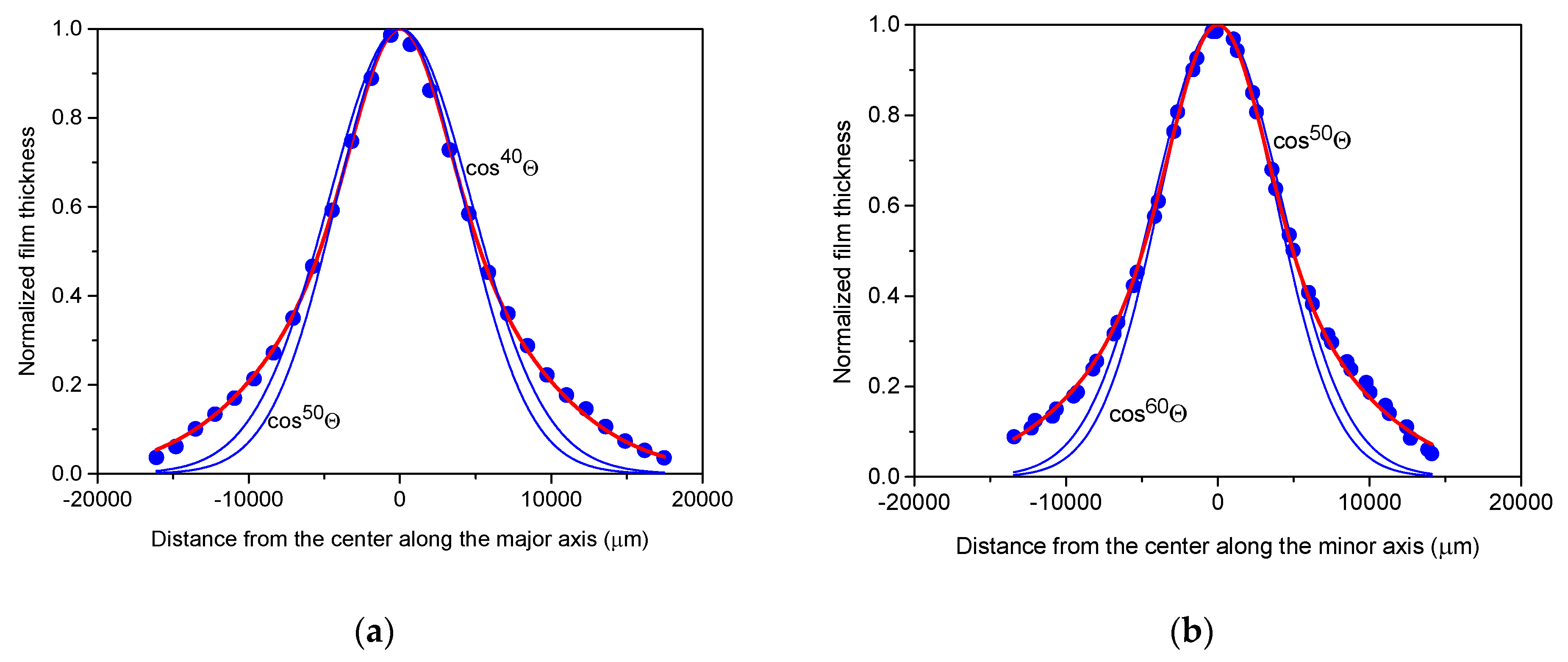
3.4. Quantitative Analysis of the Film Thickness Profiles Adopting the f(Θ) = cosnΘ Formalism


3.5. The Similar Microstructure of the Films Allows for the Comparison of Film Volumes: A Larger Ablation Spot Area Produces a Greater Amount of Deposited Material
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Singh, R.K.; Holland, O.W.; Narayan, J. Theoretical Model for Deposition of Superconducting Thin Films Using Pulsed Laser Evaporation Technique. J. Appl. Phys. 1990, 68, 233–247. [Google Scholar] [CrossRef]
- Singh, R.K.; Biunno, N.; Narayan, J. Microstructural and Compositional Variations in Laser-Deposited Superconducting Thin Films. Appl. Phys. Lett. 1988, 53, 1013–1015. [Google Scholar] [CrossRef]
- Singh, R.K.; Narayan, J. Pulsed-Laser Evaporation Technique for Deposition of Thin Films: Physics and Theoretical Model. Phys. Rev. B 1990, 41, 8843–8859. [Google Scholar] [CrossRef] [PubMed]
- Kools, J.C.S.; Van De Riet, E.; Dieleman, J. A Simple Formalism for the Prediction of Angular Distributions in Laser Ablation Deposition. Appl. Surf. Sci. 1993, 69, 133–139. [Google Scholar] [CrossRef]
- Gorbunov, A.A.; Pompe, W.; Sewing, A.; Gaponov, S.V.; Akhsakhalyan, A.D.; Zabrodin, I.G.; Kas’kov, I.A.; Klyenkov, E.B.; Morozov, A.P.; Salaschenko, N.N.; et al. Ultrathin Film Deposition by Pulsed Laser Ablation Using Crossed Beams. Appl. Surf. Sci. 1996, 96–98, 649–655. [Google Scholar] [CrossRef]
- Saenger, K.L. On the Origin of Spatial Nonuniformities in the Composition of Pulsed-Laser-Deposited Films. J. Appl. Phys. 1991, 70, 5629–5635. [Google Scholar] [CrossRef]
- Singh, R.K. Spatial Thickness Variations in Laser-Deposited Thin Films. Mater. Sci. Eng. B 1997, 45, 180–185. [Google Scholar] [CrossRef]
- Santagata, A.; Marotta, V.; D’Alessio, L.; Teghil, R.; Ferro, D.; DeMaria, G. Study of the Gaseous Phase from Pulsed Laser Ablation of Titanium Carbide. Appl. Surf. Sci. 1997, 109–110, 376–379. [Google Scholar] [CrossRef]
- Mele, A.; Guidoni, A.G.; Kelly, R.; Miotello, A.; Orlando, S.; Teghil, R.; Flamini, C. Angular Distribution and Expansion of Laser Ablation Plumes Measured by Fast Intensified Charge Coupled Device Photographs. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 1996, 116, 257–261. [Google Scholar] [CrossRef]
- Saenger, K.L. Angular Distribution of Ablated Material. In Pulsed Laser Deposition of Thin Films; Wiley: New York, NY, USA, 1994; pp. 199–227. [Google Scholar]
- Venkatesan, T.; Wu, X.D.; Inam, A.; Wachtman, J.B. Observation of Two Distinct Components during Pulsed Laser Deposition of High T c Superconducting Films. Appl. Phys. Lett. 1988, 52, 1193–1195. [Google Scholar] [CrossRef]
- Weaver, I.; Lewis, C.L.S. Polar Distribution of Ablated Atomic Material during the Pulsed Laser Deposition of Cu in Vacuum: Dependence on Focused Laser Spot Size and Power Density. J. Appl. Phys. 1996, 79, 7216–7222. [Google Scholar] [CrossRef]
- Neifeld, R.A.; Gunapala, S.; Liang, C.; Shaheen, S.A.; Croft, M.; Price, J.; Simons, D.; Hill, W.T. Systematics of Thin Films Formed by Excimer Laser Ablation: Results on SmBa2Cu3O7. Appl. Phys. Lett. 1988, 53, 703–704. [Google Scholar] [CrossRef]
- Thum-Jager, A.; Rohr, K. Angular Emission Distributions of Neutrals and Ions in Laser Ablated Particle Beams. J. Phys. D Appl. Phys. 1999, 32, 2827–2831. [Google Scholar] [CrossRef]
- Doggett, B.; Lunney, J.G. Expansion Dynamics of Laser Produced Plasma. J. Appl. Phys. 2011, 109, 093304. [Google Scholar] [CrossRef]
- Thum, A.; Rupp, A.; Rohr, K. Two-Component Structure in the Angular Emission of a Laser-Produced Ta Plasma. J. Phys. D Appl. Phys. 1994, 27, 1791–1794. [Google Scholar] [CrossRef]
- Mann, K.; Rohr, K. Differential Measurement of the Absolute Ion Yield from Laser-Produced C Plasmas. Laser Part. Beams 1992, 10, 435–446. [Google Scholar] [CrossRef]
- Konomi, I.; Motohiro, T.; Asaoka, T. Angular Distribution of Atoms Ejected by Laser Ablation of Different Metals. J. Appl. Phys. 2009, 106, 013107. [Google Scholar] [CrossRef]
- Torrisi, L.; Andò, L.; Ciavola, G.; Gammino, S.; Barnà, A. Angular Distribution of Ejected Atoms from Nd:YAG Laser Irradiating Metals. Rev. Sci. Instrum. 2001, 72, 68–72. [Google Scholar] [CrossRef]
- Thestrup, B.; Toftmann, B.; Schou, J.; Doggett, B.; Lunney, J.G. Ion Dynamics in Laser Ablation Plumes from Selected Metals at 355 Nm. Appl. Surf. Sci. 2002, 197–198, 175–180. [Google Scholar] [CrossRef]
- Del Coso, R.; Perea, A.; Serna, R.; Chaos, J.A.; Gonzalo, J.; Solis, J. Critical Parameters Influencing the Material Distribution Produced by Pulsed Laser Deposition. Appl. Phys. A Mater. Sci. Process. 1999, 69, S553–S556. [Google Scholar] [CrossRef]
- Pietsch, W. Effect of Knudsen-Layer Formation on the Initial Expansion and Angular Distribution of a Laser-Produced Copper Plasma at Reduced Pressure of Air. J. Appl. Phys. 1996, 79, 1250–1257. [Google Scholar] [CrossRef]
- Szörényi, T.; Ballesteros, J.M. Dependence of the Thickness Profile of Pulsed Laser Deposited Bismuth Films on Process Parameters. Appl. Surf. Sci. 1997, 109–110, 327–330. [Google Scholar] [CrossRef]
- Guidoni, A.G.; Kelly, R.; Mele, A.; Miotello, A. Heating Effects and Gas-Dynamic Expansion of the Plasma Plume Produced by Irradiating a Solid with Laser Pulses. Plasma Sources Sci. Technol. 1997, 6, 260–269. [Google Scholar] [CrossRef]
- Kelly, R.; Dreyfus, R.W. Reconsidering the mechanisms of laser sputtering with Knudsen-layer formation taken into account. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 1988, 32, 341–348. [Google Scholar] [CrossRef]
- Mele, A.; Giardini Guidoni, A.; Kelly, R.; Miotello, A.; Orlando, S.; Teghil, R. Spatial Distribution of Laser-Ablated Material by Probing a Plasma Plume in Three Dimensions. Appl. Surf. Sci. 1996, 96–98, 102–111. [Google Scholar] [CrossRef]
- Schneider, C.W.; Lippert, T. PLD Plasma Plume Analysis: A Summary of the PSI Contribution. Appl. Phys. A 2023, 129, 138. [Google Scholar] [CrossRef]
- Haider, A.J.; Alawsi, T.; Haider, M.J.; Taha, B.A.; Marhoon, H.A. A Comprehensive Review on Pulsed Laser Deposition Technique to Effective Nanostructure Production: Trends and Challenges. Opt. Quant. Electron. 2022, 54, 488. [Google Scholar] [CrossRef]
- Shepelin, N.A.; Tehrani, Z.P.; Ohannessian, N.; Schneider, C.W.; Pergolesi, D.; Lippert, T. A Practical Guide to Pulsed Laser Deposition. Chem. Soc. Rev. 2023, 52, 2294–2321. [Google Scholar] [CrossRef]
- Harilal, S.S. Influence of Spot Size on Propagation Dynamics of Laser-Produced Tin Plasma. J. Appl. Phys. 2007, 102, 123306. [Google Scholar] [CrossRef]
- Haverkamp, J.; Mayo, R.M.; Bourham, M.A.; Narayan, J.; Jin, C.; Duscher, G. Plasma Plume Characteristics and Properties of Pulsed Laser Deposited Diamond-like Carbon Films. J. Appl. Phys. 2003, 93, 3627–3634. [Google Scholar] [CrossRef]
- Friichtenicht, J.F.; Utterback, N.G.; Valles, J.R. Intense Accelerated Metal Ion Beam Utilizing Laser Blowoff. Rev. Sci. Instrum. 1976, 47, 1489–1495. [Google Scholar] [CrossRef]
- Tyunina, M.; Wittborn, J.; Björmander, C.; Rao, K.V. Thickness Distribution in Pulsed Laser Deposited PZT Films. J. Vac. Sci. Technol. A Vac. Surf. Film. 1998, 16, 2381–2384. [Google Scholar] [CrossRef]
- De Bonis, A.; Galasso, A.; Latini, A.; Rau, J.V.; Santagata, A.; Curcio, M.; Teghil, R. Femtosecond Pulsed Laser Deposition of Chromium Diboride-Rich Thin Films. Coatings 2019, 9, 777. [Google Scholar] [CrossRef]
- Amoruso, S.; Bruzzese, R.; Wang, X.; Nedialkov, N.N.; Atanasov, P.A. Femtosecond Laser Ablation of Nickel in Vacuum. J. Phys. D Appl. Phys. 2007, 40, 331–340. [Google Scholar] [CrossRef]
- Donnelly, T.; Lunney, J.G.; Amoruso, S.; Bruzzese, R.; Wang, X.; Ni, X. Dynamics of the Plumes Produced by Ultrafast Laser Ablation of Metals. J. Appl. Phys. 2010, 108, 043309. [Google Scholar] [CrossRef]
- Toftmann, B.; Doggett, B.; Budtz-Jørgensen, C.; Schou, J.; Lunney, J.G. Femtosecond Ultraviolet Laser Ablation of Silver and Comparison with Nanosecond Ablation. J. Appl. Phys. 2013, 113, 083304. [Google Scholar] [CrossRef]
- Anoop, K.K.; Polek, M.P.; Bruzzese, R.; Amoruso, S.; Harilal, S.S. Multidiagnostic Analysis of Ion Dynamics in Ultrafast Laser Ablation of Metals over a Large Fluence Range. J. Appl. Phys. 2015, 117, 083108. [Google Scholar] [CrossRef]
- Anoop, K.K.; Ni, X.; Wang, X.; Amoruso, S.; Bruzzese, R. Fast Ion Generation in Femtosecond Laser Ablation of a Metallic Target at Moderate Laser Intensity. Laser Phys. 2014, 24, 105902. [Google Scholar] [CrossRef]
- Li, N.; Ni, X.; Hong, R.; Donnelly, T.; Wang, X.; Amoruso, S.; Wang, C. The Spatial Detection on Distribution of Metal Nano-Particles during Femtosecond Laser Ablation. In Proceedings of the International Symposium on Photoelectronic Detection and Imaging 2009, Beijing, China, 3 July 2009; p. 738109. [Google Scholar]
- Donnelly, T.; Lunney, J.G.; Amoruso, S.; Bruzzese, R.; Wang, X.; Ni, X. Angular Distributions of Plume Components in Ultrafast Laser Ablation of Metal Targets. Appl. Phys. A 2010, 100, 569–574. [Google Scholar] [CrossRef]
- Donnelly, T.; Lunney, J.G.; Amoruso, S.; Bruzzese, R.; Wang, X.; Phipps, C. Plume Dynamics in Femtosecond Laser Ablation of Metals. AIP Conf. Proc. 2010, 1278, 643–655. [Google Scholar]
- Harilal, S.S.; Diwakar, P.K.; Polek, M.P.; Phillips, M.C. Morphological Changes in Ultrafast Laser Ablation Plumes with Varying Spot Size. Opt. Express 2015, 23, 15608. [Google Scholar] [CrossRef]
- Garrelie, F.; Loir, A.S.; Donnet, C.; Rogemond, F.; Le Harzic, R.; Belin, M.; Audouard, E.; Laporte, P. Femtosecond Pulsed Laser Deposition of Diamond-like Carbon Thin Films for Tribological Applications. Surf. Coat. Technol. 2003, 163–164, 306–312. [Google Scholar] [CrossRef]
- Loir, A.S.; Garrelie, F.; Donnet, C.; Rogemond, F.; Subtil, J.L.; Forest, B.; Belin, M.; Laporte, P. Towards the Deposition of Tetrahedral Diamond-like Carbon Films on Hip Joints by Femtosecond Pulsed Laser Ablation. Surf. Coat. Technol. 2004, 188–189, 728–734. [Google Scholar] [CrossRef]
- Szatmári, S.; Schäfer, F.P.; Müller-Horsche, E.; Müchenheim, W. Hybrid dye-excimer laser system for the generation of 80 fs, 900 GW pulses at 248 nm. Opt. Commun. 1987, 63, 305–309. [Google Scholar] [CrossRef]
- Gilicze, B.; Barna, A.; Kovács, Z.; Szatmári, S.; Földes, I.B. Plasma Mirrors for Short Pulse KrF Lasers. Rev. Sci. Instrum. 2016, 87, 083101. [Google Scholar] [CrossRef] [PubMed]
- Jordan, R.; Cole, D.; Lunney, J.G.; Mackay, K.; Givord, D. Pulsed Laser Ablation of Copper. Appl. Surf. Sci. 1995, 86, 24–28. [Google Scholar] [CrossRef]
- Shin, B.S.; Oh, J.Y.; Sohn, H. Theoretical and Experimental Investigations into Laser Ablation of Polyimide and Copper Films with 355-Nm Nd:YVO4 Laser. J. Mater. Process. Technol. 2007, 187–188, 260–263. [Google Scholar] [CrossRef]
- Tunna, L.; Kearns, A.; O’Neill, W.; Sutcliffe, C.J. Micromachining of Copper Using Nd:YAG Laser Radiation at 1064, 532, and 355 Nm Wavelengths. Opt. Laser Technol. 2001, 33, 135–143. [Google Scholar] [CrossRef]
- Zhang, W.; Yao, Y.L.; Chen, K. Modelling and Analysis of UV Laser Micromachining of Copper. Int. J. Adv. Manuf. Technol. 2001, 18, 323–331. [Google Scholar] [CrossRef]
- Tang, G.; Abdolvand, A. Laser-Assisted Highly Organized Structuring of Copper. Opt. Mater. Express 2011, 1, 1425. [Google Scholar] [CrossRef]
- Lorusso, A.; Nassisi, V.; Buccolieri, A.; Buccolieri, G.; Castellano, A.; Leo, L.S.; Di Giulio, M.; Torrisi, L.; Caridi, F.; Borrielli, A. Laser Ablation Threshold of Cultural Heritage Metals. Radiat. Eff. Defects Solids 2008, 163, 325–329. [Google Scholar] [CrossRef]
- Mueller, F.; Mann, K.R.; Simon, P.; Bernstein, J.S.; Zaal, G.J. Comparative Study of Deposition of Thin Films by Laser-Induced PVD with Femtosecond and Nanosecond Laser Pulses. In Proceedings of the OE/LASE’93: Optics, Electro-Optics, and Laser Applications in Scienceand Engineering, Los Angeles, CA, USA, 22 April 1993; pp. 464–475. [Google Scholar]
- Földes, I.B.; Gál, K.; Jhász, Z.; Kedves, M.Á.; Kocsis, G.; Szatmári, S.; Veres, G. Properties of High Harmonics Generated by Ultrashort UV Laser Pulses on Solid Surfaces. Laser Phys. 2000, 10, 264–269. [Google Scholar]
- Harilal, S.S.; Freeman, J.R.; Diwakar, P.K.; Hassanein, A. Femtosecond Laser Ablation: Fundamentals and Applications. In Laser-Induced Breakdown Spectroscopy; Musazzi, S., Perini, U., Eds.; Springer Series in Optical Sciences; Springer: Berlin/Heidelberg, Germany, 2014; Volume 182, pp. 143–166. ISBN 978-3-642-45084-6. [Google Scholar]
- Komashko, A.; Feit, M.; Rubenchik, A. Modeling of Long-Term Behavior of Ablation Plumes Produced with Ultrashort Laser Pulses. In Proceedings of the SPIE—The International Society for Optical Engineering, San Jose, CA, USA, 22–28 January 2000; Volume 3935. [Google Scholar] [CrossRef]
- Hermann, J.; Noël, S.; Itina, T.E.; Axente, E.; Povarnitsyn, M.E. Correlation between Ablation Efficiency and Nanoparticle Generation during the Short-Pulse Laser Ablation of Metals. Laser Phys. 2008, 18, 374–379. [Google Scholar] [CrossRef]
- Byskov-Nielsen, J.; Savolainen, J.-M.; Christensen, M.S.; Balling, P. Ultra-Short Pulse Laser Ablation of Copper, Silver and Tungsten: Experimental Data and Two-Temperature Model Simulations. Appl. Phys. A 2011, 103, 447–453. [Google Scholar] [CrossRef]
- Freeman, J.R.; Harilal, S.S.; Diwakar, P.K.; Verhoff, B.; Hassanein, A. Comparison of Optical Emission from Nanosecond and Femtosecond Laser Produced Plasma in Atmosphere and Vacuum Conditions. Spectrochim. Acta Part B At. Spectrosc. 2013, 87, 43–50. [Google Scholar] [CrossRef]
- Verhoff, B.; Harilal, S.S.; Freeman, J.R.; Diwakar, P.K.; Hassanein, A. Dynamics of Femto- and Nanosecond Laser Ablation Plumes Investigated Using Optical Emission Spectroscopy. J. Appl. Phys. 2012, 112, 093303. [Google Scholar] [CrossRef]
- Amoruso, S.; Wang, X.; Altucci, C.; De Lisio, C.; Armenante, M.; Bruzzese, R.; Velotta, R. Thermal and Nonthermal Ion Emission during High-Fluence Femtosecond Laser Ablation of Metallic Targets. Appl. Phys. Lett. 2000, 77, 3728–3730. [Google Scholar] [CrossRef]
- Preuss, S.; Demchuk, A.; Stuke, M. Sub-Picosecond UV Laser Ablation of Metals. Appl. Phys. A 1995, 61, 33–37. [Google Scholar] [CrossRef]
- Axente, E.; Noël, S.; Hermann, J.; Sentis, M.; Mihailescu, I.N. Subpicosecond Laser Ablation of Copper and Fused Silica: Initiation Threshold and Plasma Expansion. Appl. Surf. Sci. 2009, 255, 9734–9737. [Google Scholar] [CrossRef]
- Hashida, M.; Semerok, A.F.; Gobert, O.; Petite, G.; Izawa, Y.; Wagner, J.F. Ablation Threshold Dependence on Pulse Duration for Copper. Appl. Surf. Sci. 2002, 197–198, 862–867. [Google Scholar] [CrossRef]
- Ni, X.; Anoop, K.K.; Wang, X.; Paparo, D.; Amoruso, S.; Bruzzese, R. Dynamics of Femtosecond Laser-Produced Plasma Ions. Appl. Phys. A 2014, 117, 111–115. [Google Scholar] [CrossRef]
- Mannion, P.T.; Magee, J.; Coyne, E.; O’Connor, G.M.; Glynn, T.J. The Effect of Damage Accumulation Behaviour on Ablation Thresholds and Damage Morphology in Ultrafast Laser Micro-Machining of Common Metals in Air. Appl. Surf. Sci. 2004, 233, 275–287. [Google Scholar] [CrossRef]
- Momma, C.; Nolte, S.; Chichkov, B.N.; Alvensleben, F.V.; Tünnermann, A. Precise Laser Ablation with Ultrashort Pulses. Appl. Surf. Sci. 1997, 109–110, 15–19. [Google Scholar] [CrossRef]
- Simon, P.; Ihlemann, J. Ablation of Submicron Structures on Metals and Semiconductors by Femtosecond UV-Laser Pulses. Appl. Surf. Sci. 1997, 109–110, 25–29. [Google Scholar] [CrossRef]
- Cheng, C.W.; Wang, S.Y.; Chang, K.P.; Chen, J.K. Femtosecond Laser Ablation of Copper at High Laser Fluence: Modeling and Experimental Comparison. Appl. Surf. Sci. 2016, 361, 41–48. [Google Scholar] [CrossRef]
- Jegenyes, N.; Toth, Z.; Hopp, B.; Klebniczki, J.; Bor, Z.; Fotakis, C. Femtosecond Pulsed Laser Deposition of Diamond-like Carbon Films: The Effect of Double Laser Pulses. Appl. Surf. Sci. 2006, 252, 4667–4671. [Google Scholar] [CrossRef]
- Anisimov, S.I.; Bäuerle, D.; Luk’yanchuk, B.S. Gas Dynamics and Film Profiles in Pulsed-Laser Deposition of Materials. Phys. Rev. B 1993, 48, 12076–12081. [Google Scholar] [CrossRef] [PubMed]
- Anisimov, S.I.; Luk’yanchuk, B.S.; Luches, A. An Analytical Model for Three-Dimensional Laser Plume Expansion into Vacuum in Hydrodynamic Regime. Appl. Surf. Sci. 1996, 96–98, 24–32. [Google Scholar] [CrossRef]
- Cachoncinlle, C.; Millon, E.; Portier, X.; Hebert, C.; Perrière, J.; Nistor, M. Anisotropy of Physical Properties in Pulsed Laser-Deposited ZnO Films. Appl. Phys. A 2022, 128, 530. [Google Scholar] [CrossRef]
- Pryds, N.; Schou, J.; Linderoth, S. The Spatial Thickness Distribution of Metal Films Produced by Large Area Pulsed Laser Deposition. Appl. Surf. Sci. 2007, 253, 8231–8234. [Google Scholar] [CrossRef]
- Champeaux, C.; Damiani, D.; Aubreton, J.; Catherinot, A. Mass Spectrometric Investigation of the KrF Laser-Induced Plasma Plume Created above an YBaCuO Superconducting Target: Correlation with Thickness Distribution of Deposited Thin Films. Appl. Surf. Sci. 1993, 69, 169–173. [Google Scholar] [CrossRef]
- Wolf, P.J.; Christensen, T.M.; Coit, N.G.; Swinford, R.W. Thin Film Properties of Germanium Oxide Synthesized by Pulsed Laser Sputtering in Vacuum and Oxygen Environments. J. Vac. Sci. Technol. A Vac. Surf. Film. 1993, 11, 2725–2732. [Google Scholar] [CrossRef]
- Muenchausen, R.E.; Hubbard, K.M.; Foltyn, S.; Estler, R.C.; Nogar, N.S.; Jenkins, C. Effects of Beam Parameters on Excimer Laser Deposition of YBa2Cu3O7−δ. Appl. Phys. Lett. 1990, 56, 578–580. [Google Scholar] [CrossRef]
- Afonso, C.N.; Serna, R.; Catalina, F.; Bermejo, D. Good-Quality Ge Films Grown by Excimer Laser Deposition. Appl. Surf. Sci. 1990, 46, 249–253. [Google Scholar] [CrossRef]
- Pavlišta, M.; Hrdlička, M.; Němec, P.; Přikryl, J.; Frumar, M. Thickness Distribution of Thin Amorphous Chalcogenide Films Prepared by Pulsed Laser Deposition. Appl. Phys. A 2008, 93, 617–620. [Google Scholar] [CrossRef]
- Torrisi, L.; Gammino, S.; Andò, L.; Nassisi, V.; Doria, D.; Pedone, A. Comparison of Nanosecond Laser Ablation at 1064 and 308 Nm Wavelength. Appl. Surf. Sci. 2003, 210, 262–273. [Google Scholar] [CrossRef]
- Verhoff, B.; Harilal, S.S.; Hassanein, A. Angular Emission of Ions and Mass Deposition from Femtosecond and Nanosecond Laser-Produced Plasmas. J. Appl. Phys. 2012, 111, 123304. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lorusso, A.; Égerházi, L.; Szatmári, S.; Szörényi, T. The Potential of Spot Size Control in Shaping the Thickness Distribution in Ultrashort Laser Deposition. Materials 2024, 17, 2712. https://doi.org/10.3390/ma17112712
Lorusso A, Égerházi L, Szatmári S, Szörényi T. The Potential of Spot Size Control in Shaping the Thickness Distribution in Ultrashort Laser Deposition. Materials. 2024; 17(11):2712. https://doi.org/10.3390/ma17112712
Chicago/Turabian StyleLorusso, Antonella, László Égerházi, Sándor Szatmári, and Tamás Szörényi. 2024. "The Potential of Spot Size Control in Shaping the Thickness Distribution in Ultrashort Laser Deposition" Materials 17, no. 11: 2712. https://doi.org/10.3390/ma17112712
APA StyleLorusso, A., Égerházi, L., Szatmári, S., & Szörényi, T. (2024). The Potential of Spot Size Control in Shaping the Thickness Distribution in Ultrashort Laser Deposition. Materials, 17(11), 2712. https://doi.org/10.3390/ma17112712