
The Effect of Scanning Strategy on the Thermal Behavior and Residual Stress Distribution of Damping Alloys during Selective Laser Melting


Abstract
:1. Introduction
2. Materials and Methods
2.1. Numerical Simulation of Thermal Behaviors
2.1.1. Assumptions
- The material is isotropic.
- In order to simplify the calculation, the shrinkage of the powder layer is ignored.
- The surface of the molten pool is assumed to be flat without respect to evaporation and capillary flow.
- The powder bed is treated as a homogeneous medium, and heat transfer between the powder pores is not considered.
- The convection coefficient between the powder bed and the forming chamber environment is constant.
2.1.2. Geometry Model
2.1.3. Governing Equation
2.1.4. Boundary Conditions
2.1.5. Heat Source
2.1.6. Material Model
2.1.7. Temperature Gradient and Cooling Rate
2.2. Numerical Simulation of Mechanical Behaviors
2.3. Material Properties and Process Parameters
2.4. Procedures of Simulation
- Material Properties: The thermophysical properties of predefined materials were input, with a total of three materials being defined, all of which are WE43. Material 1 represents solid WE43, formed when metallic powders are melted by a laser and then solidify into a dense solid. Material 2 represents WE43 powders in their initial form as a powder bed, where porosity significantly influences their properties, causing them to vary from those of the other materials. Material 3 represents the substrate material, which is the same as solid WE43 but specifically used to represent the substrate.
- Heat Source Function: In this work, a 2D Gaussian heat source was used to simulate the laser. First, a heat source function was assigned to a local coordinate system. Then, the local coordinate system moved according to the prescribed scanning strategy during the simulation, applying and then deleting the heat source in each small step. Since it is a 2D Gaussian heat source, it was only applied to the top surface of each powder layer. Notably, this program used a technique called “Kill & Live” elements. When the heat source scans a certain powder layer, the powder layers above this layer are “killed” as if they do not exist, because, in reality, the next layer is only laid after the current layer’s scanning is finished. For the same reason, only after the scanning of the current layer is completed are the elements in the layer above “lived”.
- Thermal–Mechanical Coupled Calculation: Based on the elaborated models, the FEA software first calculates the temperature field. Only after the thermal calculation is completed can the mechanical calculation be performed based on the temperature field data. It is crucial to cool the model to room temperature in the final step, as this is when residual stress can be measured.
2.5. Design of Scanning Strategy
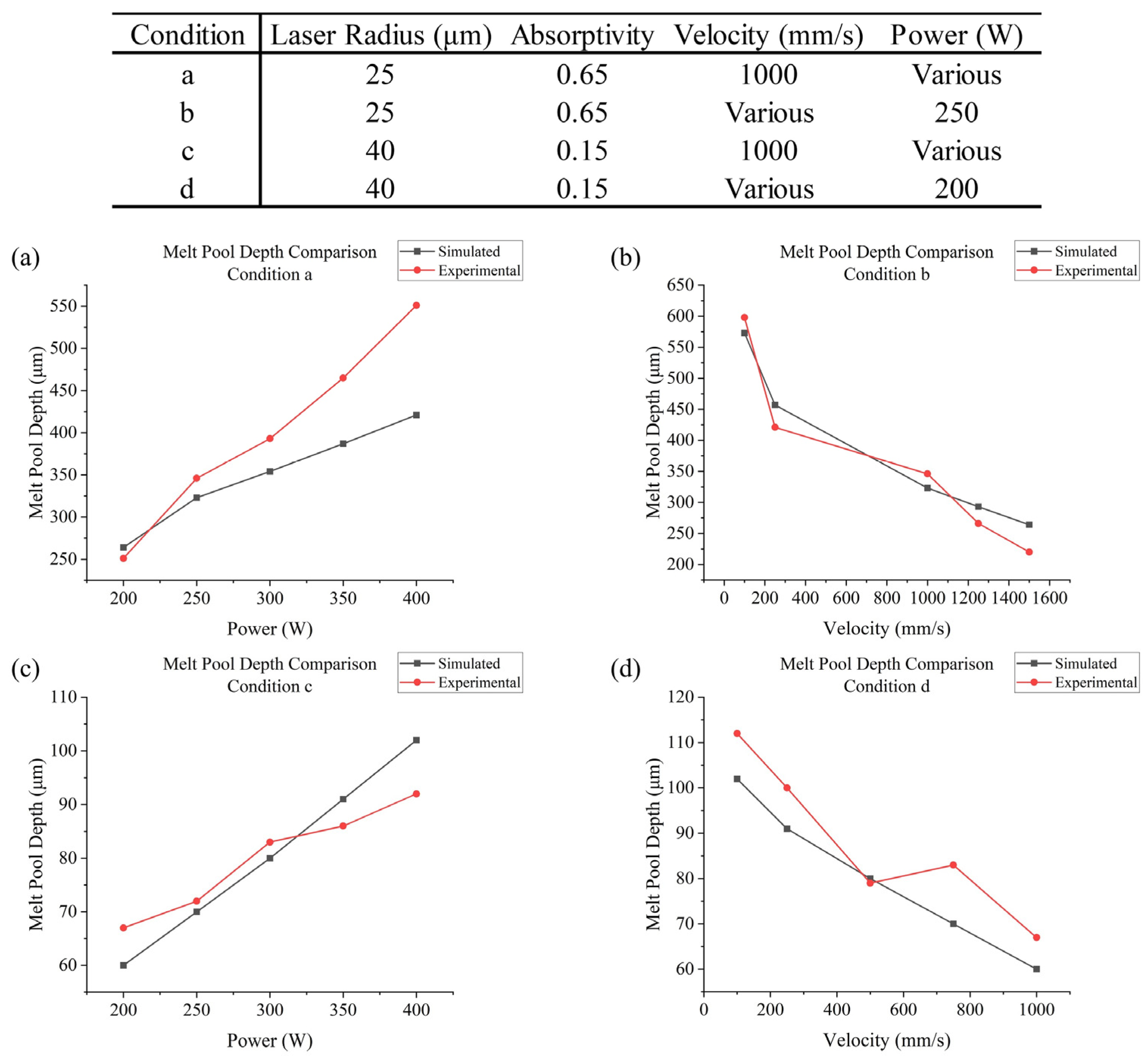
2.6. Validation
3. Results and Discussion
3.1. Results
3.2. Temperature Outputs Analysis
3.3. Melt Pool Outputs Analysis
3.4. Stress Outputs Analysis
4. Conclusions
- From temperature outputs analysis: For a circulation scanning, the outer (longer) circulation has a more significant effect on the middle area compared to the inner (shorter) circulation, the sudden application of a heat source to a relatively colder part of the powder layer can lead to an excessively high peak temperature. The start point of a non-successive circulation or track and the end point of a non-successive track tend to exhibit higher maximum cooling rates, while the temperature gradient depends on the overall average layer temperature rise and the effect of previous scanning passes. Additionally, a thinner geometry leads to higher peak temperatures and cooling rates. The effect of a higher layer number on peak temperature varies at different points but generally results in lower cooling rates and temperature gradients, but the first and second layers may produce eccentric results. The results indicate that the inappropriate arrangement of scanning track length or start point, or the use of an Out–In or In–Out strategy, can lead to defects such as an undesired HAZ or element loss due to evaporation. Conversely, a well-designed scanning strategy can create a lower overall temperature gradient and a suitable cooling rate, both of which are desirable for better mechanical performance. The potential risks associated with thin-walled geometry and a higher layer number are also revealed, providing valuable insights for improving geometry design.
- From melt pool outputs’ analysis: A low energy input leads to a large width and low depth. Successive circulations, or tracks with a continuous direction, lead to larger melt pool dimensions at the connection points. For a corner point that connects two perpendicular tracks, the melt pool width for the last track is smaller than its width for the next track, and an In–Out strategy would lead to larger widths at certain points but have an insignificant influence on depth. The effect of the scanning strategy is more obvious on melt pool width compared with melt pool depth. Melt pool life depends on the influence from previous scannings; the start and end points of a non-successive track tend to have shorter melt pool lives. A thinner geometry or higher layer number lead to larger melt pool dimensions and a longer melt pool life. The noncontinuity of scanning direction or start point could lead to small melt pool dimensions and a short melt pool life, leading to the risk of poor bonding due to insufficient melting or a rough surface. It is notable that melt pool width is more susceptible to the difference in scanning strategy, and the low melt pool dimensions at lower layers should be specifically addressed.
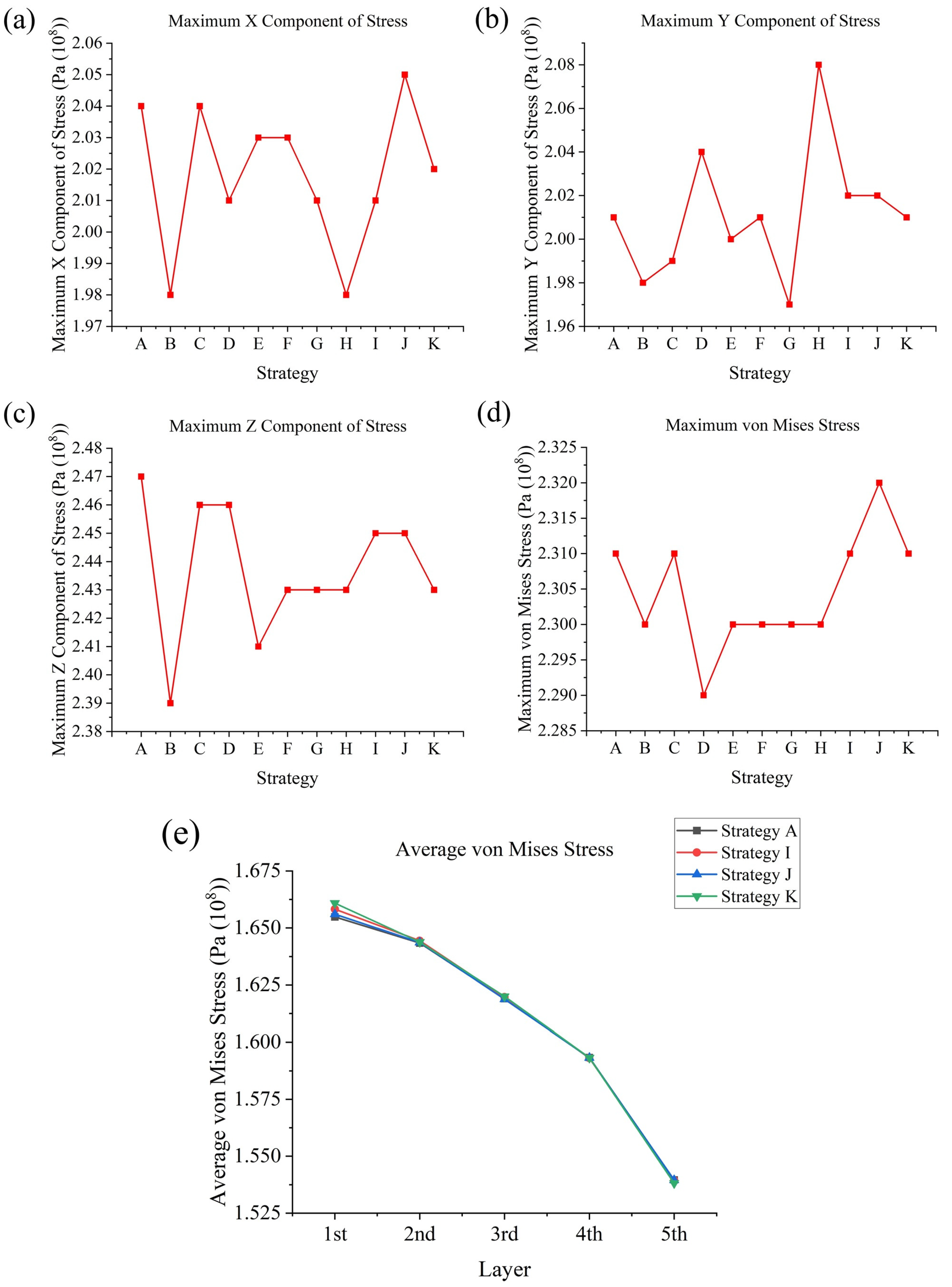
- From stress outputs’ analysis: In terms of the X component of stress, large-magnitude tensile stress occurs in frames that were scanned along the x axis, while low-magnitude tensile and compressive stress occurs in frames that were scanned along the y axis; the opposite is true for the Y component of stress; the Z component of stress decreases from the bottom to the top surface. During cooling, von Mises stress becomes more regularly distributed and larger, smaller stress occurs in the junctions and corners of upper layers, and larger stress occurs in the corners of the bottom layer. Among all scanning strategies, although larger variances were observed in the X, Y, and Z components of stress, less variance was found in von Mises stress. In terms of von Mises stress, strategy D (changing the start point each circulation) led to the lowest value, followed by strategy B (In–Out strategy) and sectional scanning (strategies E to H). Changing start point each layer (strategy J) could lead to a higher magnitude of stress, and average von Mises stress decreases with height. The variances in the distributions of different kinds of stress suggest a potential method for enhancing overall mechanical performance by applying anisotropic materials. More attention should be paid to addressing defects occurring in the lower layers, as there is a tendency for the Z component of stress and the average von Mises stress to decrease with an increase in layer numbers. Changing the start point between circulations has both advantages and disadvantages: on the one hand, it leads to the lowest maximum von Mises stress, but on the other hand, it leads to excessively high peak temperatures and low melt pool depths at certain locations. In this way, a trade-off between favorable thermal characteristics and mechanical properties was demonstrated.
- Commercial significance: Although, compared with traditional manufacturing methods, SLM has advantages like near-net-shape production, no tool wearing, etc., this technique is still subjected to limitations like higher operating costs, small build volumes, and a low production rate; thus, it is not widely applied yet. S. Palanivel et al. [63] are exploring new ways to reduce the manufacturing costs. Moreover, the existence of RE content in WE43 also increases these costs; new, low-cost, high-strength WE43 alloys are under development [64]. Having said that, the application of SLMed WE43 is still promising and its production cost is decreasing; furthermore, with an improvement in the damping and the mechanical properties of manufactured parts, as well as an increase in the convenience of additive manufacturing for part repairs, the exploitation and maintenance costs could be significantly reduced.
- Future research: This paper demonstrates possibilities for future research: (a) In terms of SLMed WE43, more experiments could be conducted for further model verification and validation, such as an analysis of HAZ characteristics, a microstructure analysis using optical microscopy (OM) or scanning electron microscopy (SEM), an element distribution analysis using energy-dispersive X-ray spectroscopy (EDX), or a grain and phase analysis using electron backscatter diffraction (EBSD). [65] (b) Research on SLMed Mg-RE alloys is still seldom seen. Based on the current experiment method and conclusions, the characteristics of SLMed Mg-Gd, Mg-Nd alloys, etc., or other newly developed Non-RE Mg alloys with a superior damping capacity (e.g., Mg-Li alloys), can also be explored [10]. (c) Apart from a particle damper structure, more useful structures for aerospace [66], bio-application [67], robotics [68], etc., could be designed and manufactured with SLMed WE43, as well as with other Mg-RE alloys. (d) In addition to scanning strategy, the effects of other SLM parameters, like power, scanning velocity, porosity, pre-heating temperature, etc., on the thermal and mechanical behaviors of WE43 have yet to be investigated.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| SLM | Selective laser melting | R | Laser beam radius (μm) |
| AM | Additive manufacturing | η | Absorptivity |
| RE | Rare earth | φ | Porosity |
| FEA | Finite element analysis | H | Enthalpy () |
| APDL | Ansys parametric design language | G | Thermal gradient (/m) |
| HAZ | Heat-affected zone | Cooling rate (/s) | |
| ρ | Density () | σ | Stress tensor (Pa) |
| c | Specific heat () | von Mises stress (Pa) | |
| k | Thermal conductivity () | Yield stress (Pa) | |
| T | Temperature () | Principle stresses (Pa) | |
| Initial temperature () | b | Body forces (N) | |
| Melting point () | Total strain | ||
| Q | Heat generated per volume () | Elastic strain | |
| q | Heat flux (W) | Plastic strain | |
| Heat convection (W) | Thermal strain | ||
| Heat radiation (W) | C | Material stiffness tensor (Pa) | |
| Convective coefficient () | E | Young’s modulus (Pa) | |
| σ | Stefan–Boltzmann constant () | ν | Poisson’s ratio |
| ε | Radiation emissivity | λ | Plastic multiplier |
| P | Laser power (W) | f | Yield function (Pa) |
| V | Scanning velocity (mm/s) | α | Thermal expansion coefficient (1/K) |
References
- Kam, D.-H.; Jeong, T.-E.; Kim, M.-G.; Shin, J. Self-Piercing Riveted Joint of Vibration-Damping Steel and Aluminum Alloy. Appl. Sci. 2019, 9, 4575. [Google Scholar] [CrossRef]
- Poddaeva, O.; Fedosova, A. Damping capacity of materials and its effect on the dynamic behavior of structures. Review. Energy Rep. 2021, 7, 299–307. [Google Scholar] [CrossRef]
- Huang, W.; Yu, G.; Xu, W.; Zhou, R. A Stochastic Dynamics Method for Time-Varying Damping Depending on Temperature/Frequency for Several Alloy Materials. Materials 2024, 17, 1207. [Google Scholar] [CrossRef] [PubMed]
- James, D.W. High damping metals for engineering applications. Mater. Sci. Eng. 1969, 4, 1–8. [Google Scholar] [CrossRef]
- Ritchie, I.G.; Pan, Z.L. High-damping metals and alloys. Metall. Trans. A 1991, 22, 607–616. [Google Scholar] [CrossRef]
- Chintada, S.; Dora, S.P.; Kare, D.; Pujari, S.R. Powder Metallurgy versus Casting: Damping Behavior of Pure Aluminum. J. Mater. Eng. Perform. 2022, 31, 9122–9128. [Google Scholar] [CrossRef]
- Wang, J.; Zou, Y.; Dang, C.; Wan, Z.; Wang, J.; Pan, F. Research Progress and the Prospect of Damping Magnesium Alloys. Materials 2024, 17, 1285. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Guo, X.-P.; Tang, Y.; You, W.-X.; Xu, Y.-G. Microstructure and Properties of Mn-Cu-Based Damping Alloys Prepared by Ball Milling and Hot-Press Sintering. J. Mater. Eng. Perform. 2019, 28, 2641–2648. [Google Scholar] [CrossRef]
- Kondrat’ev, S.Y.; Yaroslavskii, G.Y.; Chaikovskii, B.S. Classification of high-damping metallic materials. Strength Mater. 1986, 18, 1325–1329. [Google Scholar] [CrossRef]
- Bai, J.; Yang, Y.; Wen, C.; Chen, J.; Zhou, G.; Jiang, B.; Peng, X.; Pan, F. Applications of magnesium alloys for aerospace: A review. J. Magnes. Alloys 2023, 11, 3609–3619. [Google Scholar] [CrossRef]
- Veeramuthuvel, P.; Shankar, K.; Sairajan, K.K. Application of particle damper on electronic packages for spacecraft. Acta Astronaut. 2016, 127, 260–270. [Google Scholar] [CrossRef]
- Manakari, V.; Parande, G.; Gupta, M. Selective Laser Melting of Magnesium and Magnesium Alloy Powders: A Review. Metals 2016, 7, 2. [Google Scholar] [CrossRef]
- Peng, L.; Deng, Q.; Wu, Y.; Fu, P.; Liu, Z.; Wu, Q.; Chen, K.; Ding, W. Additive Manufacturing of Magnesium Alloys by Selective Laser Melting Technology: A Review. Acta Metall. Sin. 2023, 59, 31–54. [Google Scholar] [CrossRef]
- Zhang, C.; Li, Z.; Zhang, J.; Tang, H.; Wang, H. Additive manufacturing of magnesium matrix composites: Comprehensive review of recent progress and research perspectives. J. Magnes. Alloys 2023, 11, 425–461. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Liu, S.; Chang, S.; Zhu, H.; Yin, J.; Wang, T.; Zeng, X. Effect of substrate material on the molten pool characteristics in selective laser melting of thin wall parts. Int. J. Adv. Manuf. Technol. 2019, 105, 3221–3231. [Google Scholar] [CrossRef]
- Motibane, L.P.; Tshabalala, L.C.; Mathe, N.R.; Hoosain, S.; Knutsen, R.D. Effect of powder bed preheating on distortion and mechanical properties in high speed selective laser melting. IOP Conf. Ser. Mater. Sci. Eng. 2019, 655, 012026. [Google Scholar] [CrossRef]
- Biffi, C.A.; Fiocchi, J.; Bassani, P.; Tuissi, A. Continuous wave vs pulsed wave laser emission in selective laser melting of AlSi10Mg parts with industrial optimized process parameters: Microstructure and mechanical behaviour. Addit. Manuf. 2018, 24, 639–646. [Google Scholar] [CrossRef]
- Tang, W.; Mo, N.; Hou, J. Research Progress of Additively Manufactured Magnesium Alloys: A Review. Acta Metall. Sin. 2023, 59, 205–225. [Google Scholar] [CrossRef]
- Chekotu, J.C.; Groarke, R.; O’Toole, K.; Brabazon, D. Advances in Selective Laser Melting of Nitinol Shape Memory Alloy Part Production. Materials 2019, 12, 809. [Google Scholar] [CrossRef]
- Wang, X.; Speirs, M.; Kustov, S.; Vrancken, B.; Li, X.; Kruth, J.-P.; Van Humbeeck, J. Selective laser melting produced layer-structured NiTi shape memory alloys with high damping properties and Elinvar effect. Scr. Mater. 2018, 146, 246–250. [Google Scholar] [CrossRef]
- de Wild, M.; Meier, F.; Bormann, T.; Howald, C.B.C.; Müller, B. Damping of Selective-Laser-Melted NiTi for Medical Implants. J. Mater. Eng. Perform. 2014, 23, 2614–2619. [Google Scholar] [CrossRef]
- Fiocchi, J.; Biffi, C.A.; Scaccabarozzi, D.; Saggin, B.; Tuissi, A. Enhancement of the Damping Behavior of Ti6Al4V Alloy through the Use of Trabecular Structure Produced by Selective Laser Melting. Adv. Eng. Mater. 2019, 22, 1900722. [Google Scholar] [CrossRef]
- Rosa, F.; Manzoni, S.; Casati, R. Damping behavior of 316L lattice structures produced by Selective Laser Melting. Mater. Des. 2018, 160, 1010–1018. [Google Scholar] [CrossRef]
- Yang, J.; Wei, T.; Zhao, C.; Liang, H.; Wang, Z.; Su, C. Damping Properties of Selective Laser-Melted Medium Manganese Mn-xCu Alloy. 3d Print. Addit. Manuf. 2024, 11, 261–275. [Google Scholar] [CrossRef]
- Hyer, H.; Zhou, L.; Benson, G.; McWilliams, B.; Cho, K.; Sohn, Y. Additive manufacturing of dense WE43 Mg alloy by laser powder bed fusion. Addit. Manuf. 2020, 33, 101123. [Google Scholar] [CrossRef]
- Čamagić, I.; Jović, S.; Radojković, M.; Sedmak, S.; Sedmak, A.; Burzić, Z.; Delamarian, C. Influence of temperature and exploitation period on the behaviour of a welded joint subjected to impact loading. Struct. Integr. Life 2016, 16, 179–185. [Google Scholar]
- Esmaily, M.; Zeng, Z.; Mortazavi, A.N.; Gullino, A.; Choudhary, S.; Derra, T.; Benn, F.; D’Elia, F.; Müther, M.; Thomas, S.; et al. A detailed microstructural and corrosion analysis of magnesium alloy WE43 manufactured by selective laser melting. Addit. Manuf. 2020, 35, 101321. [Google Scholar] [CrossRef]
- Su, C.; Yang, J.; Wei, T.; Zhang, Y.; Yang, P.; Zhou, J. Numerical simulation of the thermal behaviors for two typical damping alloys during selective laser melting. J. Manuf. Process. 2023, 101, 1419–1430. [Google Scholar] [CrossRef]
- Zhang, Z.; Huang, Y.; Rani Kasinathan, A.; Imani Shahabad, S.; Ali, U.; Mahmoodkhani, Y.; Toyserkani, E. 3-Dimensional heat transfer modeling for laser powder-bed fusion additive manufacturing with volumetric heat sources based on varied thermal conductivity and absorptivity. Opt. Laser Technol. 2019, 109, 297–312. [Google Scholar] [CrossRef]
- Marques, B.M.; Andrade, C.M.; Neto, D.M.; Oliveira, M.C.; Alves, J.L.; Menezes, L.F. Numerical Analysis of Residual Stresses in Parts Produced by Selective Laser Melting Process. Procedia Manuf. 2020, 47, 1170–1177. [Google Scholar] [CrossRef]
- Ninpetch, P.; Kowitwarangkul, P.; Mahathanabodee, S.; Chalermkarnnon, P.; Rattanadecho, P. Computational investigation of thermal behavior and molten metal flow with moving laser heat source for selective laser melting process. Case Stud. Therm. Eng. 2021, 24, 100860. [Google Scholar] [CrossRef]
- Razavykia, A.; Brusa, E.; Delprete, C.; Yavari, R. An Overview of Additive Manufacturing Technologies-A Review to Technical Synthesis in Numerical Study of Selective Laser Melting. Materials 2020, 13, 3895. [Google Scholar] [CrossRef] [PubMed]
- Tan, C.; Li, R.; Su, J.; Du, D.; Du, Y.; Attard, B.; Chew, Y.; Zhang, H.; Lavernia, E.J.; Fautrelle, Y.; et al. Review on field assisted metal additive manufacturing. Int. J. Mach. Tools Manuf. 2023, 189, 104032. [Google Scholar] [CrossRef]
- Xu, R.; Wang, W.; Wang, K.; Dai, Q. Finite element simulation of residual stress distribution during selective laser melting of Mg-Y-Sm-Zn-Zr alloy. Mater. Today Commun. 2023, 35, 105571. [Google Scholar] [CrossRef]
- Li, Y.; Gu, D. Thermal behavior during selective laser melting of commercially pure titanium powder: Numerical simulation and experimental study. Addit. Manuf. 2014, 1–4, 99–109. [Google Scholar] [CrossRef]
- Luo, Z.; Zhao, Y. A survey of finite element analysis of temperature and thermal stress fields in powder bed fusion Additive Manufacturing. Addit. Manuf. 2018, 21, 318–332. [Google Scholar] [CrossRef]
- Zhao, Z.; Wang, J.; Du, W.; Bai, P.; Wu, X. Numerical simulation and experimental study of the 7075 aluminum alloy during selective laser melting. Opt. Laser Technol. 2023, 167, 109814. [Google Scholar] [CrossRef]
- Wang, W.; Wang, D.; He, L.; Liu, W.; Yang, X. Thermal behavior and densification during selective laser melting of Mg-Y-Sm-Zn-Zr alloy: Simulation and experiments. Mater. Res. Express 2020, 7, 116519. [Google Scholar] [CrossRef]
- Shen, H.; Yan, J.; Niu, X. Thermo-Fluid-Dynamic Modeling of the Melt Pool during Selective Laser Melting for AZ91D Magnesium Alloy. Materials 2020, 13, 4157. [Google Scholar] [CrossRef]
- Zagade, P.R.; Gautham, B.P.; De, A.; DebRoy, T. Analytical modelling of scanning strategy effect on temperature field and melt track dimensions in laser powder bed fusion. Addit. Manuf. 2024, 82, 104046. [Google Scholar] [CrossRef]
- Bian, P.; Shi, J.; Liu, Y.; Xie, Y. Influence of laser power and scanning strategy on residual stress distribution in additively manufactured 316L steel. Opt. Laser Technol. 2020, 132, 106477. [Google Scholar] [CrossRef]
- Zheng, Z.; Sun, B.; Mao, L. Effect of Scanning Strategy on the Manufacturing Quality and Performance of Printed 316L Stainless Steel Using SLM Process. Materials 2024, 17, 1189. [Google Scholar] [CrossRef] [PubMed]
- Zhou, J.; Barrett, R.A.; Leen, S.B. Three-dimensional finite element modelling for additive manufacturing of Ti-6Al-4V components: Effect of scanning strategies on temperature history and residual stress. J. Adv. Join. Process. 2022, 5, 100106. [Google Scholar] [CrossRef]
- Zhang, X.; Kang, J.; Rong, Y.; Wu, P.; Feng, T. Effect of Scanning Routes on the Stress and Deformation of Overhang Structures Fabricated by SLM. Materials 2018, 12, 47. [Google Scholar] [CrossRef] [PubMed]
- Yao, L.; Ramesh, A.; Xiao, Z.; Chen, Y.; Zhuang, Q. Multimetal Research in Powder Bed Fusion: A Review. Materials 2023, 16, 4287. [Google Scholar] [CrossRef] [PubMed]
- Keshavarz, M.; Tan, B.; Venkatakrishnan, K. Functionalized Stress Component onto Bio-template as a Pathway of Cytocompatibility. Sci. Rep. 2016, 6, 35425. [Google Scholar] [CrossRef]
- Soderlind, J.; Martin, A.A.; Calta, N.P.; DePond, P.J.; Wang, J.; Vrancken, B.; Schäublin, R.E.; Basu, I.; Thampy, V.; Fong, A.Y.; et al. Melt-Pool Dynamics and Microstructure of Mg Alloy WE43 under Laser Powder Bed Fusion Additive Manufacturing Conditions. Crystals 2022, 12, 1437. [Google Scholar] [CrossRef]
- Santhanakrishnan, S.; Kumar, N.; Dendge, N.; Choudhuri, D.; Katakam, S.; Palanivel, S.; Vora, H.D.; Banerjee, R.; Mishra, R.S.; Dahotre, N.B. Macro- and Microstructural Studies of Laser-Processed WE43 (Mg-Y-Nd) Magnesium Alloy. Metall. Mater. Trans. B 2013, 44, 1190–1200. [Google Scholar] [CrossRef]
- Turowska, A.; Adamiec, J. Mechanical Properties of WE43 Magnesium Alloy Joint at Elevated Temperature/Właściwości Mechaniczne Złączy Ze Stopu Magnezu WE43 W Podwyższonej Temperaturze. Arch. Metall. Mater. 2015, 60, 2695–2702. [Google Scholar] [CrossRef]
- Luo, Z.; Zhao, Y. Numerical simulation of part-level temperature fields during selective laser melting of stainless steel 316L. Int. J. Adv. Manuf. Technol. 2019, 104, 1615–1635. [Google Scholar] [CrossRef]
- Housh, S.; Mikucki, B.; Stevenson, A. Properties of Magnesium Alloys. In Metals Handbook Properties and Selection: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, 10th ed.; ASM International: Metals Park, OH, USA, 1990. [Google Scholar] [CrossRef]
- Avedesian, M.M.; Baker, H. ASM Specialty Handbook: Magnesium and Magnesium Alloys; ASM International: Almere, The Netherlands, 1999. [Google Scholar]
- Li, S.; Yang, X.; Hou, J.; Du, W. A review on thermal conductivity of magnesium and its alloys. J. Magnes. Alloys 2020, 8, 78–90. [Google Scholar] [CrossRef]
- Nikam, S.; Wu, H.; Harkin, R.; Quinn, J.; Lupoi, R.; Yin, S.; McFadden, S. On the application of the anisotropic enhanced thermal conductivity approach to thermal modelling of laser-based powder bed fusion processes. Addit. Manuf. 2022, 55, 102870. [Google Scholar] [CrossRef]
- Kamara, A.M.; Wang, W.; Marimuthu, S.; Li, L. Modelling of the Melt Pool Geometry in the Laser Deposition of Nickel Alloys Using the Anisotropic Enhanced Thermal Conductivity Approach. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 87–99. [Google Scholar] [CrossRef]
- Safdar, S.; Pinkerton, A.J.; Li, L.; Sheikh, M.A.; Withers, P.J. An anisotropic enhanced thermal conductivity approach for modelling laser melt pools for Ni-base super alloys. Appl. Math. Model. 2013, 37, 1187–1195. [Google Scholar] [CrossRef]
- Pierron, N.; Sallamand, P.; Matteï, S. Study of magnesium and aluminum alloys absorption coefficient during Nd:YAG laser interaction. Appl. Surf. Sci. 2007, 253, 3208–3214. [Google Scholar] [CrossRef]
- Sudula, V.S.P. Bilinear Isotropic and Bilinear Kinematic Hardening of AZ31 Magnesium Alloy. Int. J. Adv. Res. Eng. Technol. (IJARET) 2020, 11, 518–531. [Google Scholar] [CrossRef]
- Nespoli, A.; Bettini, P.; Villa, E.; Sala, G.; Passaretti, F.; Grande, A.M. A Study on Damping Property of NiTi Elements Produced by Selective Laser-Beam Melting. Adv. Eng. Mater. 2021, 23, 2001246. [Google Scholar] [CrossRef]
- Huang, W.; Zhang, Y. Finite element simulation of thermal behavior in single-track multiple-layers thin wall without-support during selective laser melting. J. Manuf. Process. 2019, 42, 139–148. [Google Scholar] [CrossRef]
- Wu, Y.-C.; Hwang, W.-S.; San, C.-H.; Chang, C.-H.; Lin, H.-J. Parametric study of surface morphology for selective laser melting on Ti6Al4V powder bed with numerical and experimental methods. Int. J. Mater. Form. 2017, 11, 807–813. [Google Scholar] [CrossRef]
- Palanivel, S.; Nelaturu, P.; Glass, B.; Mishra, R.S. Friction stir additive manufacturing for high structural performance through microstructural control in an Mg based WE43 alloy. Mater. Des. (1980–2015) 2015, 65, 934–952. [Google Scholar] [CrossRef]
- Jia, G.-L.; Wang, L.-P.; Feng, Y.-C.; Guo, E.-J.; Chen, Y.-H.; Wang, C.-L. Microstructure, mechanical properties and fracture behavior of a new WE43 alloy. Rare Met. 2020, 40, 2197–2205. [Google Scholar] [CrossRef]
- Xing, L.; Quanjie, W.; Qirui, Z.; Yingchun, G.; Wei, Z. Interface analyses and mechanical properties of stainless steel/nickel alloy induced by multi-metal laser additive manufacturing. J. Manuf. Process. 2023, 91, 53–60. [Google Scholar] [CrossRef]
- Furuya, H.; Kogiso, N.; Matunaga, S.; Senda, K. Applications of Magnesium Alloys for Aerospace Structure Systems. Mater. Sci. Forum 2000, 350–351, 341–348. [Google Scholar] [CrossRef]
- Galvin, E.; Jaiswal, S.; Lally, C.; MacDonald, B.; Duffy, B. In Vitro Corrosion and Biological Assessment of Bioabsorbable WE43 Mg Alloy Specimens. J. Manuf. Mater. Process. 2017, 1, 8. [Google Scholar] [CrossRef]
- Chen, F.; Cai, X.; Dong, B.; Lin, S. Effect of process modes on microstructure and mechanical properties of CMT wire arc additive manufactured WE43 magnesium alloy. J. Mater. Res. Technol. 2023, 27, 2089–2101. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Y | Nd | RE | Zr | Mg |
|---|---|---|---|---|---|
| Weight % | 4 | 3 | 1 | 0.4 | Margin |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, Z.; Wu, K.; Xiao, Z.; Hui, J.; Lv, J. The Effect of Scanning Strategy on the Thermal Behavior and Residual Stress Distribution of Damping Alloys during Selective Laser Melting. Materials 2024, 17, 2912. https://doi.org/10.3390/ma17122912
Yan Z, Wu K, Xiao Z, Hui J, Lv J. The Effect of Scanning Strategy on the Thermal Behavior and Residual Stress Distribution of Damping Alloys during Selective Laser Melting. Materials. 2024; 17(12):2912. https://doi.org/10.3390/ma17122912
Chicago/Turabian StyleYan, Zhiqiang, Kaiwen Wu, Zhongmin Xiao, Jizhuang Hui, and Jingxiang Lv. 2024. "The Effect of Scanning Strategy on the Thermal Behavior and Residual Stress Distribution of Damping Alloys during Selective Laser Melting" Materials 17, no. 12: 2912. https://doi.org/10.3390/ma17122912