
High Performance Mg Alloy with Designed Microstructure and Phases
Abstract
:1. Introduction
2. Materials and Methods
3. Results
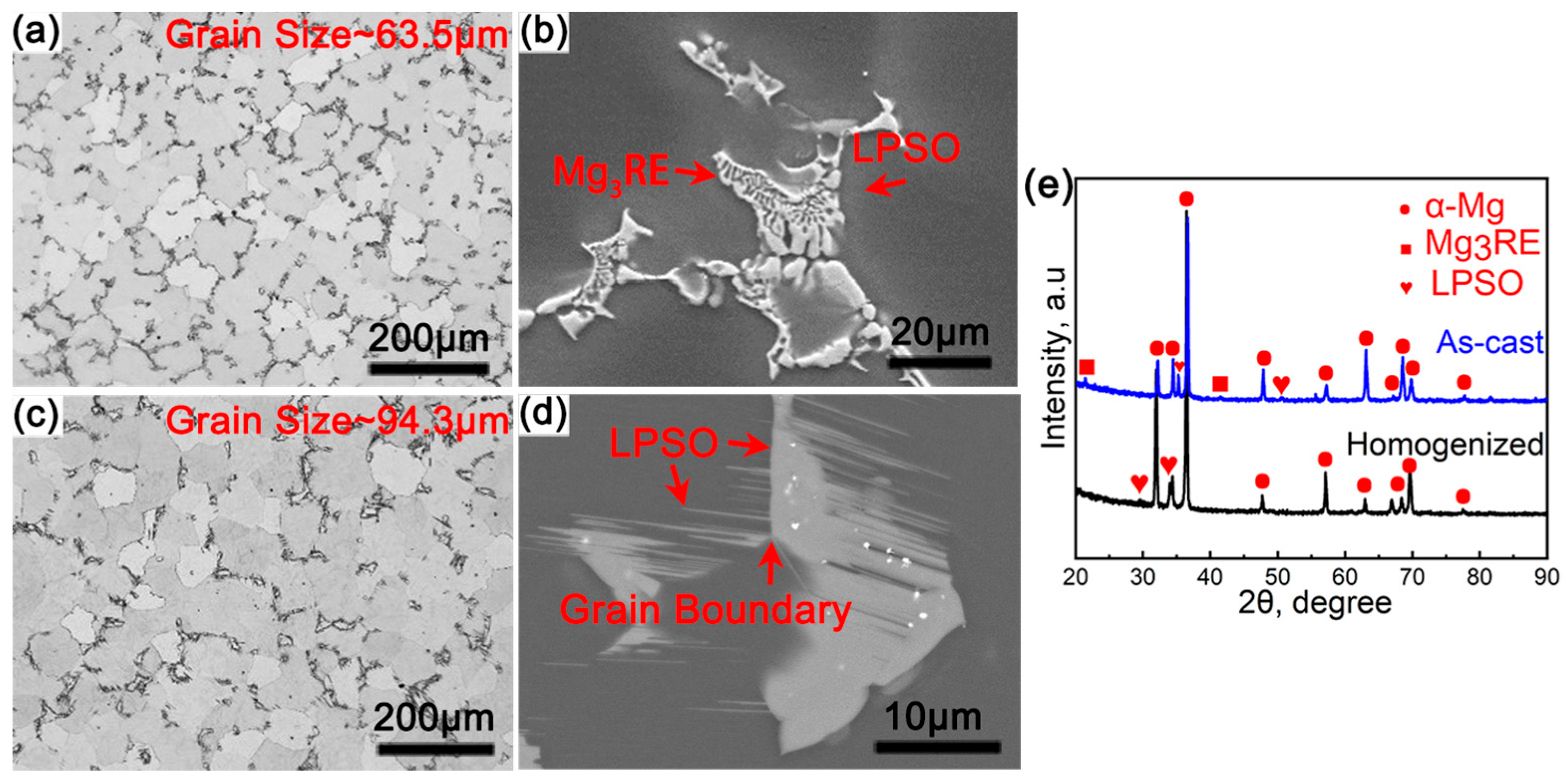
3.1. Microstructures before Hot Extrusion
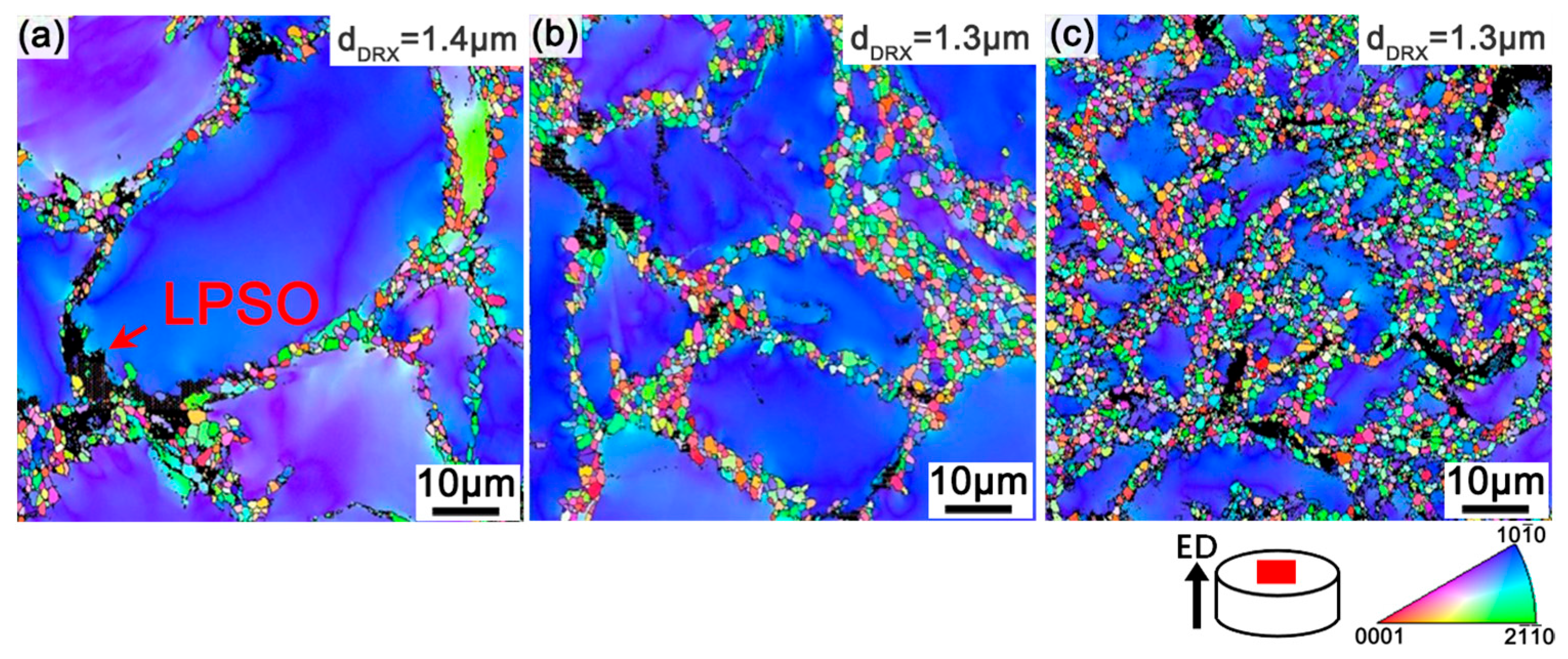
3.2. Microstructures of the As-Extruded Samples
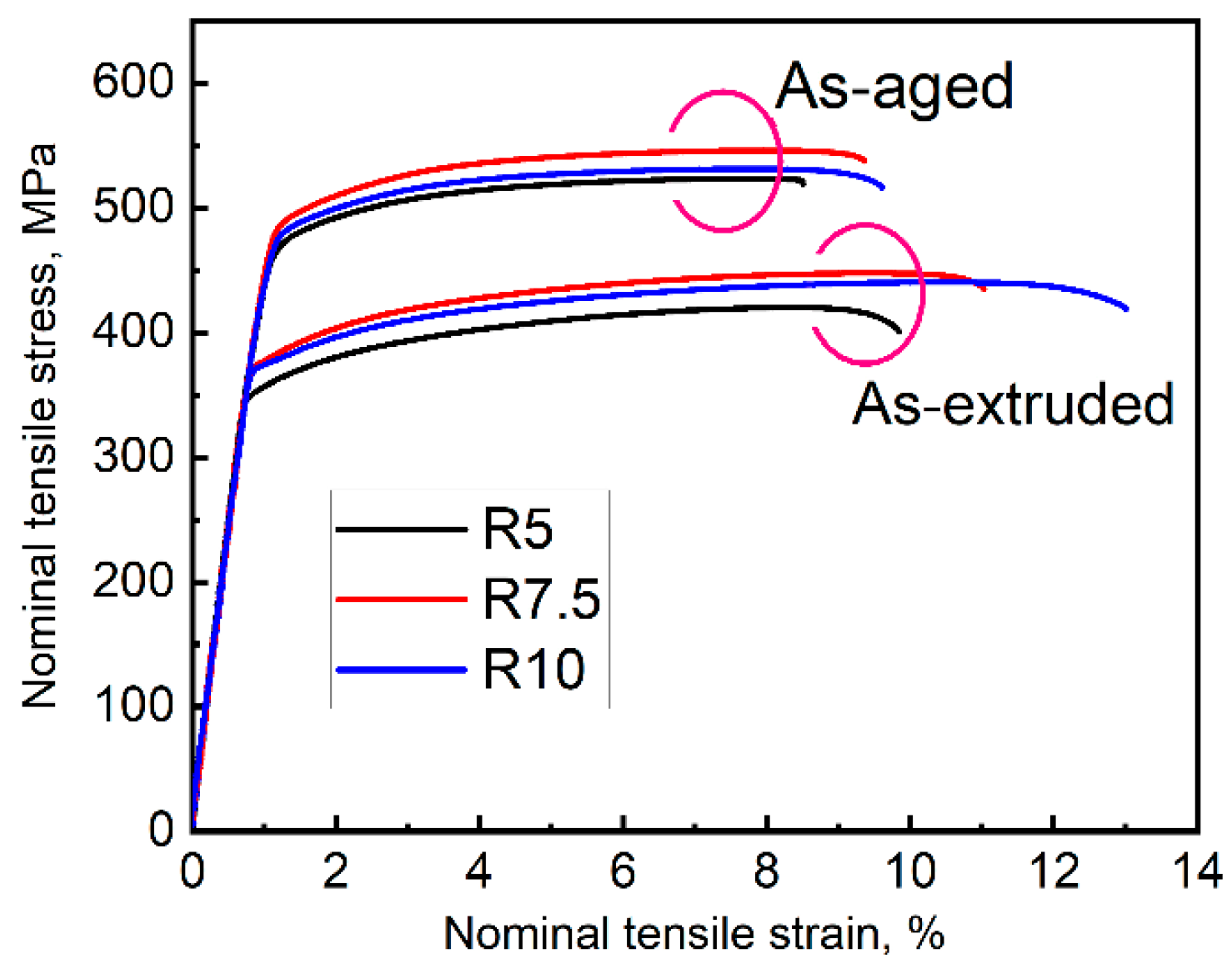
3.3. Tensile Properties
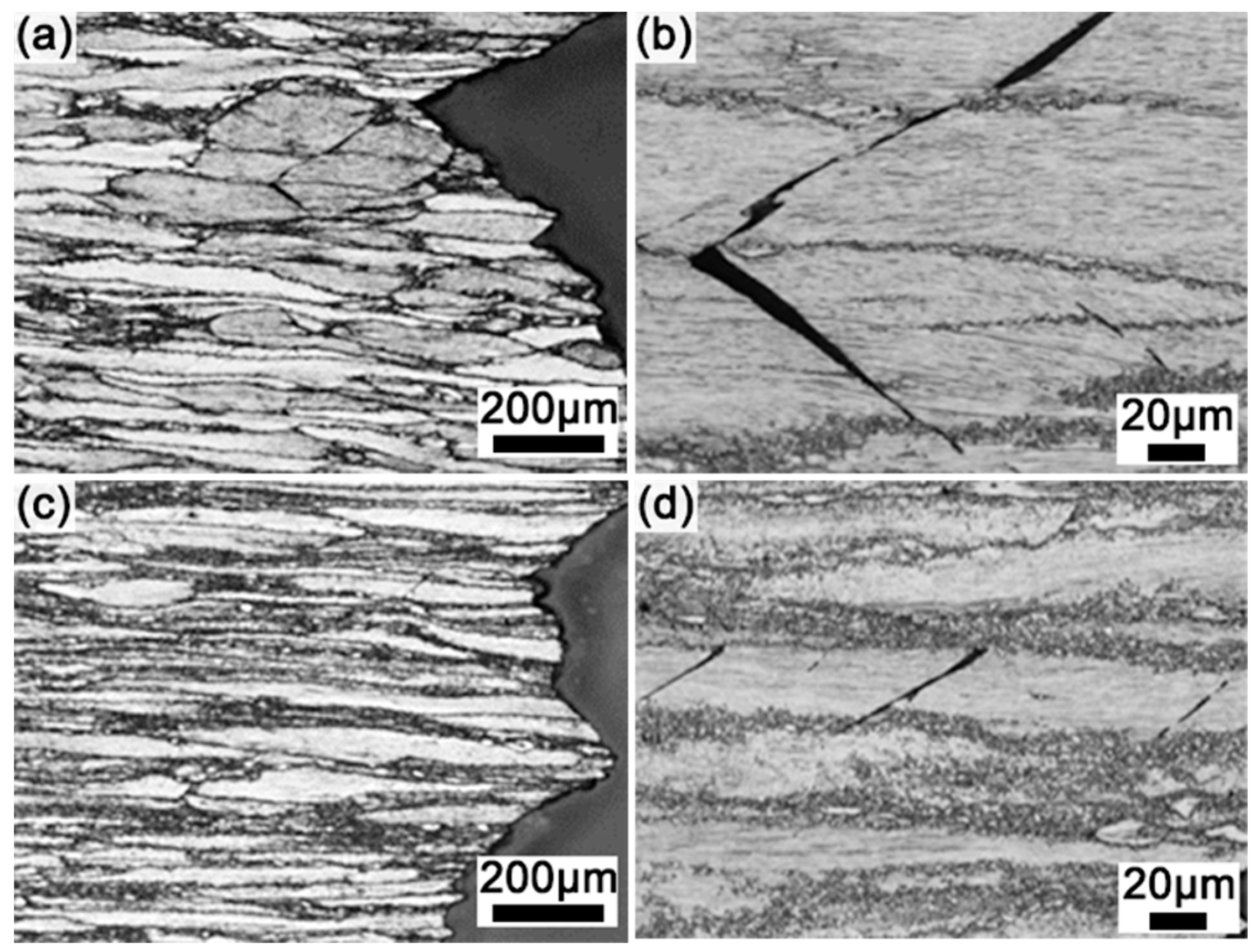
3.4. Strain Evolution and Fracture Characterizations
4. Conclusions
- Regardless of the extrusion conditions, the bimodal microstructure comprises elongated un-DRXed grains, fine DRXed grains, β particles, nano-sized γ’ phases, and LPSO phases in all as-extruded alloys. A larger extrusion ratio induces a higher strain rate and finer LPSO phases, and hence leads to a higher volume fraction of dynamic recrystallization. Meanwhile, because of the pinning effect of extensive β particles, the size of the DRXed grains changes slightly. Both the DDRX behavior and the CDRX behavior contribute to the dynamic recrystallization process.
- The sample extruded with a ratio of 10 exhibits an excellent strength–ductility synergy with a TYS of 374 MPa, a UTS of 440 MPa, and an EL of 13.0%, which is mainly attributed to its fine DRXed grains, extensive β particles, and elongated block-shaped LPSO phases. After ageing treatment, the strength further increases, due to the precipitation strengthening effect induced by β’ phases.
- During the deformation process, the un-DRXed regions firstly show strain localization, and DRXed grains with relatively random orientations can effectively release localized strain and prevent the expansion of micro-cracks, thus promoting uniform plastic deformation and improving the ductility of the alloy. Due to the mismatch of Young’s modulus and deformation incompatibility, the micro-cracks primarily nucleate at the interface of the un-DRXed regions, DRXed regions, and LPSO phases, and then propagate in the un-DRXed regions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liang, J.X.; Deng, B.B.; Li, C.Q.; Dong, Y.; Wang, N.G.; Zhang, Z.G.; Wang, S.D. Pioneering Enhanced Corrosion Resistance along the Normal Plane of an Ultra-Light Mg-Li Extruded Sheet. Materials 2023, 16, 6435. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.; Wang, X.W.; Wang, J.X.; Dang, C.; Dou, X.X.; Huang, S.; Liu, M.P.; Wang, J.F. The Development of a High-Strength Mg-10.3Gd-4.4Y-0.9Zn-0.7Mn Alloy Subjected to Large Differential-Thermal Extrusion and Isothermal Aging. Materials 2023, 16, 6103. [Google Scholar] [CrossRef] [PubMed]
- Nienaber, M.; Bohlen, J.; Yi, S.B.; Kurz, G.; Kainer, K.U.; Letzig, D. Influence of Ca addition on the dynamic and static recrystallization behavior of direct extruded flat profiles of Mg-Y-Zn alloy. J. Magnes. Alloys 2023, 11, 3736–3748. [Google Scholar] [CrossRef]
- Yuan, S.; Wang, J.; Li, X.; Ma, H.; Zhang, L.; Jin, P. Enhanced mechanical properties of Mg-1Al-12Y alloy containing long period stacking ordered phase. J. Magnes. Alloys 2023, 11, 4679–4688. [Google Scholar] [CrossRef]
- Tong, L.B.; Chu, J.H.; Sun, W.T.; Xu, C.; Zou, D.N.; Wang, K.S.; Kamado, S.; Zheng, M.Y. Achieving an ultra-high strength and moderate ductility in Mg–Gd–Y–Zn–Zr alloy via a decreased-temperature multi-directional forging. Mater. Charact. 2021, 171, 110804. [Google Scholar] [CrossRef]
- Zhang, D.D.; Yang, Q.; Li, B.S.; Guan, K.; Wang, N.; Jiang, B.; Sun, C.; Zhang, D.P.; Li, X.L.; Cao, Z.Y.; et al. Improvement on both strength and ductility of Mg−Sm−Zn−Zr casting alloy via Yb addition. J. Alloys Compd. 2019, 805, 811–821. [Google Scholar] [CrossRef]
- Rokhlin, L.L.; Nikitina, N.I. Magnesium-gadolinium and magnesium-gadolinium-yttrium alloys. Z. Für Met. 1994, 85, 819–823. [Google Scholar]
- Anyanwu, I.A.; Kamado, S.; Kojima, Y. Creep properties of Mg-Gd-Y-Zr alloys. Mater. Trans. 2001, 42, 1212–1218. [Google Scholar] [CrossRef]
- Jiang, R.; Qian, S.N.; Dong, C.; Qin, Y.; Wu, Y.J.; Zou, J.X.; Zeng, X.Q. Composition optimization of high-strength Mg-Gd-Y-Zr alloys based on the structural unit of Mg-Gd solid solution. J. Mater. Sci. Technol. 2021, 72, 104–113. [Google Scholar] [CrossRef]
- Yu, Z.J.; Xu, C.; Meng, J.; Kamado, S. Microstructure evolution and mechanical properties of a high strength Mg-11.7Gd-4.9Y-0.3Zr (wt%) alloy prepared by pre-deformation annealing, hot extrusion and ageing. Mater. Sci. Eng. A 2017, 703, 348–358. [Google Scholar] [CrossRef]
- Wang, L.S.; Jiang, J.H.; Liu, H.; Saleh, B.; Ma, A.B. Microstructure characterization and corrosion behavior of Mg-Y-Zn alloys with different long period stacking ordered structures. J. Magnes. Alloys 2020, 8, 1208–1220. [Google Scholar] [CrossRef]
- Zheng, J.; Chen, Z.; Yan, Z.M.; Zhang, Z.M.; Xue, Y. An alternating ageing-annealing process for enhancing strength and ductility of a Mg-Gd-Y-Zn-Zr alloy. Mater. Sci. Eng. A 2021, 828, 142103. [Google Scholar] [CrossRef]
- Wang, K.; Wang, J.F.; Huang, S.; Gao, S.Q.; Guo, S.F.; Liu, S.J.; Chen, X.H.; Pan, F.S. Enhanced mechanical properties of Mg-Gd-Y-Zn-Mn alloy by tailoring the morphology of long period stacking ordered phase. Mater. Sci. Eng. A 2018, 733, 267–275. [Google Scholar] [CrossRef]
- Liu, W.; Su, Y.; Zhang, Y.T.; Chen, L.W.; Zhao, Y.H.; Hou, H. Dissolution and reprecipitation of 14H-LPSO structure accompanied by dynamic recrystallization in hot-extruded Mg89Y4Zn2Li5 alloy. J. Magnes. Alloys 2023, 11, 1408–1421. [Google Scholar] [CrossRef]
- Li, Y.X.; Yang, C.L.; Zeng, X.Q.; Jin, P.; Qiu, D.; Ding, W.J. Microstructure evolution and mechanical properties of magnesium alloys containing long period stacking ordered phase. Mater. Charact. 2018, 141, 286–295. [Google Scholar] [CrossRef]
- GB/T 228.1-2010; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China (AQSIQ) and the Standardization Administration (SAC) of the People’s Republic of China: Beijing, China, 2010.
- Xu, C.; Zheng, M.Y.; Wu, K.; Wang, E.D.; Fan, G.H.; Xu, S.W.; Kamado, S.; Liu, X.D.; Wang, G.J.; Lv, X.Y. Effec of cooling rate on the microstructure evolution and mechanical properties of homogenized Mg–Gd–Y–Zn–Zr alloy. Mater. Sci. Eng. A 2013, 59, 364–370. [Google Scholar] [CrossRef]
- Jin, X.Z.; Xu, W.C.; Yang, Z.Z.; Yuan, C.; Shan, D.B.; Teng, B.G.; Jin, B.C. Analysis of abnormal texture formation and strengthening mechanism in an extruded Mg-Gd-Y-Zn-Zr alloy. J. Mater. Res. Technol. 2020, 45, 133–145. [Google Scholar] [CrossRef]
- Zhang, S.; Yuan, G.Y.; Lu, C.; Ding, W.J. The relationship between (Mg,Zn)3RE phase and 14H-LPSO phase in Mg–Gd–Y–Zn–Zr alloys solidified at different cooling rates. J. Alloys Compd. 2011, 509, 3515–3521. [Google Scholar] [CrossRef]
- Xu, C.; Nakata, T.; Qiao, X.G.; Zheng, M.Y.; Wu, K.; Kamado, S. Effect of LPSO and SFs on microstructure evolution and mechanical properties of Mg-Gd-Y-Zn-Zr alloy. Sci. Rep. 2017, 7, 40846. [Google Scholar] [CrossRef]
- Chi, Y.Q.; Xu, C.; Qiao, X.G.; Zheng, M.Y. Effect of trace zinc on the microstructure and mechanical properties of extruded Mg-Gd-Y-Zr alloy. J. Alloys Compd. 2019, 789, 416–427. [Google Scholar] [CrossRef]
- Yan, Z.M.; Zhang, Z.M.; Li, X.B.; Xu, J.; Wang, Q.; Zhang, G.S.; Zheng, J.; Fan, H.Z.; Xu, K.H.; Zhu, J.X.; et al. A novel severe plastic deformation method and its effect on microstructure, texture and mechanical properties of Mg-Gd-Y-Zn-Zr alloy. J. Alloys Compd. 2020, 822, 153698. [Google Scholar] [CrossRef]
- Xu, C.; Fan, G.H.; Nakata, T.; Liang, X.; Chi, Y.Q.; Qiao, X.G.; Cao, G.J.; Zhang, T.T.; Huang, M.; Miao, K.S.; et al. Deformation Behavior of Ultra-Strong and Ductile Mg-Gd-Y-Zn-Zr Alloy with Bimodal Microstructure. Metall. Mater. Trans. A 2018, 49, 1931–1947. [Google Scholar] [CrossRef]
- Fornasini, M.L.; Manfrinetti, P. GdMg5: A complex structure with a large cubic cell. Acta Crystallogr. 1986, 42, 138–141. [Google Scholar] [CrossRef]
- Yang, Z.; Nakata, T.; Xu, C.; Wang, G.; Geng, L.; Kamado, S. Preparation of high-performance Mg-Gd-Y-Mn-Sc alloy by heat treatment and extrusion. J. Alloys Compd. 2023, 934, 167906. [Google Scholar] [CrossRef]
- Yamasaki, M.; Sasaki, M.; Nishijima, M.; Hiraga, K.; Kawamura, Y. Formation of 14H long period stacking ordered structure and profuse stacking faults in Mg–Zn–Gd alloys during isothermal aging at high temperature. Acta Mater. 2007, 55, 6798–6805. [Google Scholar] [CrossRef]
- Yang, Z.; Xu, C.; Nakata, T.; Kamado, S. Effect of extrusion ratio and temperature on microstructures and tensile properties of extruded Mg-Gd-Y-Mn-Sc alloy. Mater. Sci. Eng. A 2021, 800, 140330. [Google Scholar] [CrossRef]
- Kim, J.K.; Sandlobes, S.; Raabe, D. On the room temperature deformation mechanisms of a Mg–Y–Zn alloy with long-period-stacking-ordered structures. Acta Mater. 2015, 82, 414–423. [Google Scholar] [CrossRef]
- Kim, S.H.; Lee, S.W.; Moon, B.G.; Kim, H.S.; Park, S.H. Variation in dynamic deformation behavior and resultant yield asymmetry of AZ80 alloy with extrusion temperature. J. Mater. Sci. Technol. 2020, 46, 225–236. [Google Scholar] [CrossRef]
- Xu, C.; Nakata, T.; Fan, G.H.; Li, X.W.; Tang, G.Z.; Kamado, S. Enhancing strength and creep resistance of Mg–Gd–Y–Zn–Zr alloy by substituting Mn for Zr. J. Magnes. Alloys 2019, 7, 388–399. [Google Scholar] [CrossRef]
- Jiang, H.S.; Qiao, X.G.; Xu, C.; Kamado, S.; Wu, K.; Zheng, M.Y. Influence of size and distribution of W phase on strength and ductilityof high strength Mg-5.1Zn-3.2Y-0.4Zr-0.4Ca alloy processed by indirect extrusion. J. Mater. Res. Technol. 2018, 34, 277–283. [Google Scholar]
- Lee, J.Y.; Kim, D.H.; Lim, H.K.; Kim, D.H. Effects of Zn/Y ratio on microstructure and mechanical properties of Mg-Zn-Y alloys. Mater. Lett. 2005, 59, 3801–3805. [Google Scholar] [CrossRef]
- Hagihara, K.; Kinoshita, A.; Sugino, Y.; Yamasaki, M.; Kawamura, Y.; Yasuda, H.Y.; Umakoshi, Y. Effect of long-period stacking ordered phase on mechanical properties of Mg97Zn1Y2 extruded alloy. Acta Mater. 2010, 58, 6282–6293. [Google Scholar] [CrossRef]
- Shao, X.H.; Yang, Z.Q.; Ma, X.L. Strengthening and toughening mechanisms in Mg–Zn–Y alloy with a long period stacking ordered structure. Acta Mater. 2010, 58, 4760–4771. [Google Scholar] [CrossRef]
- Xu, C.; Nakata, T.; Qiao, X.G.; Zheng, M.Y.; Wu, K.; Kamado, S. Ageing behavior of extruded Mg–8.2Gd–3.8Y–1.0Zn–0.4Zr (wt.%) alloy containing LPSO phase and γ′ precipitates. Sci. Rep. 2017, 7, 43391. [Google Scholar] [CrossRef] [PubMed]
- Xu, C.; Zheng, M.Y.; Wu, K.; Wang, E.D.; Fan, G.H.; Xu, S.W.; Kamado, S.; Liu, X.D.; Wang, G.J.; Lv, X.Y. Effect of ageing treatment on the microstructure, texture and mechanical properties of extruded Mg–8.2Gd–3.8Y–1Zn–0.4Zr (wt%) alloy. J. Alloys Compd. 2013, 550, 50–56. [Google Scholar] [CrossRef]
- Wu, S.Z.; Nakata, T.; Tang, G.Z.; Xu, C.; Wang, X.J.; Li, X.W.; Qiao, X.G.; Zheng, M.Y.; Geng, L.; Kamado, S.; et al. Effect of forced-air cooling on the microstructure and age-hardening response of extruded Mg-Gd-Y-Zn-Zr alloy full with LPSO lamella. J. Mater. Sci. Technol. 2021, 73, 66–75. [Google Scholar] [CrossRef]
- Magee, A.C.; Ladani, L. Representation of a microstructure with bimodal grain size distribution through crystal plasticity and cohesive interface modeling. Mech. Mater. 2015, 82, 1–12. [Google Scholar] [CrossRef]
- Huang, M.; Xu, C.; Fan, G.H.; Maawad, E.; Gan, W.M.; Geng, L.; Lin, F.X.; Tang, G.Z.; Wu, H.; Du, Y.; et al. Role of layered structure in ductility improvement of layered Ti-Al metal composite. Acta Mater. 2018, 153, 235–249. [Google Scholar] [CrossRef]
- Yang, Z.; Xu, C.; Song, S.N.; Nakata, T.; Kamado, S. Influence of bimodal microstructure on strength and ductility of as-extruded Mg-Gd-Y-Zr alloy. J. Alloys Compd. 2024, 972, 172742. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | As-Extruded | As-Aged | ||||
|---|---|---|---|---|---|---|
| TYS (MPa) | UTS (MPa) | EL (%) | TYS (MPa) | UTS (MPa) | EL (%) | |
| R5 | 356 | 420 | 9.8 | 465 | 524 | 8.6 |
| R7.5 | 379 | 448 | 11.0 | 487 | 546 | 9.4 |
| R10 | 374 | 440 | 13.0 | 477 | 532 | 9.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Z.; Xu, C.; Song, S.; Nakata, T.; Kamado, S. High Performance Mg Alloy with Designed Microstructure and Phases. Materials 2024, 17, 2734. https://doi.org/10.3390/ma17112734
Yang Z, Xu C, Song S, Nakata T, Kamado S. High Performance Mg Alloy with Designed Microstructure and Phases. Materials. 2024; 17(11):2734. https://doi.org/10.3390/ma17112734
Chicago/Turabian StyleYang, Zhao, Chao Xu, Shengnan Song, Taiki Nakata, and Shigeharu Kamado. 2024. "High Performance Mg Alloy with Designed Microstructure and Phases" Materials 17, no. 11: 2734. https://doi.org/10.3390/ma17112734