



Fracture Behavior and Mechanism of Nb-Si-Based Alloys with Heterogeneous Layered Structure

Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Experimental Procedures
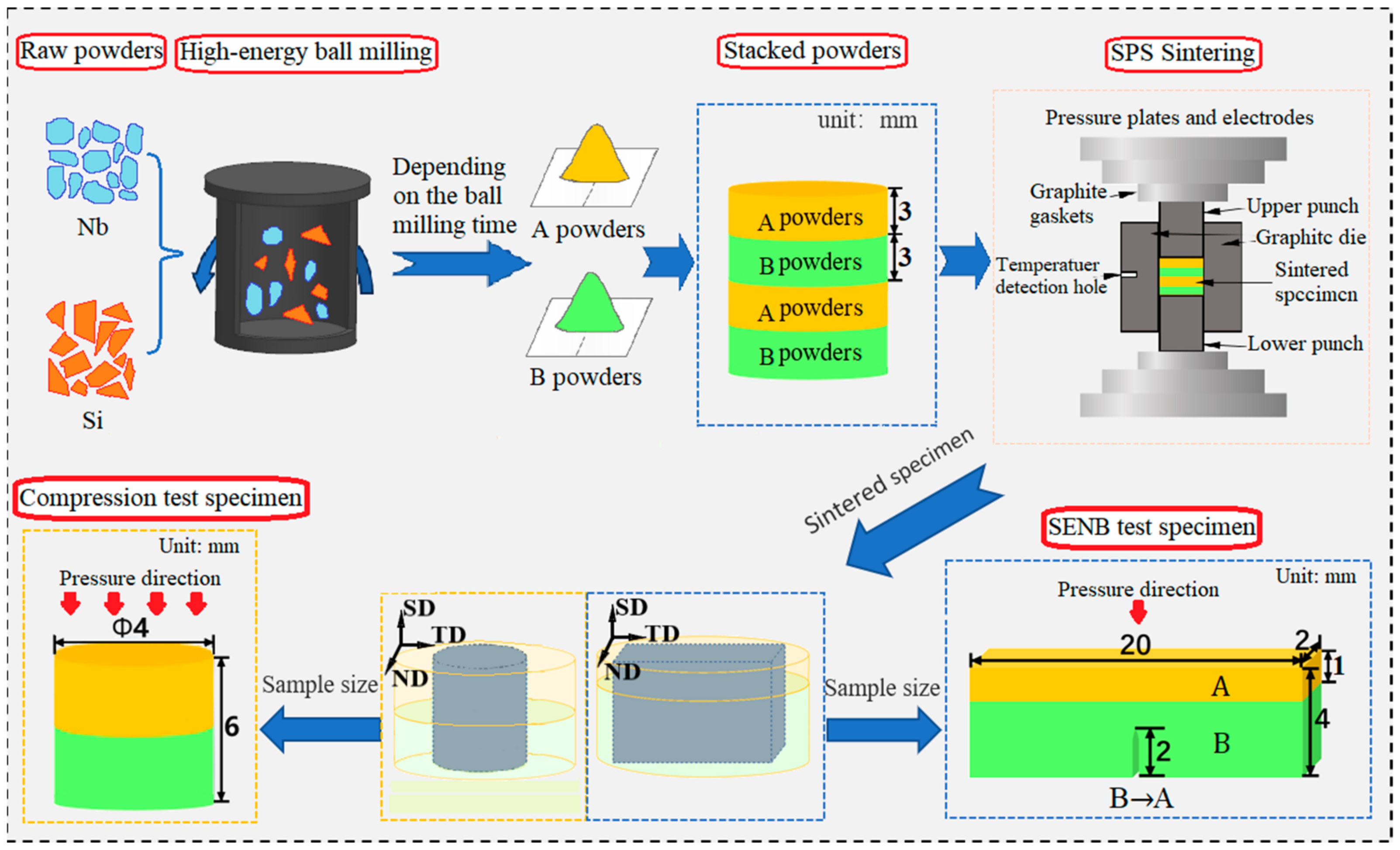
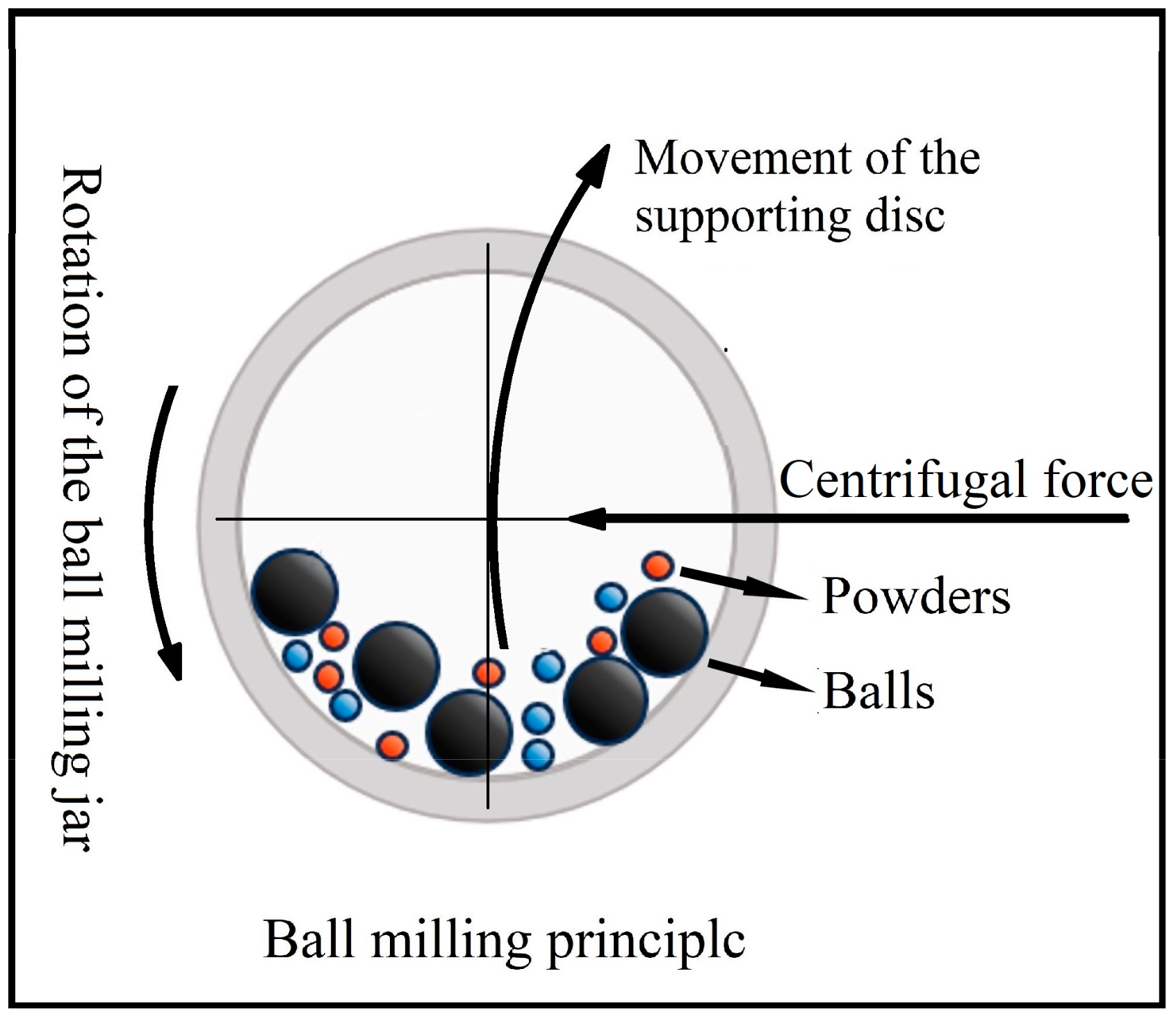
2.1. Materials Preparation
2.2. Microstructural Observation
2.3. Mechanical Property Tests
3. Results and Discussion
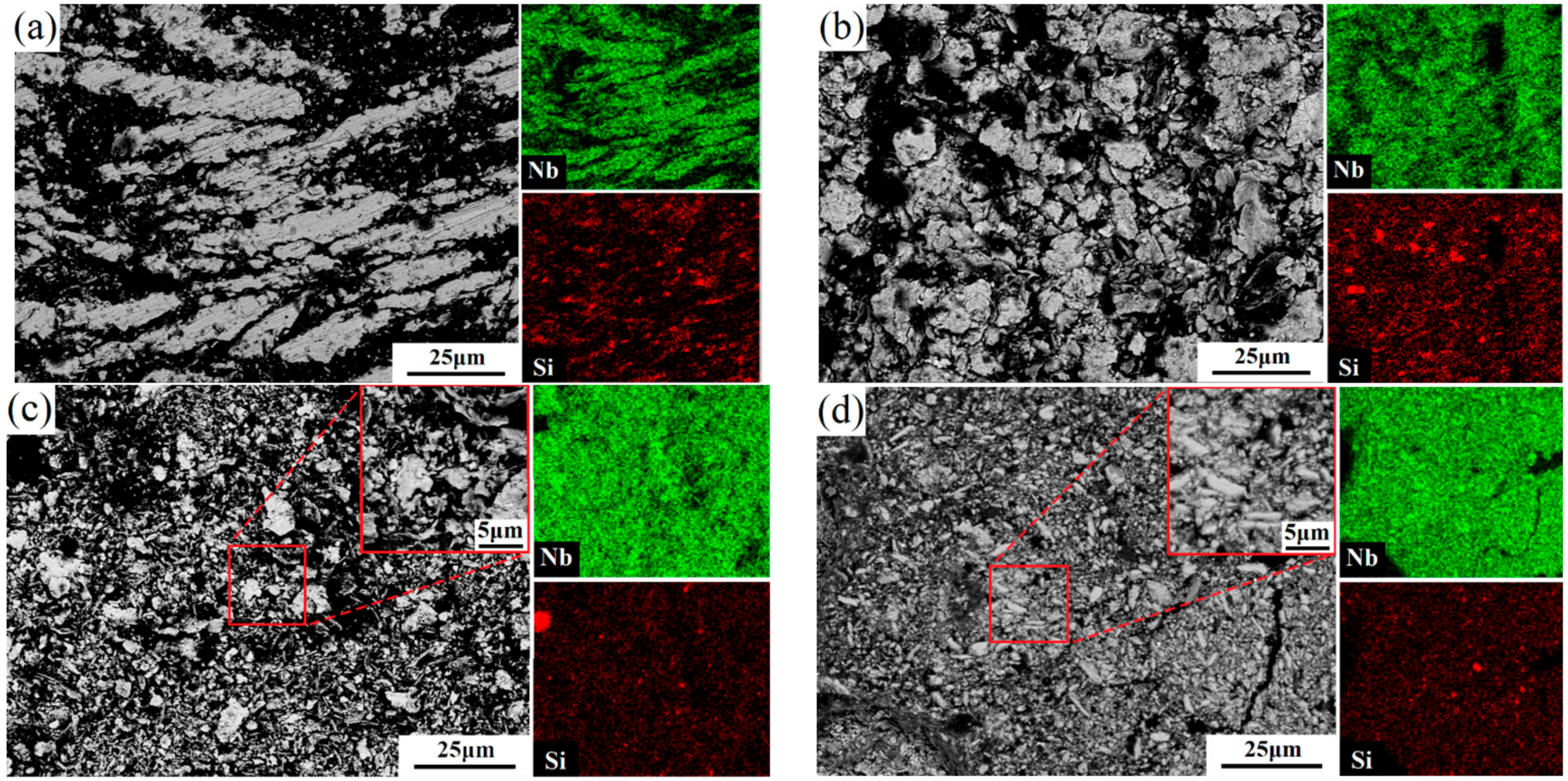
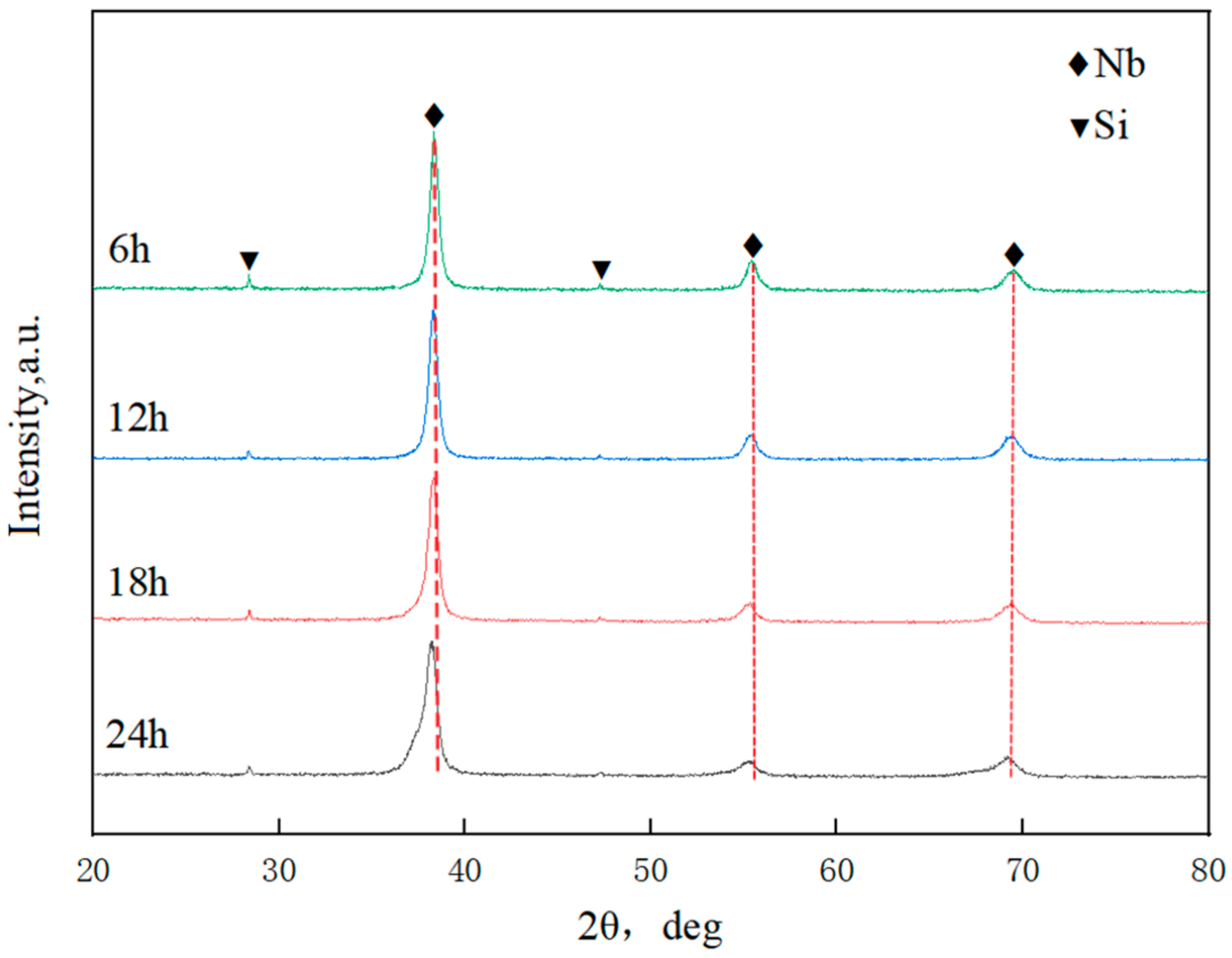
3.1. Microstructure Evolution of Ball-Milled Powders
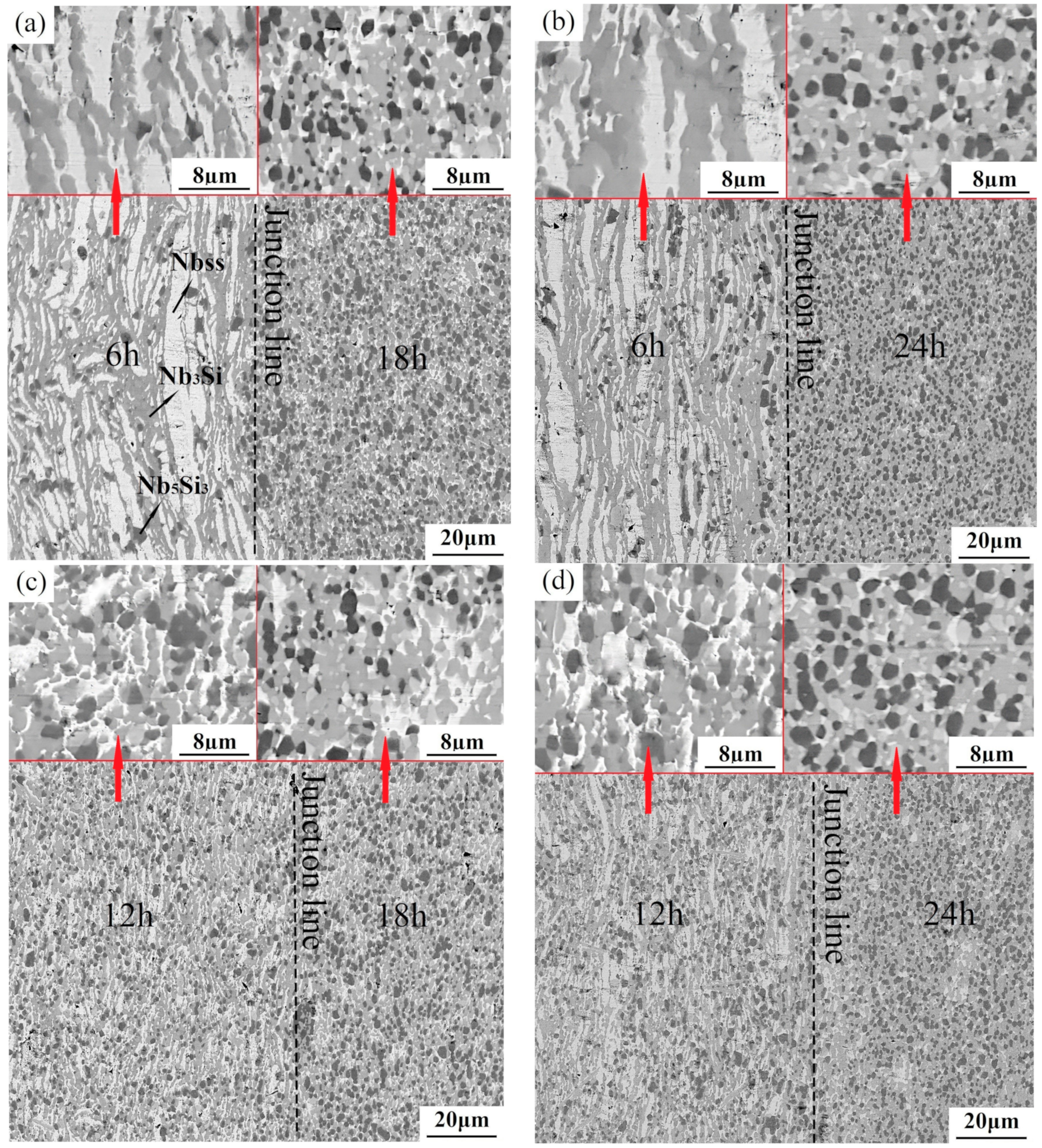
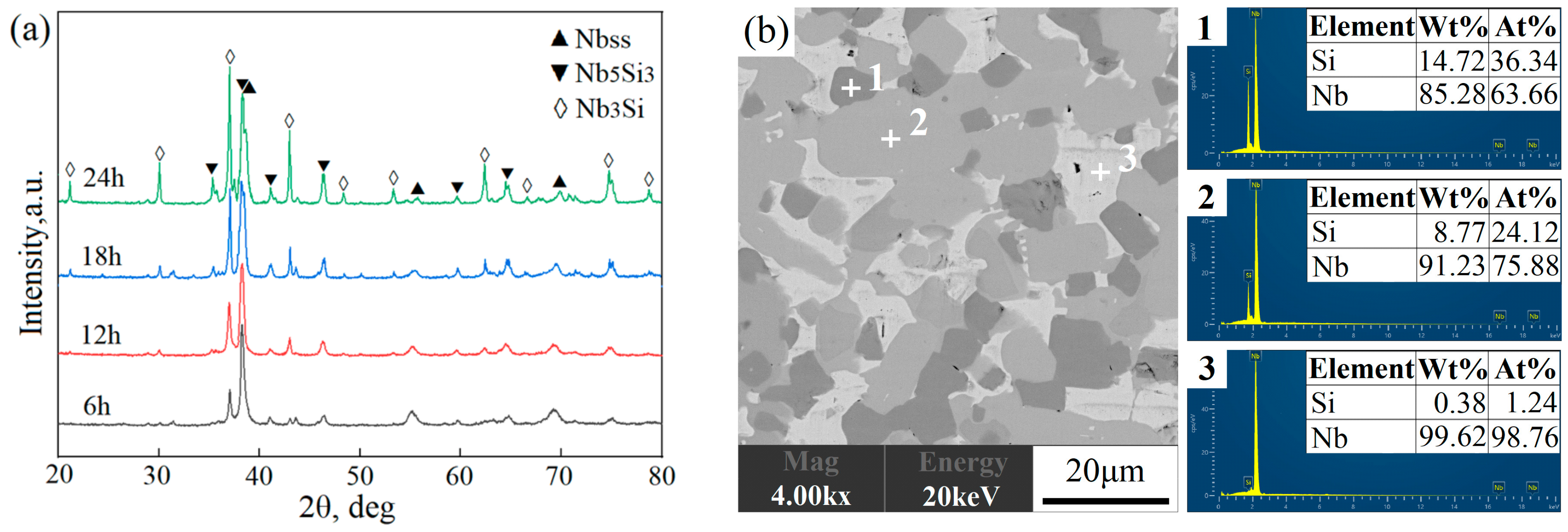
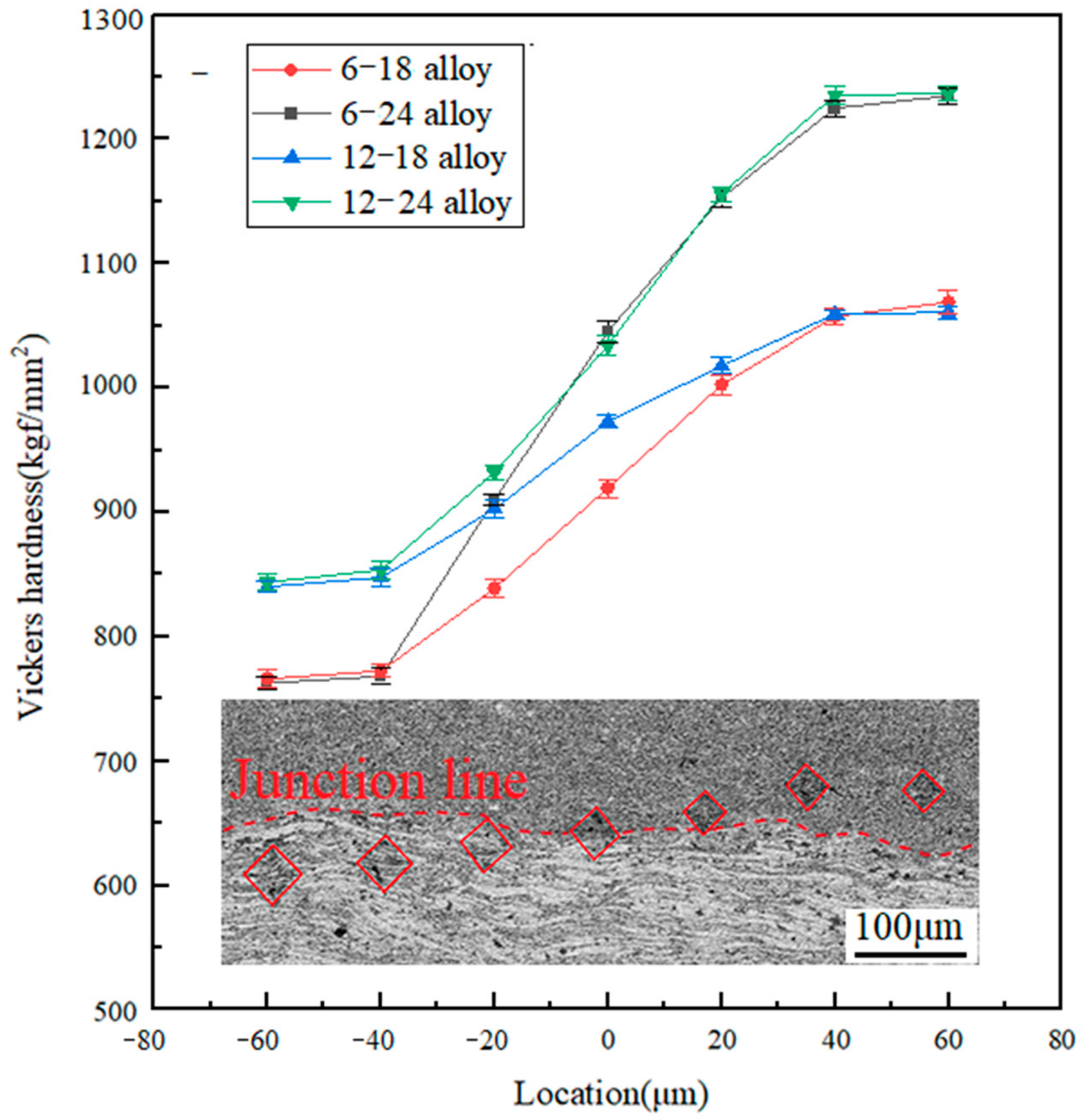
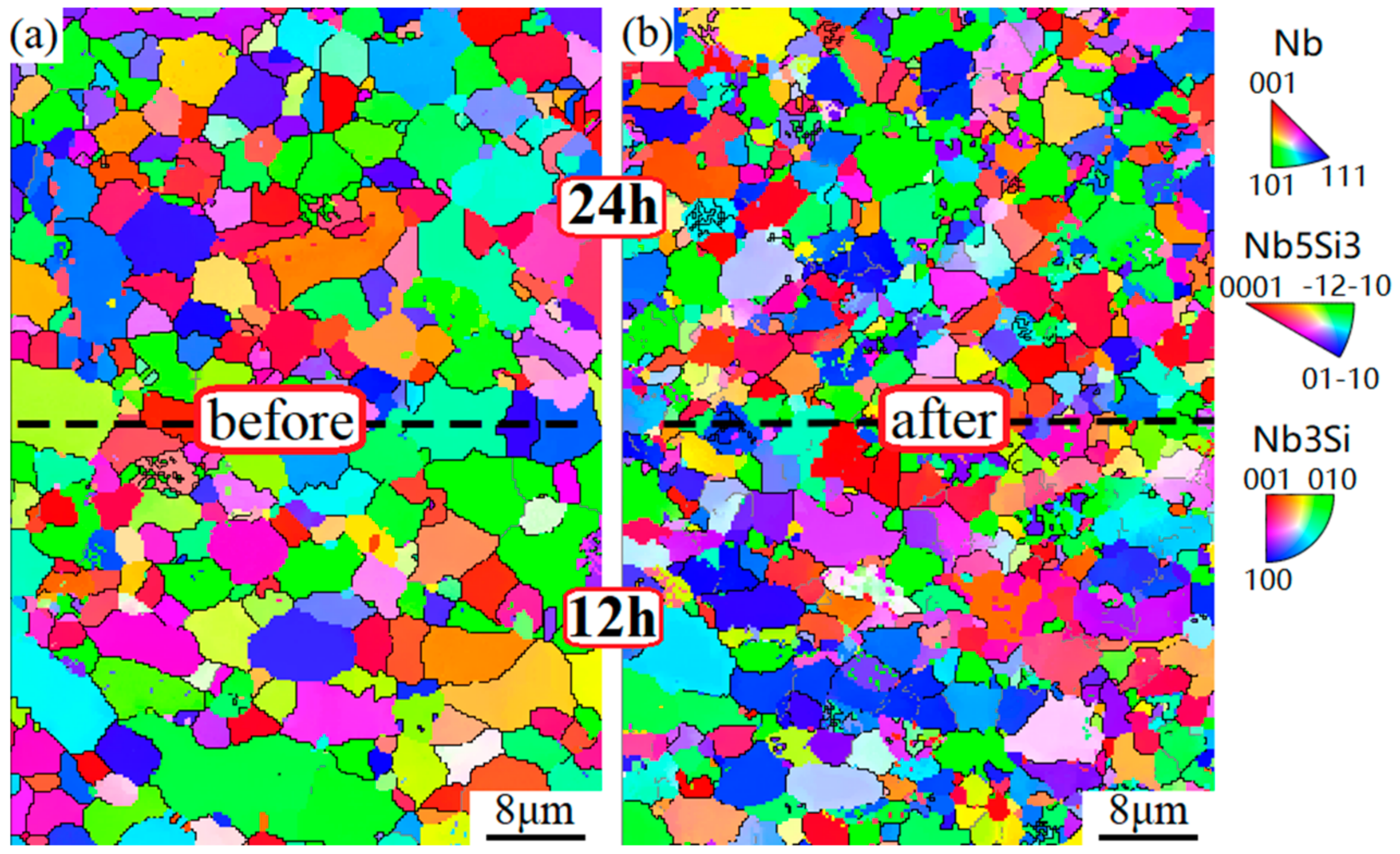
3.2. Microstructural Characterization of Heterogeneous Nb-16Si Alloys
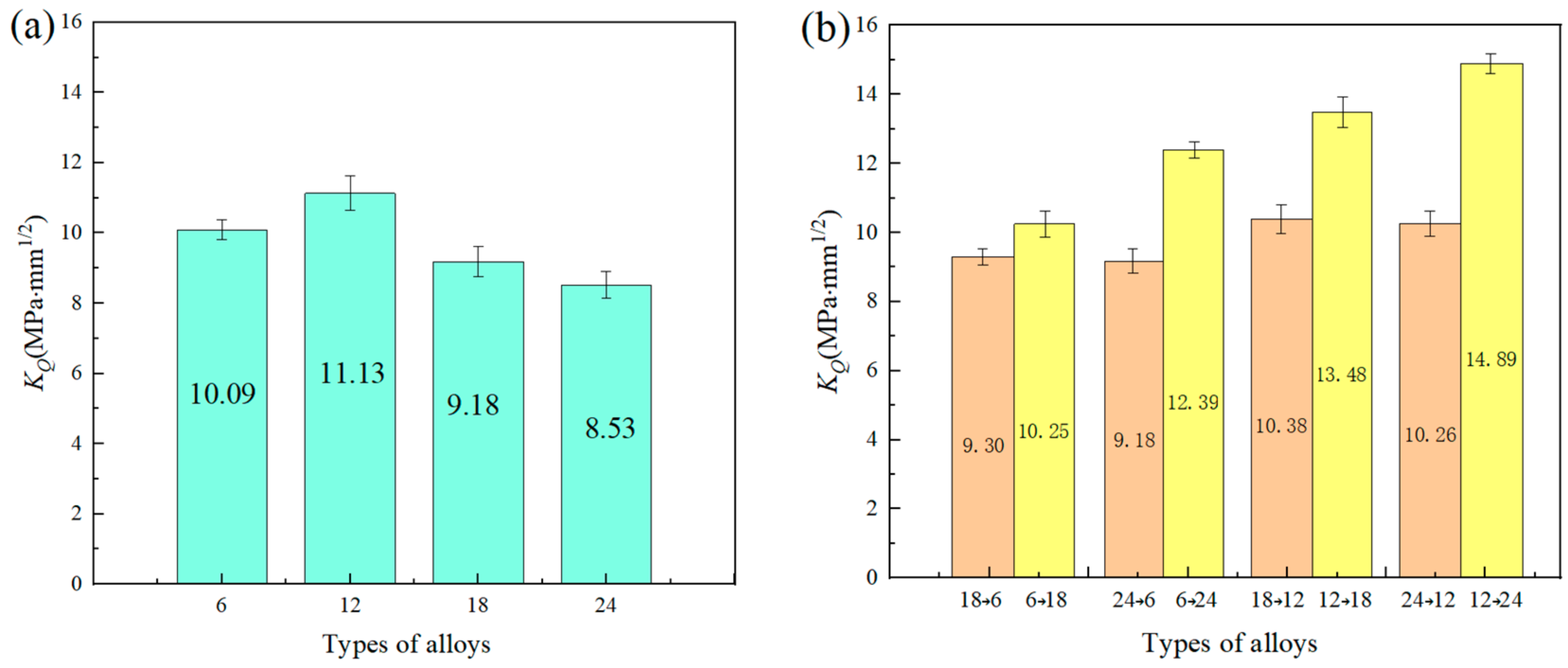
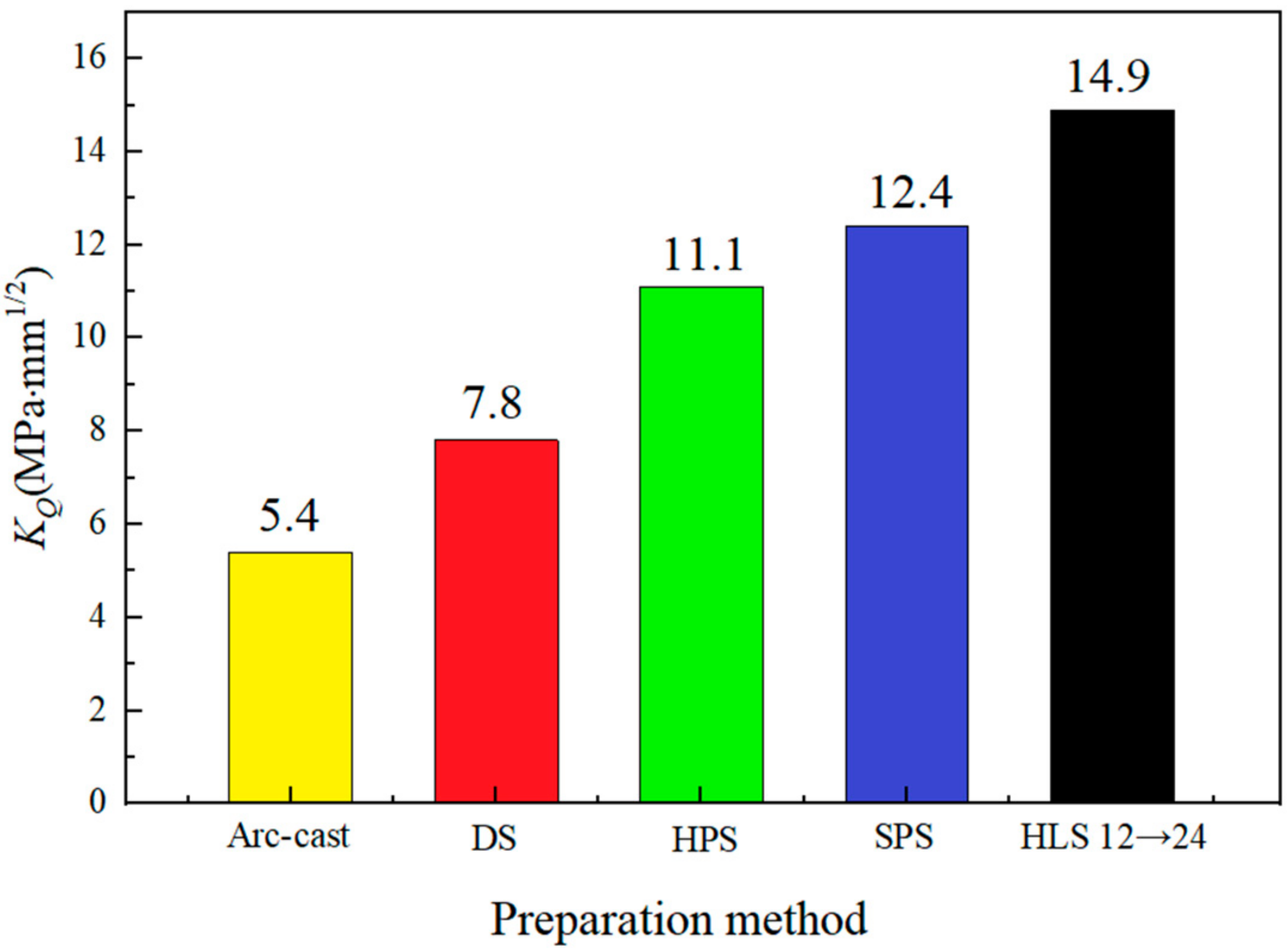
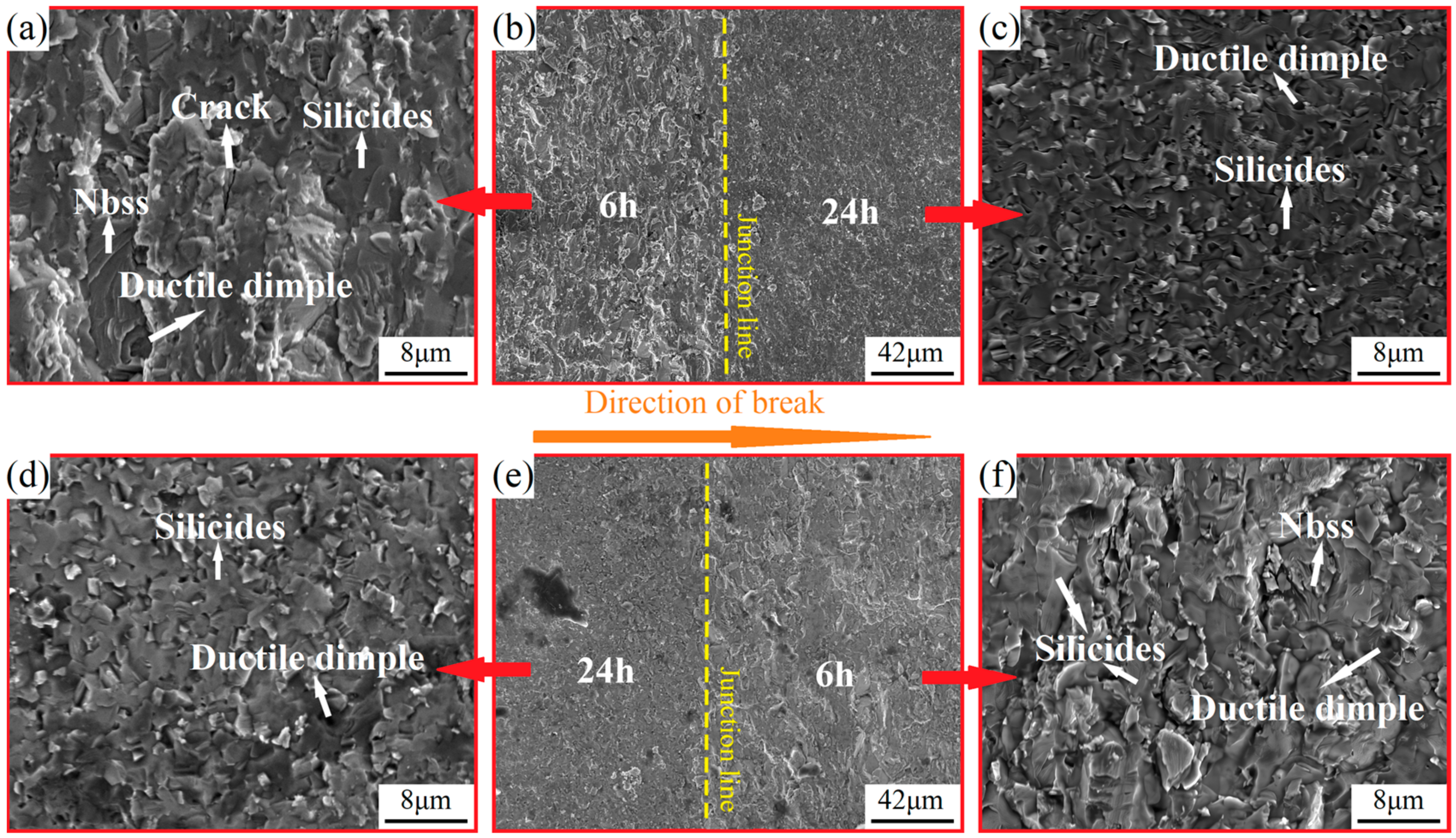
3.3. Room-Temperature Fracture Behavior of Heterogeneous Nb-16Si Alloys
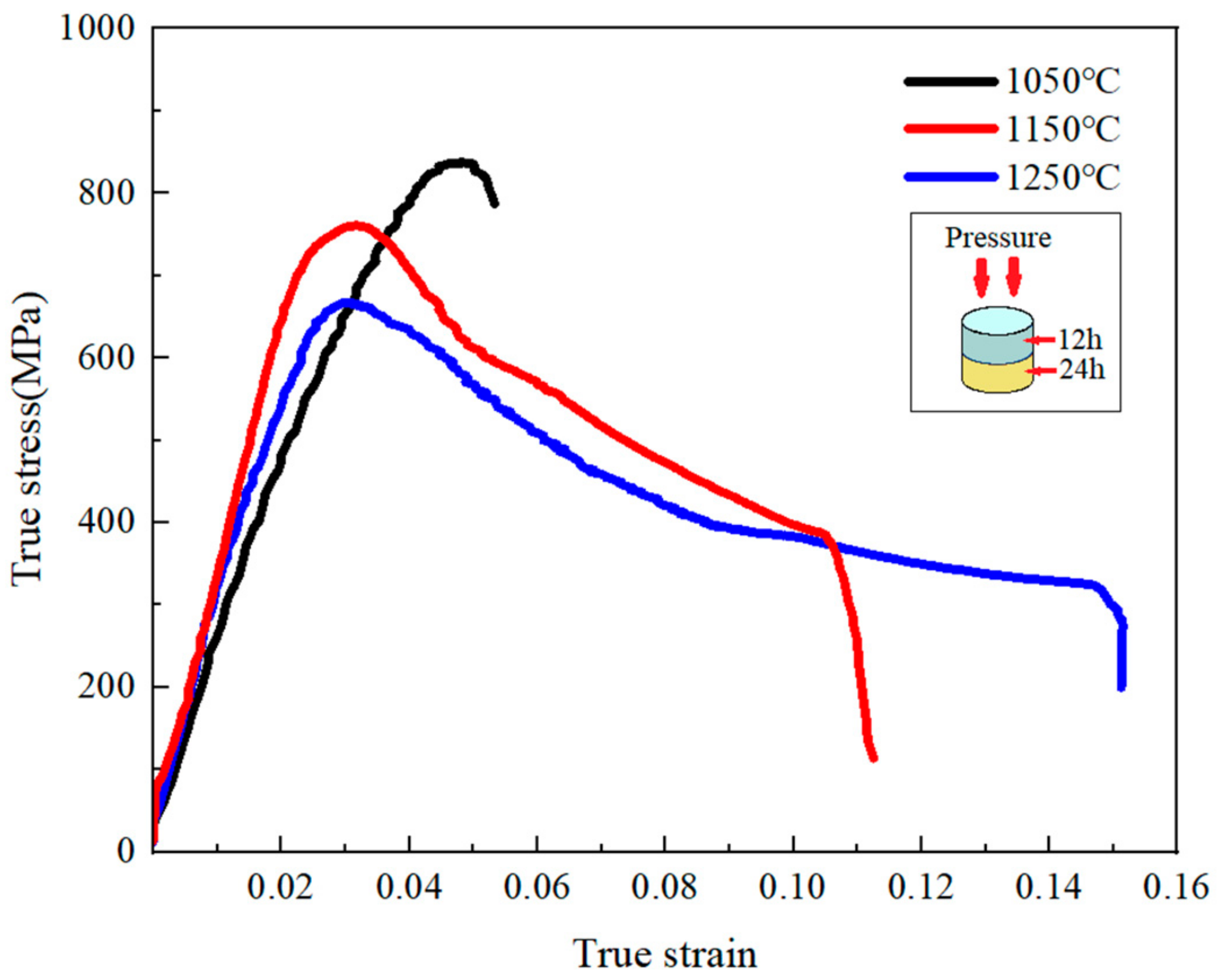
3.4. High-Temperature Fracture Behavior of Heterogeneous Nb-16Si Alloys
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pollock, T.M. Alloy design for aircraft engines. Nat. Mater. 2016, 15, 809–815. [Google Scholar] [CrossRef] [PubMed]
- Bewlay, B.P.; Lewandowksi, J.J.; Jackson, M.R. Refractory metal-intermetallic in-situ composites for aircraft engines. JOM 1997, 49, 44–45. [Google Scholar] [CrossRef]
- Pollock, T.M.; Argon, A.S. Creep resistance of CMSX-3 nickel base superalloy single crystals. Acta Metall. Mater. 1992, 40, 1–30. [Google Scholar] [CrossRef]
- Jin, Z.H.; Jia, L.N.; Ye, C.T.; Wang, W.B.; Zhang, H. Anisotropy of mechanical properties in directionally solidified Nb-Si alloys at room temperature compression. J. Alloys Compd. 2023, 934, 167937. [Google Scholar] [CrossRef]
- Sha, J.; Hirai, H.; Ueno, H.; Tabaru, T.; Kitahara, A.; Hanada, S. Mechanical properties of as-cast and directionally solidified Nb-Mo-W-Ti-Si in-situ composites at high temperatures. Metall. Mater. Trans. A 2003, 34, 85–94. [Google Scholar] [CrossRef]
- Liu, W.; Huang, S.; Ye, C.; Jia, L.; Kang, Y.; Sha, J.; Chen, B.; Wu, Y.; Xiong, H. Progress in Nb-Si ultra-high temperature structural materials: A review. J. Mater. Sci. Technol. 2022, 149, 127–153. [Google Scholar] [CrossRef]
- Li, Y.; Ma, C.; Zhang, H.; Miura, S. Mechanical properties of directionally solidified Nb-Mo-Si-based alloys with aligned Nbss/Nb5Si3 lamellar structure. Mater. Sci. Eng. A 2011, 528, 5772–5777. [Google Scholar] [CrossRef]
- Liu, W.; Sha, J.B. Failure mode transition of Nb phase from cleavage to dimple/tear in Nb-16Si based alloys prepared via spark plasma sintering. Mater. Des. 2016, 111, 301–311. [Google Scholar] [CrossRef]
- Su, L.; Jia, L.; Jiang, K.; Zhang, H. The oxidation behavior of high Cr and Al containing Nb-Si-Ti-Hf-Al-Cr alloys at 1200 and 1250 °C. Int. J. Refract. Met. Hard Mater. 2017, 69, 131–137. [Google Scholar] [CrossRef]
- Sekido, N.; Kimura, Y.; Miura, S.; Wei, F.G.; Mishima, Y. Fracture toughness and high temperature strength of unidirectionally solidified Nb-Si binary and Nb-Ti-Si ternary alloys. J. Alloys Compd. 2006, 425, 223–229. [Google Scholar] [CrossRef]
- Yan, Y.; Ding, H.; Kang, Y.; Song, J. Microstructure evolution and mechanical properties of Nb-Si based alloy processed by electromagnetic cold crucible directional solidification. Mater. Des. 2014, 55, 450–455. [Google Scholar] [CrossRef]
- Li, Z.; Peng, L.M. Microstructural and mechanical characterization of Nb-based in situ composites from Nb–Si–Ti ternary system. Acta Mater. 2007, 55, 6573–6585. [Google Scholar] [CrossRef]
- Tian, Y.X.; Guo, J.T.; Zhou, L.Z.; Cheng, G.M.; Ye, H.Q. Microstructure and room temperature fracture toughness of cast Nbss/silicides composites alloyed with Hf. Mater. Lett. 2008, 62, 2657–2660. [Google Scholar] [CrossRef]
- Kim, W.-Y.; Tanaka, H.; Kasama, A.; Hanada, S. Microstructure and room temperature fracture toughness of Nbss/Nb5Si3 in situ composites. Intermetallics 2001, 9, 827–834. [Google Scholar] [CrossRef]
- Ma, E.; Shin, S.-H.; Choi, W.; Byun, J.; Hwang, B. Machine learning approach for predicting the fracture toughness of Nb Si based alloys. Int. J. Refract. Met. H 2023, 117, 106420. [Google Scholar] [CrossRef]
- Wang, X.; Wang, X.; Wang, Q.; Chen, R.; Su, Y.; Fu, H. Strength-ductility synergy of element Ru for Nb–Si based in-situ composites. Mater. Sci. Eng. A 2023, 887, 145770. [Google Scholar] [CrossRef]
- Mendiratta, M.G.; Dimiduk, D.M. Strength and toughness of a Nb/Nb5Si3 composite. Metall. Trans. A 1993, 24, 501–504. [Google Scholar] [CrossRef]
- Cheng, Z.; Zhou, H.; Lu, Q.; Gao, H.; Lu, L. Extra strengthening and work hardening in gradient nanotwinned metals. Science 2018, 362, 559. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Y.; Ameyama, K.; Anderson, P.M.; Beyerlein, I.J.; Gao, H.; Kim, H.S.; Lavernia, E.; Mathaudhu, S.; Mughrabi, H.; Ritchie, R.O.; et al. Heterostructured materials: Superior properties from hetero-zone interaction. Mater. Res. Lett. 2021, 9, 1–31. [Google Scholar] [CrossRef]
- Haftlang, F.; Asghari-Rad, P.; Moon, J.; Zargaran, A.; Lee, K.A.; Hong, S.J.; Kim, H.S. Simultaneous effects of deformation-induced plasticity and precipitation hardening in metastable non-equiatomic FeNiCoMnTiSi ferrous medium-entropy alloy at room and liquid nitrogen temperatures. Scr. Mater. 2021, 202, 114013. [Google Scholar] [CrossRef]
- Wei, R.; Gao, Q.; Zhang, X.; Zhang, K.; Wang, L.; Han, Z.; Chen, L.; Wang, T.; Guo, C.; Li, F.; et al. Heterogeneous-structure-induced ultrahigh strength and ductility in a metastable dual-phase Fe60Cr15Ni16Al9 medium entropy alloy. Mater. Sci. Eng. A 2023, 867, 144710. [Google Scholar] [CrossRef]
- Clegg, W.J.; Kendall, K.; Alford, N.M.; Button, T.W.; Birchall, J.D. A simple way to make tough ceramics. Nature 1990, 347, 455–457. [Google Scholar] [CrossRef]
- Rowe, R.G.; Skelly, D.W.; Larsen, M.; Heathcote, J.; Odette, G.R.; Lucas, G.E. Microlaminated high temperature intermetallic composites. Scr. Metall. Mater. 1994, 31, 1487–1492. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, Y. Heterogeneous materials: A new class of materials with unprecedented mechanical properties. Mater. Res. Lett. 2017, 5, 527–532. [Google Scholar] [CrossRef]
- Pippan, R.; Flechsig, K.; Riemelmoser, F.O. Fatigue crack propagation behavior in the vicinity of an interface between materials with different yield stresses. Mater. Sci. Eng. A 2000, 283, 225–233. [Google Scholar] [CrossRef]
- Han, F.; Jiang, Y.; Cao, F.; Han, L.; Zhu, J.; Wang, W.; Liang, S. Enhanced strength, ductility and electrical conductivity of CuCrZr alloys by tailoring a heterogeneous layered microstructure. Mater. Sci. Eng. A 2023, 863, 144502. [Google Scholar] [CrossRef]
- Du, Y.; Zhang, B.; You, C.; Zhang, W.; Li, Y.; Zhang, Y. Strengthening and toughening mechanisms of titanium-nitrogen alloy with a laminated structure fabricated by spark plasma sintering. Mater. Sci. Eng. A 2020, 769, 138492. [Google Scholar] [CrossRef]
- Yu, C.X.; Zhao, X.J.; Xiao, L.R.; Cai, Z.Y.; Zhang, B.; Guo, L. Microstructure and mechanical properties of in-situ laminated Nb/Nb5Si3 composites. Mater. Lett. 2017, 209, 606–608. [Google Scholar] [CrossRef]
- Schlesinger, M.E.; Okamoto, H.; Gokhale, A.B.; Abbaschian, R. The Nb-Si (Niobium-Silicon) system. J. Phase Equilib. 1993, 14, 502–509. [Google Scholar] [CrossRef]
- Wan, H.; Leung, N.; Jargalsaikhan, U.; Ho, E.; Wang, C.; Liu, Q.; Peng, H.X.; Su, B.; Sui, T. Fabrication and characterisation of alumina/aluminium composite materials with a nacre-like micro-layered architecture. Mater. Des. 2022, 223, 111190. [Google Scholar] [CrossRef]
- Wang, X.; Wang, G.; Zhang, K. Effect of mechanical alloying on microstructure and mechanical properties of hot-pressed Nb–16Si alloys. Mater. Sci. Eng. A 2010, 527, 3253–3258. [Google Scholar] [CrossRef]
- Liu, J.; Lin, L.; Li, J.; Liu, J.; Yuan, Y.; Ivanov, M.; Chen, M.; Liu, B.; Ge, L.; Xie, T.; et al. Effects of ball milling time on microstructure evolution and optical transparency of Nd: YAG ceramics. Ceram. Int. 2014, 40, 9841–9851. [Google Scholar] [CrossRef]
- Hyndman, R.J.; Koehler, A.B. Another look at measures of forecast accuracy. Int. J. Forecast. 2006, 22, 679–688. [Google Scholar] [CrossRef]
- Wang, X.L.; Zhang, K.F. Mechanical alloying, microstructure and properties of Nb–16Si alloy. J. Alloys Compd. 2010, 490, 677–683. [Google Scholar] [CrossRef]
- Liu, W.; Sha, J. Effect of Nb and Nb5Si3 powder size on microstructure and fracture behavior of an Nb-16Si alloy fabricated by spark plasma sintering. Metall. Mater. Trans. A. 2014, 45, 4316–4323. [Google Scholar] [CrossRef]
- Yavas, D.; Bastawros, A.F. Correlating interfacial fracture toughness to surface roughness in polymer-based interfaces. J. Mater. Res. 2021, 36, 2779–2791. [Google Scholar] [CrossRef]
- Chan, K.S. Alloying effects on fracture mechanisms in Nb-based intermetallic in-situ composites. Mater. Sci. Eng. A. 2002, 329, 513–522. [Google Scholar] [CrossRef]
- Lu, S.; Laborda, A.; Cook, R.; Zhang, Y.; Verbickas, R.; Reed, P. A numerical study of crack shielding/anti-shielding in layered architectures. Int. J. Fatigue 2019, 124, 503–519. [Google Scholar] [CrossRef]
- Simha, N.K.; Fischer, F.D.; Kolednik, O.; Predan, J.; Shan, G.X. Crack tip shielding or anti-shielding due to smooth and discontinuous material inhomogeneities. Int. J. Fract. 2005, 135, 73–93. [Google Scholar] [CrossRef]
- Brescakovic, D.; Kolednik, O. Fracture toughness improvement due to crack deflection and crack trapping by elliptical voids or particles. Int. J. Solids Struct. 2023, 285, 112551. [Google Scholar] [CrossRef]
- Zhou, R.; Li, Z.; Sun, J. Crack deflection and interface debonding in composite materials elucidated by the configuration force theory. Compos. Pt. B-Eng. 2011, 42, 1999–2003. [Google Scholar] [CrossRef]
- Li, H.; Gao, S.; Tomota, Y.; Ii, S.; Tsuji, N.; Ohmura, T. Mechanical response of dislocation interaction with grain boundary in ultrafine-grained interstitial-free steel. Acta Mater. 2021, 206, 116621. [Google Scholar] [CrossRef]
- Ma, C.; Kasama, A.; Tanaka, R.; Hanada, S.; Kang, M. Development of Nb/ Nb-Silicide in-situ Composites. Trans. Mater. Heat Treat. 2000, 21, 83–88. [Google Scholar]
- Li, Z.B.; Zhang, G.H.; Chou, K.C. Simultaneous enhancements of strength and hardness for fine-grained W-NiFeCoCrMn composites. Mater. Charact. 2023, 201, 112933. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Wang, X.; Wang, Z.; Sun, Z.; Ye, W.; Zhao, Q. Fracture Behavior and Mechanism of Nb-Si-Based Alloys with Heterogeneous Layered Structure. Materials 2024, 17, 2735. https://doi.org/10.3390/ma17112735
Wang S, Wang X, Wang Z, Sun Z, Ye W, Zhao Q. Fracture Behavior and Mechanism of Nb-Si-Based Alloys with Heterogeneous Layered Structure. Materials. 2024; 17(11):2735. https://doi.org/10.3390/ma17112735
Chicago/Turabian StyleWang, Sheng, Xiaoli Wang, Zhiming Wang, Zhiping Sun, Weicheng Ye, and Qihu Zhao. 2024. "Fracture Behavior and Mechanism of Nb-Si-Based Alloys with Heterogeneous Layered Structure" Materials 17, no. 11: 2735. https://doi.org/10.3390/ma17112735
APA StyleWang, S., Wang, X., Wang, Z., Sun, Z., Ye, W., & Zhao, Q. (2024). Fracture Behavior and Mechanism of Nb-Si-Based Alloys with Heterogeneous Layered Structure. Materials, 17(11), 2735. https://doi.org/10.3390/ma17112735