
Nondestructive Inspection and Quantification of Select Interface Defects in Honeycomb Sandwich Panels

Abstract
:1. Introduction
2. Materials and Methods
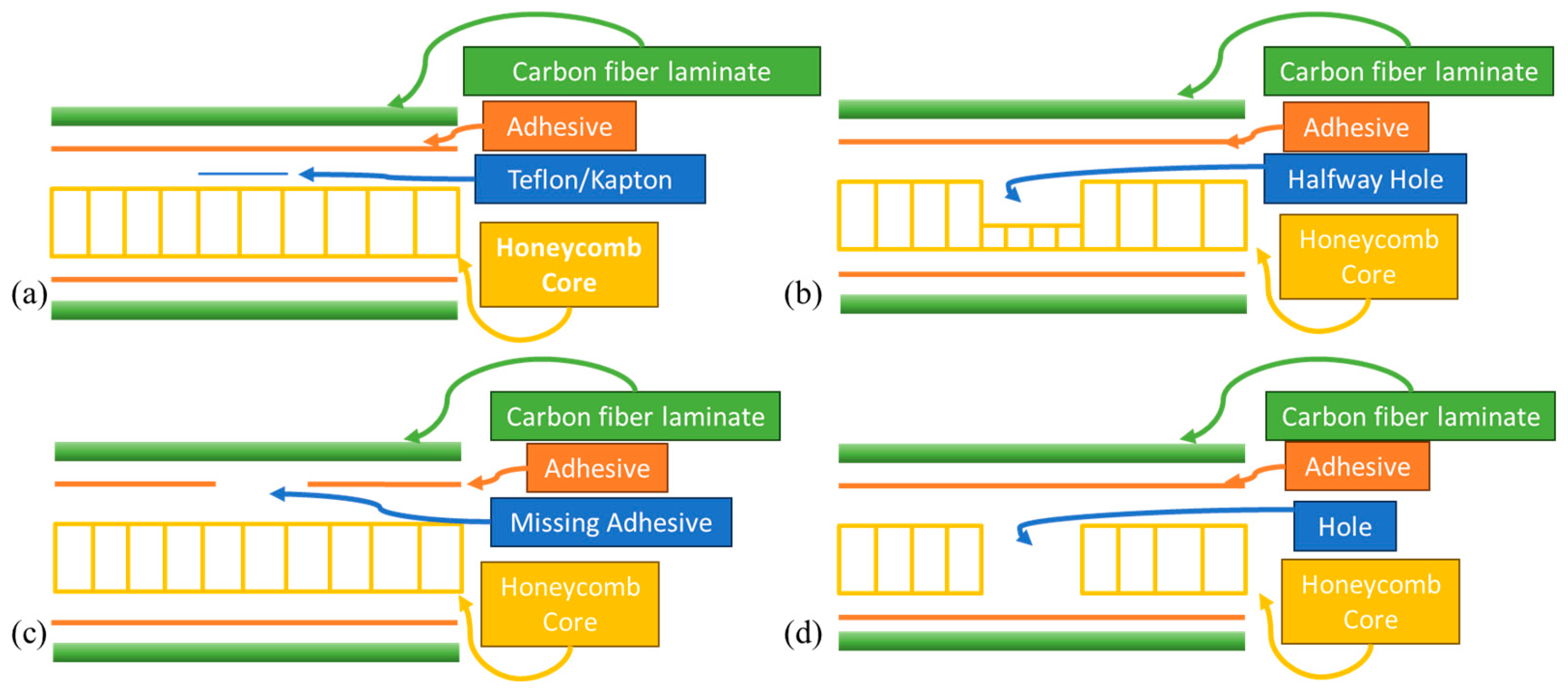
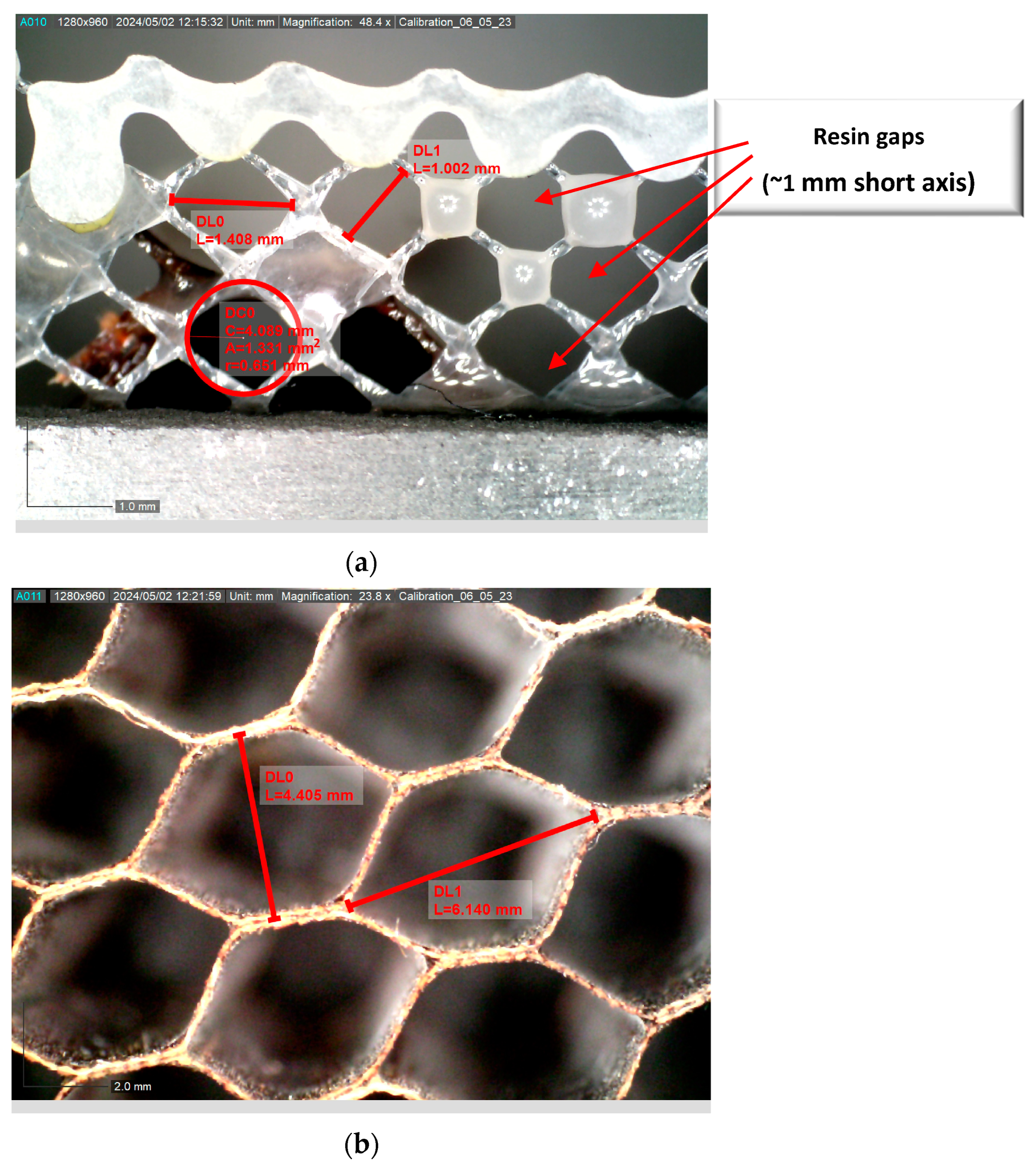
2.1. Manufacturing Method
2.2. Inspection Methodology
2.2.1. Ultrasound Methodology
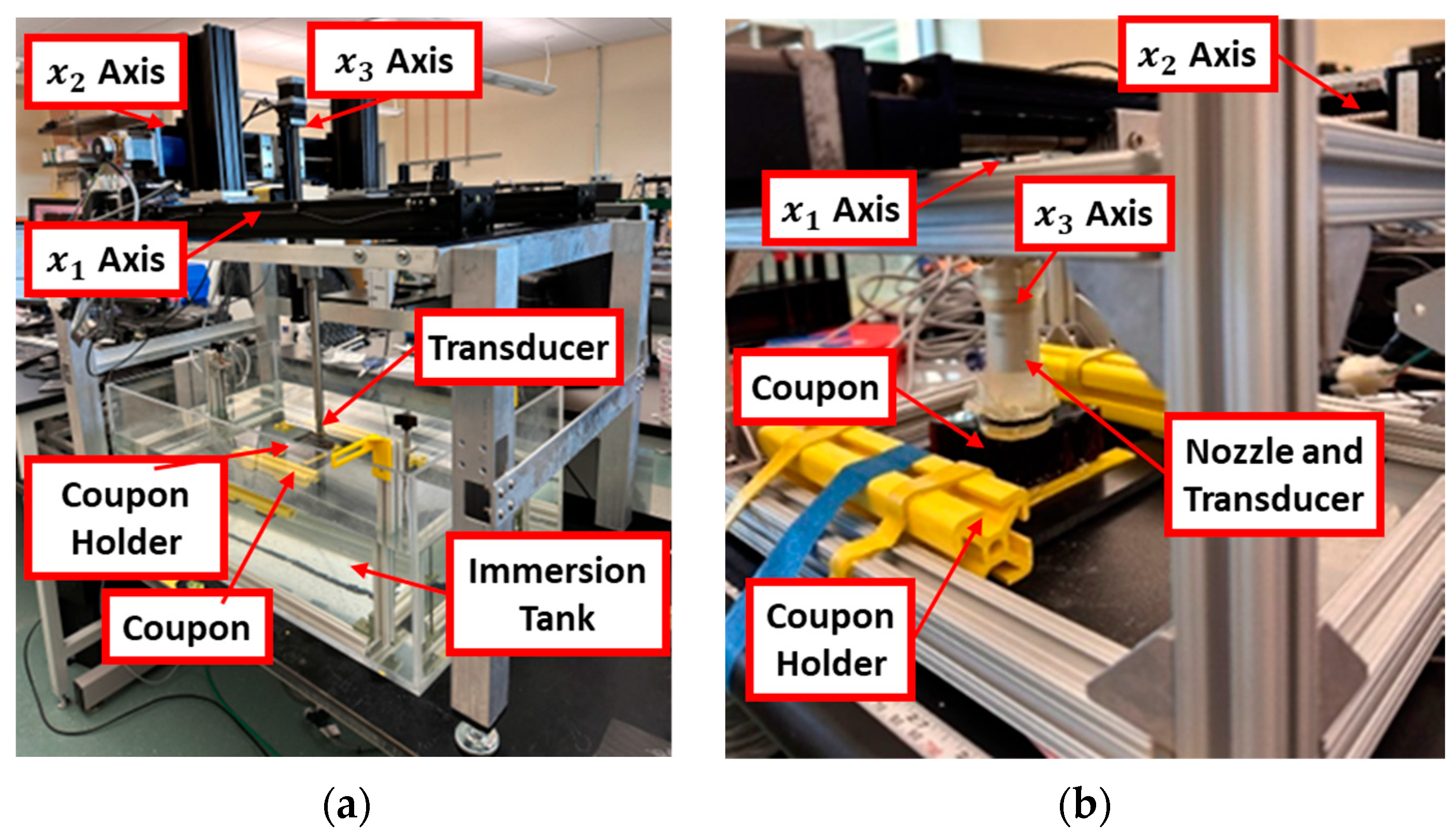
2.2.2. Scanning System Set Up—Immersion Tank Inspection
2.2.3. Scanning System Set Up—Portable System (Out-of-Tank) Inspection
2.3. Data Reduction Methodology

3. Results
3.1. Defect Size Study
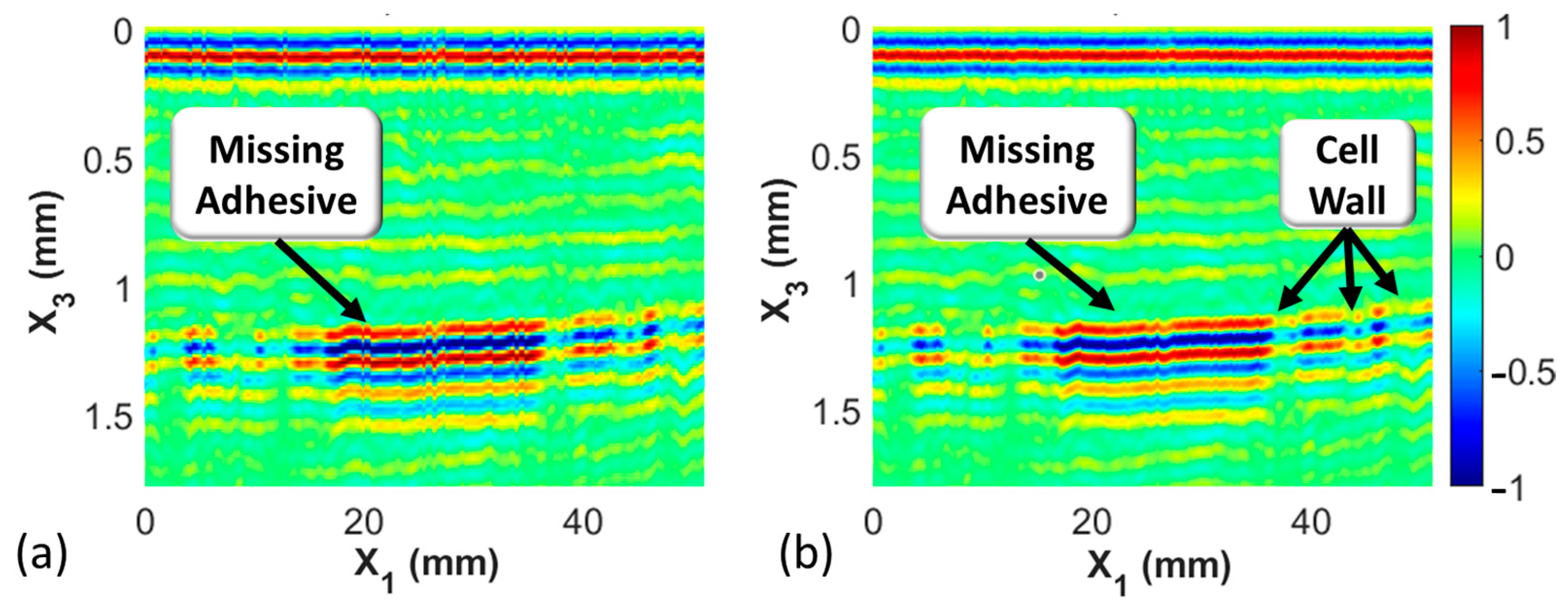
3.2. Defect Type Study
3.3. High-Resolution Capability and Variations in Adhesive Layer
3.4. Comparison between Portable Inspection System and Immersion Inspection System
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Castanie, B.; Bouvet, C.; Ginot, M. Review of composite sandwich structure in aeronautic applications. Compos. Part C Open Access 2020, 1, 100004. [Google Scholar] [CrossRef]
- Davies, J.M. Lightweight Sandwich Construction; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Niedermeyer, M. X-33 LH2 Tank Failure Investigation Findings. Available online: https://ntrs.nasa.gov/citations/20030067586 (accessed on 21 March 2024).
- Sikdar, S.; Banerjee, S. Identification of disbond and high density core region in a honeycomb composite sandwich structure using ultrasonic guided waves. Compos. Struct. 2016, 152, 568–578. [Google Scholar] [CrossRef]
- Girolamo, D.; Chang, H.-Y.; Yuan, F.-G. Impact damage visualization in a honeycomb composite panel through laser inspection using zero-lag cross-correlation imaging condition. Ultrasonics 2018, 87, 152–165. [Google Scholar] [CrossRef] [PubMed]
- Dong, Z.; Chen, W.; Saito, O.; Okabe, Y. Disbond detection of honeycomb sandwich structure through laser ultrasonics using signal energy map and local cross-correlation. J. Sandw. Struct. Mater. 2023, 25, 501–517. [Google Scholar] [CrossRef]
- Uddin, M.N.; Gandy, H.T.N.; Rahman, M.M.; Asmatulu, R. Adhesiveless honeycomb sandwich structures of prepreg carbon fiber composites for primary structural applications. Adv. Compos. Hybrid Mater. 2019, 2, 339–350. [Google Scholar] [CrossRef]
- Hay, T.R.; Wei, L.; Rose, J.L.; Hayashi, T. Rapid Inspection of Composite Skin-Honeycomb Core Structures with Ultrasonic Guided Waves. J. Compos. Mater. 2003, 37, 929–939. [Google Scholar] [CrossRef]
- Shrestha, R.; Choi, M.; Kim, W. Thermographic inspection of water ingress in composite honeycomb sandwich structure: A quantitative comparison among Lock-in thermography algorithms. Quant. InfraRed Thermogr. J. 2021, 18, 92–107. [Google Scholar] [CrossRef]
- Hagemaier, D.J. NDT of aluminium-brazed titanium honeycomb structure. Non-Destr. Test. 1976, 9, 107–116. [Google Scholar] [CrossRef]
- He, Y.; Tian, G.; Pan, M.; Chen, D. Non-destructive testing of low-energy impact in CFRP laminates and interior defects in honeycomb sandwich using scanning pulsed eddy current. Compos. Part B Eng. 2014, 59, 196–203. [Google Scholar] [CrossRef]
- Underhill, P.R.; Rellinger, T.; Krause, T.W.; Wowk, D. Eddy Current Array Inspection of Damaged CFRP Sandwich Panels. J. Nondestruct. Eval. Diagn. Progn. Eng. Syst. 2020, 3, 031104. [Google Scholar] [CrossRef]
- Rellinger, T.; Underhill, P.R.; Krause, T.W.; Wowk, D. Combining eddy current, thermography and laser scanning to characterize low-velocity impact damage in aerospace composite sandwich panels. NDT E Int. 2021, 120, 102421. [Google Scholar] [CrossRef]
- Ren, Y.; Zeng, Z.; Jiao, S. Eddy current testing of CFRP/Aluminium honeycomb sandwich structure. Nondestruct. Test. Eval. 2024, 1–13. [Google Scholar] [CrossRef]
- Papanaboina, M.R. Non-Destructive Evaluation of Honeycomb Sandwich Using Ultrasonic Phased Arrays. Kauno Technologijos Universitetas. 2019. Available online: https://epubl.ktu.edu/object/elaba:38191574/ (accessed on 15 April 2024).
- Qin, Y.-W.; Bao, N.-K. Infrared thermography and its application in the NDT of sandwich structures. Opt. Lasers Eng. 1996, 25, 205–211. [Google Scholar] [CrossRef]
- Ibarra-Castanedo, C.; Piau, J.-M.; Guilbert, S.; Avdelidis, N.P.; Genest, M.; Bendada, A.; Maldague, X.P.V. Comparative Study of Active Thermography Techniques for the Nondestructive Evaluation of Honeycomb Structures. Res. Nondestruct. Eval. 2009, 20, 1–31. [Google Scholar] [CrossRef]
- Usamentiaga, R.; Venegas, P.; Guerediaga, J.; Vega, L.; López, I. Non-destructive inspection of drilled holes in reinforced honeycomb sandwich panels using active thermography. Infrared Phys. Technol. 2012, 55, 491–498. [Google Scholar] [CrossRef]
- Zhao, H.; Zhou, Z.; Fan, J.; Li, G.; Sun, G. Application of lock-in thermography for the inspection of disbonds in titanium alloy honeycomb sandwich structure. Infrared Phys. Technol. 2017, 81, 69–78. [Google Scholar] [CrossRef]
- Hu, C.; Duan, Y.; Liu, S.; Yan, Y.; Tao, N.; Osman, A.; Ibarra-Castanedo, C.; Sfarra, S.; Chen, D.; Zhang, C. LSTM-RNN-based defect classification in honeycomb structures using infrared thermography. Infrared Phys. Technol. 2019, 102, 103032. [Google Scholar] [CrossRef]
- Guo, B.; Zheng, X.; Gerini-Romagnoli, M.; Yang, L. Digital shearography for NDT: Determination and demonstration of the size and the depth of the smallest detectable defect. NDT E Int. 2023, 139, 102927. [Google Scholar] [CrossRef]
- Akatay, A.; Bora, M.Ö.; Fidan, S.; Çoban, O. Damage characterization of three point bended honeycomb sandwich structures under different temperatures with cone beam computed tomography technique. Polym. Compos. 2018, 39, 46–54. [Google Scholar] [CrossRef]
- Crupi, V.; Epasto, G.; Guglielmino, E.; Mozafari, H.; Najafian, S. Computed tomography-based reconstruction and finite element modelling of honeycomb sandwiches under low-velocity impacts. J. Sandw. Struct. Mater. 2014, 16, 377–397. [Google Scholar] [CrossRef]
- Rivera, A.X.; Venkataraman, S.; Hyonny, K.; Pineda, E.J.; Bergan, A. Characterization and Modeling of Cell Wall Imperfections in Aluminum Honeycomb Cores using X-ray CT Imaging. In Proceedings of the AIAA Scitech 2021 Forum, Virtual, 11–15 & 19–21 January 2021; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2021. [Google Scholar] [CrossRef]
- Gebrehiwet, L.; Chimido, A.; Melaku, W.; Tesfaye, E. A Review of Common Aerospace Composite Defects Detection Methodologies. Int. J. Res. Publ. Rev. 2023, 4, 1829–1846. [Google Scholar]
- Krautkrämer, J.; Krautkrämer, H. Ultrasonic Testing of Materials; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Du, B.; He, Y.; He, Y.; Zhang, C. Progress and trends in fault diagnosis for renewable and sustainable energy system based on infrared thermography: A review. Infrared Phys. Technol. 2020, 109, 103383. [Google Scholar] [CrossRef]
- Lobanov, L.M.; Savytskyi, V.V.; Kyianets, I.V.; Shutkevich, O.P.; Shyian, K.V. Non-Destructive Testing of Elements of Titanium Honeycomb Panels by Shearography Method Using Vacuum Load. Tech. Diagn. Non-Destr. Test. 2021, C440, 49. [Google Scholar] [CrossRef]
- GRevel, M.; Pandarese, G.; Allevi, G. Quantitative defect size estimation in shearography inspection by wavelet transform and shear correction. In Proceedings of the 2017 IEEE International Workshop on Metrology for AeroSpace (MetroAeroSpace), Padua, Italy, 21–23 June 2017; pp. 535–540. [Google Scholar]
- Frohlich, H.B.; Fantin, A.V.; de Oliveira, B.C.F.; Willemann, D.P.; Iervolino, L.A.; Benedet, M.E.; Junior, A.A.G. Defect classification in shearography images using convolutional neural networks. In Proceedings of the 2018 International Joint Conference on Neural Networks (IJCNN), Rio de Janeiro, Brazil, 8–13 July 2018; pp. 1–7. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, S.; Rui, X.; Zhu, X.; Sun, J. A skin-core debonding quantitative algorithm based on hexagonal units reconstruction for air-coupled ultrasonic C-scan images of honeycomb sandwich structure. Appl. Acoust. 2022, 198, 108964. [Google Scholar] [CrossRef]
- Hsu, D.K. Nondestructive testing using air-borne ultrasound. Ultrasonics 2006, 44, e1019–e1024. [Google Scholar] [CrossRef]
- Zhou, Z.; Ma, B.; Jiang, J.; Yu, G.; Liu, K.; Zhang, D.; Liu, W. Application of wavelet filtering and Barker-coded pulse compression hybrid method to air-coupled ultrasonic testing. Nondestruct. Test. Eval. 2014, 29, 297–314. [Google Scholar] [CrossRef]
- Blandford, B.M.; Jack, D.A. High resolution depth and area measurements of low velocity impact damage in carbon fiber laminates via an ultrasonic technique. Compos. Part B Eng. 2020, 188, 107843. [Google Scholar] [CrossRef]
- Blackman, N.J.; Jack, D.A.; Blandford, B.M. Improvement in the Quantification of Foreign Object Defects in Carbon Fiber Laminates Using Immersion Pulse-Echo Ultrasound. Materials 2021, 14, 2919. [Google Scholar] [CrossRef]
- Pisharody, A.P.; Blandford, B.; Smith, D.E.; Jack, D.A. An experimental investigation on the effect of adhesive distribution on strength of bonded joints. Appl. Adhes. Sci. 2019, 7, 6. [Google Scholar] [CrossRef]
- Jack, D.A.; Blackman, N.J.; Blandford, B.M. System and Method for Real-Time Visualization of Foreign Objects within a Material. U.S. Patent US20210364472A1, 25 November 2021. Available online: https://patents.google.com/patent/US20210364472A1/en (accessed on 16 April 2024).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coupon Identifier | Defect Type | Diameter (mm) from Microscopy |
|---|---|---|
| 1 | Missing Adhesive | 7.9 |
| 2 | Missing Adhesive | 19.0 |
| 3 | Missing Adhesive | 40.8 |
| 4 | Kapton Film | 4.7 |
| 5 | Kapton Film | 20.0 |
| 6 | Kapton Film | 40.3 |
| 7 | Hole | 5.7 |
| 8 | Hole | 18.8 |
| 9 | Hole | 34.8 |
| 10 | PTFE Film | 5.0 |
| 11 | PTFE Film | 20.0 |
| 12 | PTFE Film | 40.4 |
| 13 | Crushed Hole | 6.4 |
| 14 | Crushed Hole | 19.3 |
| 15 | Crushed Hole | 35.5 |
| Coupon | Defect Type | Diameter (mm) Microscopy | Diameter (mm) UT Results | Error (mm) |
|---|---|---|---|---|
| 1 | Missing Adhesive | 7.9 | 8.3 | 0.4 |
| 2 | Missing Adhesive | 19.0 | 19.2 | 0.2 |
| 3 | Missing Adhesive | 40.8 | 41.1 | 0.3 |
| 4 | Kapton Film | 4.7 | 5.1 | 0.4 |
| 5 | Kapton Film | 20.0 | 21.3 | 1.3 |
| 6 | Kapton Film | 40.3 | 40.8 | 0.5 |
| 7 | Hole | 5.7 | 6.3 | 0.6 |
| 8 | Hole | 18.8 | 18.4 | 0.4 |
| 9 | Hole | 34.8 | 35.0 | 0.2 |
| 10 | PTFE Film | 5.0 | 4.2 | 0.8 |
| 11 | PTFE Film | 20.0 | 20.5 | 0.5 |
| 12 | PTFE Film | 40.4 | 41.3 | 0.9 |
| 13 | Crushed Hole | 6.4 | 7.2 | 0.8 |
| 14 | Crushed Hole | 19.3 | 19.1 | 0.2 |
| 15 | Crushed Hole | 35.5 | 34.3 | 1.2 |
| Coupon | Defect Type | Diameter (mm) Microscopy | Diameter (mm) Immersion UT Results |
Diameter (mm) Portable UT Results |
|---|---|---|---|---|
| 2 | Missing Adhesive | 19.0 | 19.2 | 20.3 |
| 5 | Kapton Film | 20.0 | 21.3 | 20.34 |
| 8 | Hole | 18.8 | 18.4 | 17.07 |
| 11 | PTFE Film | 20.0 | 20.5 | 18.7 |
| 14 | Crushed Hole | 19.3 | 19.1 | 18.58 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khademi, M.; Pulipati, D.P.; Jack, D.A. Nondestructive Inspection and Quantification of Select Interface Defects in Honeycomb Sandwich Panels. Materials 2024, 17, 2772. https://doi.org/10.3390/ma17112772
Khademi M, Pulipati DP, Jack DA. Nondestructive Inspection and Quantification of Select Interface Defects in Honeycomb Sandwich Panels. Materials. 2024; 17(11):2772. https://doi.org/10.3390/ma17112772
Chicago/Turabian StyleKhademi, Mahsa, Daniel P. Pulipati, and David A. Jack. 2024. "Nondestructive Inspection and Quantification of Select Interface Defects in Honeycomb Sandwich Panels" Materials 17, no. 11: 2772. https://doi.org/10.3390/ma17112772