

Effects of Low-Temperature Heat Treatment on Mechanical and Thermophysical Properties of Cu-10Sn Alloys Fabricated by Laser Powder Bed Fusion


Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimen Preparation
2.2. Testing Procedures
2.3. Material Characterization
2.4. Thermodynamic Modeling
3. Results and Discussion
3.1. Microstructural Characterization
3.2. Mechanical Performance: Hardness
3.3. Thermal Diffusivity Evaluation
4. Conclusions
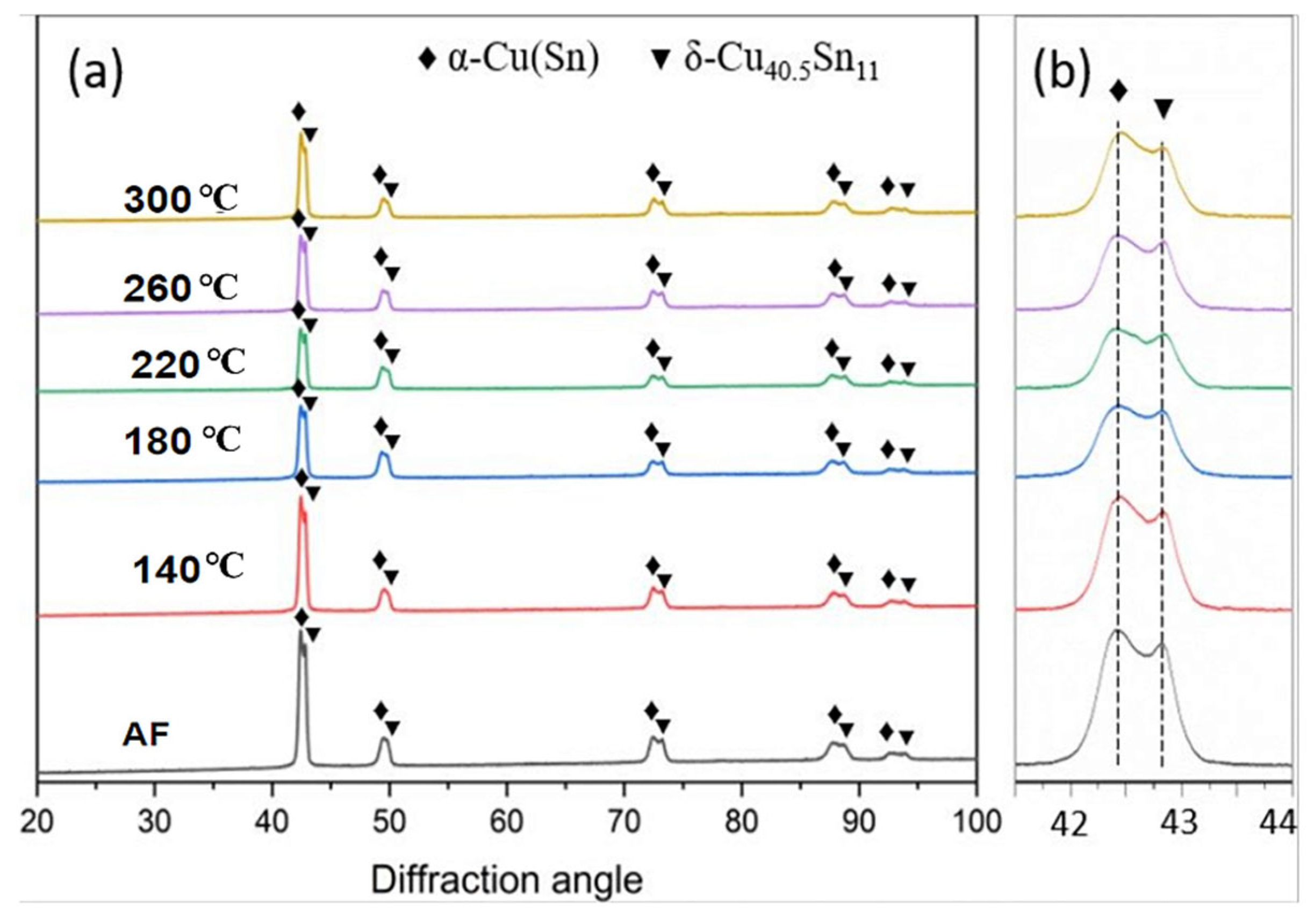
- Both the AF and heat-treated samples consisted of a Cu-rich α phase and a Sn-rich δ phase with negligible Sn diffusion into the α-phase during fabrication and low-temperature heat treatment process based on XRD tests.
- Both the AF and heat-treated samples exhibited similar grain structure and almost the same grain sizes. The value of the average grain size of the AF sample was ~2 μm, followed closely by an average size of ~1.9 μm across all heat-treated samples.
- The heat-treated samples displayed higher average hardness compared with the AF sample. This finding was primarily attributed to the formation of Cu3Sn phases during low-temperature heat treatment, as predicted and verified through Thermo-Calc calculations. Peak hardness was achieved at a heat treatment temperature of 180 °C, reaching an average hardness value of 173.3 HV0.5.
- The discrepancy between the hardness experimental test results and the Thermo-Calc calculations for low-temperature heat treatments at 140 °C suggested that a holding time of 60 min was not adequate to cause the formation of a higher concentration of Cu3Sn precipitates and consequently induce strengthening.
- The thermal diffusivities of the heat-treated samples were slightly higher than that of the AF sample, which was mainly due to the reduction of atomic-level defects, vacancies, and reduced Sn content in Cu matrix after heat treatments.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Neikov, O.D.; Naboychenko, S.; Yefimov, N.V. Handbook of Non-Ferrous Metal Powders: Technologies and Applications; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Mehta, A.; Zhou, L.; Hyer, H.; Huynh, T.; Lu, B.; Graydon, K.; Drobner, E.J.; Park, S.H.; Sohn, Y. Microstructural characteristics and mechanical properties of additively manufactured Cu-10Sn alloys by laser powder bed fusion. Mater. Sci. Eng. A 2022, 838, 142775. [Google Scholar] [CrossRef]
- Bhat, A.; Balla, V.K.; Bysakh, S.; Basu, D.; Bose, S.; Bandyopadhyay, A. Carbon nanotube reinforced Cu-10Sn alloy composites: Mechanical and thermal properties. Mater. Sci. Eng. A 2011, 528, 6727–6732. [Google Scholar] [CrossRef]
- Ünlü, B.S.; Atik, E. Evaluation of effect of alloy elements in copper based CuSn10 and CuZn30 bearings on tribological and mechanical properties. J. Alloys Compd. 2010, 489, 262–268. [Google Scholar] [CrossRef]
- Zeng, C.; Zhang, B.; Ettefagh, A.H.; Wen, H.; Yao, H.; Meng, W.; Guo, S. Mechanical, thermal, and corrosion properties of Cu-10Sn alloy prepared by laser-powder-bed-fusion additive manufacturing. Addit. Manuf. 2020, 35, 101411. [Google Scholar] [CrossRef]
- Osakwe, F.O.; Nwaeju, C.C.; Edoziuno, F.O. Effect of zinc and nickel micro-additions on the structure and mechanical properties of tin-bronze (Cu-10% Sn) alloy. Int. J. Acad. Res. Dev. 2017, 2, 29–35. [Google Scholar]
- Tan, M.; Xiufang, B.; Xianying, X.; Yanning, Z.; Jing, G.; Baoan, S. Correlation between viscosity of molten Cu-Sn alloys and phase diagram. Phys. B Condens. Matter 2007, 387, 1–5. [Google Scholar] [CrossRef]
- Canakci, A.; Varol, T.; Cuvalci, H.; Erdemir, F.; Ozkaya, S.; Yalcın, E. Synthesis of novel CuSn10-graphite nanocomposite powders by mechanical alloying. Micro Nano Lett. 2014, 9, 109–112. [Google Scholar] [CrossRef]
- Chen, X.; Wang, Z.; Ding, D.; Tang, H.; Qiu, L.; Luo, X.; Shi, G. Strengthening and toughening strategies for tin bronze alloy through fabricating in-situ nanostructured grains. Mater. Des. 2015, 66, 60–66. [Google Scholar] [CrossRef]
- Mao, Z.; Zhang, D.Z.; Wei, P.; Zhang, K. Manufacturing Feasibility and Forming Properties of Cu-4Sn in Selective Laser Melting. Materials 2017, 10, 333. [Google Scholar] [CrossRef]
- Karthik, M.; Abhinav, J.; Shankar, K.V. Morphological and Mechanical Behaviour of Cu-Sn Alloys—A review. Met. Mater. Int. 2021, 27, 1915–1946. [Google Scholar] [CrossRef]
- Scudino, S.; Unterdörfer, C.; Prashanth, K.; Attar, H.; Ellendt, N.; Uhlenwinkel, V.; Eckert, J. Additive manufacturing of Cu-10Sn bronze. Mater. Lett. 2015, 156, 202–204. [Google Scholar] [CrossRef]
- Ettefagh, A.H.; Zeng, C.; Guo, S.; Raush, J. Corrosion behavior of additively manufactured Ti-6Al-4V parts and the effect of post annealing. Addit. Manuf. 2019, 28, 252–258. [Google Scholar] [CrossRef]
- Gaiani, S.; Ferrari, E.; Gozzi, M.; Di Giovanni, M.T.; Gualtieri, M.L.; Colombini, E.; Veronesi, P. Impact of Post-Process Heat Treatments Performed on Ti6Al4V Titanium Alloy Specimens Obtained Using LPBF Technology. Technologies 2023, 11, 100. [Google Scholar] [CrossRef]
- Chowdhury, S.; Yadaiah, N.; Prakash, C.; Ramakrishna, S.; Dixit, S.; Gupta, L.R.; Buddhi, D. Laser powder bed fusion: A state-of-the-art review of the technology, materials, properties & defects, and numerical modelling. J. Mater. Res. Technol. 2022, 20, 2109–2172. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M.; Easton, M. 2-Powder bed fusion processes: An overview. In Laser Additive Manufacturing; Brandt, M., Ed.; Woodhead Publishing Series in Electronic and Optical Materials; Woodhead Publishing: Oxford, UK, 2017; pp. 55–77. [Google Scholar] [CrossRef]
- Ettefagh, A.H.; Guo, S. Electrochemical behavior of AISI316L stainless steel parts produced by laser-based powder bed fusion process and the effect of post annealing process. Addit. Manuf. 2018, 22, 153–156. [Google Scholar] [CrossRef]
- Mao, Z.; Zhang, D.Z.; Jiang, J.; Fu, G.; Zhang, P. Processing optimisation, mechanical properties and microstructural evolution during selective laser melting of Cu-15Sn high-tin bronze. Mater. Sci. Eng. A 2018, 721, 125–134. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.; Wang, P.; Nai, M.; Loh, N.; Liu, E.; Tor, S. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Günther, J.; Brenne, F.; Droste, M.; Wendler, M.; Volkova, O.; Biermann, H.; Niendorf, T. Design of novel materials for additive manufacturing—Isotropic microstructure and high defect tolerance. Sci. Rep. 2018, 8, 1298. [Google Scholar] [CrossRef]
- Leuders, S.; Thöne, M.; Riemer, A.; Niendorf, T.; Tröster, T.; Richard, H.; Maier, H. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Laleh, M.; Sadeghi, E.; Revilla, R.I.; Chao, Q.; Haghdadi, N.; Hughes, A.E.; Xu, W.; De Graeve, I.; Qian, M.; Gibson, I.; et al. Heat treatment for metal additive manufacturing. Prog. Mater. Sci. 2023, 133, 101051. [Google Scholar] [CrossRef]
- Chen, N.; Ma, G.; Zhu, W.; Godfrey, A.; Shen, Z.; Wu, G.; Huang, X. Enhancement of an additive-manufactured austenitic stainless steel by post-manufacture heat-treatment. Mater. Sci. Eng. A 2019, 759, 65–69. [Google Scholar] [CrossRef]
- Alafaghani, A.; Qattawi, A.; Jaman, S.; Ablat, M.A. Microstructure and mechanical properties of direct metal laser–sintered 15-5PH steel with different solution annealing heat treatments. Int. J. Adv. Manuf. Technol. 2019, 105, 3499–3520. [Google Scholar] [CrossRef]
- Wang, X.; Chou, K. The effects of stress relieving heat treatment on the microstructure and residual stress of Inconel 718 fabricated by laser metal powder bed fusion additive manufacturing process. J. Manuf. Process. 2019, 48, 154–163. [Google Scholar] [CrossRef]
- Herzog, D.; Bartsch, K.; Bossen, B. Productivity optimization of laser powder bed fusion by hot isostatic pressing. Addit. Manuf. 2020, 36, 101494. [Google Scholar] [CrossRef]
- Ge, J.; Huang, Q.; Wang, Y.; Zhang, C.; Liu, Q.; Lu, Z.; Yin, S. Microstructural optimization and mechanical enhancement of SLM Ti6Al4V TPMS scaffolds through vacuum annealing treatment. J. Alloys Compd. 2023, 934, 167524. [Google Scholar] [CrossRef]
- Gruber, K.; Stopyra, W.; Kobiela, K.; Madejski, B.; Malicki, M.; Kurzynowski, T. Mechanical properties of Inconel 718 additively manufactured by laser powder bed fusion after industrial high-temperature heat treatment. J. Manuf. Process. 2022, 73, 642–659. [Google Scholar] [CrossRef]
- Zhang, S.; Bi, F.; Wu, T.; Wang, Y.; Que, Z.; Chang, L. Microstructural investigation of the effect of hot-isostatic-pressing treatment on a laser powder bed fused type 316L stainless steel. Mater. Charact. 2023, 197, 112716. [Google Scholar] [CrossRef]
- Wang, L.; Yang, X.; Robson, J.D.; Sanders, R.E.; Liu, Q. Microstructural evolution of cold-rolled AA7075 sheet during solution treatment. Materials 2020, 13, 2734. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.I.; Lee, K.H.; Mun, H.A.; Kim, H.S.; Hwang, S.W.; Roh, J.W.; Yang, D.J.; Shin, W.H.; Li, X.S.; Lee, Y.H.; et al. Dense dislocation arrays embedded in grain boundaries for high-performance bulk thermoelectrics. Science 2015, 348, 109–114. [Google Scholar] [CrossRef]
- Tekumalla, S.; Seita, M.; Zaefferer, S. Delineating dislocation structures and residual stresses in additively manufactured alloys. Acta Mater. 2024, 262, 119413. [Google Scholar] [CrossRef]
- Mizuno, M.; Sugita, K.; Do, K.; Ishimoto, T.; Nakano, T.; Araki, H. Stability of vacancies in β-type Ti-15Mo-5Zr-3Al alloy fabricated via laser powder bed fusion. Addit. Manuf. Lett. 2023, 7, 100162. [Google Scholar] [CrossRef]
- He, M.; Cao, H.; Liu, Q.; Yi, J.; Ni, Y.; Wang, S. Evolution of dislocation cellular pattern in Inconel 718 alloy fabricated by laser powder-bed fusion. Addit. Manuf. 2022, 55, 102839. [Google Scholar] [CrossRef]
- Popplewell, J.; Procter, R.; Ford, J. On the relation between stress-relief annealing, ordering and stress-corrosion cracking susceptibility in three copper alloys. Corros. Sci. 1972, 12, 193–206. [Google Scholar] [CrossRef]
- Thijs, L.; Kempen, K.; Kruth, J.-P.; Van Humbeeck, J. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef]
- Lu, Y.; Wu, S.; Gan, Y.; Huang, T.; Yang, C.; Junjie, L.; Lin, J. Study on the microstructure, mechanical property and residual stress of SLM Inconel-718 alloy manufactured by differing island scanning strategy. Opt. Laser Technol. 2015, 75, 197–206. [Google Scholar] [CrossRef]
- Moore, P.; Booth, G. 9-Mechanical testing of welds. In The Welding Engineer’s Guide to Fracture and Fatigue; Moore, P., Booth, G., Eds.; Woodhead Publishing: Oxford, UK, 2015; pp. 113–141. [Google Scholar] [CrossRef]
- Kollenberg, W. Hardness. In Concise Encyclopedia of Advanced Ceramic Materials; Brook, R., Ed.; Pergamon: Oxford, UK, 1991; pp. 206–210. [Google Scholar] [CrossRef]
- Singh, A.N. Positron annihilation spectroscopy in tomorrow’s material defect studies. Appl. Spectrosc. Rev. 2016, 51, 339–358. [Google Scholar] [CrossRef]
- 269-mnl.pdf. Available online: https://www.ortec-online.com/-/media/ametekortec/manuals/2/269-mnl.pdf?la=en&revision=c7a43775-a5e4-47b6-9182-aa404937d19f (accessed on 28 March 2024).
- Polity, A.; Rudolf, F.; Nagel, C.; Eichler, S.; Krause-Rehberg, R. Defects in electron-irradiated GaAs studied by positron lifetime spectroscopy. Phys. Rev. B 1997, 55, 10467–10479. [Google Scholar] [CrossRef]
- Polity, A.; Börner, F.; Huth, S.; Eichler, S.; Krause-Rehberg, R. Defects in electron-irradiated Si studied by positron-lifetime spectroscopy. Phys. Rev. B 1998, 58, 10363–10377. [Google Scholar] [CrossRef]
- Spencer, P. A brief history of CALPHAD. Calphad 2007, 32, 1–8. [Google Scholar] [CrossRef]
- Saunders, N.; Miodownik, A.P. CALPHAD (Calculation of Phase Diagrams): A Comprehensive Guide; Elsevier. Available online: https://books.google.com/books?hl=en&lr=&id=ROnQVsNLZUAC&oi=fnd&pg=PP1&dq=calphad+calculation+of+phase+diagrams&ots=JHTy5wkElR&sig=l4857728mjp60WYHNjIef1cE5Rw (accessed on 26 April 2024).
- Kroupa, A. Modelling of phase diagrams and thermodynamic properties using Calphad method–Development of thermodynamic databases. Comput. Mater. Sci. 2013, 66, 3–13. [Google Scholar] [CrossRef]
- Wang, J.; Zhou, X.; Li, J.; Brochu, M.; Zhao, Y.F. Microstructures and properties of SLM-manufactured Cu-15Ni-8Sn alloy. Addit. Manuf. 2020, 31, 100921. [Google Scholar] [CrossRef]
- Sidot, E.; Souissi, N.; Bousselmi, L.; Triki, E.; Robbiola, L. Study of the corrosion behaviour of Cu-10Sn bronze in aerated Na2SO4 aqueous solution. Corros. Sci. 2006, 48, 2241–2257. [Google Scholar] [CrossRef]
- Zhao, R.; Yan, X.; Wang, H.; Song, C.; Li, C.; Mao, L.; Liu, M.; Gao, J.; Sun, Z. Influence of non-equilibrium solidification of melt pools and annealing on microstructure formation and mechanical properties of laser powder bed fusion-built Ti-6Al-4V alloys. Mater. Sci. Eng. A 2023, 873, 144964. [Google Scholar] [CrossRef]
- Akwaboa, S.; Zeng, C.; Amoafo-Yeboah, N.; Ibekwe, S.; Mensah, P. Thermophysical Properties of Laser Powder Bed Fused Ti-6Al-4V and AlSi10Mg Alloys Made with Varying Laser Parameters. Materials 2023, 16, 4920. [Google Scholar] [CrossRef] [PubMed]
- Singh, A.N.; Sharma, P.K.; Agrawal, Y.K. Multifarious Applications of Photoacoustic Spectrophotometer and Its Importance in Forensic Investigation. Appl. Spectrosc. Rev. 2014, 49, 618–634. [Google Scholar] [CrossRef]
- Fong, C.; Dong, A.W.; Hill, A.J.; Boyd, B.J.; Drummond, C.J. Positron annihilation lifetime spectroscopy (PALS): A probe for molecular organisation in self-assembled biomimetic systems. Phys. Chem. Chem. Phys. 2015, 17, 17527–17540. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameter | Value |
|---|---|
| Laser power | 95 W |
| Scanning speed | 200 mm/s |
| Hatch space | 50 μm |
| Layer thickness | 15 μm |
| Temperature (°C) | Mole of Cu3Sn Phase (mol) |
|---|---|
| 140 | 0.14731 |
| 180 | 0.12836 |
| 220 | 0.10664 |
| 260 | 0.08204 |
| 300 | 0.05427 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Honu, E.; Emanet, S.; Chen, Y.; Zeng, C.; Mensah, P. Effects of Low-Temperature Heat Treatment on Mechanical and Thermophysical Properties of Cu-10Sn Alloys Fabricated by Laser Powder Bed Fusion. Materials 2024, 17, 2943. https://doi.org/10.3390/ma17122943
Honu E, Emanet S, Chen Y, Zeng C, Mensah P. Effects of Low-Temperature Heat Treatment on Mechanical and Thermophysical Properties of Cu-10Sn Alloys Fabricated by Laser Powder Bed Fusion. Materials. 2024; 17(12):2943. https://doi.org/10.3390/ma17122943
Chicago/Turabian StyleHonu, Edem, Selami Emanet, Yehong Chen, Congyuan Zeng, and Patrick Mensah. 2024. "Effects of Low-Temperature Heat Treatment on Mechanical and Thermophysical Properties of Cu-10Sn Alloys Fabricated by Laser Powder Bed Fusion" Materials 17, no. 12: 2943. https://doi.org/10.3390/ma17122943