
Optimising Mg-Ca/PLA Composite Filaments for Additive Manufacturing: An Analysis of Particle Content, Size, and Morphology

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
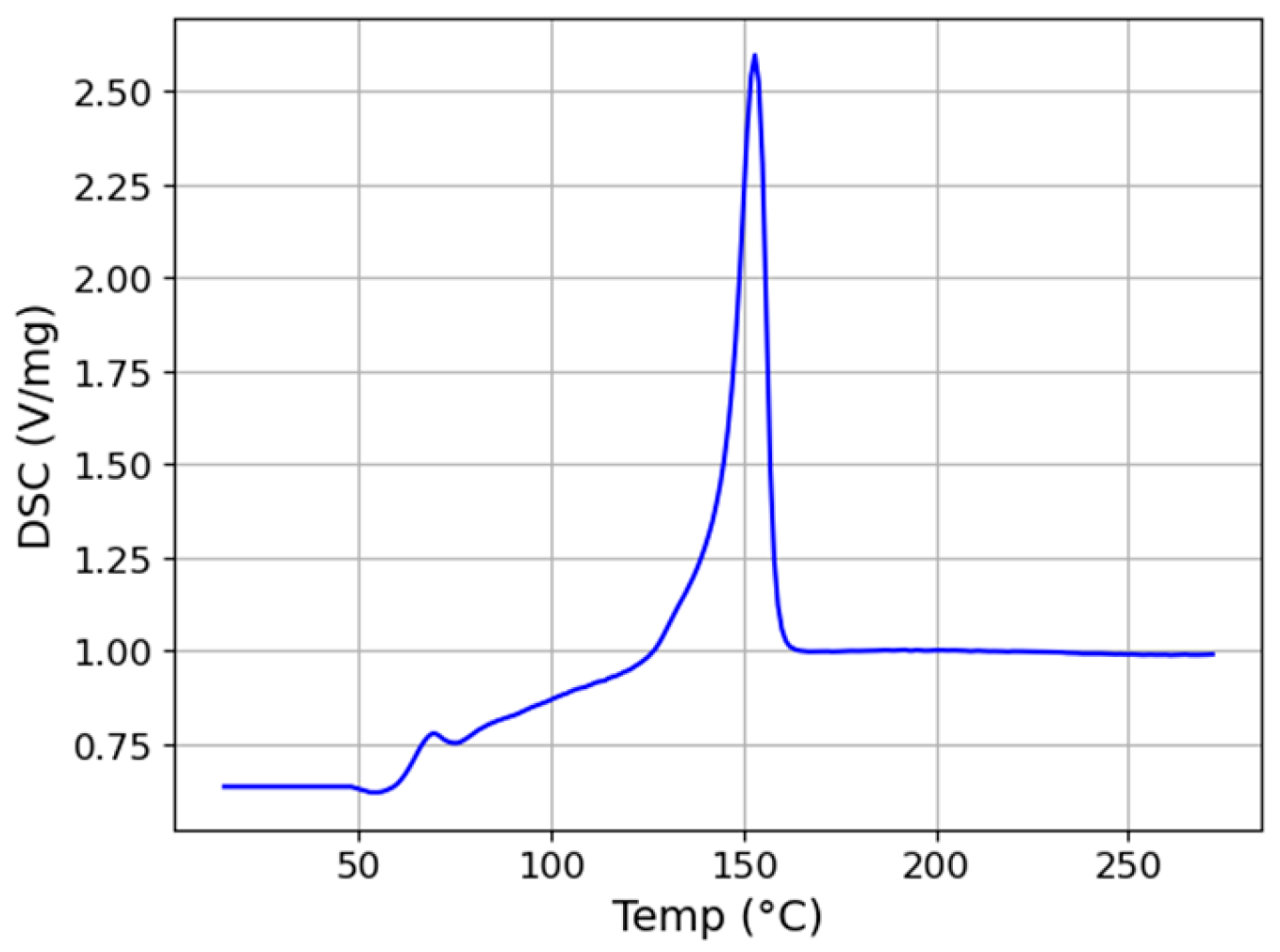
3.1. Thermal Properties
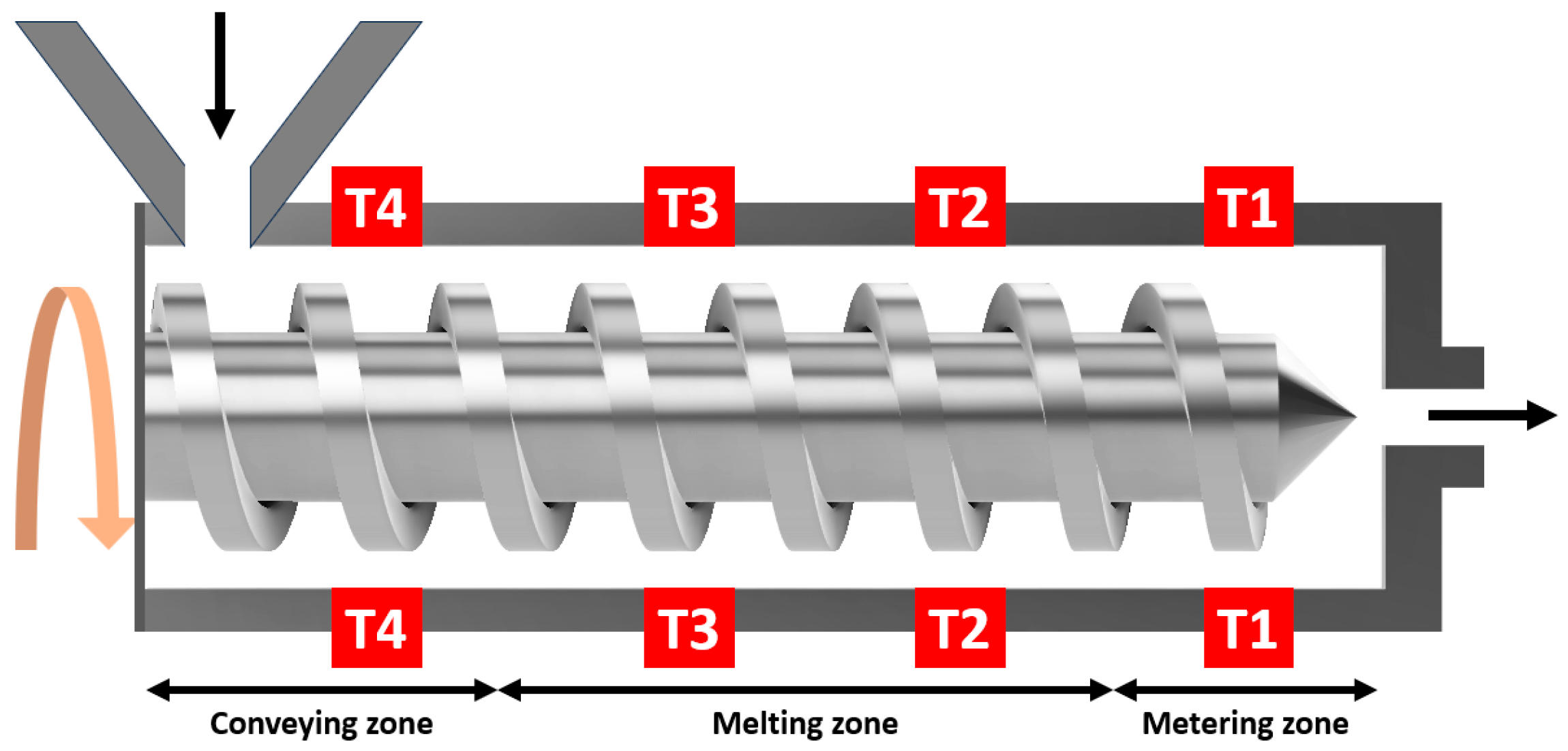
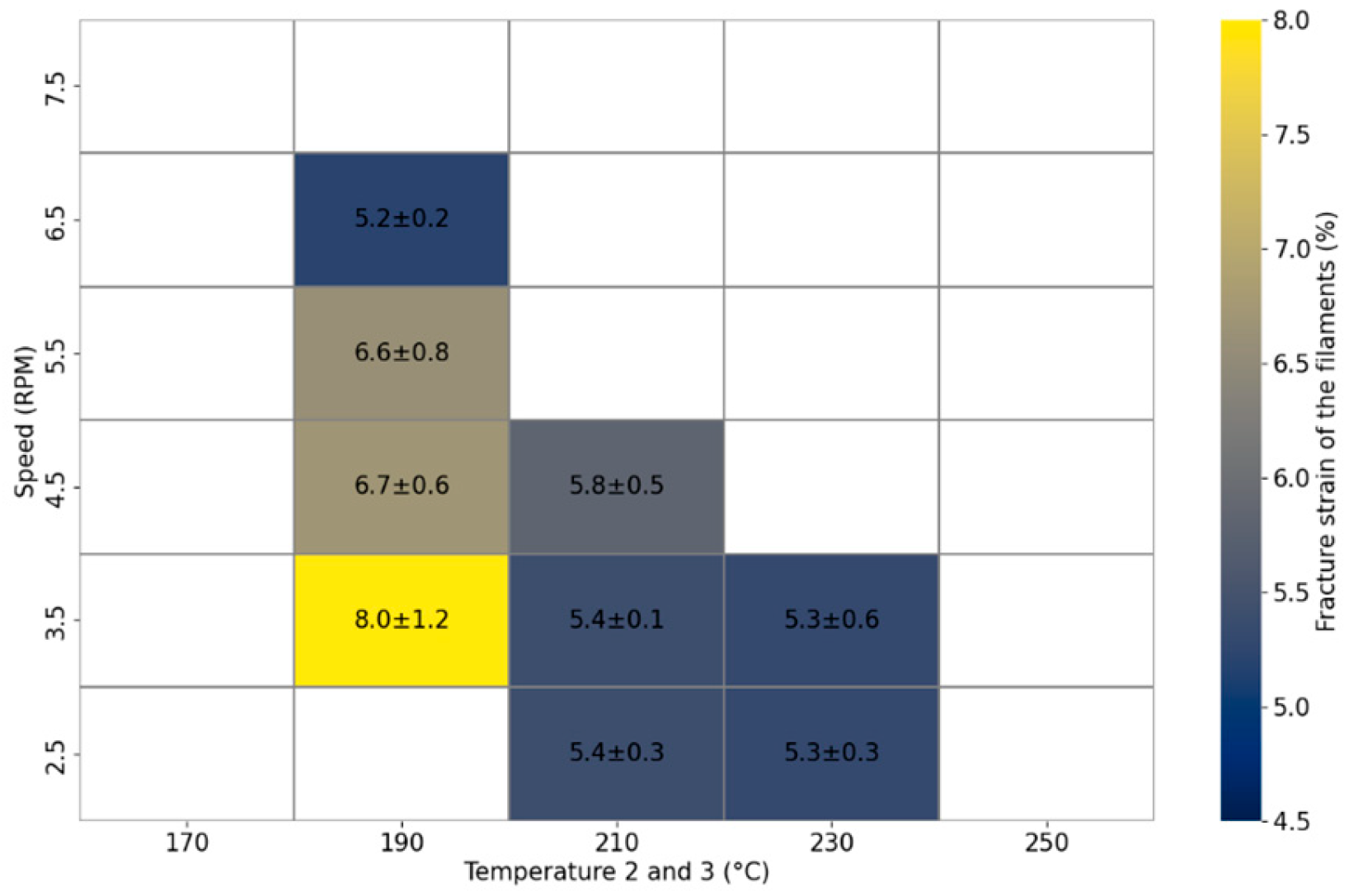
3.2. Optimisation of Extrusion Process
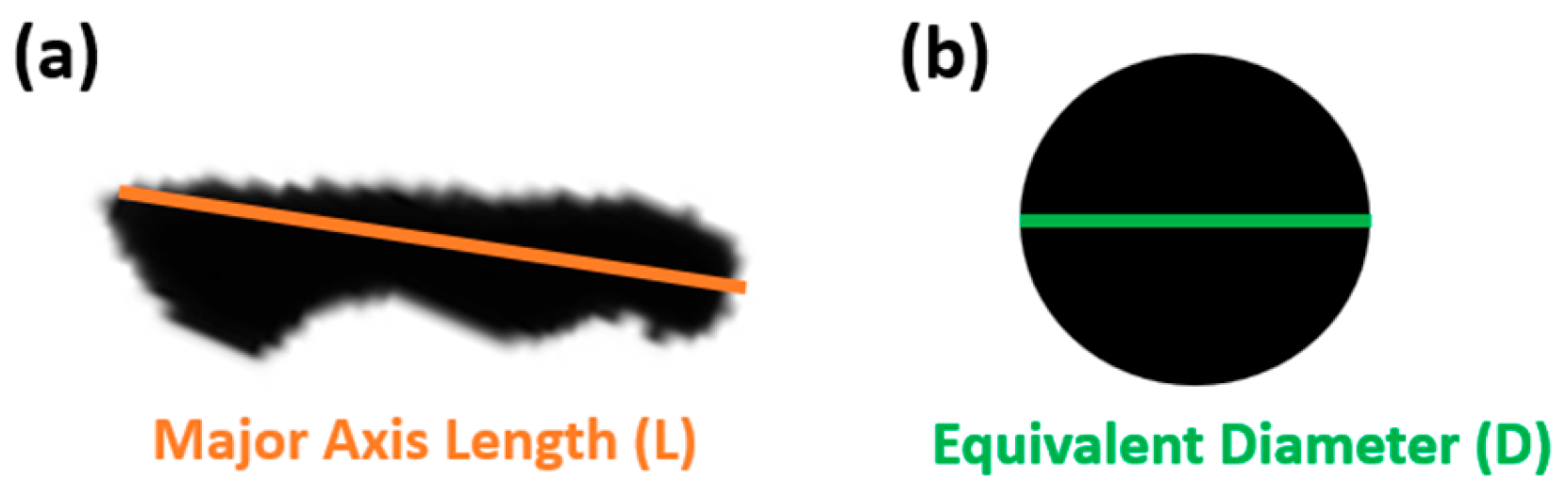
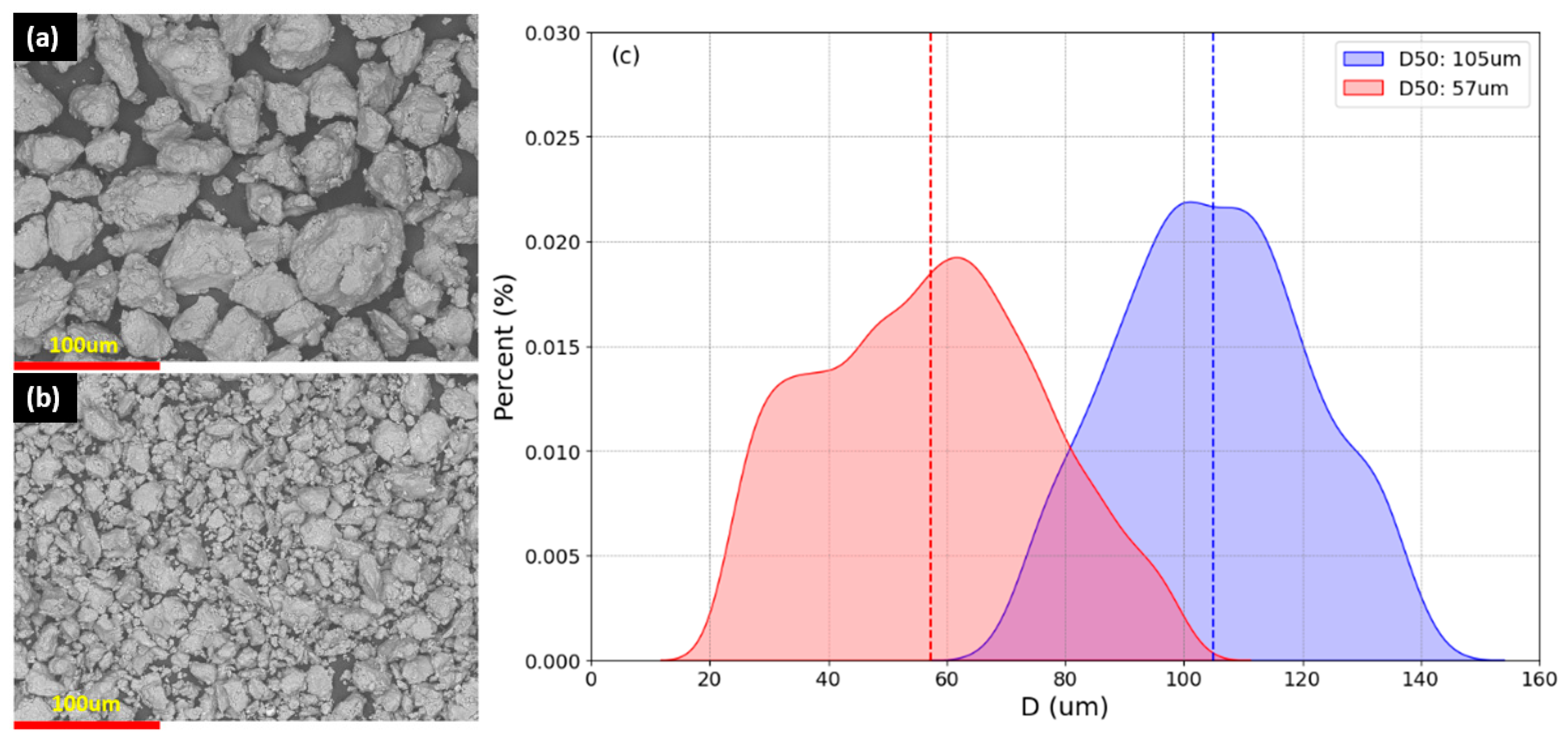
3.3. Powder Size and the Size Distribution Analysis
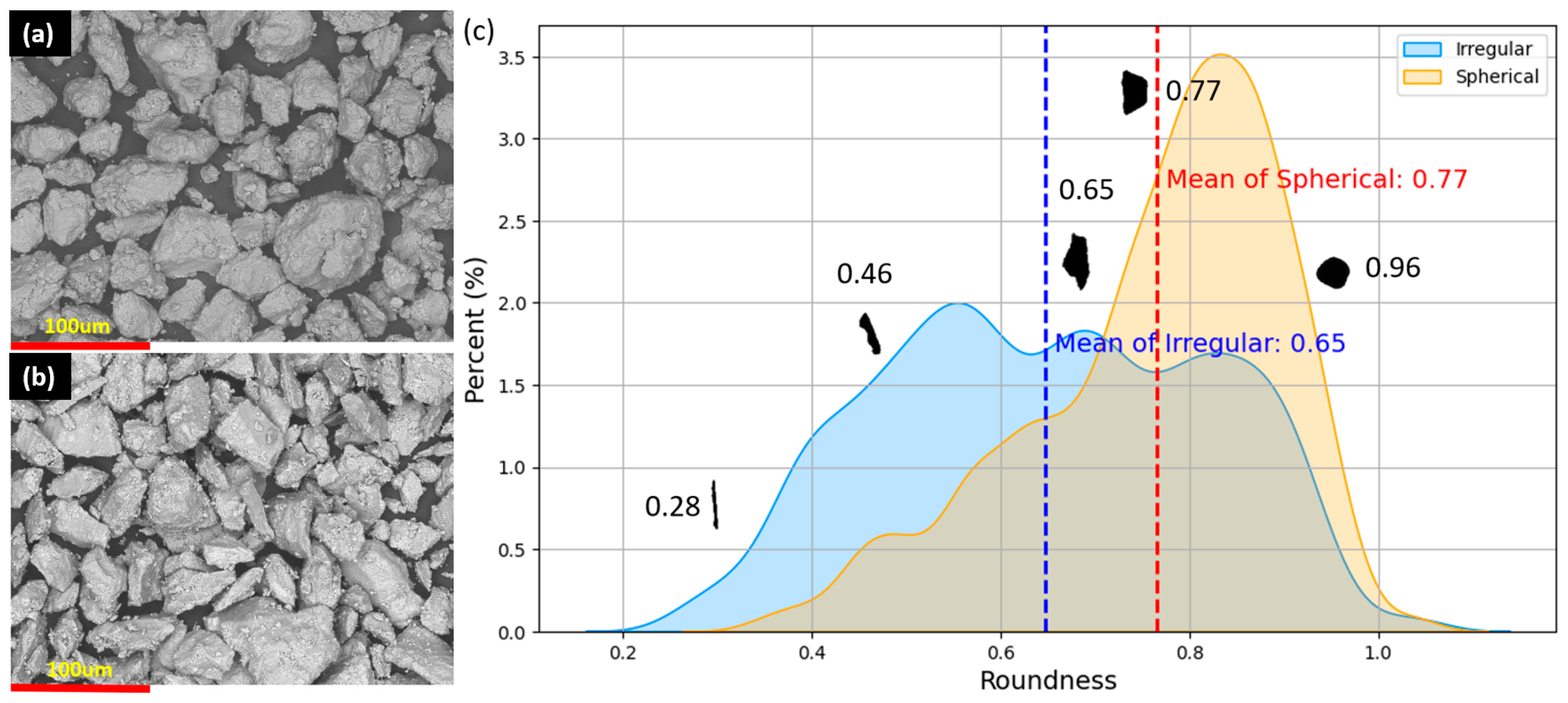
3.4. Powder Morphology Analysis
3.5. Microstructure Characterisation of Composite Filament Cross-Sections
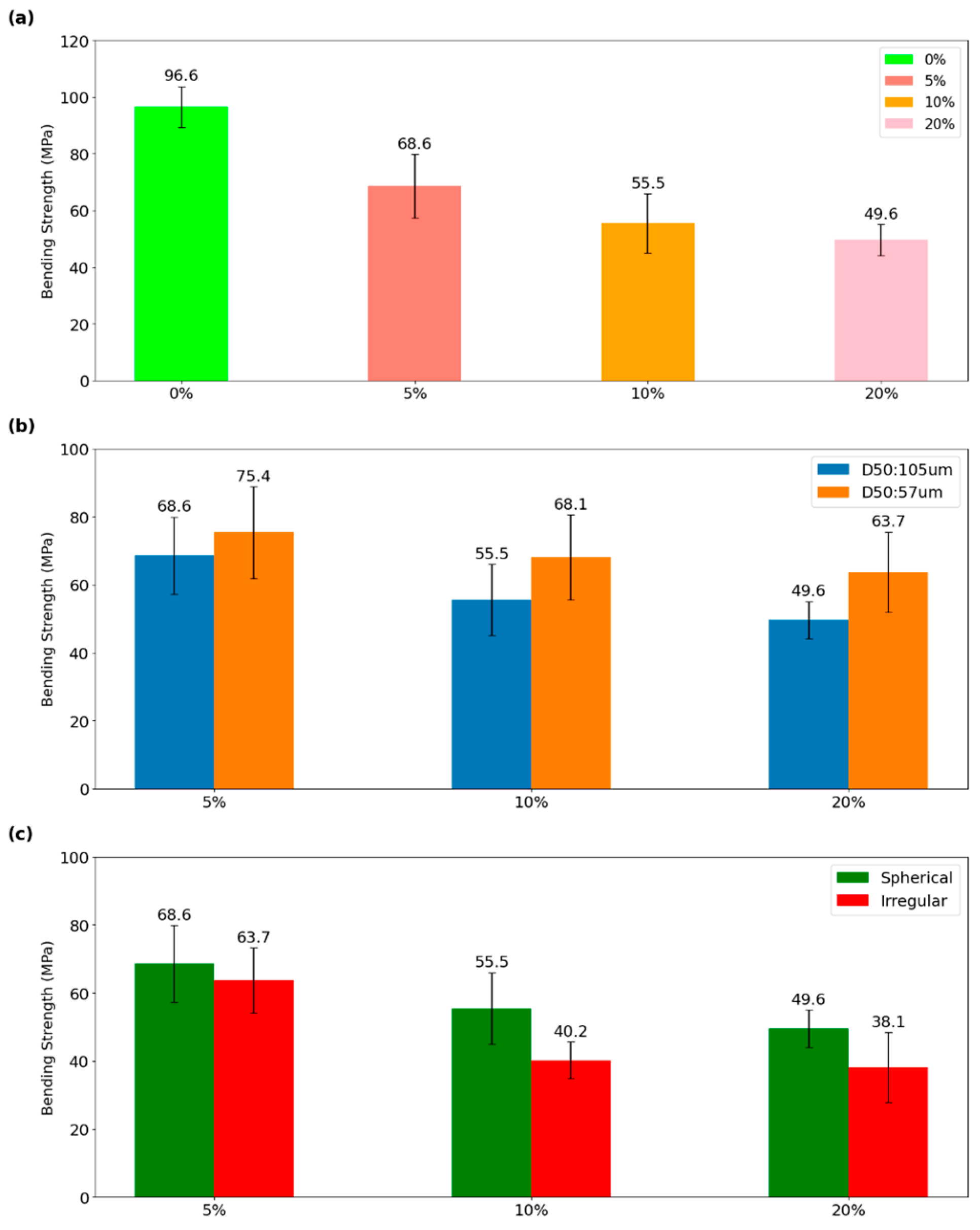
3.6. Effect of Mg-Ca Volume Content, Particle Size, and Morphology on Flexural Strength of Mg-Ca/PLA Composite Filaments
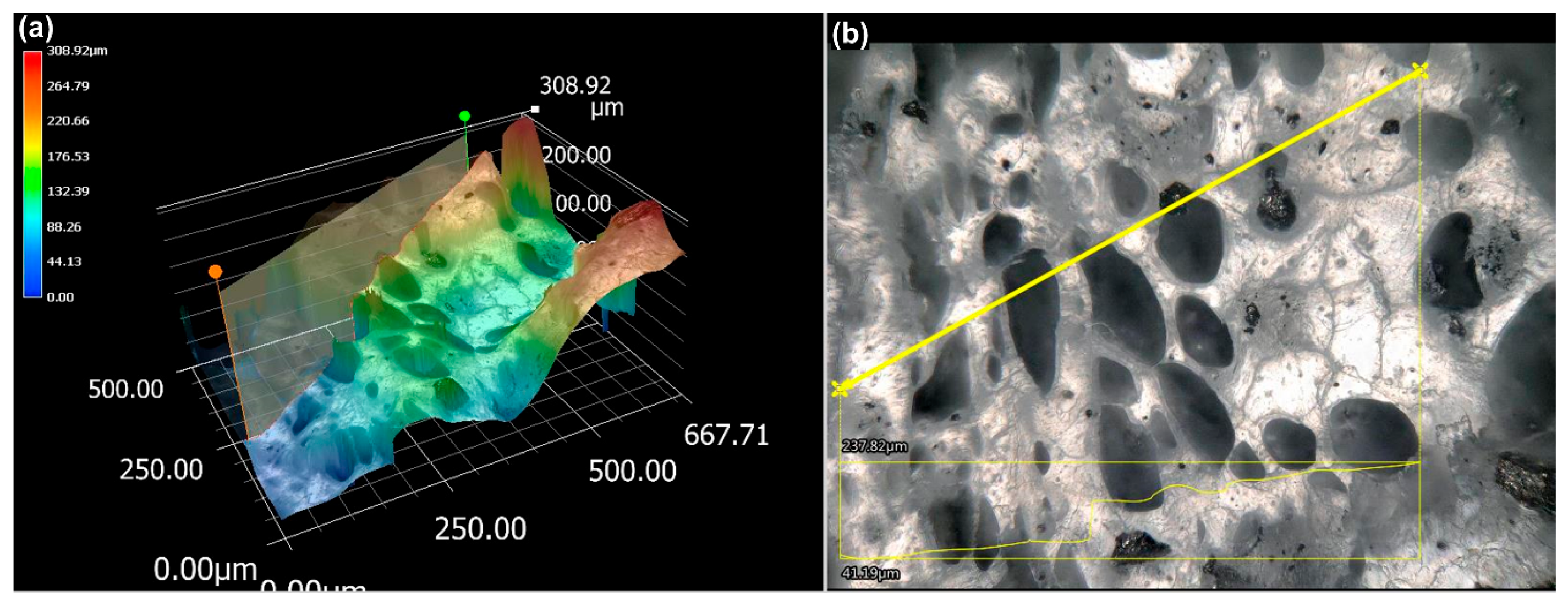
3.7. Topology Analysis of Fracture Surface after the Three-Point Bending Test
3.8. Effect of Mg-Ca Volume Content, Particle Size, and Morphology on the Viscosity of Mg-Ca/PLA Composite Filaments
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kaushik, V.; Kumar, N.; Vignesh, M. Magnesium role in additive manufacturing of biomedical implants—Challenges and opportunities. Addit. Manuf. 2022, 55, 102802. [Google Scholar]
- Tappa, K.; Jammalamadaka, U. Novel Biomaterials Used in Medical 3D Printing Techniques. J. Funct. Biomater. 2018, 9, 17. [Google Scholar] [CrossRef] [PubMed]
- Fernandes, H.R.; Gaddam, A.; Rebelo, A.; Brazete, D.; Stan, G.E.; Ferreira, J.M. Bioactive Glasses and Glass-Ceramics for Healthcare Applications in Bone Regeneration and Tissue Engineering. Materials 2018, 11, 2530. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Benn, F.; Derra, T.; Kröger, N.; Zinser, M.; Smeets, R.; Molina-Aldareguia, J.M.; Kopp, A.; LLorca, J. Microstructure, mechanical properties, corrosion resistance and cytocompatibility of WE43 Mg alloy scaffolds fabricated by laser powder bed fusion for biomedical applications. Mater. Sci. Eng. C Mater. Biol. Appl. 2021, 119, 111623. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Gu, X.; Lou, S.; Zheng, Y. The development of binary Mg-Ca alloys for use as biodegradable materials within bone. Biomaterials 2008, 29, 1329–1344. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Huang, H.; Jia, G.; Zeng, H.; Yuan, G. Fatigue and dynamic biodegradation behavior of additively manufactured Mg scaffolds. Acta Biomater. 2021, 135, 705–722. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Zhou, J.; Pavanram, P.; Leeflang, M.A.; Fockaert, L.I.; Pouran, B.; Tümer, N.; Schröder, K.U.; Mol, J.M.C.; Weinans, H.; et al. Additively manufactured biodegradable porous magnesium. Acta Biomater. 2018, 67, 378–392. [Google Scholar] [CrossRef]
- Nasr Azadani, M.; Zahedi, A.; Bowoto, O.K.; Oladapo, B.I. A review of current challenges and prospects of magnesium and its alloy for bone implant applications. Prog. Biomater. 2022, 11, 1–26. [Google Scholar] [CrossRef] [PubMed]
- Liu, C.; Lu, S.; Fu, Y.; Zhang, H. Flammability and the oxidation kinetics of the magnesium alloys AZ31, WE43, and ZE10. Corros. Sci. 2015, 100, 177–185. [Google Scholar] [CrossRef]
- Hu, D.; Wang, Y.; Zhang, D.; Hao, L.; Jiang, J.; Li, Z.; Chen, Y. Experimental Investigation on Selective Laser Melting of Bulk Net-Shape Pure Magnesium. Mater. Manuf. Process. 2015, 30, 1298–1304. [Google Scholar] [CrossRef]
- Chung Ng, C.; Savalani, M.; Chung Man, H. Fabrication of magnesium using selective laser melting technique. Rapid Prototyp. J. 2011, 17, 479–490. [Google Scholar] [CrossRef]
- Gonzalez-Gutierez, J.; Godec, D.; Guráň, R.; Spoerk, M.; Kukla, C.; Holzer, C. 3D printing conditions determination for feedstock used in fused filament fabrication (FFF) of 17-4PH stainless steel parts. Metalurgija 2018, 57, 117–120. [Google Scholar]
- Gonzalez-Gutierrez, J.; Cano, S.; Schuschnigg, S.; Kukla, C.; Sapkota, J.; Holzer, C. Additive Manufacturing of Metallic and Ceramic Components by the Material Extrusion of Highly-Filled Polymers: A Review and Future Perspectives. Materials 2018, 11, 840. [Google Scholar] [CrossRef] [PubMed]
- Agarwala, M.K.; Weeren, R.V.; Vaidyanathan, R.; Bandyopadhyay, A.; Carrasquillo, G.; Jamalabad, V.; Langrana, N.; Safari, A.; Garofalini, S.H.; Danforth, S.C.; et al. Structural Ceramics by Fused Deposition of Ceramics. In Proceedings of the International Solid Freeform Fabrication Symposium, Austin, TX, USA, 7–9 August 1995. [Google Scholar]
- Antoniac, I.; Popescu, D.; Zapciu, A.; Antoniac, A.; Miculescu, F.; Moldovan, H. Magnesium Filled Polylactic Acid (PLA) Material for Filament Based 3D Printing. Materials 2019, 12, 719. [Google Scholar] [CrossRef] [PubMed]
- Wolff, M.; Mesterknecht, T.; Bals, A.; Ebel, T.; Willumeit-Römer, R. FFF of Mg-Alloys for Biomedical Application. In Magnesium Technology; Springer International Publishing: Cham, Switzerland, 2019; pp. 43–49. [Google Scholar]
- Wagner, M.A.; Hadian, A.; Sebastian, T.; Clemens, F.; Schweizer, T.; Rodriguez-Arbaizar, M.; Carreno-Morelli, E.; Spolenak, R. Fused filament fabrication of stainless steel structures-from binder development to sintered properties. Addit. Manuf. 2022, 49, 102472. [Google Scholar] [CrossRef]
- Kukla, C.; Gonzalez-Gutierrez, J.; Duretek, I.; Schuschnigg, S.; Holzer, C. Effect of particle size on the properties of highly-filled polymers for fused filament fabrication. In Proceedings of the 32nd International Conference of the Polymer Processing Society, Lyon, France, 25–29 July 2016. [Google Scholar]
- Wu, G.; Langrana, N.A.; Rangarajan, S.; McCuiston, R.; Sadanji, R.; Danforth, S.; Safari, A. Fabrication of Metal Components using FDMet: Fused Deposition of Metals. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 4–6 August 2008. [Google Scholar]
- Kukla, C.; Gonzalez-Gutierrez, J.; Cano, S.C.; Hampel, S.; Burkhardt, C.; Moritz, T.; Holzer, C. Fused filament fabrication (FFF) of PIM feedstocks. In Proceedings of the VI Congreso Nacional de Pulvimetalurgia y I Congreso Iberoamericano de Pulvimetalurgia, Ciudad Real, Spain, 7–9 June 2017; Volume 6. [Google Scholar]
- Maurel, A.; Kim, H.; Russo, R.; Grugeon, S.; Armand, M.; Panier, S.; Dupont, L. Ag-Coated Cu/Polylactic Acid Composite Filament for Lithium and Sodium-Ion Battery Current Collector Three-Dimensional Printing via Thermoplastic Material Extrusion. Front. Energy Res. 2021, 9, 651041. [Google Scholar] [CrossRef]
- Celikin, M.; Azadi, A.; Kim, H.; Vaughan, T.; O’Cearbhaill, E. Development of Magnesium-Strontium/Calcium (Mg-Sr/Ca)-Based Alloys with Improved Sinterability for Next-Generation Biomedical Implants. In Proceedings of the TMS Annual Meeting & Exhibition, San Diego, CA, USA, 19–23 March 2023; Springer: Cham, Switzerland, 2023. [Google Scholar]
- ASTM D790-17; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM D4440-15; Standard Test Method for Plastics: Dynamic Mechanical Properties Melt Rheology. ASTM International: West Conshohocken, PA, USA, 2023.
- Silva, A.N.; Cipriano, T.; Silva, H.M.; Rocha, M.C.C.G.; Maria, F.A.; Monteiro, G. Thermal, rheological and morphological properties of poly (lactic acid) (PLA) and talc composites. Polímeros Ciência Tecnol. 2014, 24, 276–282. [Google Scholar] [CrossRef]
- Kervran, M.; Vagner, C.; Cochez, M.; Ponçot, M.; Saeb, M.R.; Vahabi, H. Thermal degradation of polylactic acid (PLA)/polyhydroxybutyrate (PHB) blends: A systematic review. Polym. Degrad. Stab. 2022, 201, 109995. [Google Scholar] [CrossRef]
- Rasal, R.M.; Janorkar, A.V.; Hirt, D.E. Poly(lactic acid) modifications. Prog. Polym. Sci. 2010, 35, 338–356. [Google Scholar] [CrossRef]
- Naser, A.Z.; Deiab, I.; Darras, B.M. Poly(lactic acid) (PLA) and polyhydroxyalkanoates (PHAs), green alternatives to petroleum-based plastics: A review. RSC Adv. 2021, 11, 17151–17196. [Google Scholar] [CrossRef] [PubMed]
- Ma, J.; Qin, M.; Zhang, L.; Tian, L.; Li, R.; Chen, P.; Qu, X. Effect of ball milling on the rheology and particle characteristics of Fe–50%Ni powder injection molding feedstock. J. Alloys Compd. 2014, 590, 41–45. [Google Scholar] [CrossRef]
- Jardiel, T.; Levenfeld, B.; Jimenez, R.; Varez, A. Fabrication of 8-YSZ thin-wall tubes by powder extrusion moulding for SOFC electrolytes. Ceram. Int. 2009, 35, 2329–2335. [Google Scholar] [CrossRef]
- Fu, S.Y.; Feng, X.Q.; Lauke, B.; Mai, Y.W. Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites. Compos. Part. B Eng. 2008, 39, 933–961. [Google Scholar] [CrossRef]
- Ghasemi-Mobarakeh, L.; Cano, S.; Momeni, V.; Liu, D.; Duretek, I.; Riess, G.; Kukla, C.; Holzer, C. Effect of Increased Powder-Binder Adhesion by Backbone Grafting on the Properties of Feedstocks for Ceramic Injection Molding. Polymers 2022, 14, 3653. [Google Scholar] [CrossRef] [PubMed]
- Wolff, M.; Schaper, J.G.; Dahms, M.; Ebel, T.; Kainer, K.U.; Klassen, T. Magnesium powder injection moulding for biomedical application. Powder Metall. 2014, 57, 331–340. [Google Scholar] [CrossRef]
- Ebel, T. Titanium MIM for manufacturing of medical implants and devices. In Titanium in Medical and Dental Applications; Woodhead Publishing: Cambridge, UK, 2018; pp. 531–551. [Google Scholar]
- Suwanpreecha, C.; Manonukul, A. A Review on Material Extrusion Additive Manufacturing of Metal and How It Compares with Metal Injection Moulding. Metals 2022, 12, 429. [Google Scholar] [CrossRef]
- Zhang, Q.; Tian, M.; Wu, Y.; Lin, G.; Zhang, L. Effect of particle size on the properties of Mg(OH)2-filled rubber composites. J. Appl. Polym. Sci. 2004, 94, 2341–2346. [Google Scholar] [CrossRef]
- Tzetzis, D.; Hogg, P.J. The influence of surface morphology on the interfacial adhesion and fracture behavior of vacuum infused carbon fiber reinforced polymeric repairs. Polym. Compos. 2007, 29, 92–108. [Google Scholar] [CrossRef]
- Hao, X.; Kaschta, J.; Schubert, D.W. Viscous and elastic properties of polylactide melts filled with silica particles: Effect of particle size and concentration. Compos. Part B Eng. 2016, 89, 44–53. [Google Scholar] [CrossRef]
- Hasib, A.G.; Niauzorau, S.; Xu, W.; Niverty, S.; Kublik, N.; Williams, J.; Chawla, N.; Song, K.; Azeredo, B. Rheology scaling of spherical metal powders dispersed in thermoplastics and its correlation to the extrudability of filaments for 3D printing. Addit. Manuf. 2021, 41, 101967. [Google Scholar] [CrossRef]
- Wolff, M.; Schaper, J.G.; Suckert, M.R.; Dahms, M.; Feyerabend, F.; Ebel, T.; Willumeit-Römer, R.; Klassen, T. Metal Injection Molding (MIM) of Magnesium and Its Alloys. Metals 2016, 6, 118. [Google Scholar] [CrossRef]
- Wolff, M.; Schaper, J.G.; Suckert, M.R.; Dahms, M.; Ebel, T.; Willumeit-Römer, R.; Klassen, T. Magnesium Powder Injection Molding (MIM) of Orthopedic Implants for Biomedical Applications. Jom 2016, 68, 1191–1197. [Google Scholar] [CrossRef]
- Schaper, J.G.; Wolff, M.; Wiese, B.; Ebel, T.; Willumeit-Römer, R. Powder metal injection moulding and heat treatment of AZ81 Mg alloy. J. Mater. Process. Technol. 2019, 267, 241–246. [Google Scholar] [CrossRef]
- Wolff, M.; Marvi-Mashhadi, M.; Nidadavolu, E.; Lüneburg, H.; Ebel, T.; Willumeit-Römer, R. Comparison between compression tested and simulated Mg-6.3Gd bone scaffolds produced by binder based additive manufacturing technique. J. Magnes. Alloys 2023, 11, 2750–2762. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter (Unit) | Value | Materials |
|---|---|---|
| Duration (h) | 4 | - |
| Revolutions per minute (RPM) | 650 | - |
| Ball size (mm) | 10 | Stainless steel |
| Ball-to-powder ratio | 10:1 | - |
| Sample Number | Volume Ratio Mg-Ca in PLA (%) | D50 of Mg-Ca Powder (μm) | Morphology of Mg-Ca Powder |
|---|---|---|---|
| 1 | 5 | 105 | Spherical |
| 2 | 5 | 105 | Irregular |
| 3 | 5 | 57 | Spherical |
| 4 | 5 | 57 | Irregular |
| 5 | 10 | 105 | Spherical |
| 6 | 10 | 105 | Irregular |
| 7 | 10 | 57 | Spherical |
| 8 | 10 | 57 | Irregular |
| 9 | 20 | 105 | Spherical |
| 10 | 20 | 105 | Irregular |
| 11 | 20 | 57 | Spherical |
| 12 | 20 | 57 | Irregular |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, H.; McKenna, T.; O’Cearbhaill, E.; Celikin, M. Optimising Mg-Ca/PLA Composite Filaments for Additive Manufacturing: An Analysis of Particle Content, Size, and Morphology. Materials 2024, 17, 2983. https://doi.org/10.3390/ma17122983
Kim H, McKenna T, O’Cearbhaill E, Celikin M. Optimising Mg-Ca/PLA Composite Filaments for Additive Manufacturing: An Analysis of Particle Content, Size, and Morphology. Materials. 2024; 17(12):2983. https://doi.org/10.3390/ma17122983
Chicago/Turabian StyleKim, Hyeonseok, Tom McKenna, Eoin O’Cearbhaill, and Mert Celikin. 2024. "Optimising Mg-Ca/PLA Composite Filaments for Additive Manufacturing: An Analysis of Particle Content, Size, and Morphology" Materials 17, no. 12: 2983. https://doi.org/10.3390/ma17122983