

Microstructure and Erosion Wear of In Situ TiC-Reinforced Co-Cr-W-C (Stellite 6) Laser-Cladded Coatings

 ,
,  , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
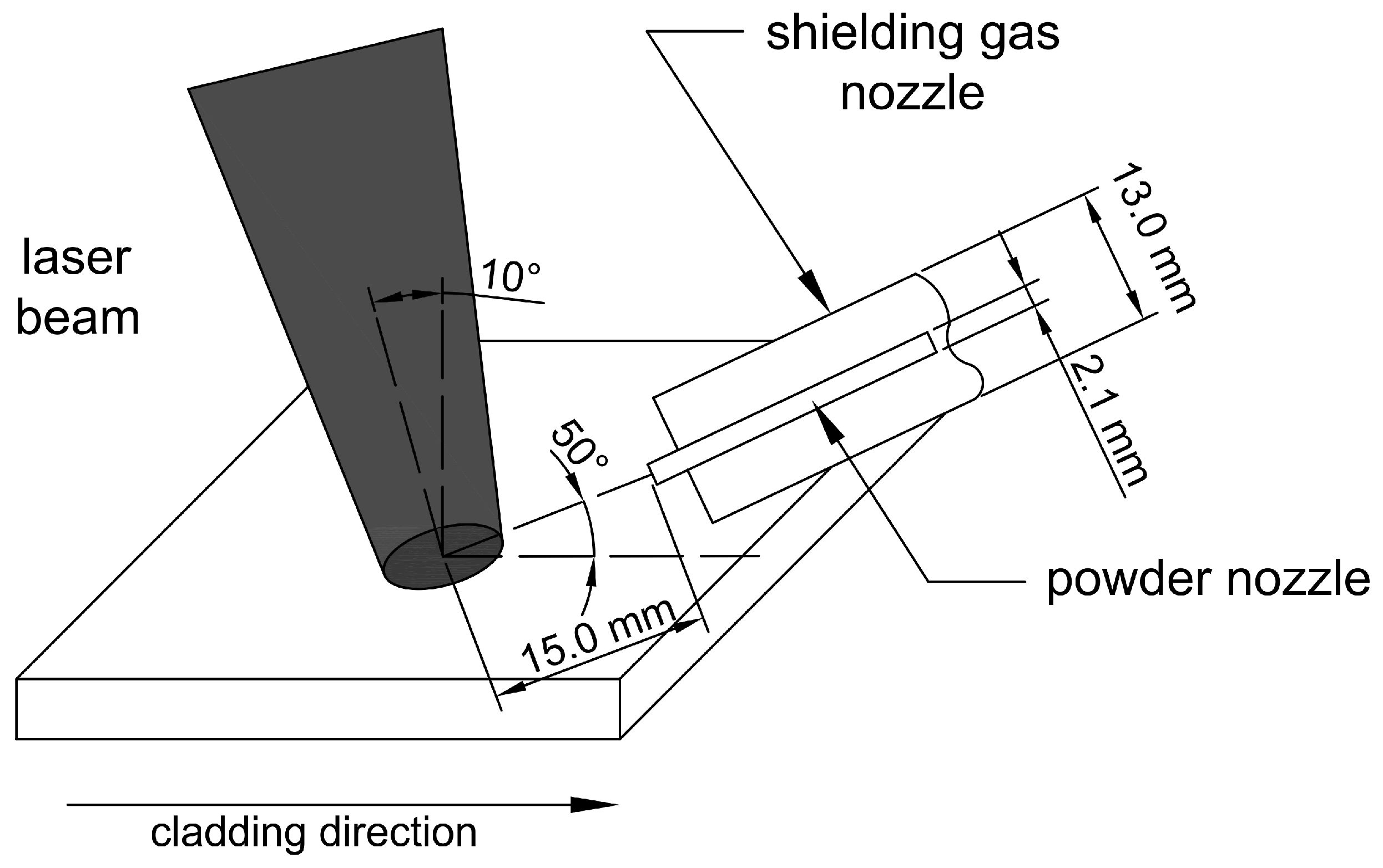
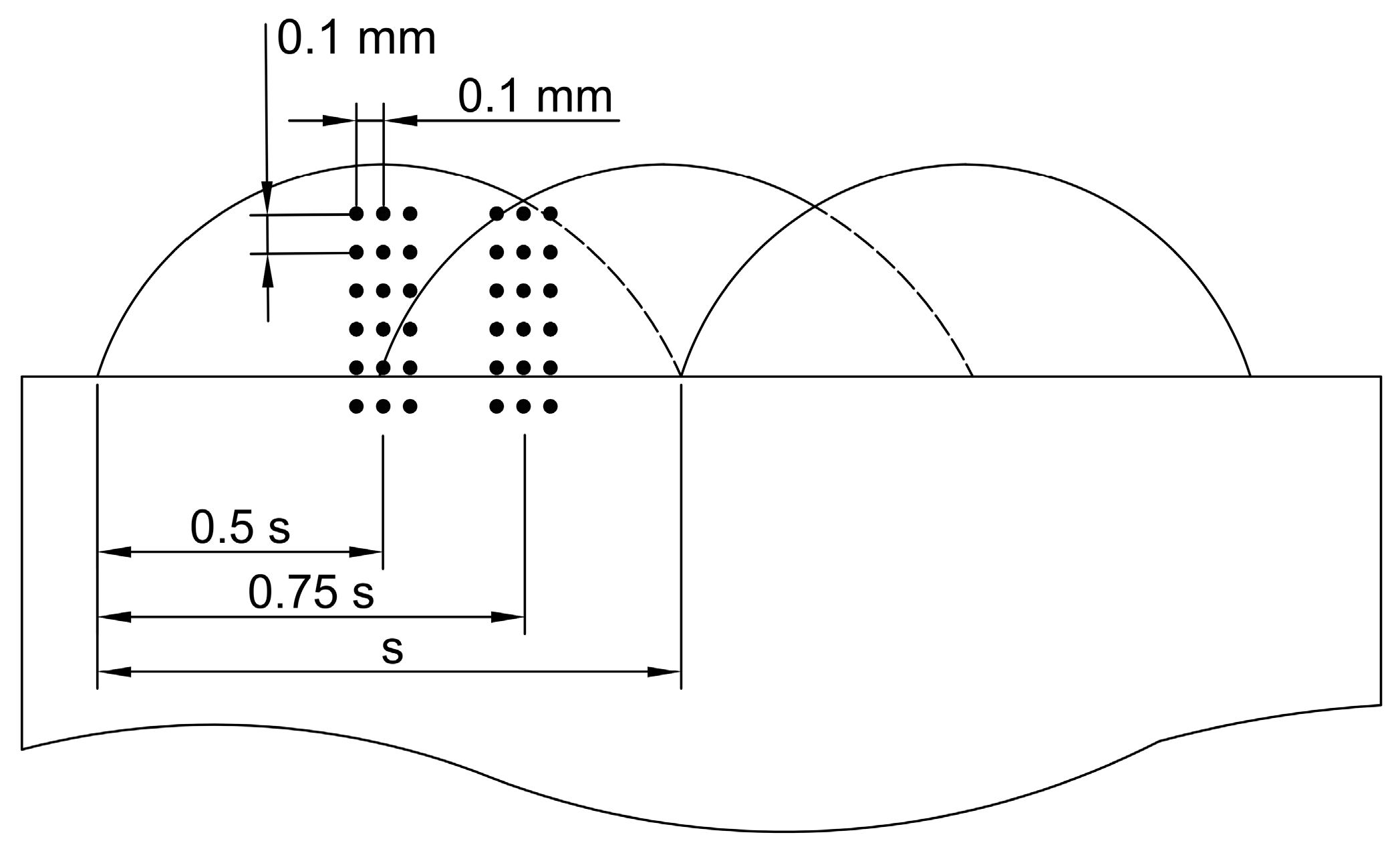
2.1. Materials and Laser Processing
2.2. Non-Destructive Tests and Macroscopic Examination
3. Results and Discussion
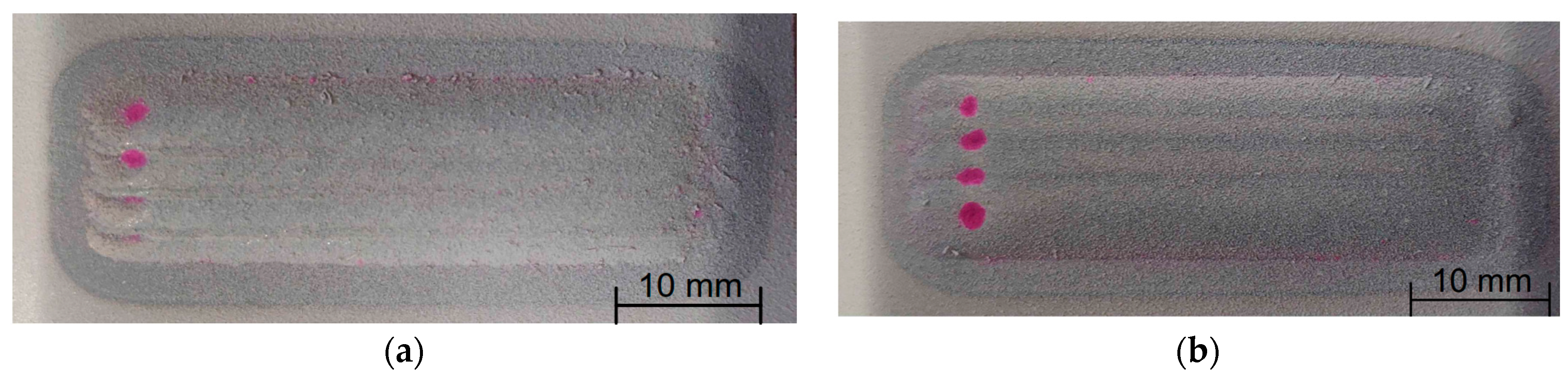
3.1. Penetrant Tests
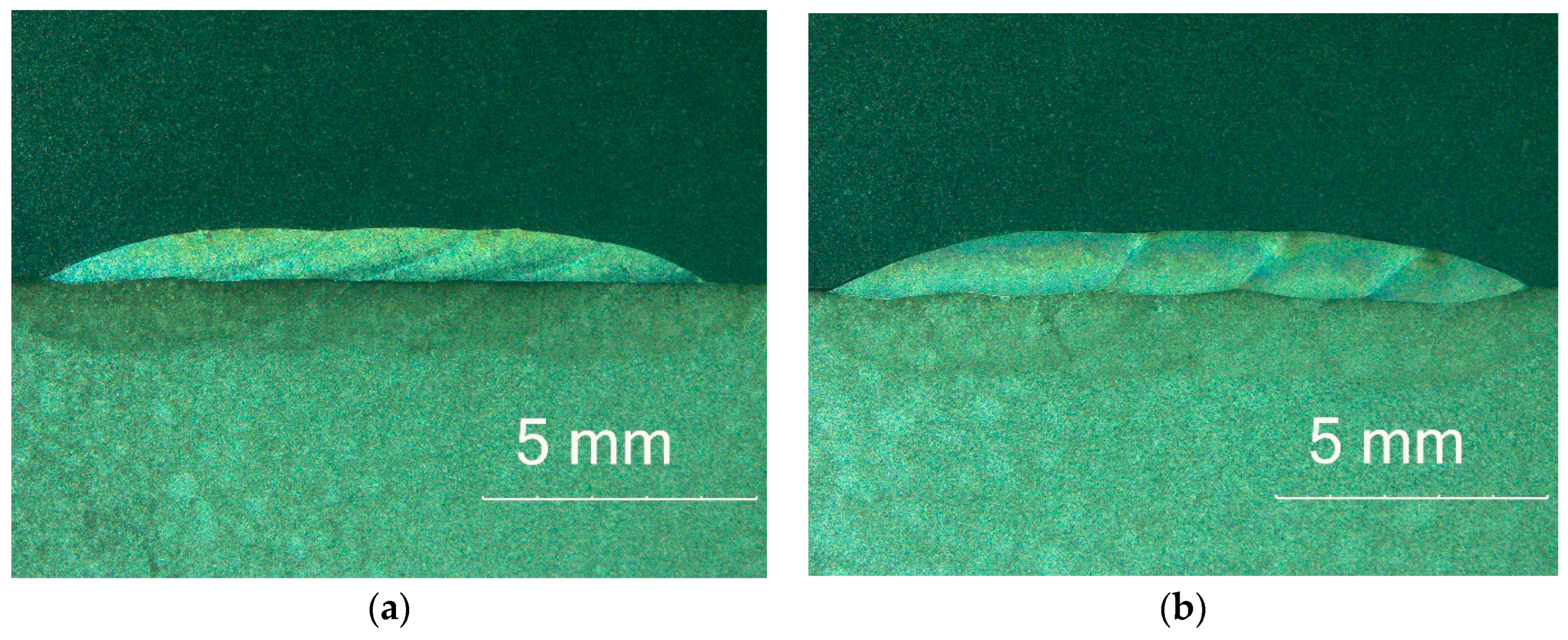
3.2. Macrostructure
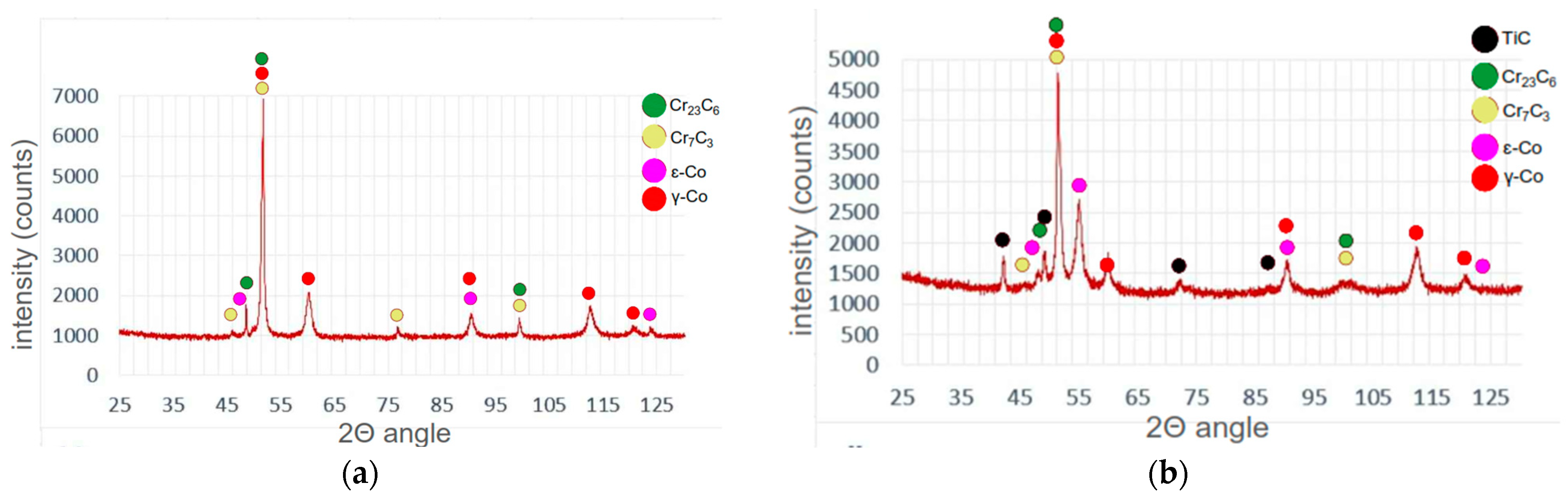
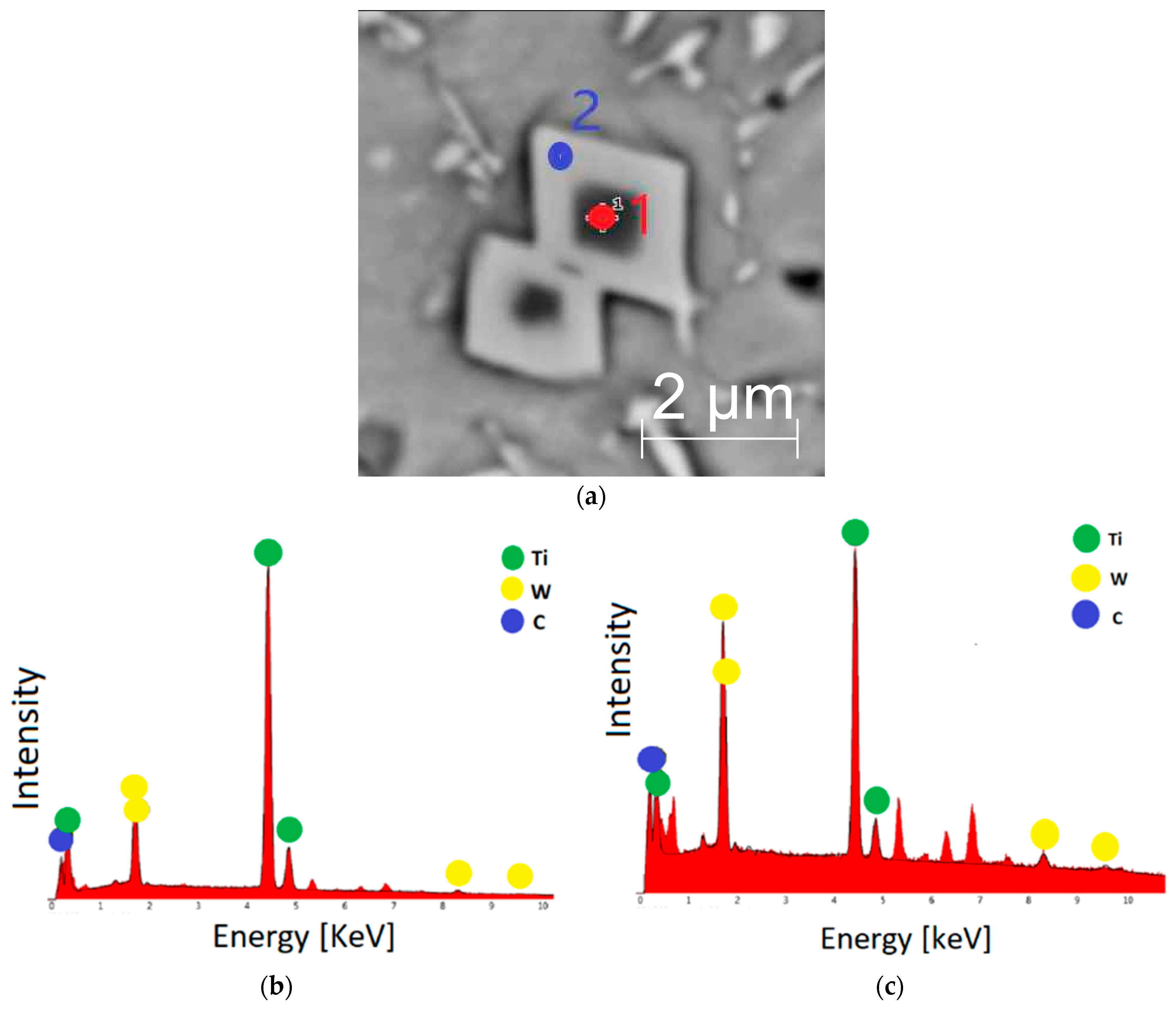
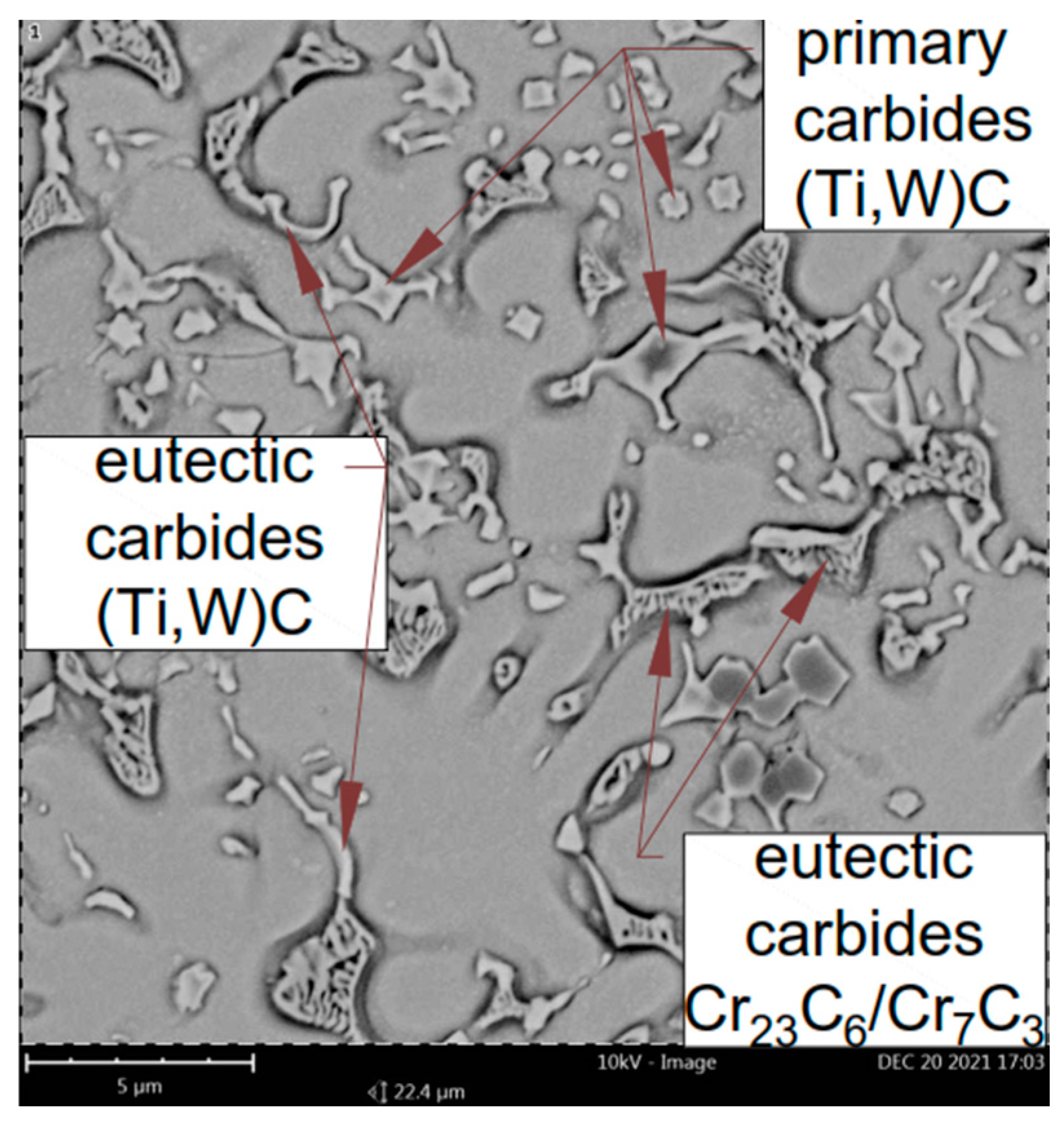
3.3. Microstructure
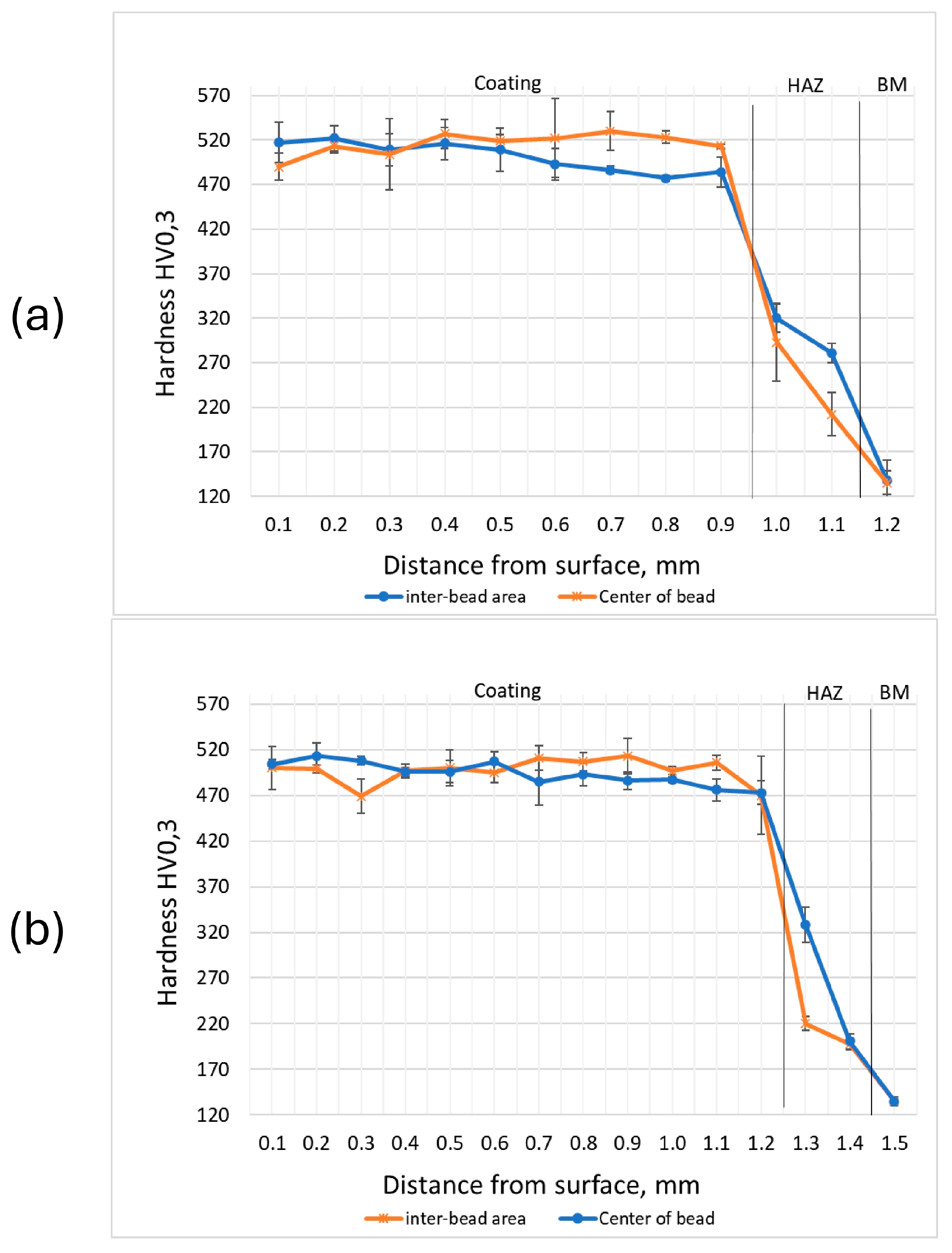
3.4. Microhardness
3.5. Solid Particle Erosion Tests
4. Conclusions
- The laser cladding process using Co-Cr-W-C powder (type Stellite 6) with addition of Ti and C makes it possible to obtain homogenous coatings with composite structure reinforced by an in situ TiC phase.
- The addition of titanium to the Co-Cr-W-C alloy leads to the crystallization of primary (Ti,W)C carbides, characterized by a gradient tungsten concentration, where the tungsten content increases with the growth of the carbide.
- The addition of titanium to the Co-Cr-W-C alloy leads to the reduction of eutectics composed of chromium carbides. This phenomenon occurs because titanium has a greater affinity for carbon than chromium, resulting in the precipitation of primary (Ti,W)C carbides in the first stage of the crystallization process.
- The presence of the reinforcing phase in the form of (Ti,W)C carbides results in increased erosion resistance at an erodent impingement angle of 30° (a 35% decrease in the erosion value parameter compared to the base coating made of Co-Cr-W-C alloy) while maintaining high erosion wear resistance at an erodent impingement angle of 90°.
- The composite coating reinforced by in situ titanium carbide exhibits two distinct erosion wear mechanisms: one typical of ductile materials, resulting in the loss of matrix material, and another typical of brittle materials, where the hard particles of the reinforcing phase undergo cracking.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cloots, M.; Kunzeb, K.; Uggowitzer, P.; Wegener, K. Microstructural characteristics of the nickel-based alloy IN738LC and the cobalt-based alloy. Mater. Sci. Eng. A 2016, 658, 68–76. [Google Scholar] [CrossRef]
- Frenk, A.; Kurz, W. Microstructural effects on the sliding wear resistance of a cobalt-based alloy. Wear 1994, 174, 81–91. [Google Scholar] [CrossRef]
- Czupryński, A.; Wyględacz, B. Comparative Analysis of Laser and Plasma Surfacing by Nickel-Based Superalloy of Heat Resistant Steel. Materials 2020, 13, 2367. [Google Scholar] [CrossRef] [PubMed]
- Santerre, F.; El Khakani, M.; Chaker, M.; Dodelet, J. Properties of TiC thin films grown by pulsed laser deposition. Appl. Surf. Sci. 1999, 148, 24–33. [Google Scholar] [CrossRef]
- Czupryński, A.; Żuk, M. Matrix composite coatings deposited on AISI 4715 steel by powder plasma-transferred arc welding. Materials 2021, 14, 6066. [Google Scholar] [CrossRef] [PubMed]
- Poloczek, T.; Janicki, D.; Górka, J.; Kotarska, A. Effect of Ti and C alloyants on the microstructure of laser cladded cobalt-chromium coatings. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1182, 012063. [Google Scholar] [CrossRef]
- Xu, X.; Mi, G.; Xiong, L.; Jiang, P.; Shao, X.; Wang, C. Morphologies, microstructures and properties of TiC particle reinforced Inconel 625 coatings obtained by laser cladding with wire. J. Alloys Compd. 2018, 740, 16–27. [Google Scholar] [CrossRef]
- Chen, W.; Liu, B.; Chen, L.; Xu, J.; Zhu, Y. Effect of Laser Cladding Stellite 6-Cr3C2-WS2 Self-Lubricating Composite Coating on Wear Resistance and Microstructure of H13. Metals 2020, 10, 785. [Google Scholar] [CrossRef]
- Oppong Boakye, G.; Geambazu, L.E.; Ormsdottir, A.M.; Gunnarsson, B.G.; Csaki, I.; Fanicchia, F.; Kovalov, D.; Karlsdottir, S.N. Microstructural Properties and Wear Resistance of Fe-Cr-Co-Ni-Mo-Based High Entropy Alloy Coatings Deposited with Different Coating Techniques. Appl. Sci. 2022, 12, 3156. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, M.; Dai, S.; Zhu, L. Research Progress in Electrospark Deposition Coatings on Titanium Alloy Surfaces: A Short Review. Coatings 2023, 13, 1473. [Google Scholar] [CrossRef]
- Wang, R.D.; Ye, S.X.; Cheng, P.; Xie, Z.Y.; Wang, Y.; Zhang, Y.W.; Guangshi, L.; Wenhe, W.; Xionggang, L. Microstructure and wear resistance of in-situ TiC reinforced Stellite 6 coating using PTA cladding. J. Mater. Res. Technol. 2023, 27, 2656–2669. [Google Scholar] [CrossRef]
- Kotarska, A.; Poloczek, T.; Janicki, D. Characterization of the Structure, Mechanical Properties and Erosive Resistance of the Laser Cladded Inconel 625-Based Coatings Reinforced by TiC Particles. Materials 2021, 14, 2225. [Google Scholar] [CrossRef]
- Lu, S.S.; Wang, L.Q.; Zhou, J.S.; Liang, J. Microstructure and tribological properties of laser-cladded Co-Ti3SiC2 coating with Ni-based interlayer on copper alloy. Tribol. Int. 2022, 171, 107549. [Google Scholar] [CrossRef]
- Wang, G.; Liu, X.B.; Zhu, G.X.; Zhu, Y.; Liu, Y.F.; Zhang, L. Tribological study of Ti3SiC2/Cu5Si/TiC reinforced Co-based coatings on SUS304 steel by laser cladding. Surf. Coat. Technol. 2022, 432, 128064. [Google Scholar] [CrossRef]
- Appiah, A.; Bialas, O.; Żuk, M.; Czupryński, A.; Sasu, D.; Adamiak, M. Hardfacing of mild steel with wear-resistant Ni-based powders containing tungsten carbide particles using powder plasma transferred arc welding technology. Mater. Sci. Pol. 2022, 40, 42–63. [Google Scholar] [CrossRef]
- Poloczek, T.; Lont, A.; Górka, J. The Structure and Properties of Laser-Cladded Inconel 625/TiC Composite Coatings. Materials 2023, 16, 1265. [Google Scholar] [CrossRef] [PubMed]
- Szala, M.; Chocyk, D.; Skic, A.; Kamiński, M.; Macek, W.; Turek, M. Effect of Nitrogen Ion Implantation on the Cavitation Erosion Resistance and Cobalt-Based Solid Solution Phase Transformations of HIPed Stellite 6. Materials 2021, 14, 2324. [Google Scholar] [CrossRef] [PubMed]
- Smolina, I.; Kobiela, K. Characterization of Wear and Corrosion Resistance of Stellite 6 Laser Surfaced Alloyed (LSA) with Rhenium. Coatings 2021, 11, 292. [Google Scholar] [CrossRef]
- Acevedo-Dávila, J.L.; Muñoz-Arroyo, R.; Hdz-García, H.M.; Martinez-Enriquez, A.I.; Alvarez-Vera, M.; Hernández-García, F.A. Cobalt-based PTA coatings effects of addition of TiC nanoparticles. Vacuum 2017, 143, 14–22. [Google Scholar] [CrossRef]
- Shahroozi, A.; Afsari, A.; Khakan, B.; Khalifeh, A.R. Microstructure and mechanical properties investigation of stellite 6 and Stellite 6/TiC coating on ASTM A105 steel produced by TIG welding process. Surf. Coat. Technol. 2018, 350, 648–658. [Google Scholar] [CrossRef]
- Wu, Y.; Liu, Y.; Chen, H.; Chen, Y.; Li, H.Y.; Cao, X.Y. Developing the ductility and thermal fatigue cracking property of laser-deposited Stellite 6 coatings by adding titanium and nickel. Mater. Des. 2019, 162, 271–284. [Google Scholar] [CrossRef]
- Levin, B.F.; Dupont, J.N.; Marder, A.R. Weld overlay coatings for erosion control. Wear 1995, 181–183, 810–820. [Google Scholar] [CrossRef]
- Nsoesie, S.; Rong, L.; Chen, C.; Yao, M. Erosion Resistance of Stellite Alloys under Solid-Particle Impact. Mater. Sci. Eng. B 2013, 3, 555–566. [Google Scholar]
- Janicki, D.; Czupryński, A.; Górka, J.; Matus, K. Effect of Cooling Rate on Microstructure of In Situ TiC-Reinforced Composite Surface Layers Synthesized on Ductile Cast Iron by Laser Alloying. Materials 2024, 17, 932. [Google Scholar] [CrossRef] [PubMed]
- Fang, L.; Yan, H.; Yao, Y.; Zhang, P.; Gao, Q.; Qin, Y. Reactive Fabrication and Effect of NbC on Microstructure and Tribological Properties of CrS Co-Based Self-Lubricating Coatings by Laser Cladding. Materials 2018, 11, 44. [Google Scholar] [CrossRef] [PubMed]
- EN 10025-2; Hot Rolled Products of Structural Steels—Part 2: Technical Delivery Conditions for Non-Alloy Structural Steels. European Committee for Standardization: Brussels, Belgium, 2019.
- ASTM B214-22; Standard Test Method for Sieve Analysis of Metal Powders. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM G76-04; Standard Test Method for Conducting Erosion Tests by Solid Particle Impingement Using Gas Jets. ASTM International: West Conshohocken, PA, USA, 2004.
- Feitosa, F.A.; de Araújo, R.M.; Tay, F.R.; Niu, L.; Pucci, C.R. Effect of high-power-laser with and without graphite coating on bonding of resin cement to lithium disilicate ceramic. Sci. Rep. 2017, 7, 17422. [Google Scholar] [CrossRef] [PubMed]
- Jackson, G.A.; Bai, M.; Pala, Z.; Hussain, T.; Sun, W. Small punch creep testing of thermally sprayed Stellite 6 coating: A comparative study of as-received vs post-heat treatment. Mater. Sci. Eng. A 2019, 749, 137–147. [Google Scholar] [CrossRef]
- Chen, C.; Meiping, W.; Rui, H.; Yuling, G.; Xiaojin, M. Understanding Stellite-6 coating prepared by laser cladding: Convection and columnar-to-equiaxed transition. Optics Laser Technol. 2022, 149, 107885. [Google Scholar] [CrossRef]
- Bandyopadhyay, D.; Sharma, R.; Chakraborti, N. The Ti-Co-C System (Titanium-Cobalt-Carbon). J. Phase Equilib. Diffus. 2000, 21, 179–185. [Google Scholar] [CrossRef]
- Kołodziejczak, P.; Bober, M.; Chmielewski, T. Wear Resistance Comparison Research of High-Alloy Protective Coatings for Power Industry Prepared by Means of CMT Cladding. Appl. Sci. 2022, 12, 4568. [Google Scholar] [CrossRef]
- Sidhu, H.; Sidhu, B.; Prakash, S. Solid particle erosion of HVOF sprayed NiCr and Stellite-6 coatings. Surf. Coat. Technol. 2007, 202, 232–238. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Designation | C | Co | Cr | Fe | Mn | Mo | Ni | Si | W | Ti |
|---|---|---|---|---|---|---|---|---|---|---|
| M6 | 1.1 | balance | 27.3 | 0.1 | 0.1 | 0.1 | 0.8 | 1.6 | 4.4 | - |
| M6TiC | 2.1 | balance | 25.9 | 0.1 | 0.1 | 0.1 | 0.8 | 1.5 | 4.2 | 4.0 |
| Sample Designation | Width (mm) | Height (mm) | Cross-Sectional Area (mm2) | Dilution (%) |
|---|---|---|---|---|
| M6 | 12.0 ± 0.1 | 0.94 ± 0.05 | 9.27 ± 0.17 | 1.6 |
| M6TiC | 12.7 ± 0.2 | 1.06 ± 0.05 | 12.08 ± 0.26 | 9.6 |
| Sample Designation (acc. to Table 1) | Average Volume Fraction of Primary (Ti,W)C Carbides [%] | Average Volume Fraction of Eutectic (Ti,W)C Carbides [%] | Average Volume Fraction of Co-Based Solid Solution [%] | Average Volume Fraction of Eutectic Consisting of M7C3/M23C6 Carbides [%] |
|---|---|---|---|---|
| M6 | - | - | 65.3 ± 0.7 | 34.7 ± 0.7 |
| M6TiC | 5.9 ± 0.7 | 6.5 ± 0.6 | 77.5 ± 0.3 | 10.1 ± 1.1 |
| Sample Designation (acc. to Table 1) | Average Erosion Rate [mg/min] | Average Erosion Value [mm3/g] | ||
|---|---|---|---|---|
| 30° | 90° | 30° | 90° | |
| M6 | 0.020 ± 0.001 | 0.015 ± 0.001 | 0.34 ± 0.02 | 0.25 ± 0.02 |
| M6TiC | 0.014 ± 0.002 | 0.016 ± 0.002 | 0.22 ± 0.04 | 0.25 ± 0.02 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Górka, J.; Poloczek, T.; Janicki, D.; Lont, A.; Topór, S.; Żuk, M.; Rzeźnikiewicz, A. Microstructure and Erosion Wear of In Situ TiC-Reinforced Co-Cr-W-C (Stellite 6) Laser-Cladded Coatings. Materials 2024, 17, 3101. https://doi.org/10.3390/ma17133101
Górka J, Poloczek T, Janicki D, Lont A, Topór S, Żuk M, Rzeźnikiewicz A. Microstructure and Erosion Wear of In Situ TiC-Reinforced Co-Cr-W-C (Stellite 6) Laser-Cladded Coatings. Materials. 2024; 17(13):3101. https://doi.org/10.3390/ma17133101
Chicago/Turabian StyleGórka, Jacek, Tomasz Poloczek, Damian Janicki, Aleksandra Lont, Sławomir Topór, Marcin Żuk, and Agnieszka Rzeźnikiewicz. 2024. "Microstructure and Erosion Wear of In Situ TiC-Reinforced Co-Cr-W-C (Stellite 6) Laser-Cladded Coatings" Materials 17, no. 13: 3101. https://doi.org/10.3390/ma17133101
APA StyleGórka, J., Poloczek, T., Janicki, D., Lont, A., Topór, S., Żuk, M., & Rzeźnikiewicz, A. (2024). Microstructure and Erosion Wear of In Situ TiC-Reinforced Co-Cr-W-C (Stellite 6) Laser-Cladded Coatings. Materials, 17(13), 3101. https://doi.org/10.3390/ma17133101