
Effect of Rotational Velocity on Mechanical and Corrosion Properties of Friction Stir-Welded SUS301L Stainless Steel



 and
and 
Abstract
:1. Introduction
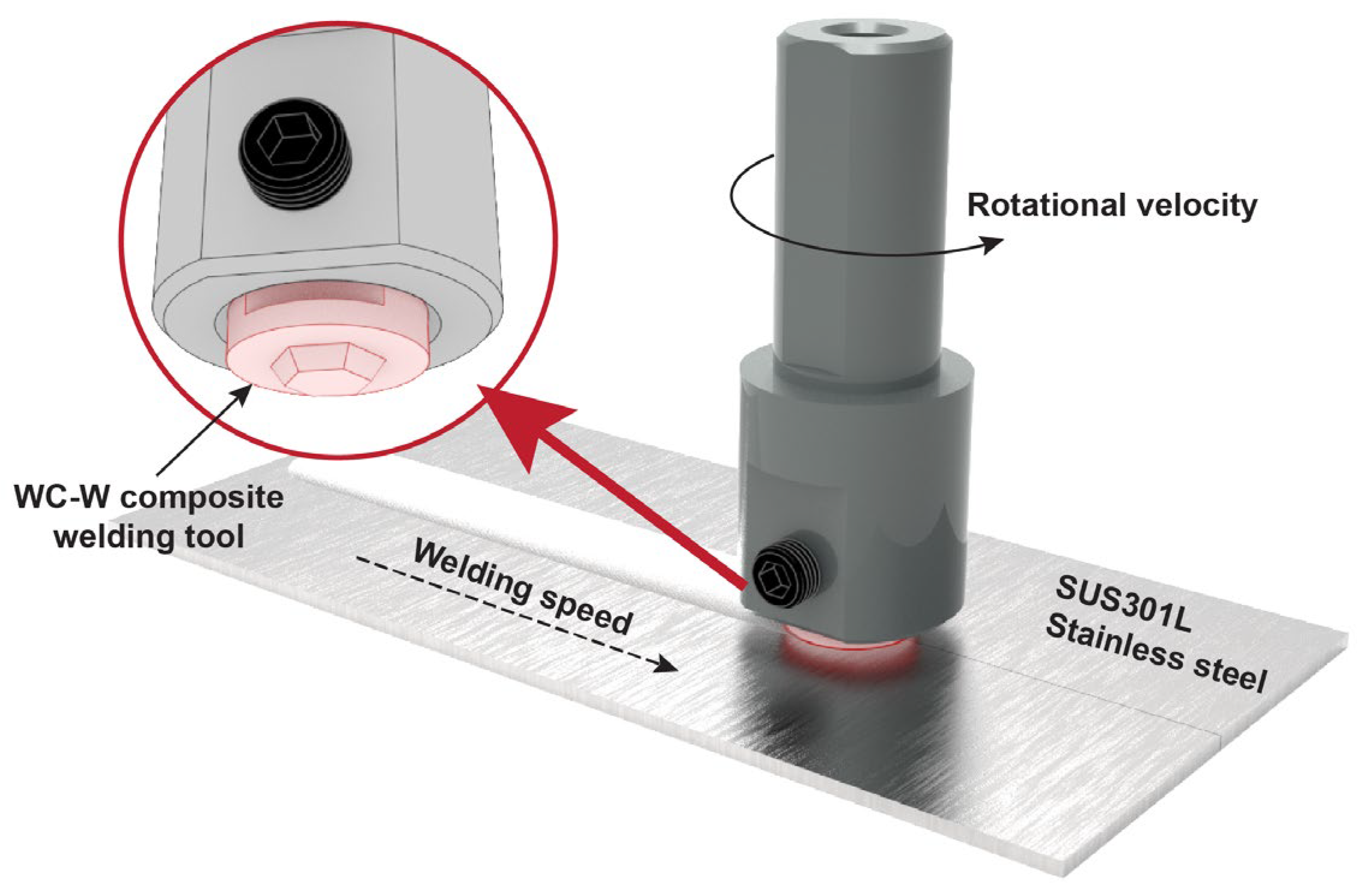
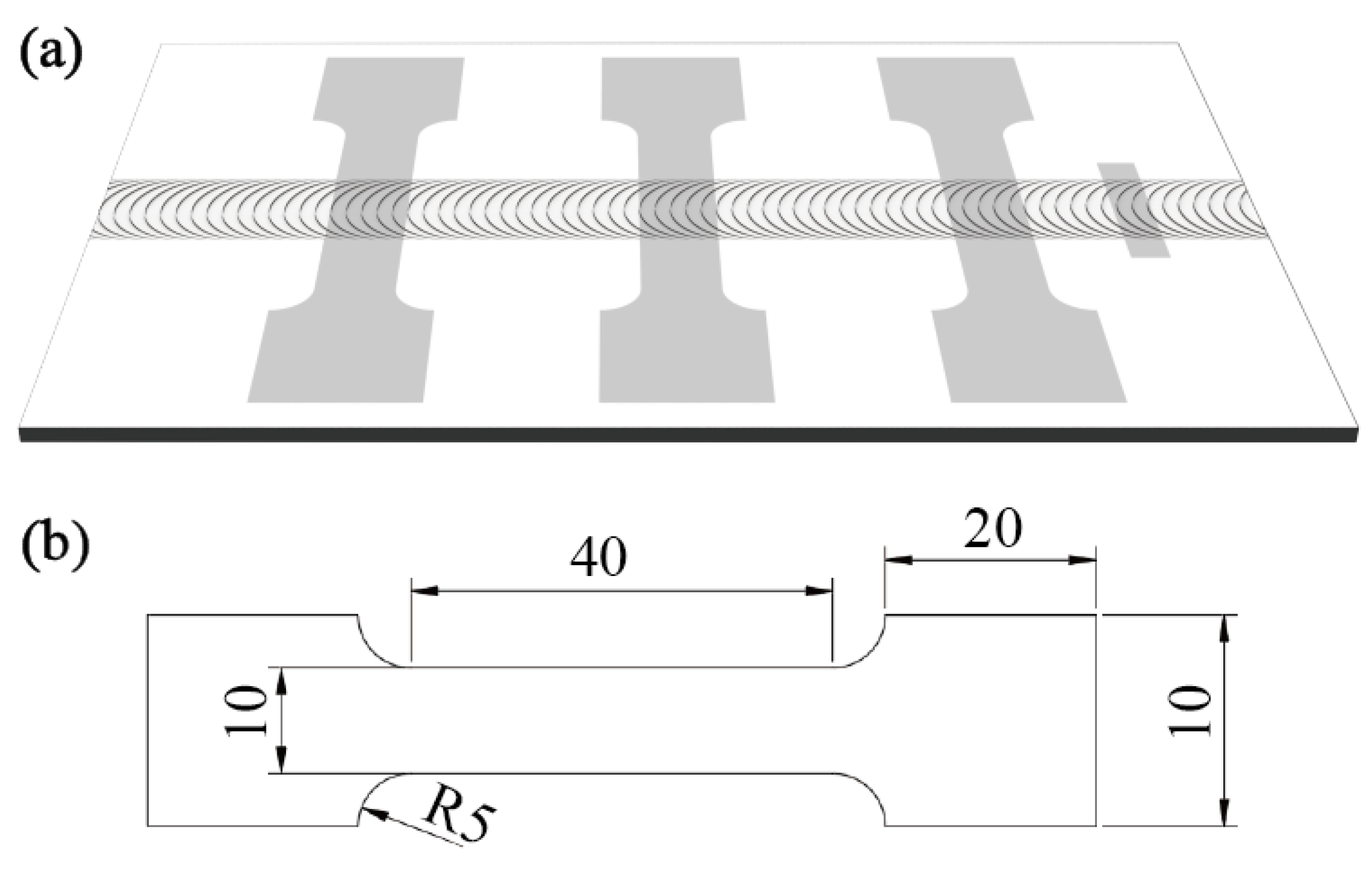
2. Materials and Methods
3. Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yang, X.; Chen, H.; Li, C.; Zhu, Z.; Wang, X.; Zhao, X. Intergranular Corrosion Resistance and Microstructure of Laser-Metal Active Gas Hybrid Welded Type 301L-MT Stainless Steel Joint. Corrosion 2017, 73, 1202–1212. [Google Scholar] [CrossRef]
- Cui, Y.; Lundin, C.D. Austenite-Preferential Corrosion Attack in 316 Austenitic Stainless Steel Weld Metals. Mater. Des. 2007, 28, 324–328. [Google Scholar] [CrossRef]
- Feng, Y.; Luo, Z.; Liu, Z.; Li, Y.; Luo, Y.; Huang, Y. Keyhole Gas Tungsten Arc Welding of AISI 316L Stainless Steel. Mater. Des. 2015, 85, 24–31. [Google Scholar] [CrossRef]
- Fu, Z.H.; Gou, G.Q.; Zhu, Z.Y.; Ma, C.P.; Yang, W.Q.; Zhang, L.L.; Hu, Y.C.; Gao, W. Stress Corrosion Cracking Behavior of SUS301L-MT Stainless Steel Laser-Arc Hybrid Welded Joints. Corros. Sci. 2018, 143, 23–30. [Google Scholar] [CrossRef]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; dos Santos, J.F. Recent Progress on Control Strategies for Inherent Issues in Friction Stir Welding. Prog. Mater. Sci. 2021, 115, 100706. [Google Scholar] [CrossRef]
- Suhuddin, U.F.H.R.; Mironov, S.; Sato, Y.S.; Kokawa, H.; Lee, C.-W. Grain Structure Evolution during Friction-Stir Welding of AZ31 Magnesium Alloy. Acta Mater. 2009, 57, 5406–5418. [Google Scholar] [CrossRef]
- Shashi Kumar, S.; Murugan, N.; Ramachandran, K.K. Influence of Tool Material on Mechanical and Microstructural Properties of Friction Stir Welded 316L Austenitic Stainless Steel Butt Joints. Int. J. Refract. Met. Hard Mater. 2016, 58, 196–205. [Google Scholar] [CrossRef]
- Raj, S.; Biswas, P. Effect of Induction Preheating on Microstructure and Mechanical Properties of Friction Stir Welded Dissimilar Material Joints of Inconel 718 and SS316L. CIRP J. Manuf. Sci. Technol. 2023, 41, 160–179. [Google Scholar] [CrossRef]
- Wang, W.; Meng, X.; Dong, W.; Xie, Y.; Ma, X.; Mao, D.; Zhang, Z.; Huang, Y. In-Situ Rolling Friction Stir Welding of Aluminum Alloys towards Corrosion Resistance. Corros. Sci. 2024, 230, 111920. [Google Scholar] [CrossRef]
- Vicharapu, B.; Liu, H.; Morisada, Y.; Fujii, H.; De, A. Degradation of Nickel-Bonded Tungsten Carbide Tools in Friction Stir Welding of High Carbon Steel. Int. J. Adv. Manuf. Technol. 2021, 115, 1049–1061. [Google Scholar] [CrossRef]
- Miyano, Y.; Fujii, H.; Sun, Y.; Katada, Y.; Kuroda, S.; Kamiya, O. Mechanical Properties of Friction Stir Butt Welds of High Nitrogen-Containing Austenitic Stainless Steel. Mater. Sci. Eng. A 2011, 528, 2917–2921. [Google Scholar] [CrossRef]
- Kumar, S.S.; Murugan, N.; Ramachandran, K.K. Microstructure and Mechanical Properties of Friction Stir Welded AISI 316L Austenitic Stainless Steel Joints. J. Mater. Process. Technol. 2018, 254, 79–90. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction Stir Welding and Processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Li, H.B.; Jiang, Z.H.; Feng, H.; Zhang, S.C.; Li, L.; Han, P.D.; Misra, R.D.K.; Li, J.Z. Microstructure, Mechanical and Corrosion Properties of Friction Stir Welded High Nitrogen Nickel-Free Austenitic Stainless Steel. Mater. Des. 2015, 84, 291–299. [Google Scholar] [CrossRef]
- Capello, E.; Chiarello, P.; Previtali, B.; Vedani, M. Laser Welding and Surface Treatment of a 22Cr–5Ni–3Mo Duplex Stainless Steel. Mater. Sci. Eng. A 2003, 351, 334–343. [Google Scholar] [CrossRef]
- Sabooni, S.; Karimzadeh, F.; Enayati, M.H.; Ngan, A.H.W. Friction-Stir Welding of Ultrafine Grained Austenitic 304L Stainless Steel Produced by Martensitic Thermomechanical Processing. Mater. Des. 2015, 76, 130–140. [Google Scholar] [CrossRef]
- Cao, F.; Huang, G.; Hou, W.; Ni, R.; Sun, T.; Hu, J.; Shen, Y.; Gerlich, A.P. Simultaneously Enhanced Strength-Ductility Synergy and Corrosion Resistance in Submerged Friction Stir Welded Super Duplex Stainless Steel Joint via Creating Ultrafine Microstructure. J. Mater. Process. Technol. 2022, 307, 117660. [Google Scholar] [CrossRef]
- Lakshminarayanan, A.K.; Balasubramanian, V. Process Parameters Optimisation for Friction Stir Welding of AISI 409M Grade Ferritic Stainless Steel. Exp. Tech. 2013, 37, 59–73. [Google Scholar] [CrossRef]
- Mao, D.; Xie, Y.; Meng, X.; Ma, X.; Zhang, Z.; Sun, X.; Wan, L.; Volodymyr, K.; Huang, Y. Strength–Ductility Materials by Engineering a Coherent Interface at Incoherent Precipitates. Mater. Horiz. 2024, d4mh00139g. [Google Scholar] [CrossRef]
- Garcia, C.; de Tiedra, M.P.; Blanco, Y.; Martin, O.; Martin, F. Intergranular Corrosion of Welded Joints of Austenitic Stainless Steels Studied by Using an Electrochemical Minicell. Corros. Sci. 2008, 50, 2390–2397. [Google Scholar] [CrossRef]
- Park, S.H.C.; Sato, Y.S.; Kokawa, H.; Okamoto, K.; Hirano, S.; Inagaki, M. Rapid Formation of the Sigma Phase in 304 Stainless Steel during Friction Stir Welding. Scr. Mater. 2003, 49, 1175–1180. [Google Scholar] [CrossRef]
- Park, S.H.C.; Sato, Y.S.; Kokawa, H.; Okamoto, K.; Hirano, S.; Inagaki, M. Microstructural Characterisation of Stir Zone Containing Residual Ferrite in Friction Stir Welded 304 Austenitic Stainless Steel. Sci. Technol. Weld. Join. 2005, 10, 550–556. [Google Scholar] [CrossRef]
- Wang, D.; Ni, D.R.; Xiao, B.L.; Ma, Z.Y.; Wang, W.; Yang, K. Microstructural Evolution and Mechanical Properties of Friction Stir Welded Joint of Fe-Cr-Mn-Mo-N Austenite Stainless Steel. Mater. Des. 2014, 64, 355–359. [Google Scholar] [CrossRef]
- Saeid, T.; Abdollah-zadeh, A.; Shibayanagi, T.; Ikeuchi, K.; Assadi, H. On the Formation of Grain Structure during Friction Stir Welding of Duplex Stainless Steel. Mater. Sci. Eng. A 2010, 527, 6484–6488. [Google Scholar] [CrossRef]
- Emami, S.; Saeid, T.; Khosroshahi, R.A. Microstructural Evolution of Friction Stir Welded SAF 2205 Duplex Stainless Steel. J. Alloys Compd. 2018, 739, 678–689. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, Y.D.; Xue, P.; Zhang, H.; Ni, D.R.; Wang, K.S.; Ma, Z.Y. High-Quality Dissimilar Friction Stir Welding of Al to Steel with No Contacting between Tool and Steel Plate. Mater. Charact. 2022, 191, 112128. [Google Scholar] [CrossRef]
- Zhang, M.; Liu, J.M.; Xue, P.; Liu, F.C.; Wu, L.H.; Ni, D.R.; Xiao, B.L.; Wang, K.S.; Ma, Z.Y. Eliminating Cu-Rich Intermetallic Compound Layer in Dissimilar Friction Stir Welding of 304 Stainless Steel and 2219 Al Alloy via Ultralow Rotation Speed. J. Mater. Process. Technol. 2024, 329, 118444. [Google Scholar] [CrossRef]
- Hua, P.; Moronov, S.; Nie, C.Z.; Sato, Y.S.; Kokawa, H.; Park, S.H.C.; Hirano, S. Microstructure and Properties in Friction Stir Weld of 12Cr Steel. Sci. Technol. Weld. Join. 2014, 19, 76–81. [Google Scholar] [CrossRef]
- Emami, S.; Saeid, T.; Abdollah-zadeh, A. Effect of Friction Stir Welding Parameters on the Microstructure and Microtexture Evolution of SAF 2205 Stainless Steel. J. Alloys Compd. 2019, 810, 151797. [Google Scholar] [CrossRef]
- Cizek, P.; Whiteman, J.A.; Rainforth, W.M.; Beynon, J.H. EBSD and TEM Investigation of the Hot Deformation Substructure Characteristics of a Type 316L Austenitic Stainless Steel. J. Microsc. 2004, 213, 285–295. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Z.; Tian, H.; Han, P.; Gonzalez-Garcia, Y. Inhibition of the Second Phase Precipitation and Improvement of Intergranular Corrosion Resistance by Boron Segregation at the Grain Boundary of S31254 Superaustenitic Stainless Steel. Corros. Commun. 2024, 15, 1–12. [Google Scholar] [CrossRef]
- Gao, J.; Ma, J.; Yang, S.; Guo, Z.; Ma, J.; Li, H.; Jiang, Z.; Han, P. Grain Boundary Co-Segregation of B and Ce Hindering the Precipitates of S31254 Super Austenitic Stainless Steel. J. Mater. Res. Technol. 2023, 24, 2653–2667. [Google Scholar] [CrossRef]
- Ueji, R.; Fujii, H.; Cui, L.; Nishioka, A.; Kunishige, K.; Nogi, K. Friction Stir Welding of Ultrafine Grained Plain Low-Carbon Steel Formed by the Martensite Process. Mater. Sci. Eng. A 2006, 423, 324–330. [Google Scholar] [CrossRef]
- Ramachandran, K.K.; Murugan, N.; Shashi Kumar, S. Performance Analysis of Dissimilar Friction Stir Welded Aluminium Alloy AA5052 and HSLA Steel Butt Joints Using Response Surface Method. Int. J. Adv. Manuf. Technol. 2016, 86, 2373–2392. [Google Scholar] [CrossRef]
- Li, J.; Huang, Y. A Hybrid Genetic Algorithm for Dual-Resource Constrained Job Shop Scheduling Problem BT—Intelligent Computing Theories and Application; Huang, D.-S., Bevilacqua, V., Premaratne, P., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 463–475. [Google Scholar]
- Parvathavarthini, N.; Dayal, R.K.; Khatak, H.S.; Shankar, V.; Shanmugam, V. Sensitization Behaviour of Modified 316N and 316L Stainless Steel Weld Metals after Complex Annealing and Stress Relieving Cycles. J. Nucl. Mater. 2006, 355, 68–82. [Google Scholar] [CrossRef]
- Guo, M.; Tang, J.; Gu, T.; Peng, C.; Li, Q.; Pan, C.; Wang, Z. Corrosion Behavior of 316L Stainless Steels Exposed to Salt Lake Atmosphere of Western China for 8 Years. Acta Metall. Sin. (Engl. Lett.) 2021, 34, 555–564. [Google Scholar] [CrossRef]
- Xie, Y.; Meng, X.; Wang, F.; Jiang, Y.; Ma, X.; Wan, L.; Huang, Y. Insight on Corrosion Behavior of Friction Stir Welded AA2219/AA2195 Joints in Astronautical Engineering. Corros. Sci. 2021, 192, 109800. [Google Scholar] [CrossRef]
- Dong, J.; Xie, Y.; Meng, X.; Wang, W.; Sun, X.; Wang, P.; Ma, X.; Wang, N.; Wang, Y.; Huang, Y. Materials Characterization Microstructural Evolution and Corrosion Responses of Friction Stir Welded SUS301L Stainless Steel. Mater. Charact. 2024, 214, 114124. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Ni | Cr | N | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Mass fraction | 0.02 | 0.5 | 1.0 | 0.25 | 0.001 | 7.0 | 17.1 | 0.14 | Bal. |
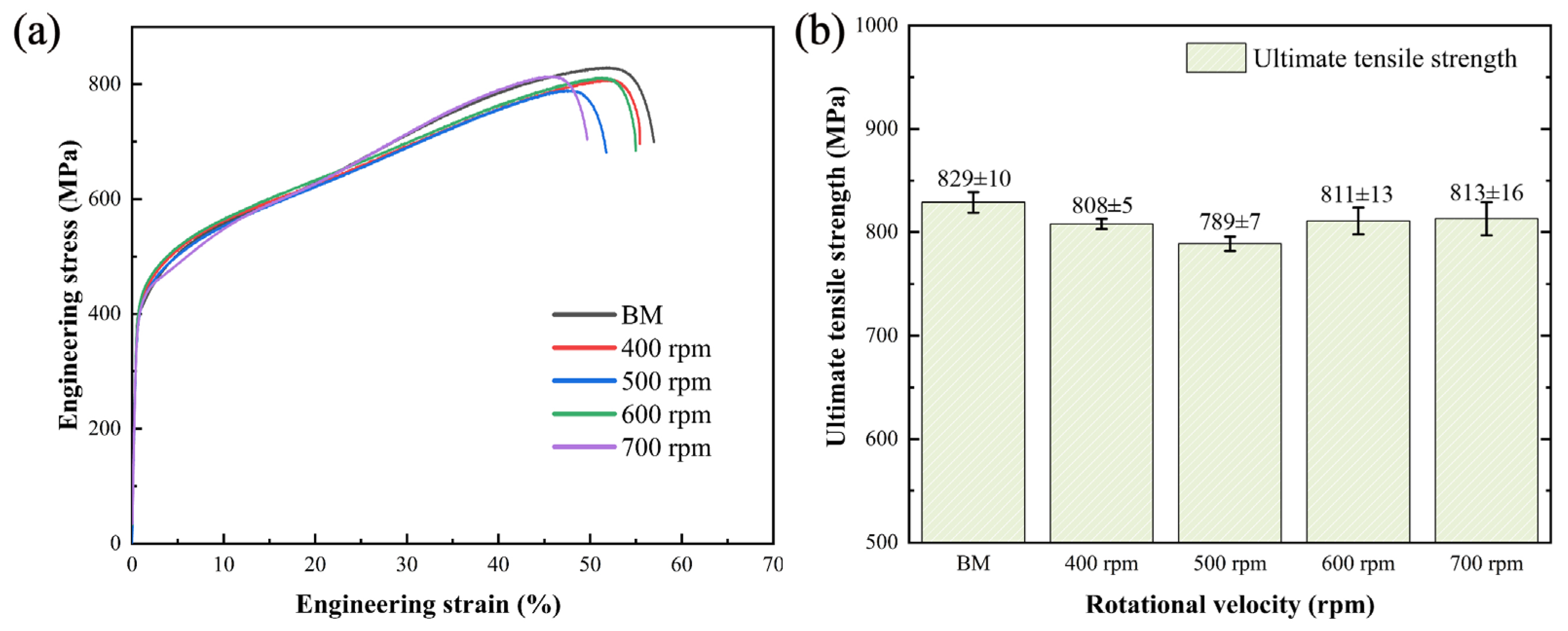
| Material | Ultimate Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Microhardness (HV) |
|---|---|---|---|---|
| SUS301L | 829 | 385 | 57 | 215 |
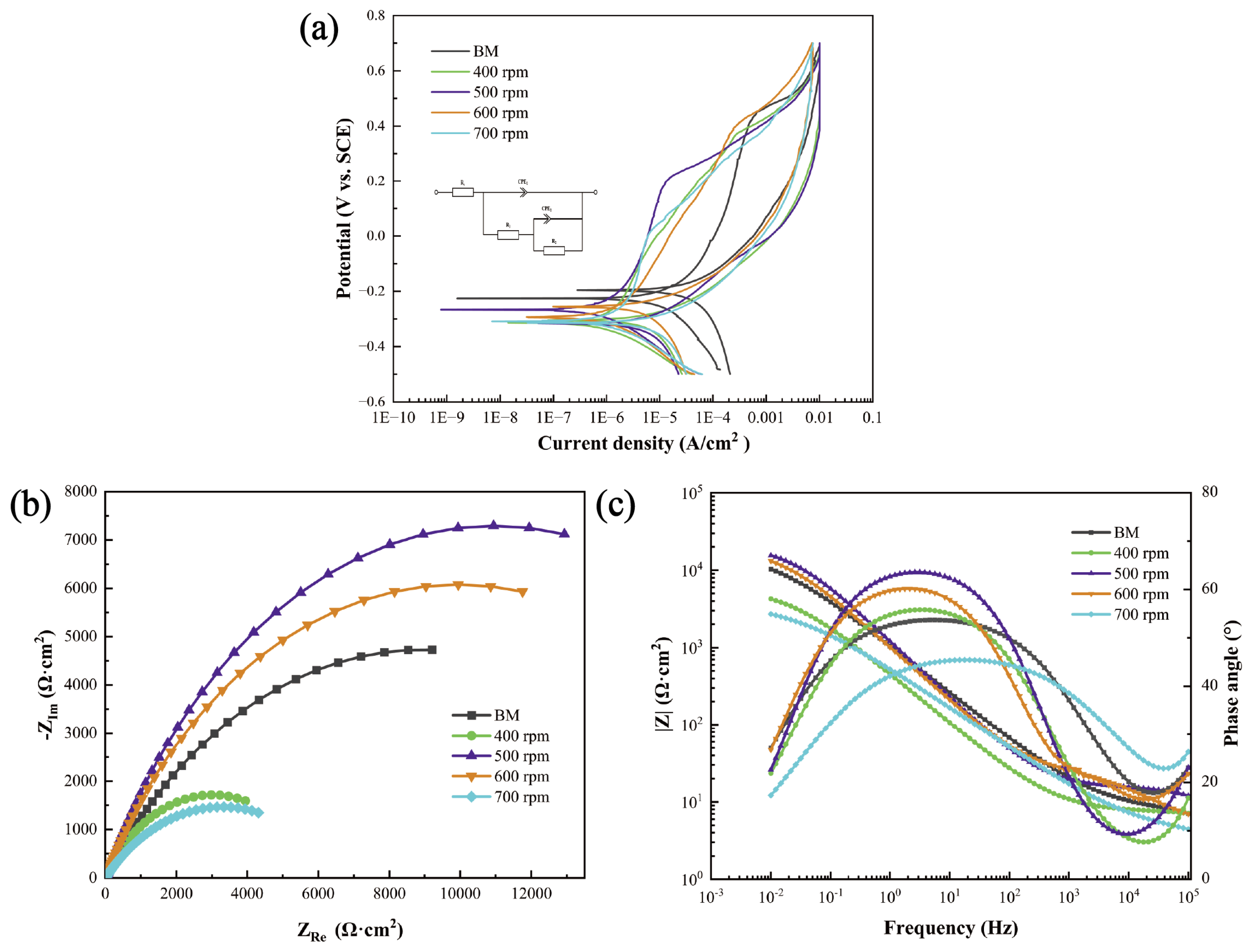
| Samples | Ecorr (V vs. SCE) | Icorr (A/cm2) | Eb (V vs. SCE) | Erp (V vs. SCE) | Eb − Erp (V) |
|---|---|---|---|---|---|
| BMs | −0.343 | 4.478 × 10−5 | 0.440 | −0.183 | 0.623 |
| 400 rpm | −0.301 | 1.486 × 10−6 | 0.407 | −0.249 | 0.656 |
| 500 rpm | −0.305 | 1.932 × 10−6 | 0.215 | −0.309 | 0.524 |
| 600 rpm | −0.294 | 1.567 × 10−6 | 0.404 | −0.249 | 0.653 |
| 700 rpm | −0.328 | 2.183 × 10−6 | 0.011 | −0.303 | 0.314 |
| Samples | Rs (Ω·cm2) | CPE1 (Ω−1·cm−2·s-n) | n1 | R1 (Ω·cm2) | CPE2 (Ω−1·cm−2·s-n) | n2 | R2 (Ω·cm2) | Rt (Ω·cm2) |
|---|---|---|---|---|---|---|---|---|
| BMs | 4.91 | 3.15 × 10−5 | 0.73 | 8.67 | 2.93 × 10−4 | 0.62 | 17,910 | 17,918 |
| 400 rpm | 6.96 | 8.47 × 10−5 | 0.95 | 6.20 | 6.32 × 10−4 | 0.66 | 6585 | 6591 |
| 500 rpm | 10.52 | 2.70 × 10−5 | 0.75 | 8.69 | 5.30 × 10−4 | 0.74 | 22,800 | 22,808 |
| 600 rpm | 7.23 | 6.49 × 10−5 | 0.62 | 25.61 | 2.03 × 10−4 | 0.73 | 19,970 | 19,995 |
| 700 rpm | 8.03 | 5.85 × 10−4 | 0.98 | 6.59 | 3.89 × 10−4 | 0.54 | 6042 | 6048 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, J.; Xie, Y.; Hu, S.; Li, J.; Zhao, Y.; Meng, X.; Huang, Y. Effect of Rotational Velocity on Mechanical and Corrosion Properties of Friction Stir-Welded SUS301L Stainless Steel. Materials 2024, 17, 3486. https://doi.org/10.3390/ma17143486
Dong J, Xie Y, Hu S, Li J, Zhao Y, Meng X, Huang Y. Effect of Rotational Velocity on Mechanical and Corrosion Properties of Friction Stir-Welded SUS301L Stainless Steel. Materials. 2024; 17(14):3486. https://doi.org/10.3390/ma17143486
Chicago/Turabian StyleDong, Jianing, Yuming Xie, Shengnan Hu, Junchen Li, Yaobang Zhao, Xiangchen Meng, and Yongxian Huang. 2024. "Effect of Rotational Velocity on Mechanical and Corrosion Properties of Friction Stir-Welded SUS301L Stainless Steel" Materials 17, no. 14: 3486. https://doi.org/10.3390/ma17143486
APA StyleDong, J., Xie, Y., Hu, S., Li, J., Zhao, Y., Meng, X., & Huang, Y. (2024). Effect of Rotational Velocity on Mechanical and Corrosion Properties of Friction Stir-Welded SUS301L Stainless Steel. Materials, 17(14), 3486. https://doi.org/10.3390/ma17143486