
Surface Modification of Silk Fabric by Polysaccharide Derivatives towards High-Quality Printing Performance Using Bio-Based Gardenia Blue Ink


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
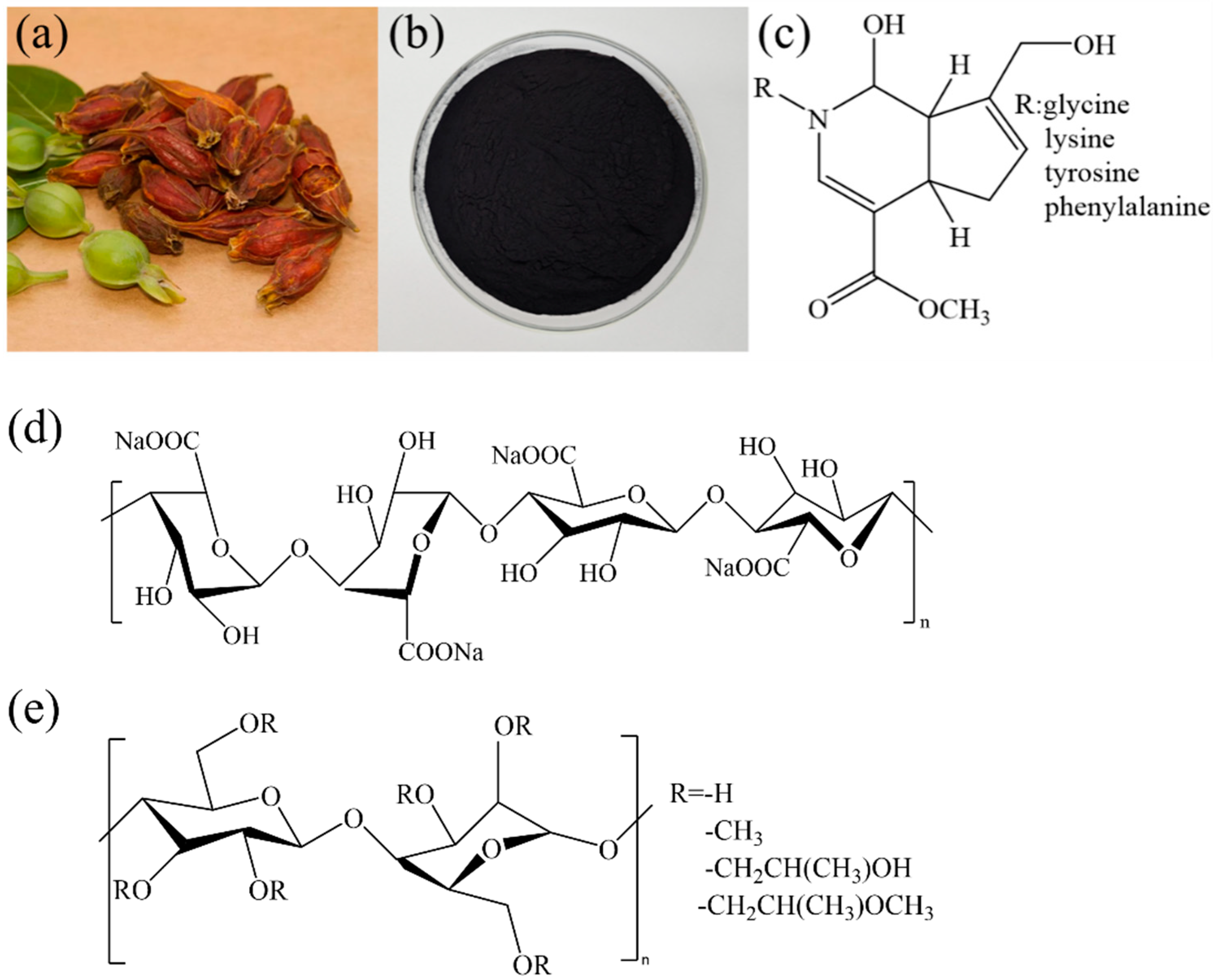
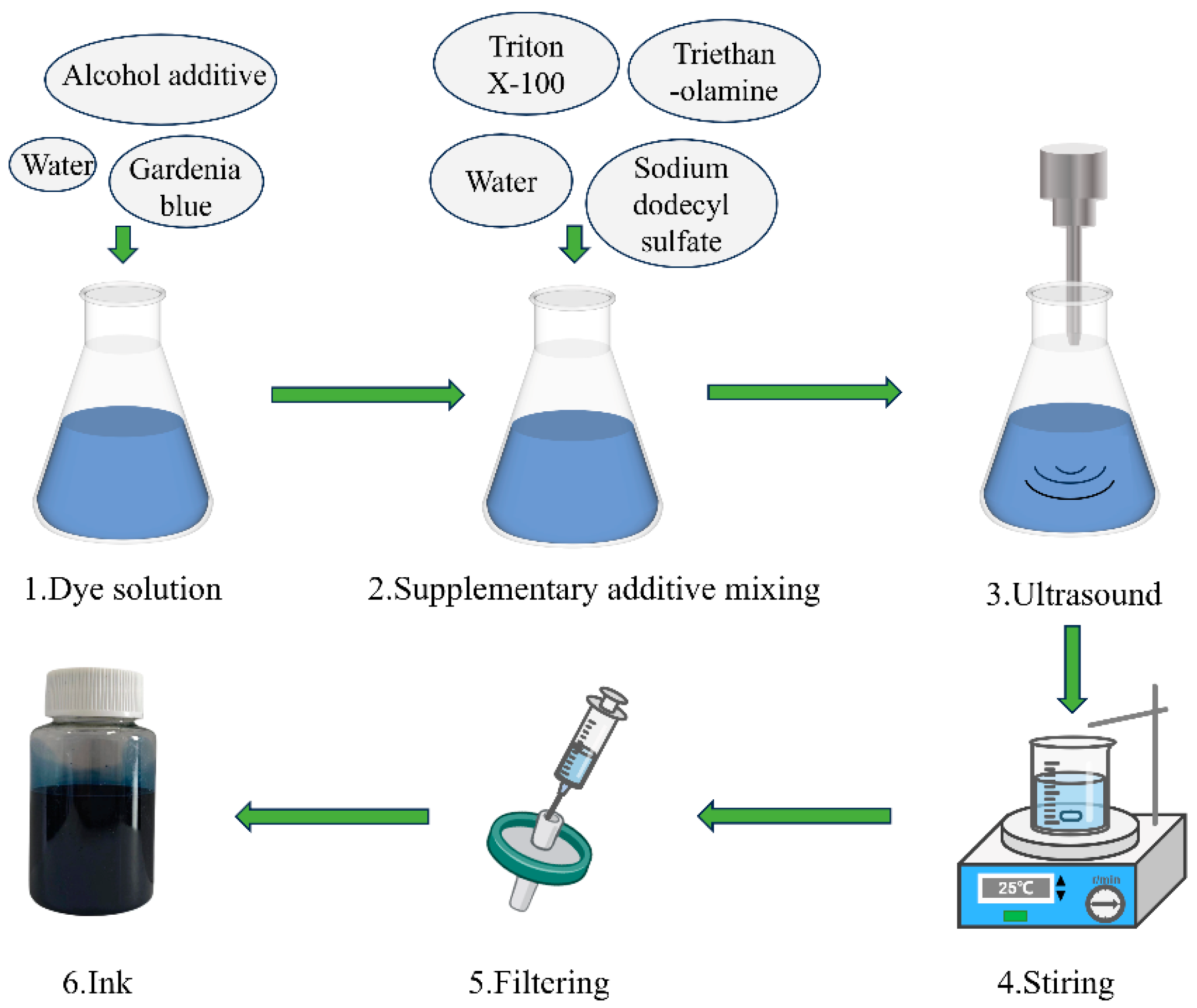
2.2. The Preparation of Gardenia Blue Ink
2.3. The Preparation of Treatment Solution
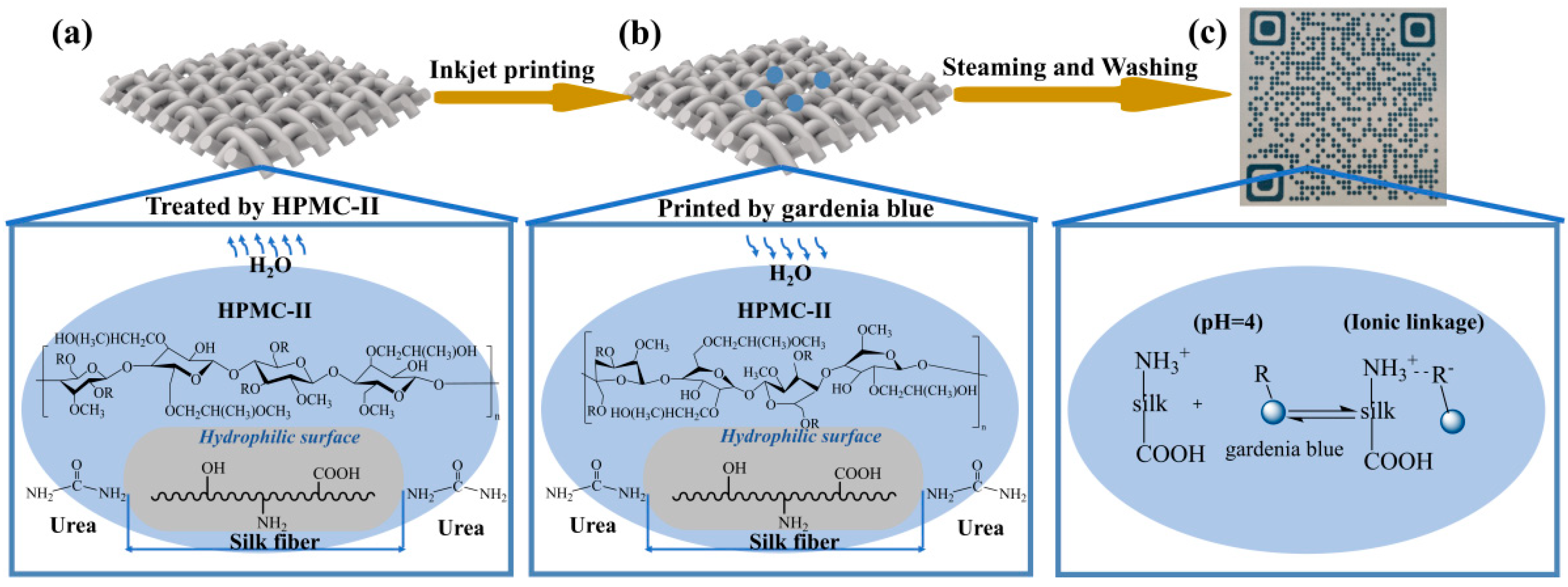
2.4. The Modification of Silk Fabric
2.5. Ink-Jet Printing Process
2.6. Analytical Methods
2.6.1. Physical and Chemical Properties of the Ink
2.6.2. Rheological Properties of the Thickener Solution
2.6.3. Hydrophilicity of Silk Fabrics
2.6.4. SEM and XPS
2.6.5. The Infiltration Behavior of Ink Droplets
2.6.6. Color Features and Color Fastness
2.6.7. Wearing Characteristics
3. Results
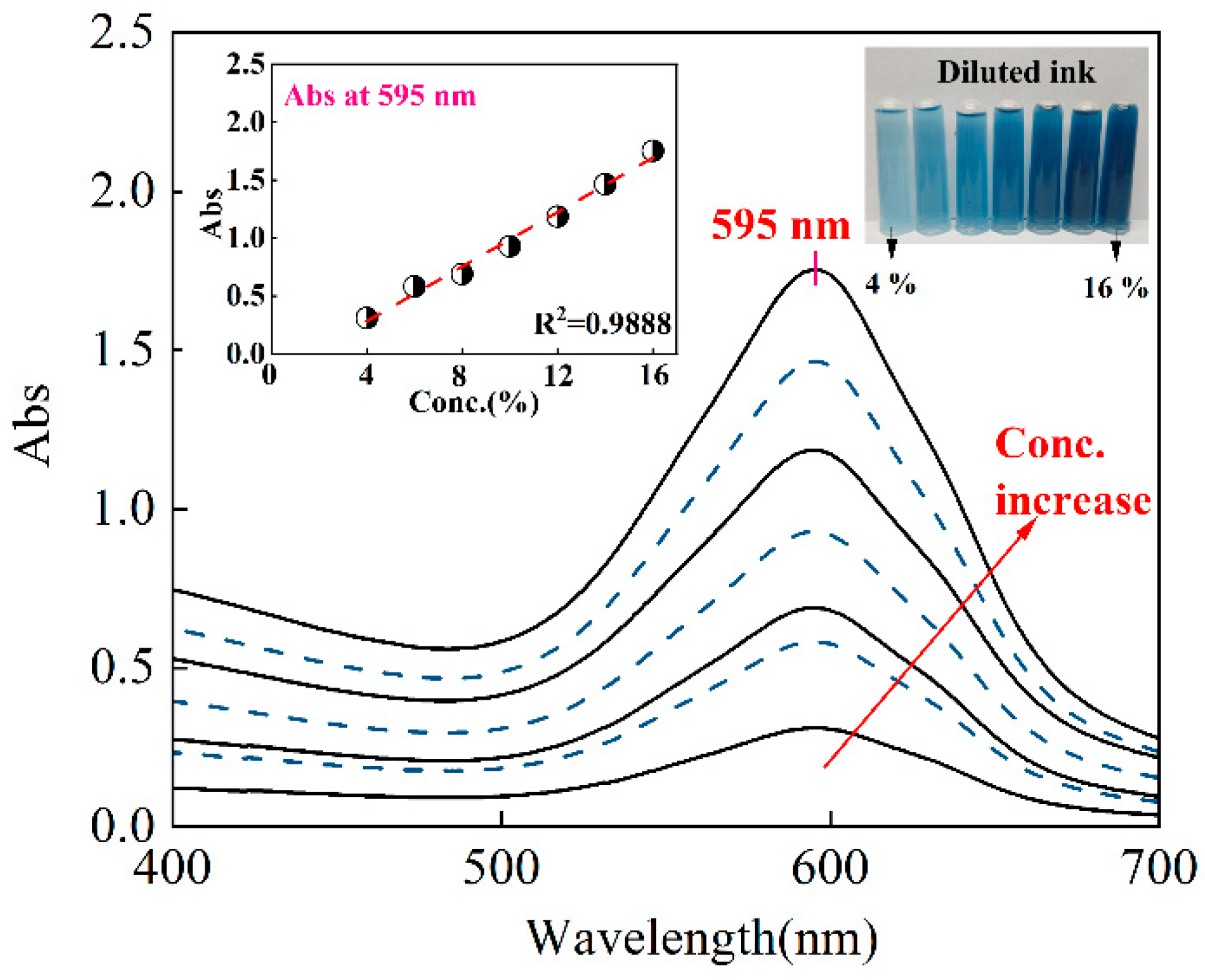
3.1. Physicochemical Properties of Gardenia Blue Ink
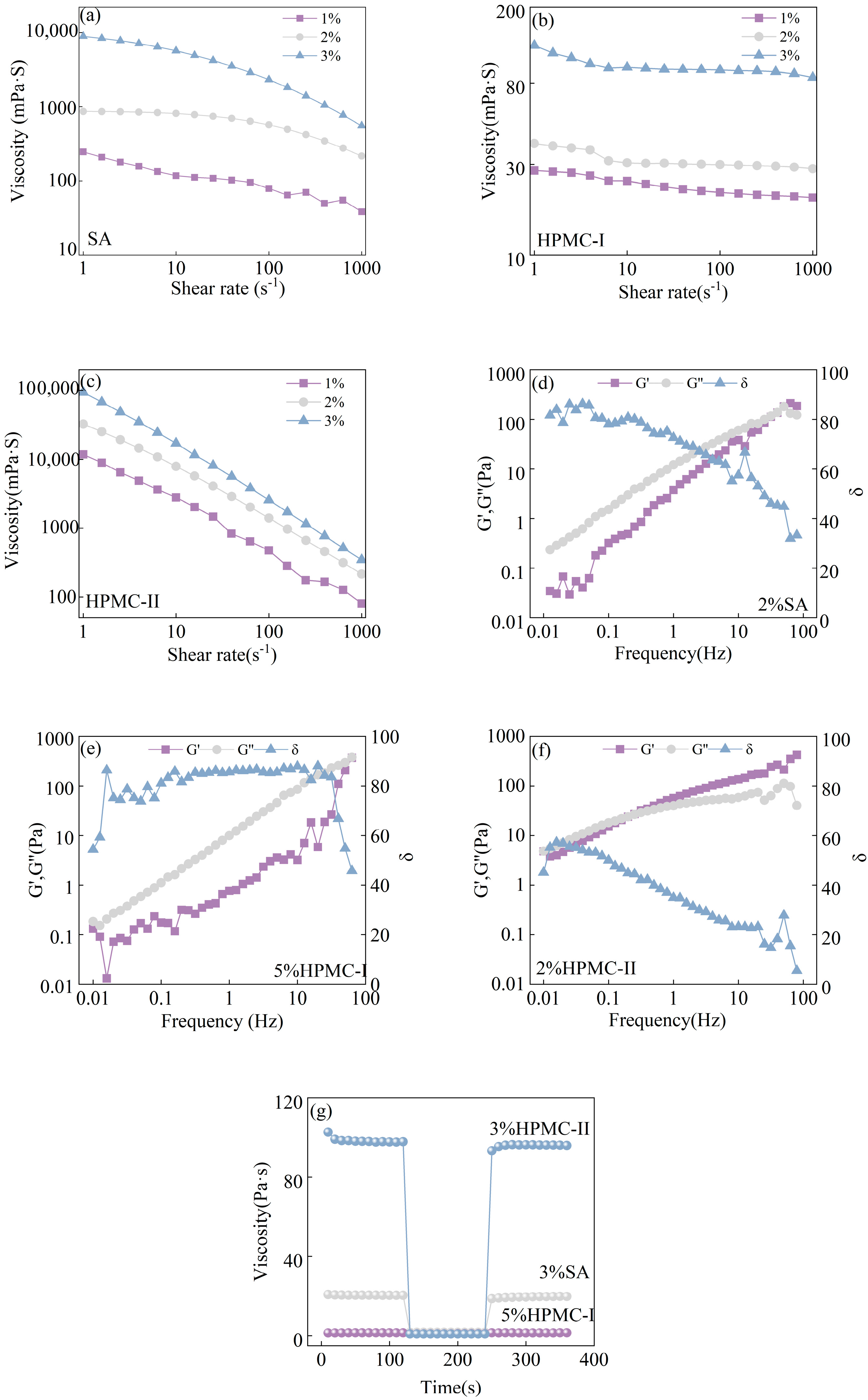
3.2. Rheological Properties of the Thickener Solution
3.3. Surface Properties of the Modified Silk
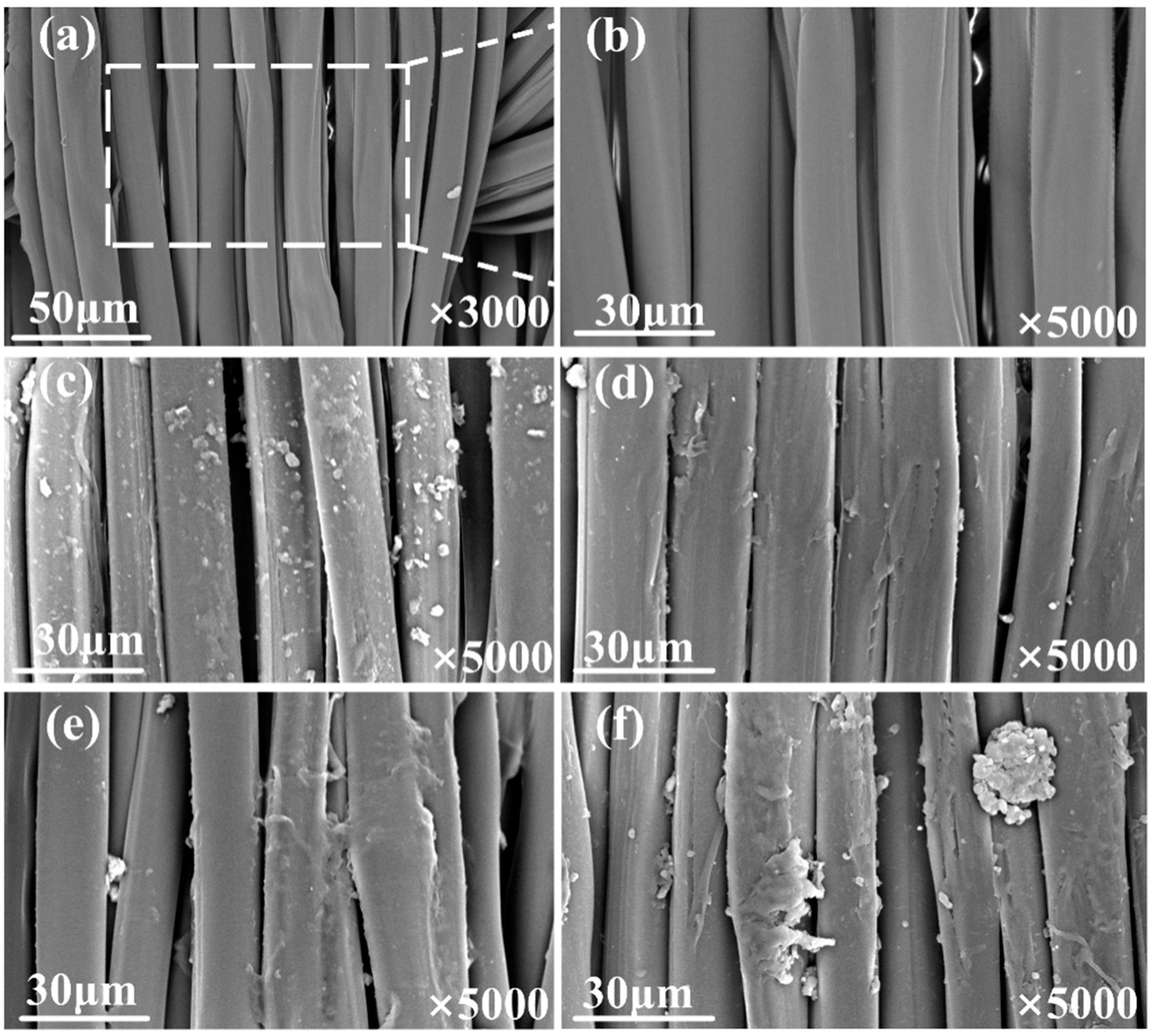
3.3.1. Micro-Morphology
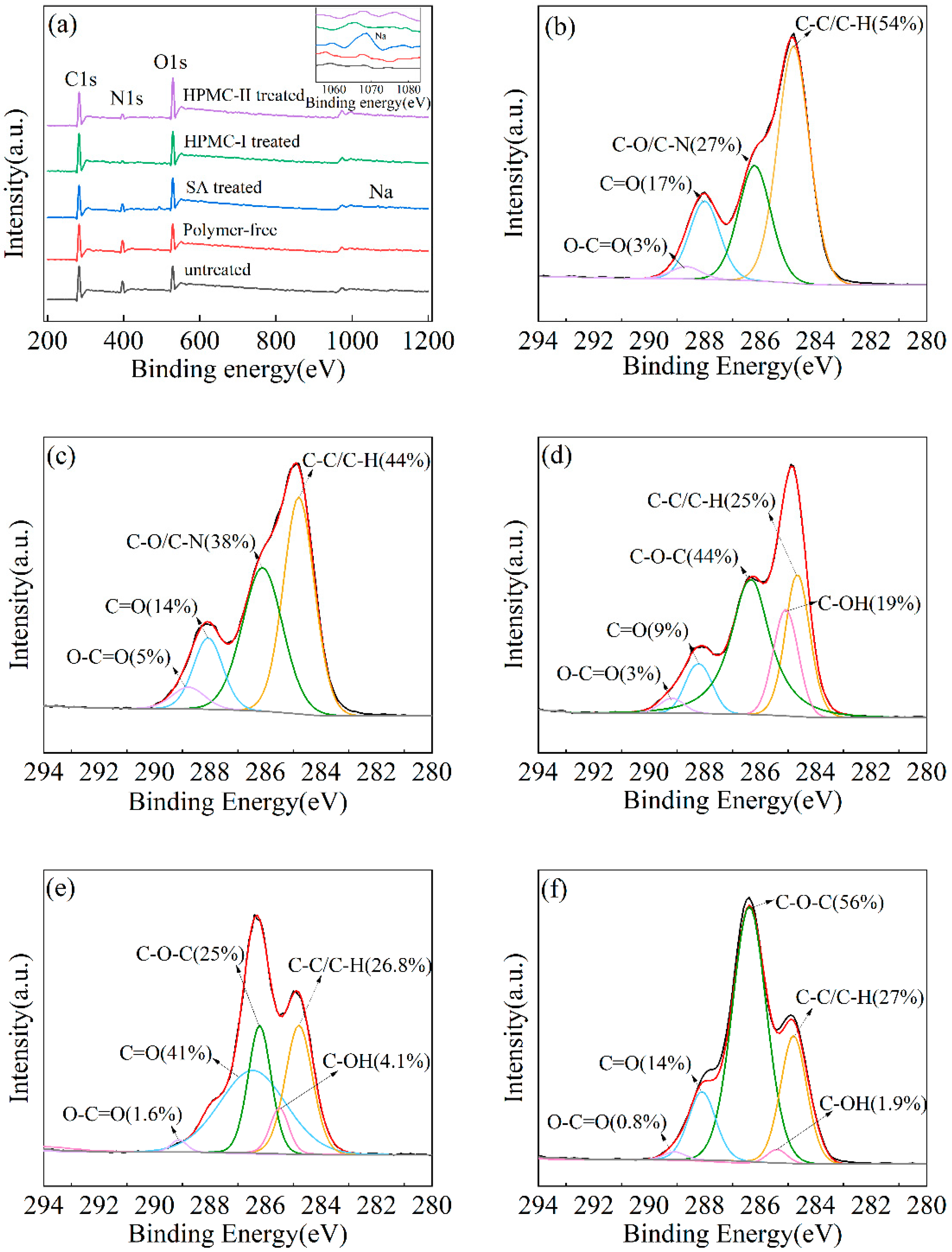
3.3.2. Surface Element
3.4. Hydrophilicity of Silk Fabrics
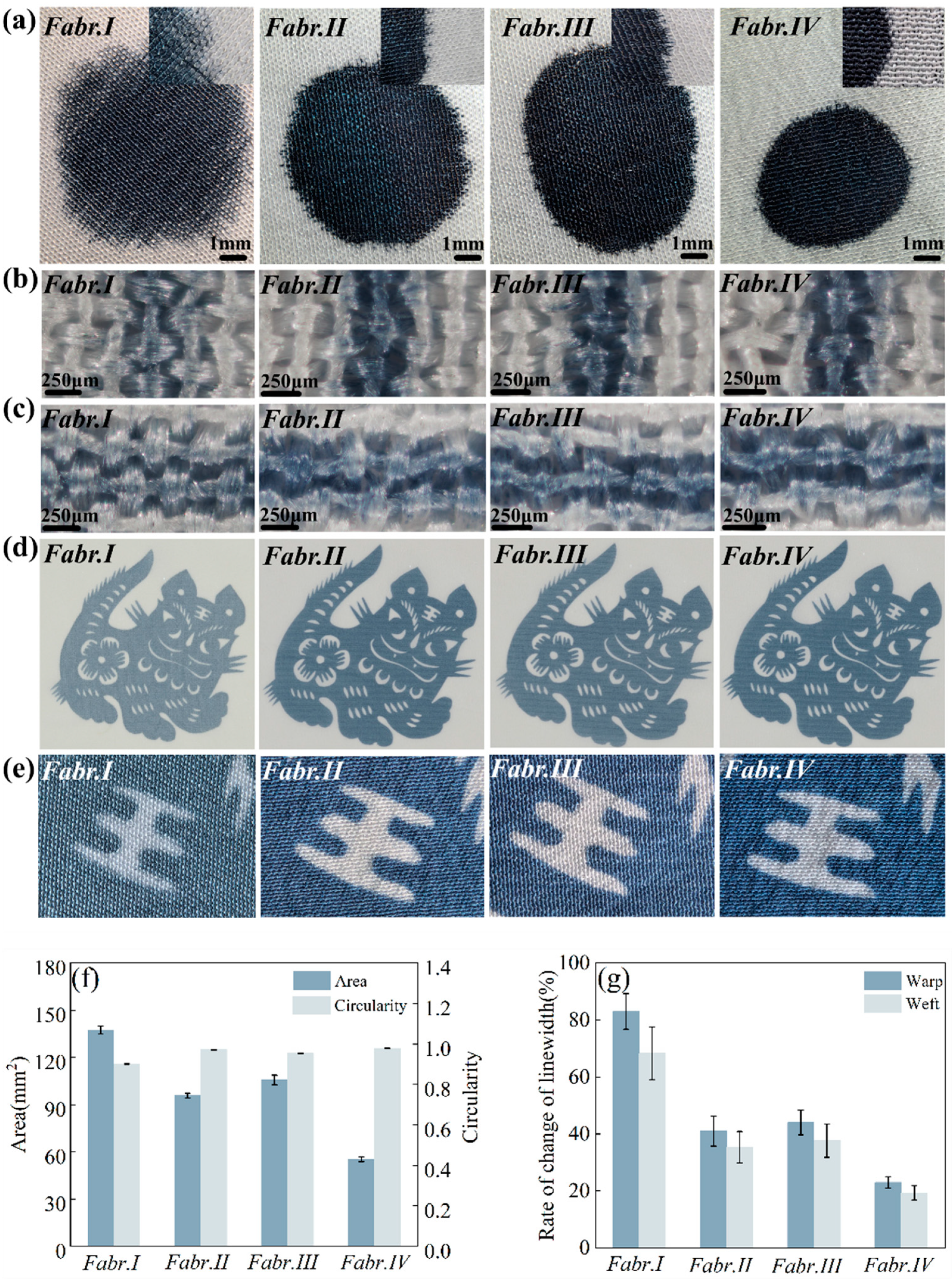
3.5. The Infiltration Behavior of Ink Droplets
3.6. Printing Performance and Mechanism
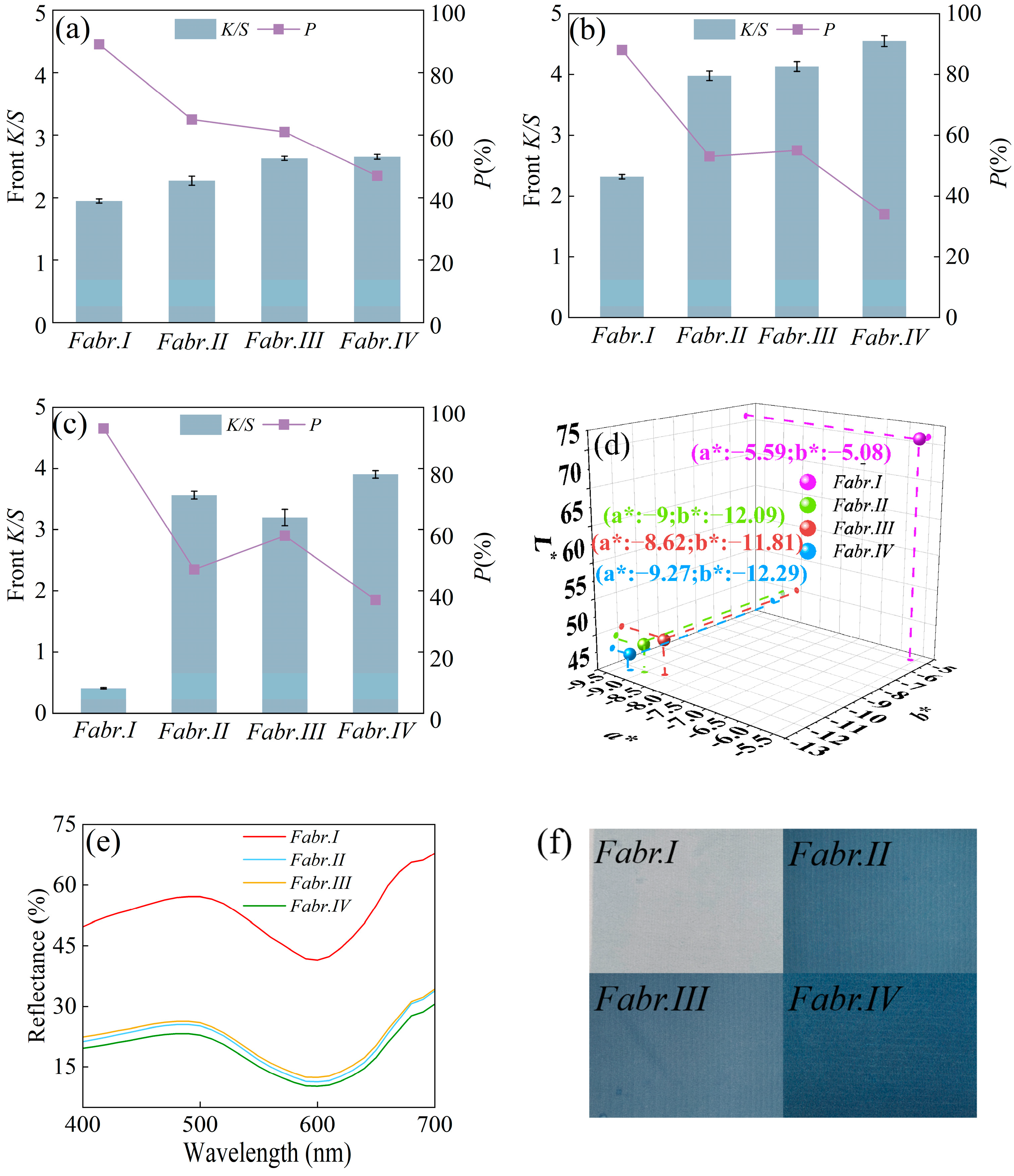
3.6.1. Color Features and Color Fastness
3.6.2. Mechanism of Printing
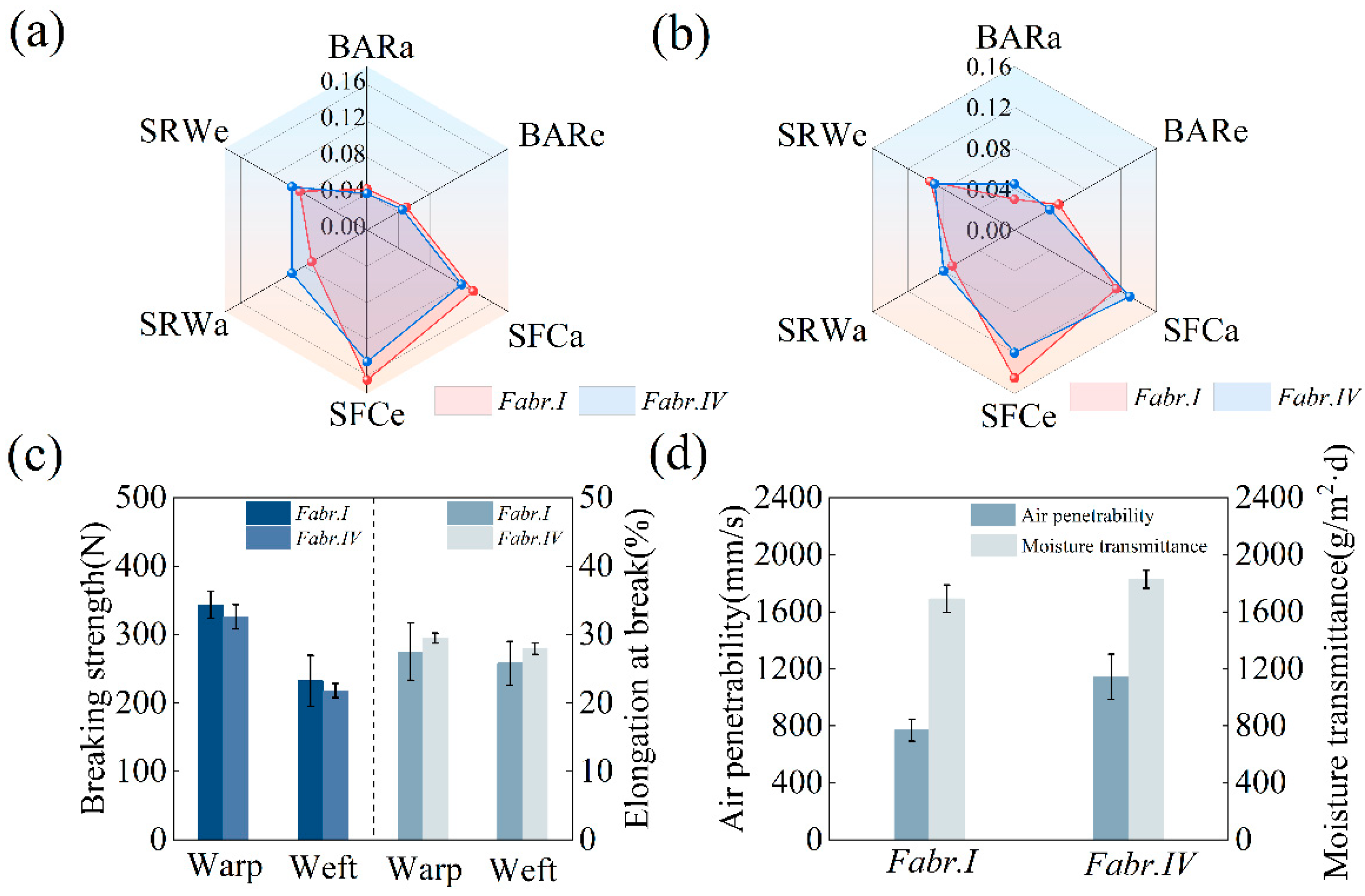
3.6.3. Wearing Characteristics
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, H.; Yu, Z.; Li, K.; Jiang, L.; Liu, X.; Deng, B.; Chen, F.; Xu, W. Facile and effective fabrication of highly UV-resistant silk fabrics with excellent laundering durability and thermal and chemical stabilities. ACS Appl. Mater. Interfaces 2019, 11, 27426–27434. [Google Scholar] [CrossRef]
- Tong, X.; Han, M.J.; Lu, K.; Tai, S.; Liang, S.; Liu, Y.; Hu, H.; Shen, J.; Long, A.; Zhan, C.; et al. High-resolution silkworm pan-genome provides genetic insights into artificial selection and ecological adaptation. Nat. Commun. 2022, 13, 5619. [Google Scholar] [CrossRef]
- Czaplicki, Z.; Gliścińska, E.; Machnowski, W. Natural silk—An unusual fibre: Origin, processing and world production. Fibres Text. East. Eur. 2021, 29, 22–28. [Google Scholar] [CrossRef]
- Zheng, Q.; Fang, K.; Song, Y.; Wang, L.; Hao, L.; Ren, Y. Enhanced interaction of dye molecules and fibers via bio-based acids for greener coloration of silk/polyamide fabric. Ind. Crops Prod. 2023, 195, 116418. [Google Scholar] [CrossRef]
- Guo, Q.; Chen, W.G.; Cui, Z.H.; Jiang, H. Reactive dyeing of silk using commercial acid dyes based on a three-component Mannich-type reaction. Color. Technol. 2020, 136, 336–345. [Google Scholar] [CrossRef]
- Klančnik, M. Printing with Natural Dye Extracted from Impatiens glandulifera Royle. Coatings 2021, 11, 445. [Google Scholar] [CrossRef]
- Zhou, Y.; Yu, J.; Biswas, T.T.; Tang, R.C.; Nierstrasz, V. Inkjet printing of curcumin-based ink for coloration and bioactivation of polyamide, silk, and wool fabrics. ACS Sustain. Chem. Eng. 2019, 7, 2073–2082. [Google Scholar] [CrossRef]
- Lee, W.; Sung, E.; Moon, J.; Ahn, I.; Yoon, K.; Park, Y.; Kim, J. Performance evaluation of ink and digital textile printing fabric using natural indigo. Fibers Polym. 2023, 24, 1309–1319. [Google Scholar] [CrossRef]
- Wang, M.; Zheng, S.; Fang, K.; Zhao, Z.; Shu, D.; Xie, R.; Chen, W. Green fabrication of inkjet printed antibacterial wool fabric with natural gardenia yellow dye. Ind. Crops Prod. 2023, 206, 117700. [Google Scholar] [CrossRef]
- Landim, N.M.I.; Silva, E.K.; Meireles, M.A.A. Natural blue food colorants: Consumer acceptance, current alternatives, trends, challenges, and future strategies. Trends Food Sci. Technol. 2021, 112, 163–173. [Google Scholar] [CrossRef]
- Li, W.; Li, Y.; Xu, Y.; Huang, Y.; Xu, S.; Ou, Z. Expression of heat-resistant β-glucosidase in Escherichia coli and its application in the production of gardenia blue. Synth. Syst. Biotechnol. 2021, 6, 216–223. [Google Scholar] [CrossRef]
- Wu, C.; Xu, L.; Zhu, J.; Cheng, Y.; Yang, Y.; Qiao, S.; Ma, L.; Zhang, Y.; Wang, H. Effect of sorbitol on stabilisation of gardenia blue and food 2D/3D printing. Int. J. Food Sci. Technol. 2023, 58, 5669–5678. [Google Scholar] [CrossRef]
- Cai, Y.; Xiao, L.; Ehsan, M.N.; Jiang, T.; Pervez, M.N.; Lin, L.; Xiong, X.; Naddeo, V. Green penetration dyeing of wool yarn with natural dye mixtures in D5 medium. J. Mater. Res. Technol. 2023, 25, 6524–6541. [Google Scholar] [CrossRef]
- Mongkholrattanasit, R.; Klaichoi, C.; Rungruangkitkrai, N. Printing silk fabric with acid dye using a new thickening agent. J. Nat. Fibers 2022, 19, 10802–10812. [Google Scholar] [CrossRef]
- Li, M.; Zhang, L.; An, Y.; Ma, W.; Fu, S. Relationship between silk fabric pretreatment, droplet spreading, and ink-jet printing accuracy of reactive dye inks. J. Appl. Polym. Sci. 2018, 135, 46703. [Google Scholar] [CrossRef]
- Guidetti, G.D.L.; Kim, T.; Matzeu, G.; Mogas-Soldevila, L.; Napier, B.; Ostrovsky-Snider, N.; Roshko, J.; Ruggeri, E.; Omenetto, F.G. Silk materials at the convergence of science, sustainability, healthcare, and technology. Appl. Phys. Rev. 2022, 9, 011302. [Google Scholar] [CrossRef]
- Badr, A.A.; Hassanin, A.; Moursey, M. Influence of tencel/cotton blends on knitted fabric performance. Alex. Eng. J. 2016, 55, 2439–2447. [Google Scholar] [CrossRef]
- Phattanarudee, S.; Chakvattanatham, K.; Kiatkamjornwong, S. Pretreatment of silk fabric surface with amino compounds for ink jet printing. Prog. Org. Coat. 2009, 64, 405–418. [Google Scholar] [CrossRef]
- Zhang, C.; Guo, F.; Li, H.; Wang, Y.; Zhang, Z. Study on the physical-morphological and chemical properties of silk fabric surface modified with multiple ambient gas plasma for inkjet printing. Appl. Surf. Sci. 2019, 490, 157–164. [Google Scholar] [CrossRef]
- Liu, K.; Fang, K.; Chen, W.; Zhang, C.; Sun, L.; Zhu, J. Hydroxyethyl methyl cellulose controls the diffusion behavior of pico-liter scale ink droplets on silk to improve inkjet printing performance. Int. J. Biol. Macromol. 2023, 224, 1252–1265. [Google Scholar] [CrossRef]
- Zhao, H.; Wang, M.; Zhang, K.; Fang, K.; Song, Y.; Shi, F.; Chen, W. Effective cotton surface treatment using natural polymer for controlled ink droplet spreading and high-quality inkjet printing images. Prog. Org. Coat. 2022, 172, 107127. [Google Scholar] [CrossRef]
- Zhang, K.; Fang, K.; Song, Y.; Sun, F. Organic solvent free, high performance and cleaning reactive dye ink using hydroxypropyl methyl cellulose for inkjet printing. J. Clean. Prod. 2022, 372, 133654. [Google Scholar] [CrossRef]
- An, F.; Fang, K.; Liu, X.; Li, C.; Liang, Y.; Liu, H. Rheological properties of carboxymethyl hydroxypropyl cellulose and its application in high quality reactive dye inkjet printing on wool fabrics. Int. J. Biol. Macromol. 2020, 164, 4173–4182. [Google Scholar] [CrossRef]
- Liang, Y.; Liu, X.; Fang, K.; An, F.; Li, C.; Liu, H.; Qiao, X.; Zhang, S. Construction of new surface on linen fabric by hydroxyethyl cellulose for improving inkjet printing performance of reactive dyes. Prog. Org. Coat. 2021, 154, 106179. [Google Scholar] [CrossRef]
- Qiao, X.; Fang, K.; Liu, X.; Gong, J.; Zhang, S.; Wang, J.; Zhang, M. Different influences of hydroxypropyl methyl cellulose pretreatment on surface properties of cotton and polyamide in inkjet printing. Prog. Org. Coat. 2022, 165, 106746. [Google Scholar] [CrossRef]
- Zhang, K.; Fang, K.; Chen, W.; Sun, F.; Song, Y.; Han, L. Controlling the spreading of nanoliter-scale droplets on the fibers of fabrics for enhancing image quality and ink utilization. ACS Appl. Mater. Interfaces 2021, 13, 60581–60589. [Google Scholar] [CrossRef]
- Gao, C.; Wang, H.; Zhao, H.; Shi, S.; Guo, H.; Wang, S.; Fan, L. Study on the quality and inkjet printing effect of the prepared washing-free disperse dye ink. RSC Adv. 2023, 13, 12141–12152. [Google Scholar] [CrossRef]
- Gao, C.; Xing, T.; Hou, X.; Chen, G. The influence of ink viscosity, water and fabric construction on the quality of ink-jet printed polyester. Color. Technol. 2020, 136, 45–59. [Google Scholar] [CrossRef]
- Li, L.; Chu, R.; Yang, Q.; Li, M.; Xing, T.; Chen, G. Performance of washing-free printing of disperse dye inks: Influence of water-borne polymers. Polymers 2022, 14, 4277. [Google Scholar] [CrossRef]
- Nie, L.; Xu, X.; Chen, Y.; Dong, Y.; Chang, G.; Li, R. Development of binder-free pigment inks for direct inkjet printing on cotton fabric without pretreatment. Langmuir 2023, 39, 6266–6275. [Google Scholar] [CrossRef]
- Hou, X.; Chen, G.; Xing, T.; Wei, Z. Reactive ink formulated with various alcohols for improved properties and printing quality onto cotton fabrics. J. Eng. Fibers Fabr. 2019, 14, 1558925019849242. [Google Scholar] [CrossRef]
- Qi, Y.; Xie, R.; Yu, A.; Bukhari, M.N.; Zhang, L.; Cao, C.; Peng, H.; Fang, K.; Chen, W. Effect of ethylene glycol and its derivatives on the aggregation properties of reactive orange 13 dye aqueous solution. RSC Adv. 2020, 10, 34373–34380. [Google Scholar] [CrossRef]
- Benchabane, A.; Bekkour, K. Rheological properties of carboxymethyl cellulose (CMC) solutions. Colloid Polym. Sci. 2008, 286, 1173–1180. [Google Scholar] [CrossRef]
- Qiao, X.; Fang, K.; Liu, X.; Gong, J.; Zhang, S.; Wang, J.; Zhang, M.; Sun, F. High viscosity hydroxypropyl methyl cellulose to improve inkjet printing for cotton/polyamide fabrics. Ind. Crops Prod. 2023, 191, 115907. [Google Scholar] [CrossRef]
- Shim, M.H.; Kim, J.; Park, C.H. The effects of surface energy and roughness on the hydrophobicity of woven fabrics. Text. Res. J. 2014, 84, 1268–1278. [Google Scholar] [CrossRef]
- Yeo, Y.; Shin, Y. Inkjet printing of textiles using biodegradable natural dyes. Fibers Polym. 2023, 24, 1695–1705. [Google Scholar] [CrossRef]
- Fangbin, S.; Yi, D.; Ruobai, X. Dyeing properties of cashmere fiber dyed with gardenia blue pigment. J. Phys. Conf. Ser. 2021, 1790, 012007. [Google Scholar] [CrossRef]
- Vasile, S.; Malengier, B.; De, R.A.; Deruyck, F. Influence of selected production parameters on the hand of mattress knitted fabrics assessed by the fabric touch tester. Text. Res. J. 2017, 89, 98–112. [Google Scholar] [CrossRef]
- Akgül, E.; Kizilkaya, A.E.; Sinanoğlu, C. Investigation of different denim fabrics with fabric touch tester and sensory evaluation. J. Nat. Fibers 2022, 19, 5551–5565. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conc. of Gardenia Blue (%) | Apparent Viscosity (mPa·s) | Surface Tension (mN/m) | pH Value | Electrical Conductivity (μS/cm) | Partical Size (nm) | Zeta Potential (mV) |
|---|---|---|---|---|---|---|
| 4 | 2.71 | 32.88 | 7.75 | 968 | 107.6 | −33.3 |
| 6 | 3.12 | 33.02 | 7.35 | 1099 | 104.4 | −19.7 |
| 8 | 3.16 | 33.04 | 6.92 | 1160 | 149.8 | −23.7 |
| 10 | 3.97 | 33.97 | 6.78 | 1234 | 122.5 | −22.1 |
| 12 | 4.48 | 34.12 | 6.54 | 1258 | 153.8 | −20.7 |
| 14 | 5.39 | 35.63 | 6.38 | 1273 | 198.3 | −16.1 |
| 16 | 6.26 | 36.26 | 6.67 | 1322 | 220.8 | −14.4 |
| Samples | Rubbing Fastness | Washing Fastness | |||
|---|---|---|---|---|---|
| Color Staining | Color Change | ||||
| Dry | Wet | Silk | Cotton | ||
| Fabr.II | 5 | 4–5 | 5 | 5 | 4 |
| Fabr.III | 5 | 4–5 | 5 | 5 | 3 |
| Fabr.IV | 5 | 4–5 | 5 | 5 | 4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, Y.; Wang, N.; Li, Q.; Jiang, H. Surface Modification of Silk Fabric by Polysaccharide Derivatives towards High-Quality Printing Performance Using Bio-Based Gardenia Blue Ink. Materials 2024, 17, 3611. https://doi.org/10.3390/ma17143611
Liang Y, Wang N, Li Q, Jiang H. Surface Modification of Silk Fabric by Polysaccharide Derivatives towards High-Quality Printing Performance Using Bio-Based Gardenia Blue Ink. Materials. 2024; 17(14):3611. https://doi.org/10.3390/ma17143611
Chicago/Turabian StyleLiang, Yan, Ni Wang, Qing Li, and Huiyu Jiang. 2024. "Surface Modification of Silk Fabric by Polysaccharide Derivatives towards High-Quality Printing Performance Using Bio-Based Gardenia Blue Ink" Materials 17, no. 14: 3611. https://doi.org/10.3390/ma17143611