
Effect of Degradation of Polylactic Acid (PLA) on Dynamic Mechanical Response of 3D Printed Lattice Structures



Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Tests
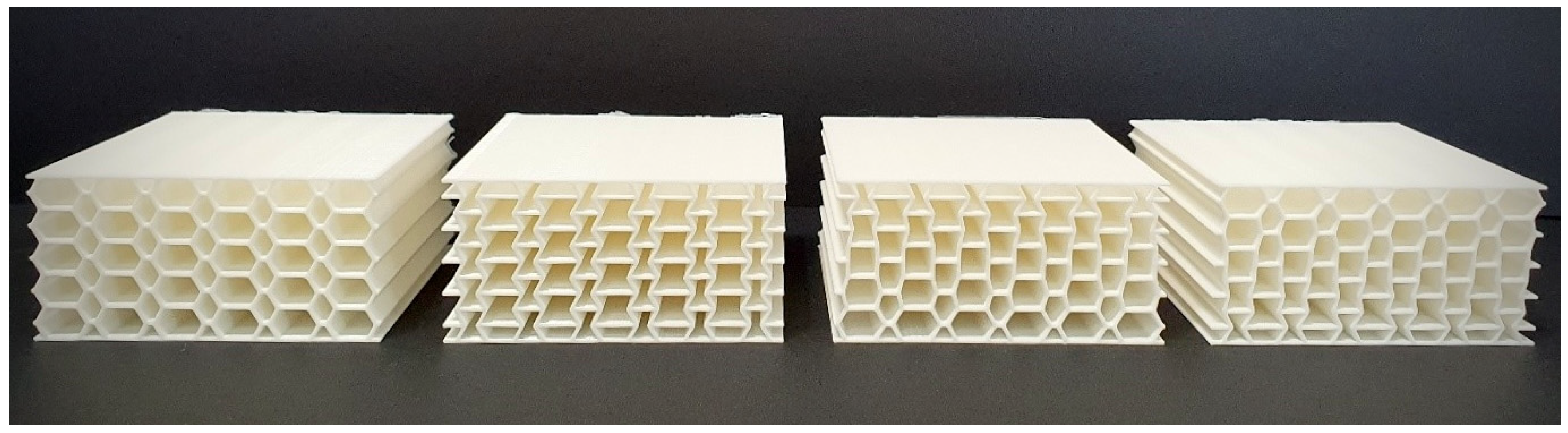
2.1.1. Manufacturing
2.1.2. Tensile and Compression Tests
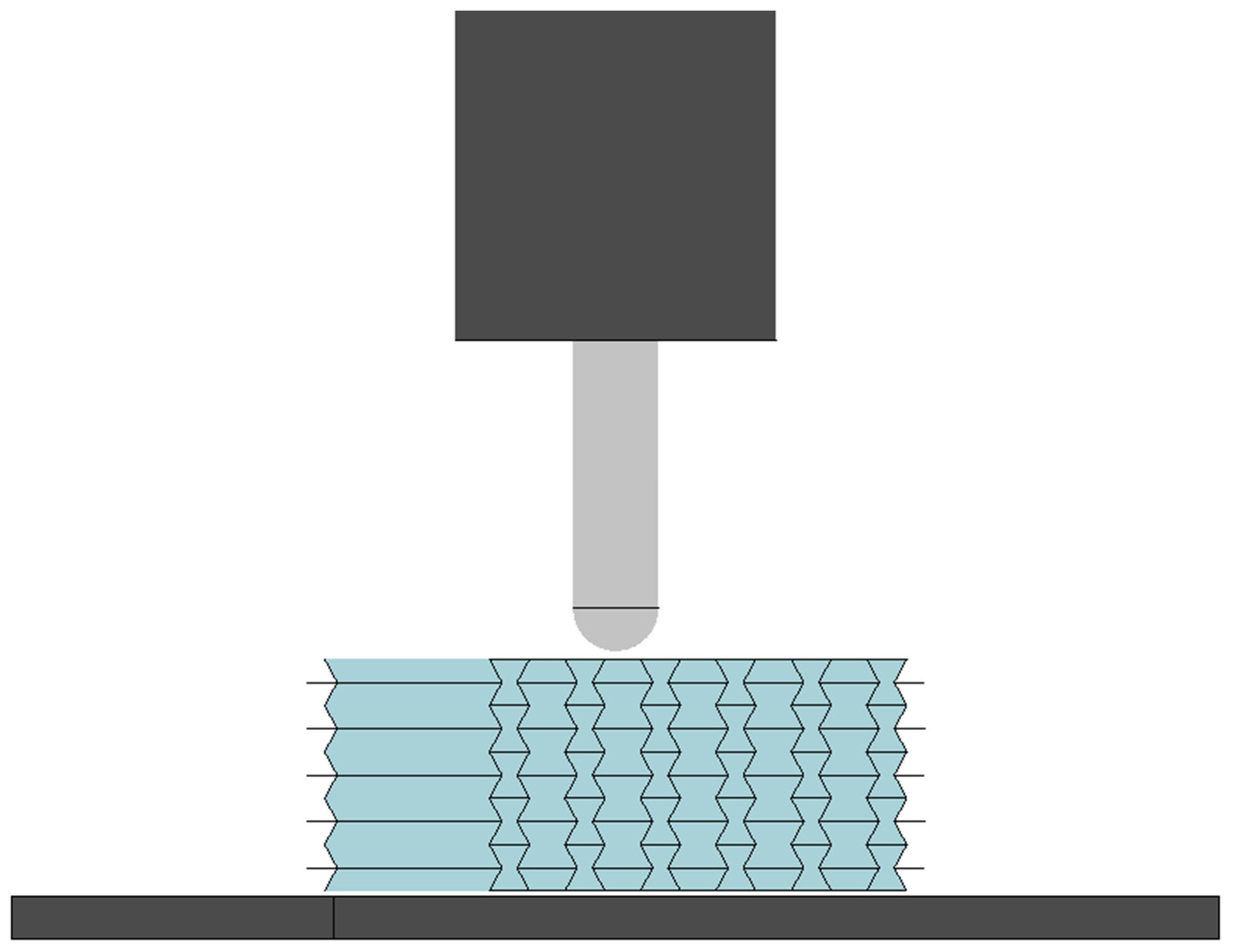
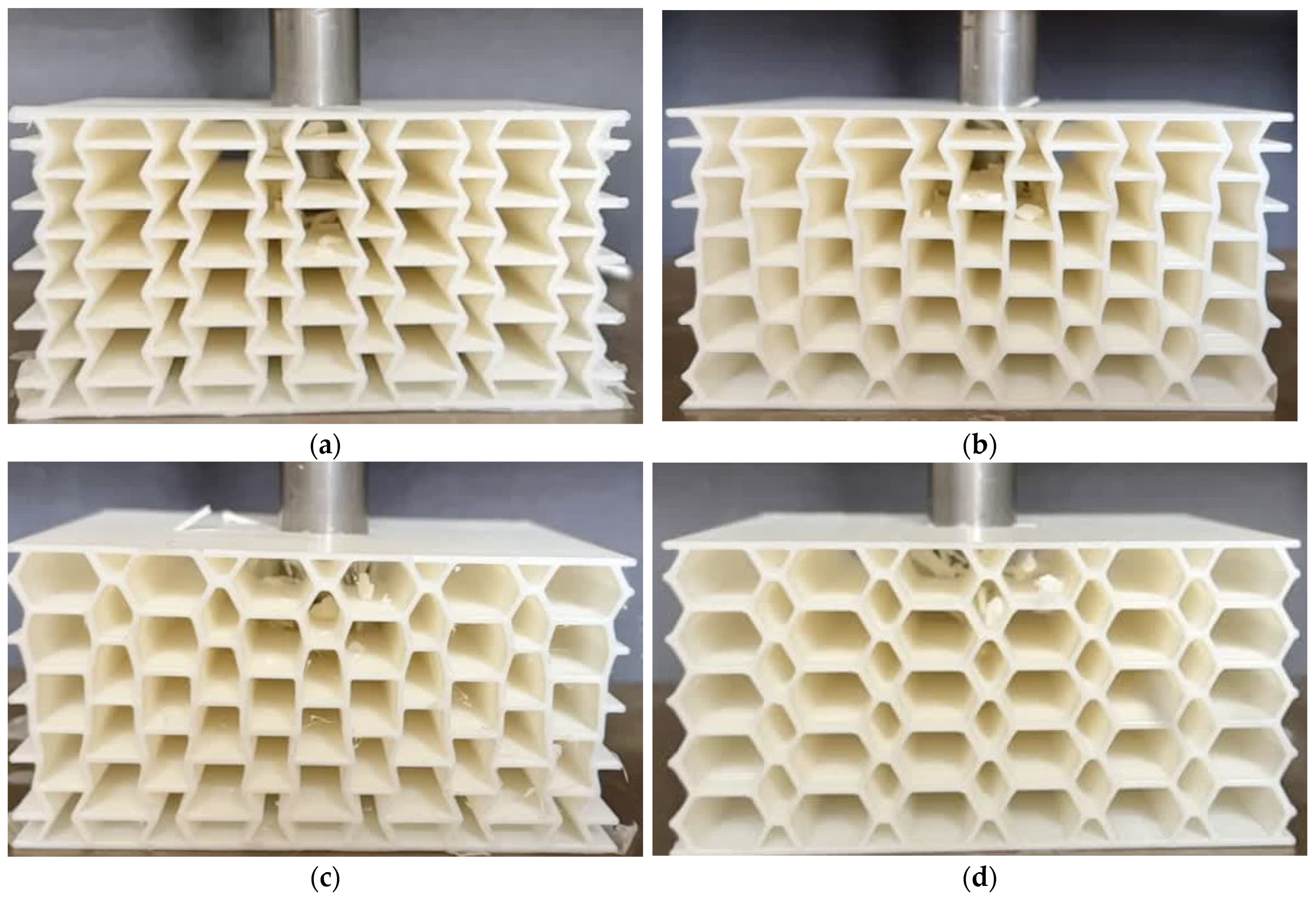
2.1.3. Drop-Weight Impact Tests
2.2. Numerical Modeling
3. Results
3.1. Changes in the Bulk Material Properties
3.2. Drop-Weight Behavior of Undegraded PLA Sandwich Panels
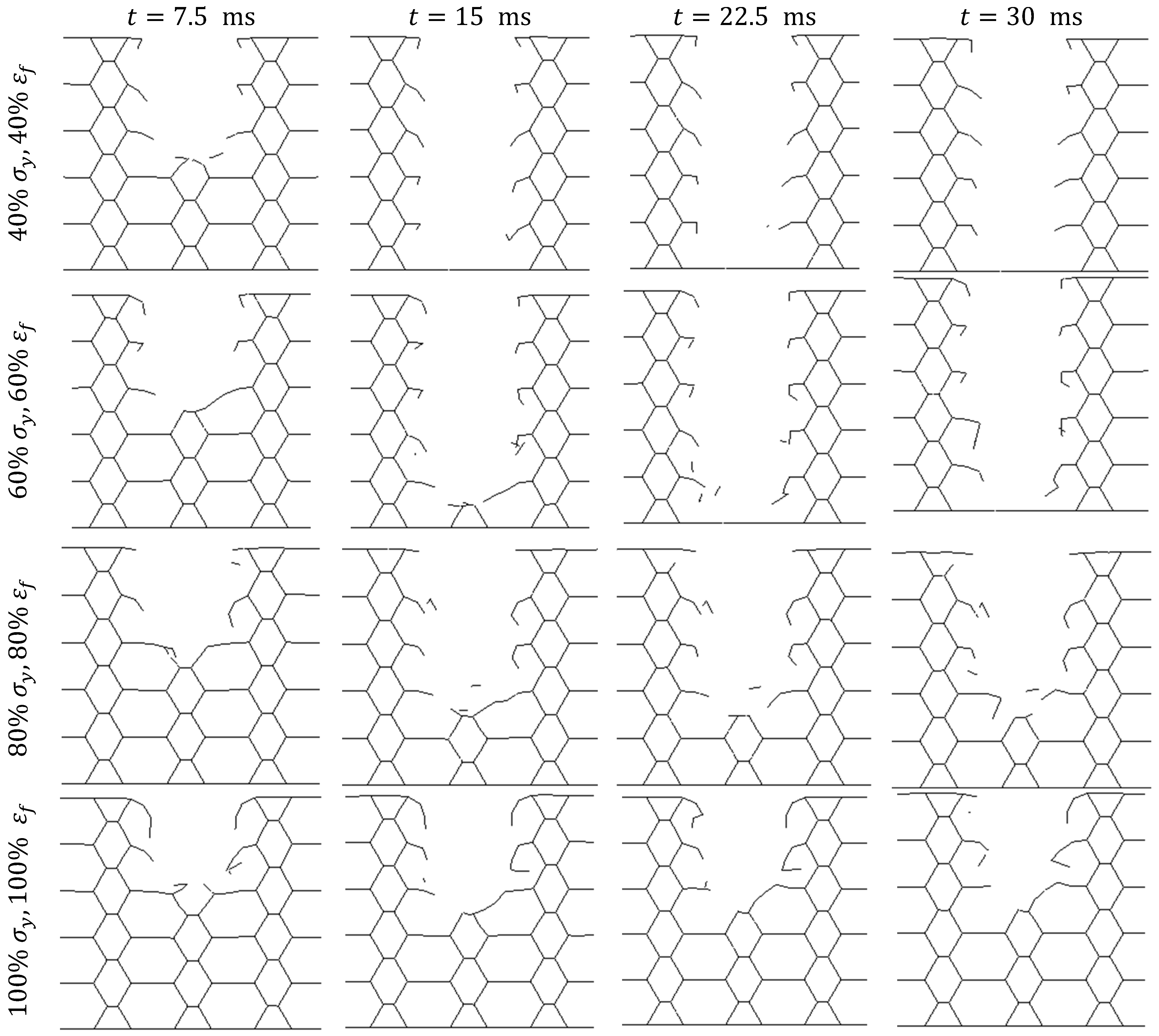
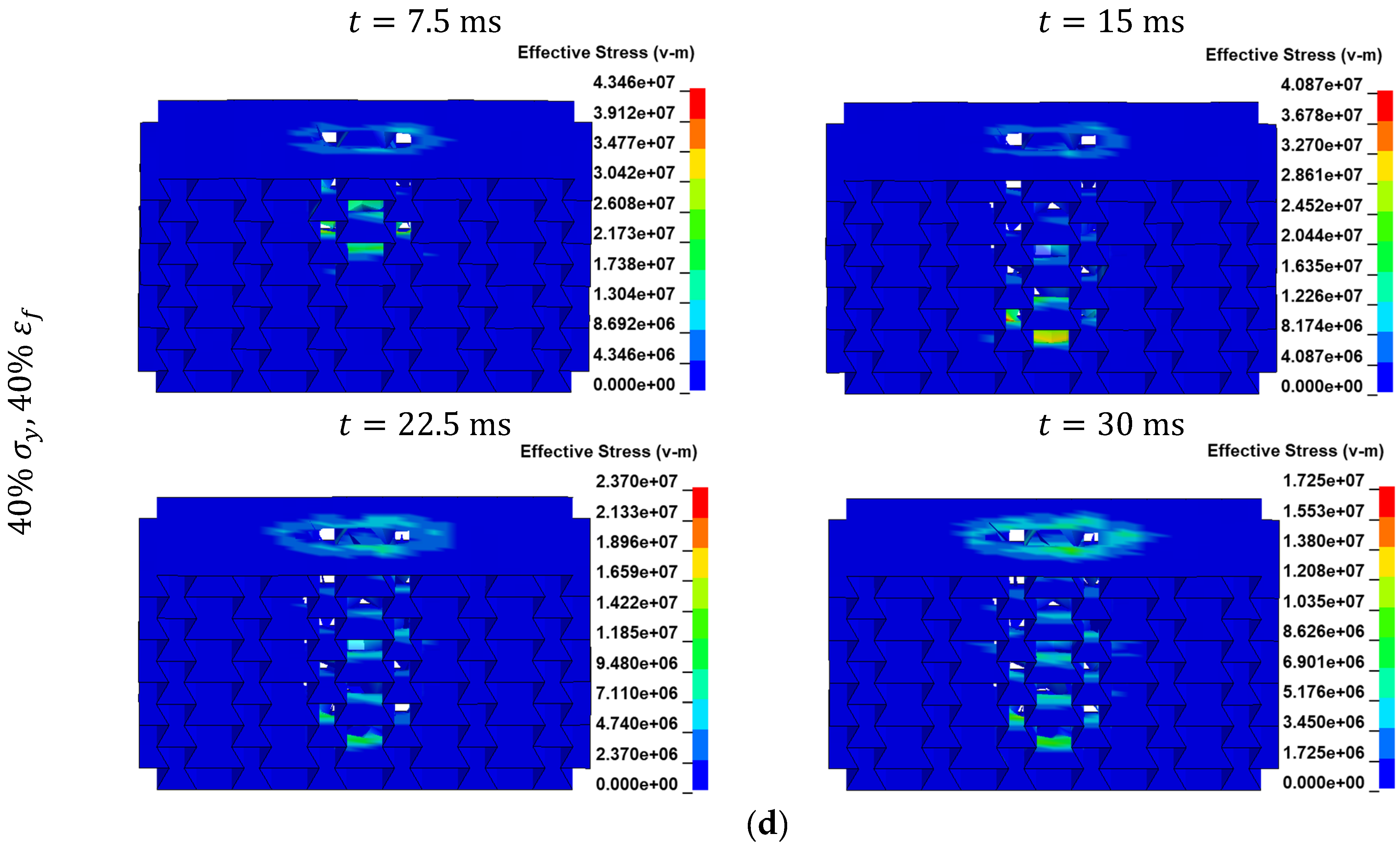
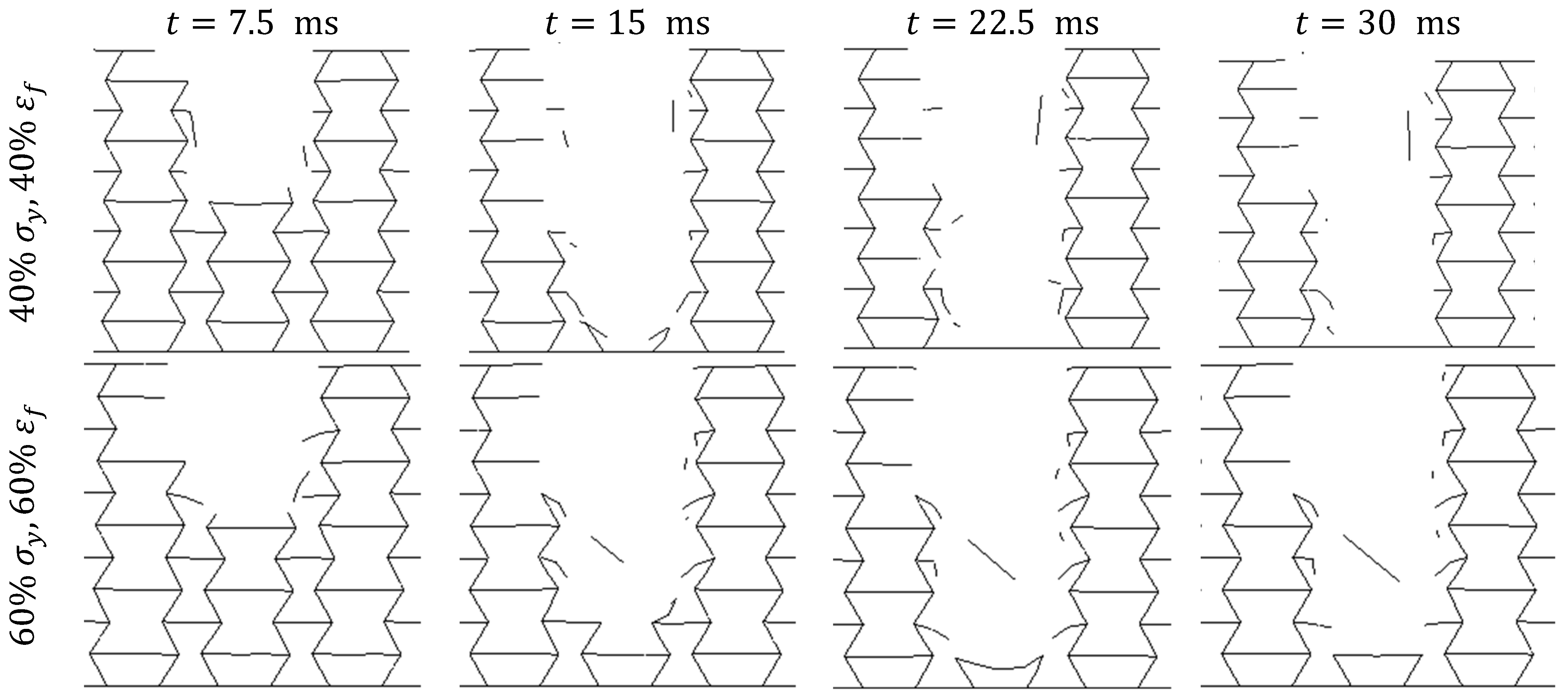
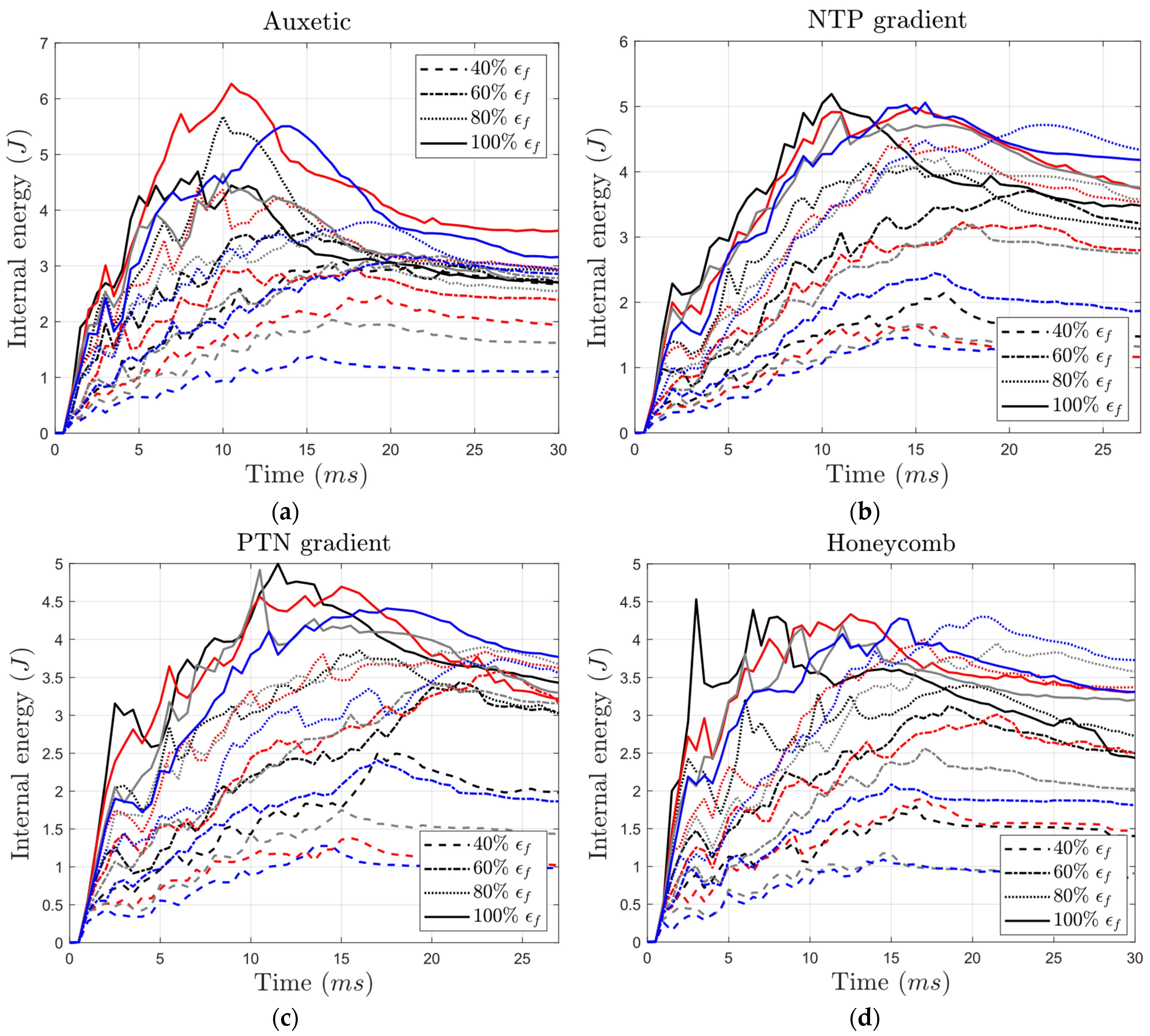
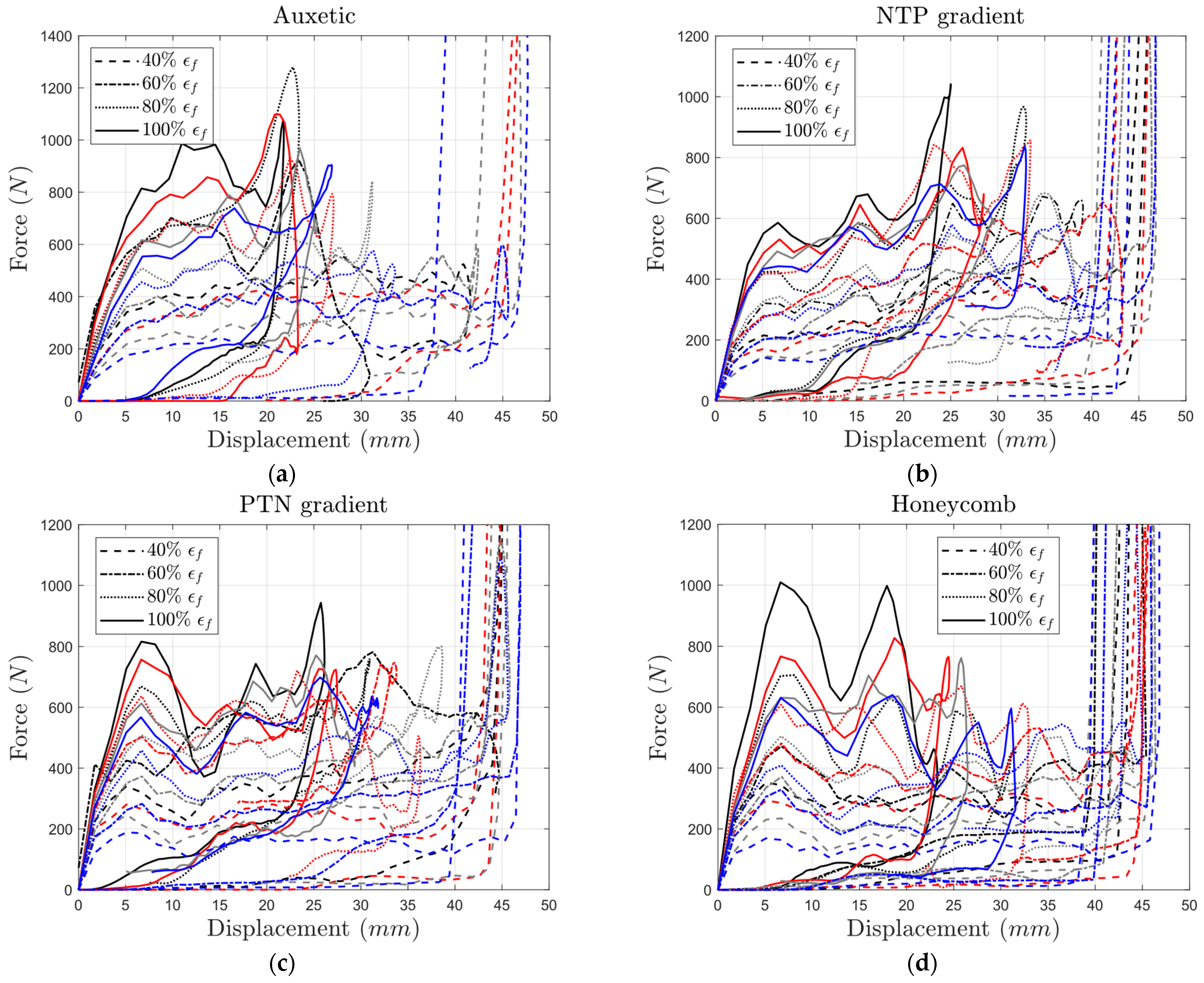
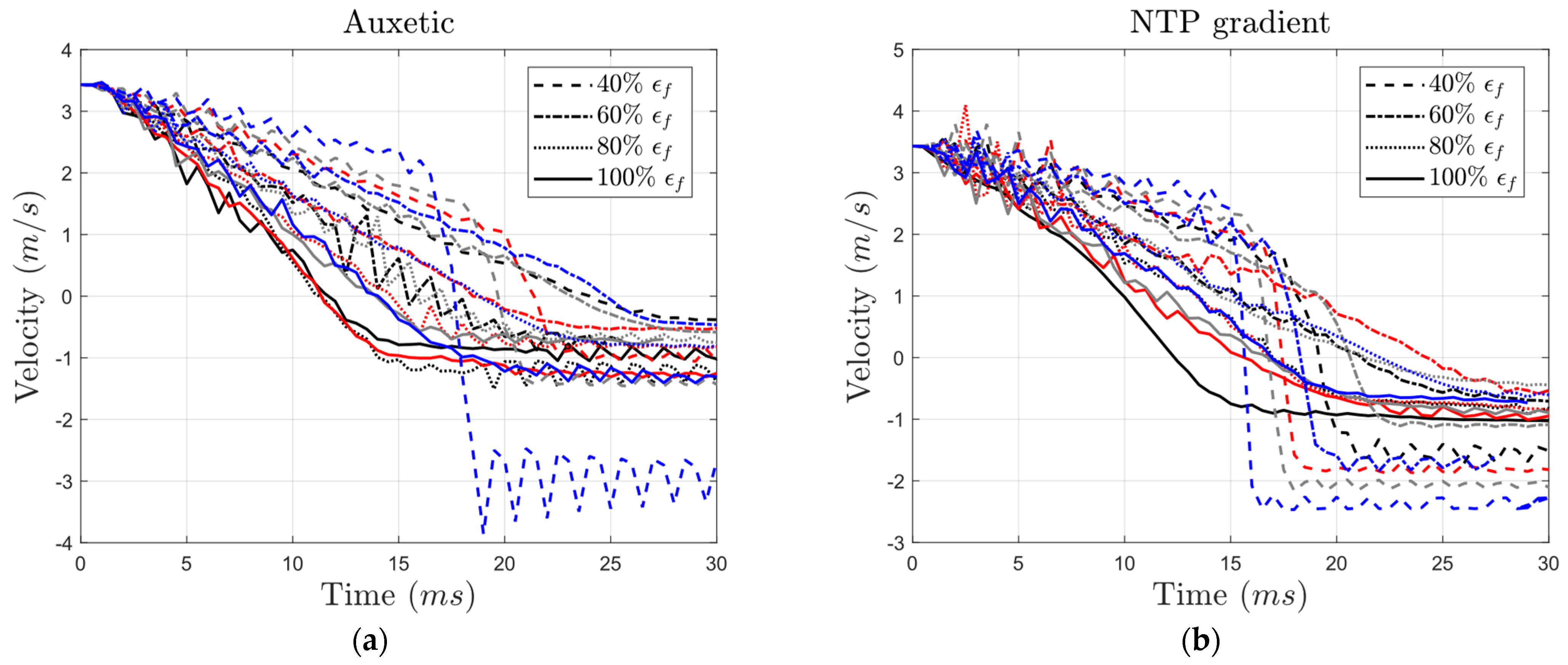
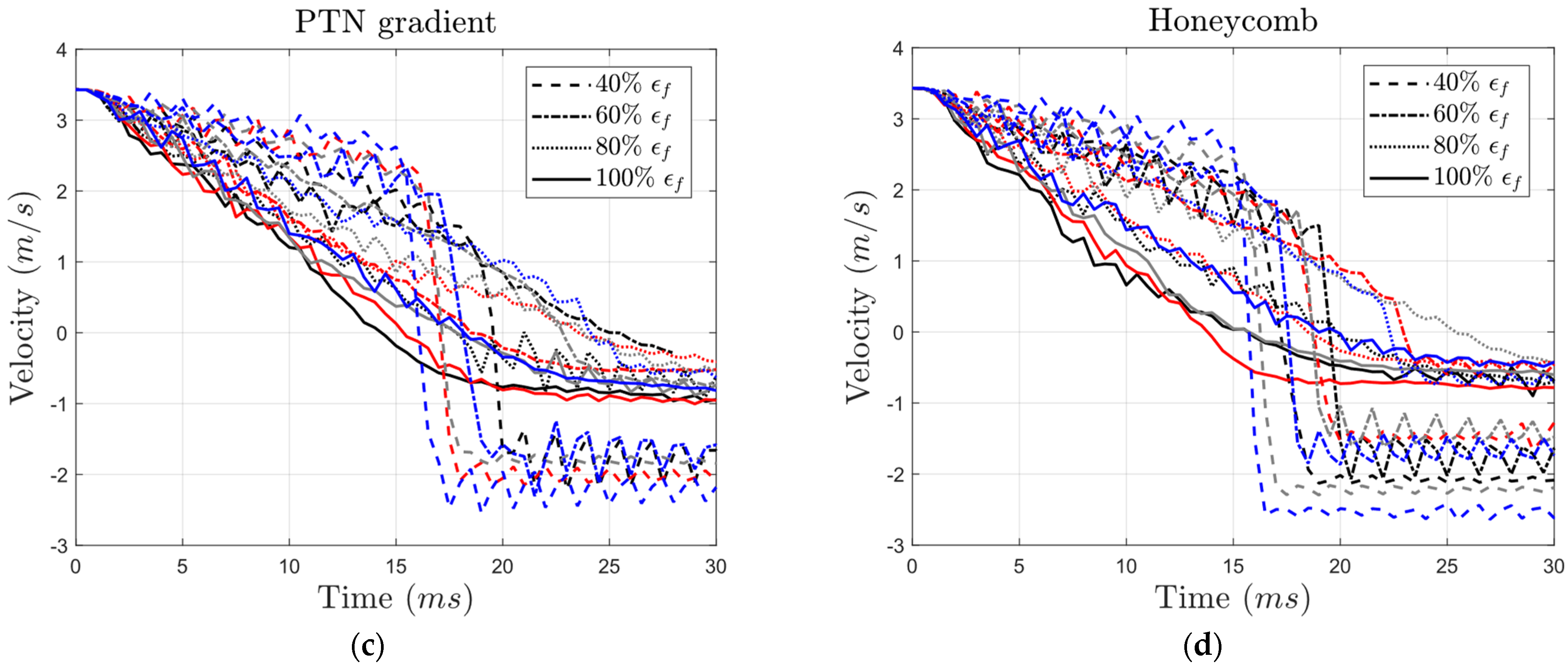
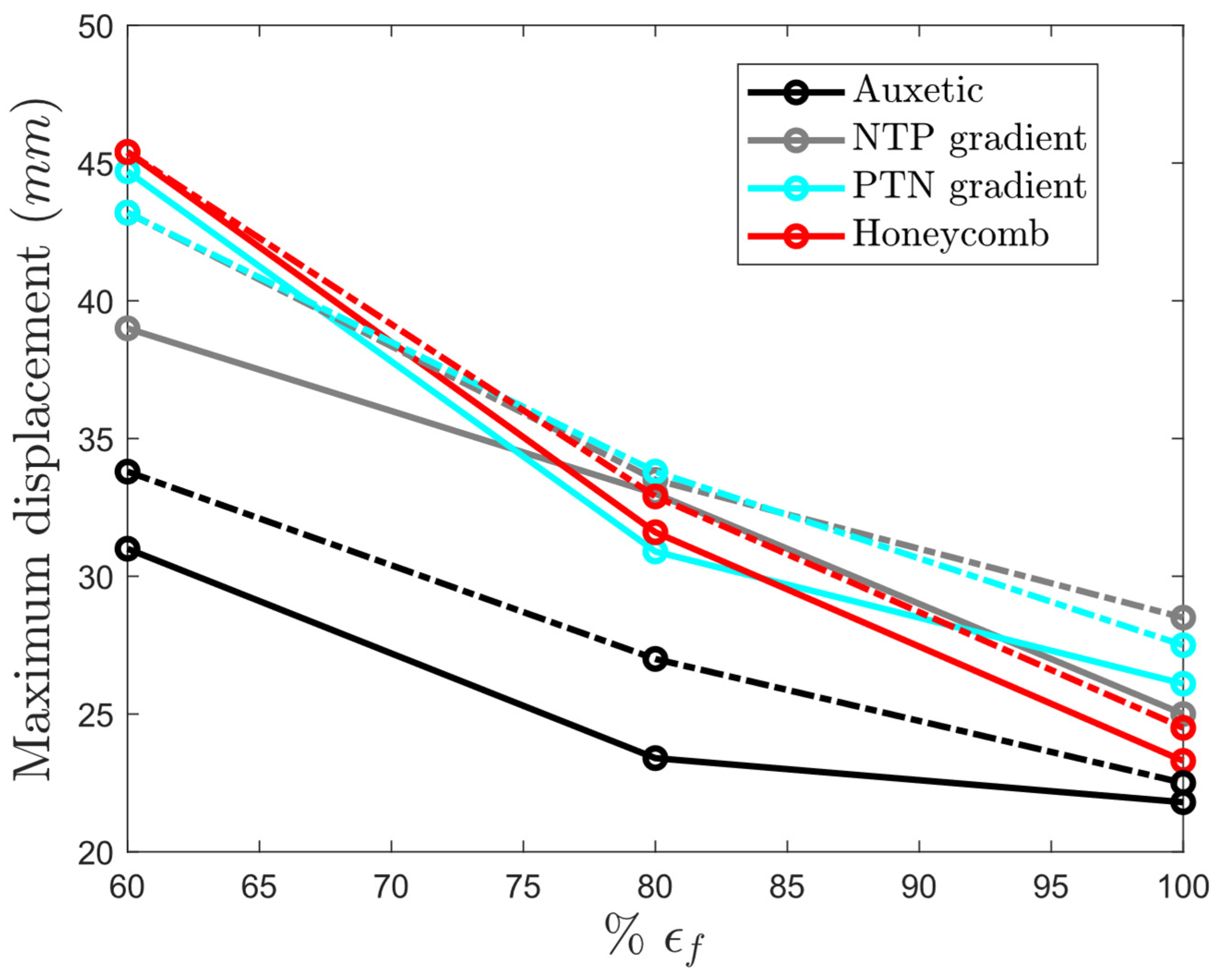
3.3. Parametric Study
4. Discussion
4.1. Prevalence of PLA 3D Printed Products
4.2. Degradation Causes and Degrees of Effect
4.2.1. Moisture
4.2.2. Temperature
4.2.3. UV Exposure
4.2.4. Combined Effects of Moisture, Temperature, and UV Exposure
4.3. Degradation Impact on Other Materials and 3D Printing Techniques
4.3.1. FDM Method with Other Polymers
4.3.2. Other 3D Printing Methods
4.4. Prevention and Mitigation of PLA Degradation
4.4.1. Methods
4.4.2. Costs of Improvement Techniques
4.5. Applications
5. Conclusions
- Auxetic structures exhibited higher resilience compared to honeycomb structures in both degraded and undegraded conditions. Notably, the weakest auxetic core had 24% higher penetration compared to its strongest case, while the weakest honeycomb core showed a 36% increase compared to its strongest version.
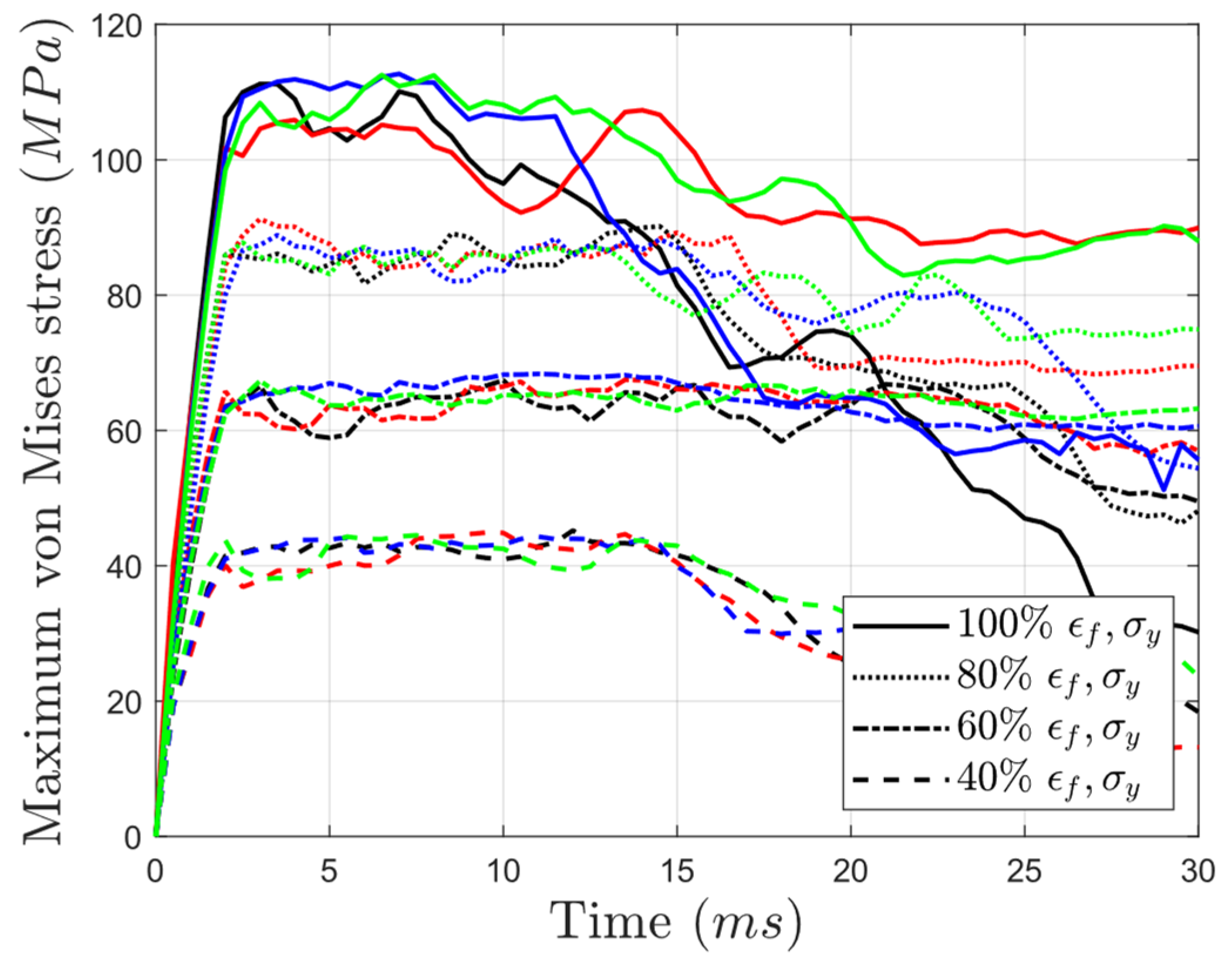
- Interestingly, reducing yield strength by 60% with constant failure strain had minimal effect on energy absorption for all structures except auxetic ones.
- A 60% reduction in failure strain (more brittle material) caused a significant (around 50%) decrease in energy absorption across most core types, with honeycomb cores experiencing the most significant drop (60% decrease). Auxetic structures showed a smaller reduction in energy absorption (~35%) compared to other core types.
- Under moderate degradation (yield strength and failure strain at 60% and 80% of reference values), the gradient cores maintained similar peak forces (around ) to the auxetic core (840 N) while exhibiting superior energy absorption ( vs. in auxetic). This suggests that gradient structures can balance strength and energy absorption under degradation.
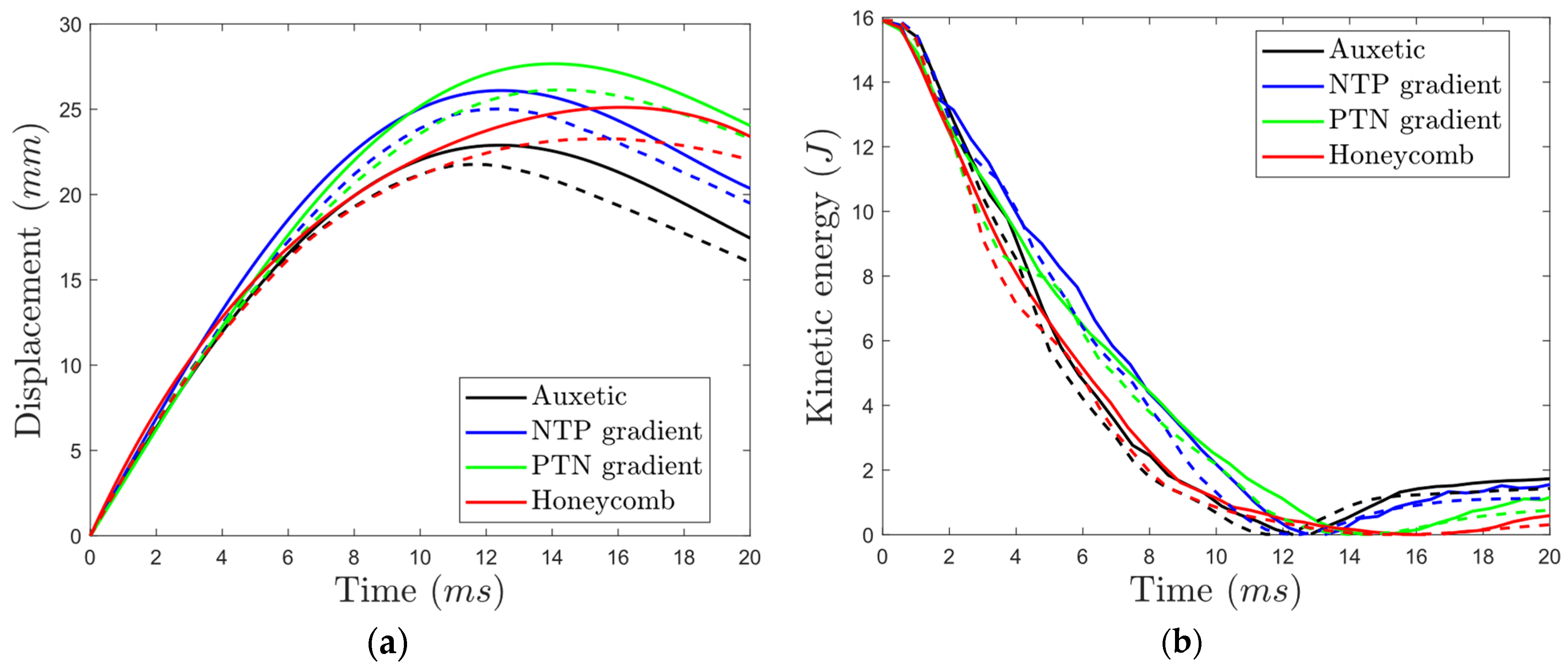
- Failure strain had a more significant influence on overall displacement compared to yield strength for all core types.
- Despite potential nuances in deformation and penetration behavior that require further investigation, gradient structures show promise for maintaining strength, superior energy absorption, and potentially different modes of energy dissipation across several degradation levels.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A
References
- Reddy, A.H.; Davuluri, S.; Boyina, D. 3D printed lattice structures: A brief review. In Proceedings of the 2020 IEEE 10th International Conference Nanomaterials: Applications & Properties (NAP), Sumy, Ukraine, 9–13 November 2020; IEEE: Piscataway, NJ, USA, 2020. [Google Scholar]
- Fan, H.-L.; Zeng, T.; Fang, D.-N.; Yang, W. Mechanics of advanced fiber reinforced lattice composites. Acta Mech. Sin. 2010, 26, 825–835. [Google Scholar] [CrossRef]
- Hedayati, R.; AGüven; Van Der Zwaag, S. 3D gradient auxetic soft mechanical metamaterials fabricated by additive manufacturing. Appl. Phys. Lett. 2021, 118, 141904. [Google Scholar] [CrossRef]
- Roudbarian, N.; Baniasadi, M.; Nayyeri, P.; Ansari, M.; Hedayati, R.; Baghani, M. Enhancing shape memory properties of multi-layered and multi-material polymer composites in 4D printing. Smart Mater. Struct. 2021, 30, 105006. [Google Scholar] [CrossRef]
- Nagesha, B.; Dhinakaran, V.; Shree, M.V.; Kumar, K.M.; Chalawadi, D.; Sathish, T. Review on characterization and impacts of the lattice structure in additive manufacturing. Mater. Today Proc. 2020, 21, 916–919. [Google Scholar] [CrossRef]
- Ataollahi, S. A review on additive manufacturing of lattice structures in tissue engineering. Bioprinting 2023, 35, e00304. [Google Scholar] [CrossRef]
- Ren, X.; Das, R.; Tran, P.; Ngo, T.D.; Xie, Y.M. Auxetic metamaterials and structures: A review. Smart Mater. Struct. 2018, 27, 023001. [Google Scholar] [CrossRef]
- Mir, M.; Ali, M.N.; Sami, J.; Ansari, U. Review of mechanics and applications of auxetic structures. Adv. Mater. Sci. Eng. 2014, 2014, 753496. [Google Scholar] [CrossRef]
- Ma, Q.; Rejab, M.R.M.; Siregar, J.P.; Guan, Z. A review of the recent trends on core structures and impact response of sandwich panels. J. Compos. Mater. 2021, 55, 2513–2555. [Google Scholar] [CrossRef]
- Yang, W.; Yang, W.; Li, Z.M.; Shi, W.; Xie, B.H.; Yang, M.B. Review on auxetic materials. J. Mater. Sci. 2004, 39, 3269–3279. [Google Scholar] [CrossRef]
- Novak, N.; Vesenjak, M.; Ren, Z. Auxetic cellular materials—A review. Stroj. Vestn. J. Mech. Eng. 2016, 62, 485–493. [Google Scholar] [CrossRef]
- Mazaev, A.; Ajeneza, O.; Shitikova, M. Auxetics materials: Classification, mechanical properties and applications. IOP Conf. Ser. Mater. Sci. Eng. 2020, 747, 012008. [Google Scholar] [CrossRef]
- Hedayati, R.; Lakshmanan, S. Pneumatically-Actuated Acoustic Metamaterials Based on Helmholtz Resonators. Materials 2020, 13, 1456. [Google Scholar] [CrossRef]
- Hedayati, R.; Yousefi, A.; Bodaghi, M. Sandwich structures with repairable cores based on truncated cube cells. Compos. Part B Eng. 2022, 243, 110124. [Google Scholar] [CrossRef]
- Abedini, B.; Hedayati, R.; Aghdam, M.M.; Sadighi, M. Thermomechanical behavior of lattice structures: An analytical, numerical, and experimental study. Mech. Based Des. Struct. Mach. 2023, 52, 2207641. [Google Scholar] [CrossRef]
- Reddy, R.L.; Reddy, V.S.; Gupta, G.A. Study of bio-plastics as green and sustainable alternative to plastics. Int. J. Emerg. Technol. Adv. Eng. 2013, 3, 76–81. [Google Scholar]
- Chen, C.; Lv, G.; Pan, C.; Song, M.; Wu, C.; Guo, D.; Wang, X.; Chen, B.; Gu, Z. Poly(lactic acid)(PLA) based nanocomposites—A novel way of drug-releasing. Biomed. Mater. 2007, 2, L1. [Google Scholar] [CrossRef]
- Odera, R.S.; Idumah, C.I. Novel advancements in additive manufacturing of PLA: A review. Polym. Eng. Sci. 2023, 63, 3189–3208. [Google Scholar] [CrossRef]
- Hedayati, R.; Yousefi, A.; Dezaki, M.L.; Bodaghi, M. Analytical relationships for 2D Re-entrant auxetic metamaterials: An application to 3D printing flexible implants. J. Mech. Behav. Biomed. Mater. 2023, 143, 105938. [Google Scholar] [CrossRef] [PubMed]
- Singh, A.; Guedes, R.M.; Paiva, D.; Magalhães, F.D. Experiment and modelling of the strain-rate-dependent response during in vitro degradation of PLA fibres. SN Appl. Sci. 2020, 2, 177. [Google Scholar] [CrossRef]
- Mayer, M. Why does PLA get brittle? Let’s solve it! Available online: https://3dsolved.com/why-does-pla-filament-get-brittle-lets-solve-it/ (accessed on 30 April 2023).
- Ahmad Sawpan, M.; Islam, M.R.; Beg, M.D.H.; Pickering, K. Effect of accelerated weathering on physico-mechanical properties of polylactide bio-composites. J. Polym. Environ. 2019, 27, 942–955. [Google Scholar] [CrossRef]
- Yang, R. Chapter 7—Polymer Degradation and Stability. In Polymer Science and Nanotechnology; Narain, R., Ed.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 125–148. [Google Scholar]
- Navarro-Baena, I.; Sessini, V.; Dominici, F.; Torre, L.; Kenny, J.M.; Peponi, L. Design of biodegradable blends based on PLA and PCL: From morphological, thermal and mechanical studies to shape memory behavior. Polym. Degrad. Stab. 2016, 132, 97–108. [Google Scholar] [CrossRef]
- Velghe, I.; Buffel, B.; Vandeginste, V.; Thielemans, W.; Desplentere, F. Review on the Degradation of Poly(lactic acid) during Melt Processing. Polymers 2023, 15, 2047. [Google Scholar] [CrossRef] [PubMed]
- Porfyris, A.; Vasilakos, S.; Zotiadis, C.; Papaspyrides, C.; Moser, K.; Van der Schueren, L.; Buyle, G.; Pavlidou, S.; Vouyiouka, S. Accelerated ageing and hydrolytic stabilization of poly(lactic acid)(PLA) under humidity and temperature conditioning. Polym. Test. 2018, 68, 315–332. [Google Scholar] [CrossRef]
- Kwon, S.; Lee, S.; Kim, Y.; Oh, Y.; Lee, S.; Kim, J.; Kwon, J. A Filament supply system capable of remote monitoring and automatic humidity control for 3D printer. J. Sens. 2020, 2020, 8846466. [Google Scholar] [CrossRef]
- Ilyas, R.; Sapuan, S.; Harussani, M.; Hakimi, M.; Haziq, M.; Atikah, M.; Asyraf, M.; Ishak, M.; Razman, M.; Nurazzi, N.; et al. Polylactic acid (PLA) biocomposite: Processing, additive manufacturing and advanced applications. Polymers 2021, 13, 1326. [Google Scholar] [CrossRef]
- Orellana-Barrasa, J.; Ferrández-Montero, A.; Ferrari, B.; Pastor, J.Y. Natural ageing of PLA filaments, can it be frozen? Polymers 2022, 14, 3361. [Google Scholar] [CrossRef]
- Ho, K.-L.G.; Pometto, A.L.; Hinz, P.N. Effects of temperature and relative humidity on polylactic acid plastic degradation. J. Environ. Polym. Degrad. 1999, 7, 83–92. [Google Scholar] [CrossRef]
- Zhao, H.; Liu, X.; Zhao, W.; Wang, G.; Liu, B. An overview of research on FDM 3D printing process of continuous fiber reinforced composites. J. Phys. Conf. Ser. 2019, 1213, 052037. [Google Scholar] [CrossRef]
- Hodzic, D.; Pandzic, A. Influence of infill design on compressive and flexural mechanical properties of fdm printed pla material. In Proceedings of the 32nd International DAAAM Virtual Symposium “Intelligent Manufacturing & Automation”, Vienna, Austria, 28–29 October 2021. [Google Scholar]
- Liu, Z.; Wang, Y.; Wu, B.; Cui, C.; Guo, Y.; Yan, C. A critical review of fused deposition modeling 3D printing technology in manufacturing polylactic acid parts. Int. J. Adv. Manuf. Technol. 2019, 102, 2877–2889. [Google Scholar] [CrossRef]
- Gross, B.C.; Erkal, J.L.; Lockwood, S.Y.; Chen, C.; Spence, D.M. Evaluation of 3D printing and its potential impact on biotechnology and the chemical sciences. Anal. Chem. 2014, 86, 3240–3253. [Google Scholar] [CrossRef]
- Chia, H.N.; Wu, B.M. Recent advances in 3D printing of biomaterials. J. Biol. Eng. 2015, 9, 4. [Google Scholar] [CrossRef]
- Alizadeh-Osgouei, M.; Li, Y.; Vahid, A.; Ataee, A.; Wen, C. High strength porous PLA gyroid scaffolds manufactured via fused deposition modeling for tissue-engineering applications. Smart Mater. Med. 2021, 2, 15–25. [Google Scholar] [CrossRef]
- Joseph, T.M.; Kallingal, A.; Suresh, A.M.; Mahapatra, D.K.; Hasanin, M.S.; Haponiuk, J.; Thomas, S. 3D printing of polylactic acid: Recent advances and opportunities. Int. J. Adv. Manuf. Technol. 2023, 125, 1015–1035. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Yang, C.; Wang, Q.; Li, D. Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos. Part A Appl. Sci. Manuf. 2016, 88, 198–205. [Google Scholar] [CrossRef]
- Bakar, A.A.B.A.; Zainuddin, M.Z.B.; Adam, A.N.B.; Noor, I.S.B.M.; Tamchek, N.B.; Alauddin, M.S.B.; Ghazali, M.I.B.M. The study of mechanical properties of poly(lactic) acid PLA-based 3D printed filament under temperature and environmental conditions. Mater. Today Proc. 2022, 67, 652–658. [Google Scholar] [CrossRef]
- Kobayashi, Y.; Ishigami, A.; Ito, H. Relating amorphous structure to the tear strength of polylactic acid films. Polymers 2022, 14, 1965. [Google Scholar] [CrossRef]
- Holm, V.K.; Ndoni, S.; Risbo, J. The stability of poly(lactic acid) packaging films as influenced by humidity and temperature. J. Food Sci. 2006, 71, E40–E44. [Google Scholar] [CrossRef]
- Finniss, A.; Agarwal, S.; Gupta, R. Retarding hydrolytic degradation of polylactic acid: Effect of induced crystallinity and graphene addition. J. Appl. Polym. Sci. 2016, 133, 44166. [Google Scholar] [CrossRef]
- Harris, A.M.; Lee, E.C. Heat and humidity performance of injection molded PLA for durable applications. J. Appl. Polym. Sci. 2010, 115, 1380–1389. [Google Scholar] [CrossRef]
- Karamanlıoğlu, M.; Alkan, Ü. Influence of time and room temperature on mechanical and thermal degradation of poly(lactic) acid. Therm. Sci. 2019, 23, 383–390. [Google Scholar] [CrossRef]
- Grasso, M.; Azzouz, L.; Ruiz-Hincapie, P.; Zarrelli, M.; Ren, G. Effect of temperature on the mechanical properties of 3D-printed PLA tensile specimens. Rapid Prototyp. J. 2018, 24, 1337–1346. [Google Scholar] [CrossRef]
- Copinet, A.; Bertrand, C.; Govindin, S.; Coma, V.; Couturier, Y. Effects of ultraviolet light (315 nm), temperature and relative humidity on the degradation of polylactic acid plastic films. Chemosphere 2004, 55, 763–773. [Google Scholar] [CrossRef] [PubMed]
- Amza, C.G.; Zapciu, A.; Baciu, F.; Vasile, M.I.; Nicoara, A.I. Accelerated aging effect on mechanical properties of common 3D-printing polymers. Polymers 2021, 13, 4132. [Google Scholar] [CrossRef] [PubMed]
- Amza, C.G.; Zapciu, A.; Baciu, F.; Vasile, M.I.; Popescu, D. Aging of 3D printed polymers under sterilizing UV-C radiation. Polymers 2021, 13, 4467. [Google Scholar] [CrossRef] [PubMed]
- Tay, N.; Low, X.J.; Patil, V.; Asmatulu, E. Mechanical Properties of 3D Printed Polylactic Acid Parts under Different Testing Conditions. In Proceedings of the ASEE Midwest Section Conference, Oklahoma State University, Stillwater, OK, USA, 24–26 September 2017. [Google Scholar]
- Ndazi, B.S.; Karlsson, S. Characterization of hydrolytic degradation of polylactic acid/rice hulls composites in water at different temperatures. Express Polym. Lett. 2011, 5, 119–131. [Google Scholar] [CrossRef]
- Yang, W.; Zhou, Q.; Pan, W.; Zhu, S.; Wei, C.; Lu, H.; Yang, W.; Yuen, A.C.Y. Synthesis of vanillin-based porphyrin for remarkably enhancing the toughness, UV-resistance and self-extinguishing properties of polylactic acid. Chem. Eng. J. 2023, 469, 143935. [Google Scholar] [CrossRef]
- Li, S.; Mccarthy, S. Influence of crystallinity and stereochemistry on the enzymatic degradation of poly(lactide)s. Macromolecules 1999, 32, 4454–4456. [Google Scholar] [CrossRef]
- Islam, M.S.; Pickering, K.L.; Foreman, N.J. Influence of accelerated ageing on the physico-mechanical properties of alkali-treated industrial hemp fibre reinforced poly(lactic acid) (PLA) composites. Polym. Degrad. Stab. 2010, 95, 59–65. [Google Scholar] [CrossRef]
- Banjo, A.D.; Agrawal, V.; Auad, M.L.; Celestine, A.-D.N. Moisture-induced changes in the mechanical behavior of 3D printed polymers. Compos. Part C Open Access 2022, 7, 100243. [Google Scholar] [CrossRef]
- Kakanuru, P.; Pochiraju, K. Moisture ingress and degradation of additively manufactured PLA, ABS and PLA/SiC composite parts. Addit. Manuf. 2020, 36, 101529. [Google Scholar] [CrossRef]
- Lay, M.; Thajudin, N.L.N.; Hamid, Z.A.A.; Rusli, A.; Abdullah, M.K.; Shuib, R.K. Comparison of physical and mechanical properties of PLA, ABS and nylon 6 fabricated using fused deposition modeling and injection molding. Compos. Part B Eng. 2019, 176, 107341. [Google Scholar] [CrossRef]
- Sedlak, J.; Joska, Z.; Jansky, J.; Zouhar, J.; Kolomy, S.; Slany, M.; Svasta, A.; Jirousek, J. Analysis of the Mechanical Properties of 3D-Printed Plastic Samples Subjected to Selected Degradation Effects. Materials 2023, 16, 3268. [Google Scholar] [CrossRef] [PubMed]
- Taib, N.-A.A.B.; Rahman, R.; Huda, D.; Kuok, K.K.; Hamdan, S.; Bin Bakri, M.K.; Bin Julaihi, M.R.M.; Khan, A. A review on poly lactic acid (PLA) as a biodegradable polymer. Polym. Bull. 2023, 80, 1179–1213. [Google Scholar] [CrossRef]
- Elmowafy, E.; Abdal-Hay, A.; Skouras, A.; Tiboni, M.; Casettari, L.; Guarino, V. Polyhydroxyalkanoate (PHA): Applications in drug delivery and tissue engineering. Expert Rev. Med. Devices 2019, 16, 467–482. [Google Scholar] [CrossRef] [PubMed]
- Wojnowski, W.; Marć, M.; Kalinowska, K.; Kosmela, P.; Zabiegała, B. Emission profiles of volatiles during 3D printing with ABS, ASA, Nylon, and PETG polymer filaments. Molecules 2022, 27, 3814. [Google Scholar] [CrossRef] [PubMed]
- Kumar, S.V.; Reddy, U.; Nagpal, A.; Kumar, A.; Jayronia, S.; Hussien, R.A. Towards Sustainable Additive Manufacturing: Exploring Ecofriendly Materials for Green 3D Printing. E3S Web Conf. 2024, 505, 01009. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Tzounis, L.; Grammatikos, S.A.; Porfyrakis, E.; Maniadi, A.; Mountakis, N. Sustainable additive manufacturing: Mechanical response of polyethylene terephthalate glycol over multiple recycling processes. Materials 2021, 14, 1162. [Google Scholar] [CrossRef] [PubMed]
- Eindhoven University. UV Aging of 3D-Printing Resin. 2017. Available online: https://www.liqcreate.com/supportarticles/uv-aging-of-3d-printing-resin-tested-by-eindhoven-university/ (accessed on 10 May 2023).
- Marin, E.; Boschetto, F.; Zanocco, M.; Doan, H.N.; Sunthar, T.P.; Kinashi, K.; Iba, D.; Zhu, W.; Pezzotti, G. UV-curing and thermal ageing of methacrylated stereo-lithographic resin. Polym. Degrad. Stab. 2021, 185, 109503. [Google Scholar] [CrossRef]
- Yang, F.; Zobeiry, N.; Mamidala, R.; Chen, X. A review of aging, degradation, and reusability of PA12 powders in selective laser sintering additive manufacturing. Mater. Today Commun. 2022, 34, 105279. [Google Scholar] [CrossRef]
- Jandyal, A.; Chaturvedi, I.; Wazir, I.; Raina, A.; Haq, M.I.U. 3D printing—A review of processes, materials and applications in industry 4.0. Sustain. Oper. Comput. 2022, 3, 33–42. [Google Scholar] [CrossRef]
- Abdenour, C.; Eesaee, M.; Stuppa, C.; Chabot, B.; Barnabé, S.; Bley, J.; Tolnai, B.; Guy, N.; Nguyen-Tri, P. Water vapor and air barrier performance of sustainable paper coatings based on PLA and xanthan gum. Mater. Today Commun. 2023, 36, 106626. [Google Scholar] [CrossRef]
- Song, Z.; Xiao, H.; Zhao, Y. Hydrophobic-modified nano-cellulose fiber/PLA biodegradable composites for lowering water vapor transmission rate (WVTR) of paper. Carbohydr. Polym. 2014, 111, 442–448. [Google Scholar] [CrossRef] [PubMed]
- Liu, P.; Chen, J.; Zhang, Y.; Li, C.; Wu, H.; Guo, S. In-situ constructing highly oriented ductile poly(3-hydroxybutyrate-co-3-hydroxyvalerate) nanoribbons: Towards strong, ductile, and good heat-resistant polylactic-based composites. Int. J. Biol. Macromol. 2022, 216, 213–224. [Google Scholar] [CrossRef] [PubMed]
- Muzata, T.S.; Gebrekrstos, A.; Orasugh, J.T.; Ray, S.S. An overview of recent advances in polymer composites with improved UV-shielding properties. J. Appl. Polym. Sci. 2023, 140, e53693. [Google Scholar] [CrossRef]
- Gupta, P.; Toksha, B.; Rahaman, M. A review on biodegradable packaging films from vegetative and food waste. Chem. Rec. 2022, 22, e202100326. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.Y.; Yu, H.-Y.; Yang, L.; Abdalkarim, S.Y.H.; Chen, W.-L. Enhancing long-term biodegradability and UV-shielding performances of transparent polylactic acid nanocomposite films by adding cellulose nanocrystal-zinc oxide hybrids. Int. J. Biol. Macromol. 2019, 141, 893–905. [Google Scholar] [CrossRef] [PubMed]
- Qiu, S.; Sun, J.; Li, Y.; Zhu, T.; Li, H.; Gu, X.; Fei, B.; Zhang, S. Life cycle design of fully bio-based poly(lactic acid) composites with high flame retardancy, UV resistance, and degradation capacity. J. Clean. Prod. 2022, 360, 132165. [Google Scholar] [CrossRef]
- Perfetti, G.; Aubert, T.; Wildeboer, W.J.; Meesters, G.M. Influence of handling and storage conditions on morphological and mechanical properties of polymer-coated particles: Characterization and modeling. Powder Technol. 2011, 206, 99–111. [Google Scholar] [CrossRef]
- Glotova, V.N.; Zamanova, M.; Yarkova, A.; Krutas, D.; Izhenbina, T.; Novikov, V. Influence of storage conditions on the stability of lactide. Procedia Chem. 2014, 10, 252–257. [Google Scholar] [CrossRef]
- Shyr, T.; Ko, H.C.; Wu, T.M.; Zhu, M. Effect of Storage Conditions on the Thermal Stability and Crystallization Behaviors of Poly(L-Lactide)/Poly(D-Lactide). Polymers 2021, 13, 238. [Google Scholar] [CrossRef]
- Luna, C.B.; Siqueira, D.D.; Araújo, E.M.; Wellen, R.M.R. Annealing efficacy on PLA. Insights on mechanical, thermomechanical and crystallinity characters. Momento 2021, 62, 1–17. [Google Scholar] [CrossRef]
- Anwajler, B.; Zdybel, E.; Tomaszewska-Ciosk, E. Innovative polymer composites with natural fillers produced by additive manufacturing (3D printing)—A literature review. Polymers 2023, 15, 3534. [Google Scholar] [CrossRef] [PubMed]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D printing of polymers containing natural fillers: A review of their mechanical properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef] [PubMed]
- Yu, S.J.; Pak, K.; Kwak, M.J.; Joo, M.; Kim, B.J.; Oh, M.S.; Baek, J.; Park, H.; Choi, G.; Kim, D.H.; et al. Initiated chemical vapor deposition: A versatile tool for various device applications. Adv. Eng. Mater. 2018, 20, 1700622. [Google Scholar] [CrossRef]
- Ran, X.; Qu, Y.; Wang, Y.; Cui, B.; Shen, Y.; Li, Y. Enhanced UV-blocking capabilities of polylactic acid derived from renewable resources for food and drug packaging: A mini-review. J. Compos. Sci. 2023, 7, 410. [Google Scholar] [CrossRef]
- Zhou, Y.; Tawiah, B.; Noor, N.; Zhang, Z.; Sun, J.; Yuen, R.K.; Fei, B. A facile and sustainable approach for simultaneously flame retarded, UV protective and reinforced poly(lactic acid) composites using fully bio-based complexing couples. Compos. Part B Eng. 2021, 215, 108833. [Google Scholar] [CrossRef]
- Perera, K.Y.; Jaiswal, A.K.; Jaiswal, S. Biopolymer-based sustainable food packaging materials: Challenges, solutions, and applications. Foods 2023, 12, 2422. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PLA (Core) | Steel (Impactor) | Extra Weight | |
|---|---|---|---|
| Mass (kg) | 0.126 | 0.0863 | 2.99 |
| Density (kg/m3) | 1200 | 7800 | 10,610 |
| Young’s modulus (GPa) | 1.3 | 200 | 200 |
| Poisson’s ratio | 0.35 | 0.3 | 0.3 |
| Yield strength (MPa) | 37 | - | - |
| Tangent modulus (MPa) | 0.79 | - | - |
| Failure strain | 0.04 | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hedayati, R.; Alavi, M.; Sadighi, M. Effect of Degradation of Polylactic Acid (PLA) on Dynamic Mechanical Response of 3D Printed Lattice Structures. Materials 2024, 17, 3674. https://doi.org/10.3390/ma17153674
Hedayati R, Alavi M, Sadighi M. Effect of Degradation of Polylactic Acid (PLA) on Dynamic Mechanical Response of 3D Printed Lattice Structures. Materials. 2024; 17(15):3674. https://doi.org/10.3390/ma17153674
Chicago/Turabian StyleHedayati, Reza, Melikasadat Alavi, and Mojtaba Sadighi. 2024. "Effect of Degradation of Polylactic Acid (PLA) on Dynamic Mechanical Response of 3D Printed Lattice Structures" Materials 17, no. 15: 3674. https://doi.org/10.3390/ma17153674