

Mechanical Properties and Mechanism of Geopolymer Cementitious Materials Synergistically Prepared Using Red Mud and Yellow River Sand
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Specimen Preparation
2.3. Workability and Mechanical Strength of AGRY Cementitious Materials
2.4. Hydration Products and Microstructure of AGRY Cementitious Materials
2.5. Cost and Carbon Calculation of AGRY Cementitious Materials
3. Results and Discussion
3.1. Fluidity and Setting Time
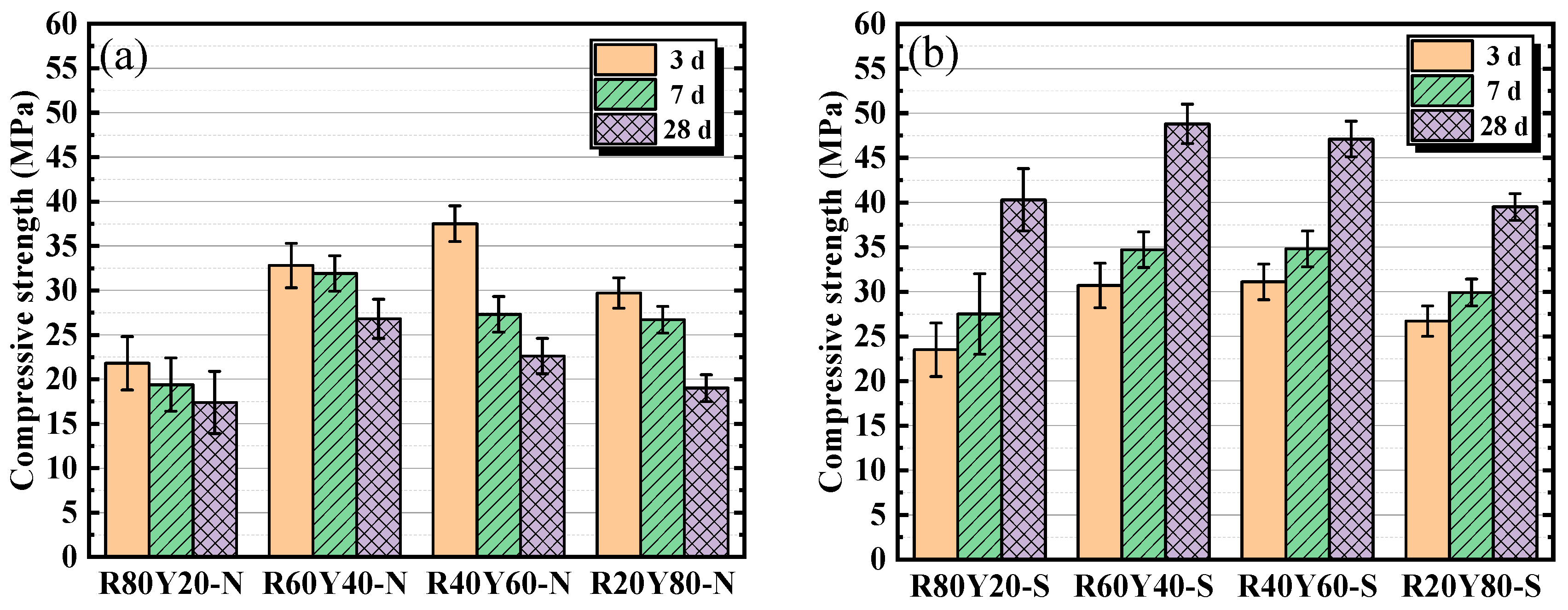
3.2. Compressive Strength
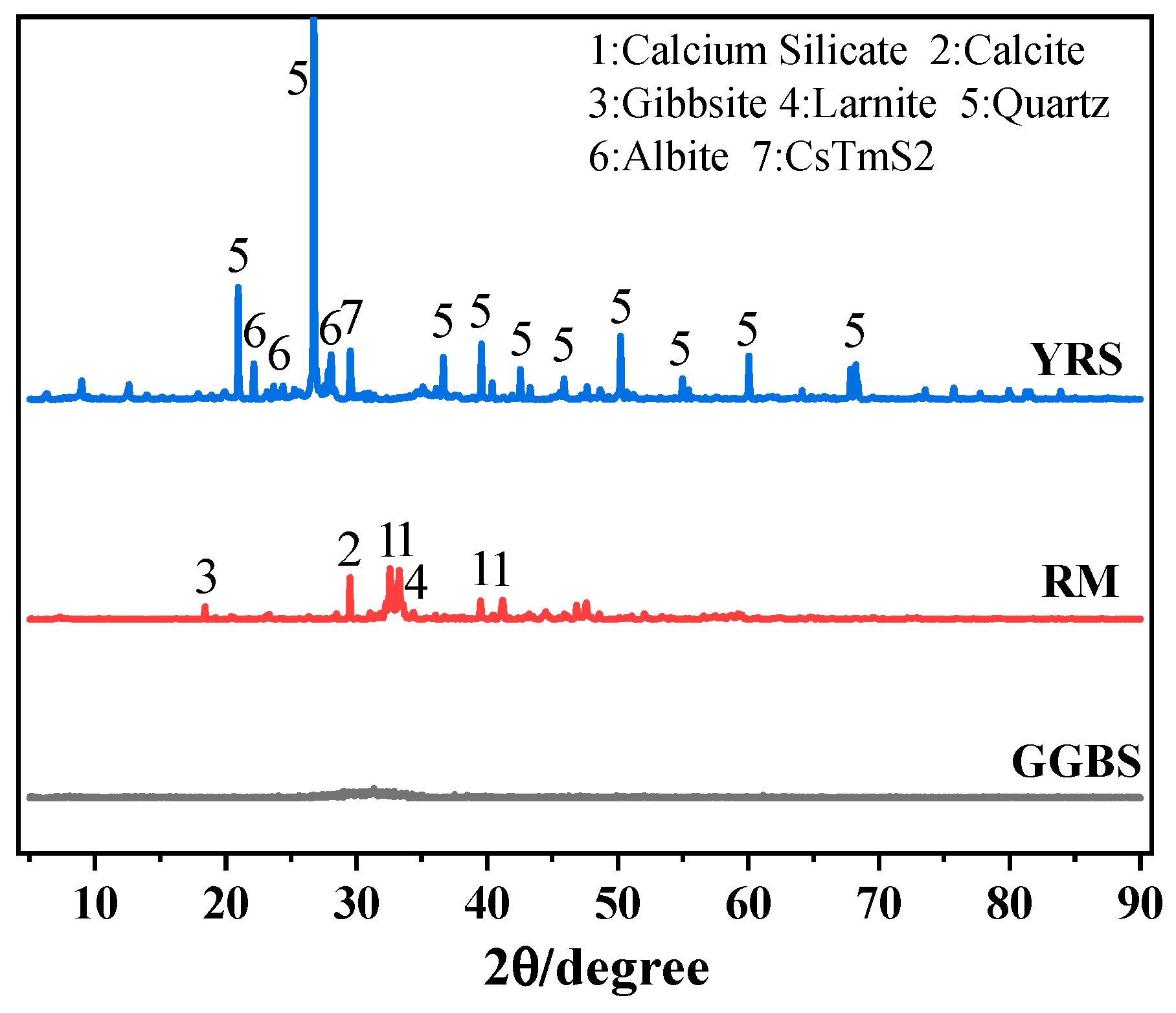
3.3. X-ray Diffraction
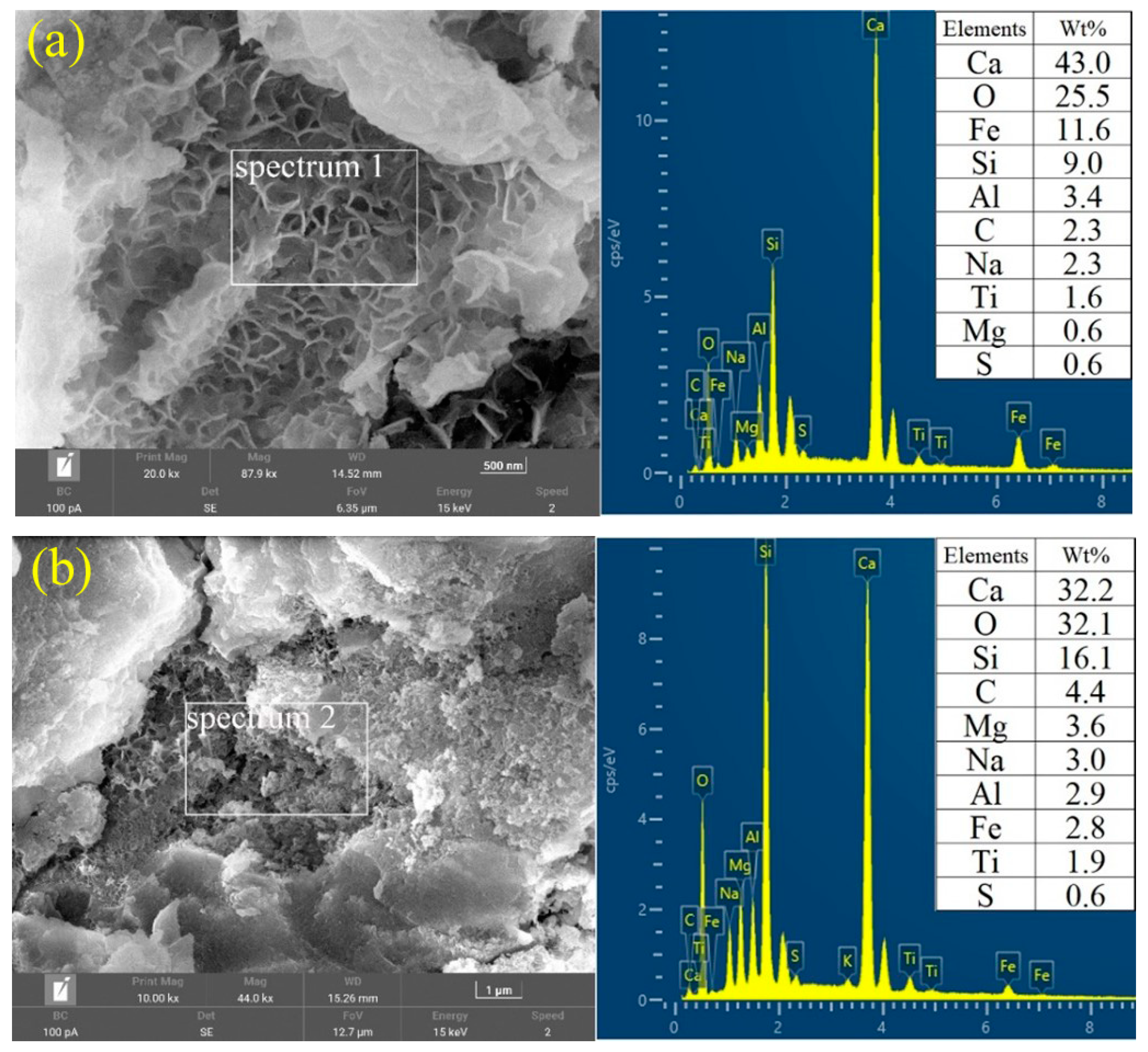
3.4. Scanning Electron Microscope
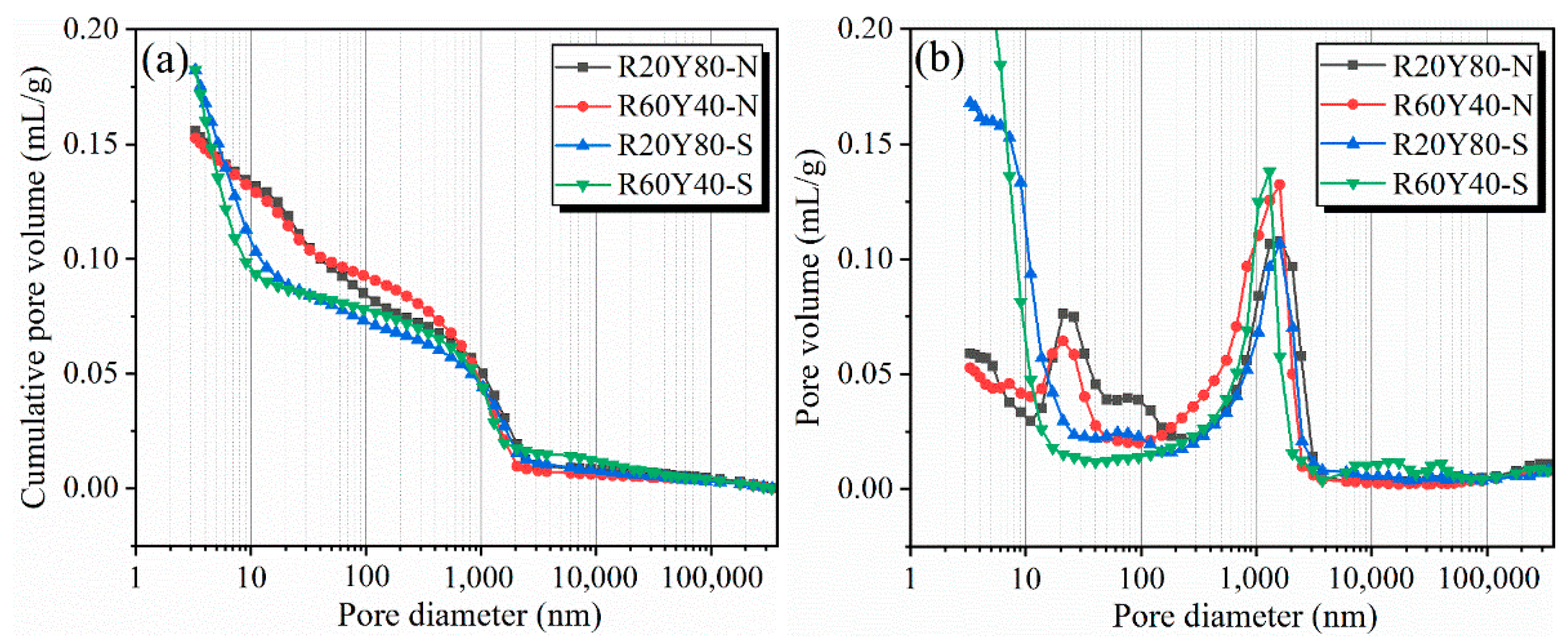
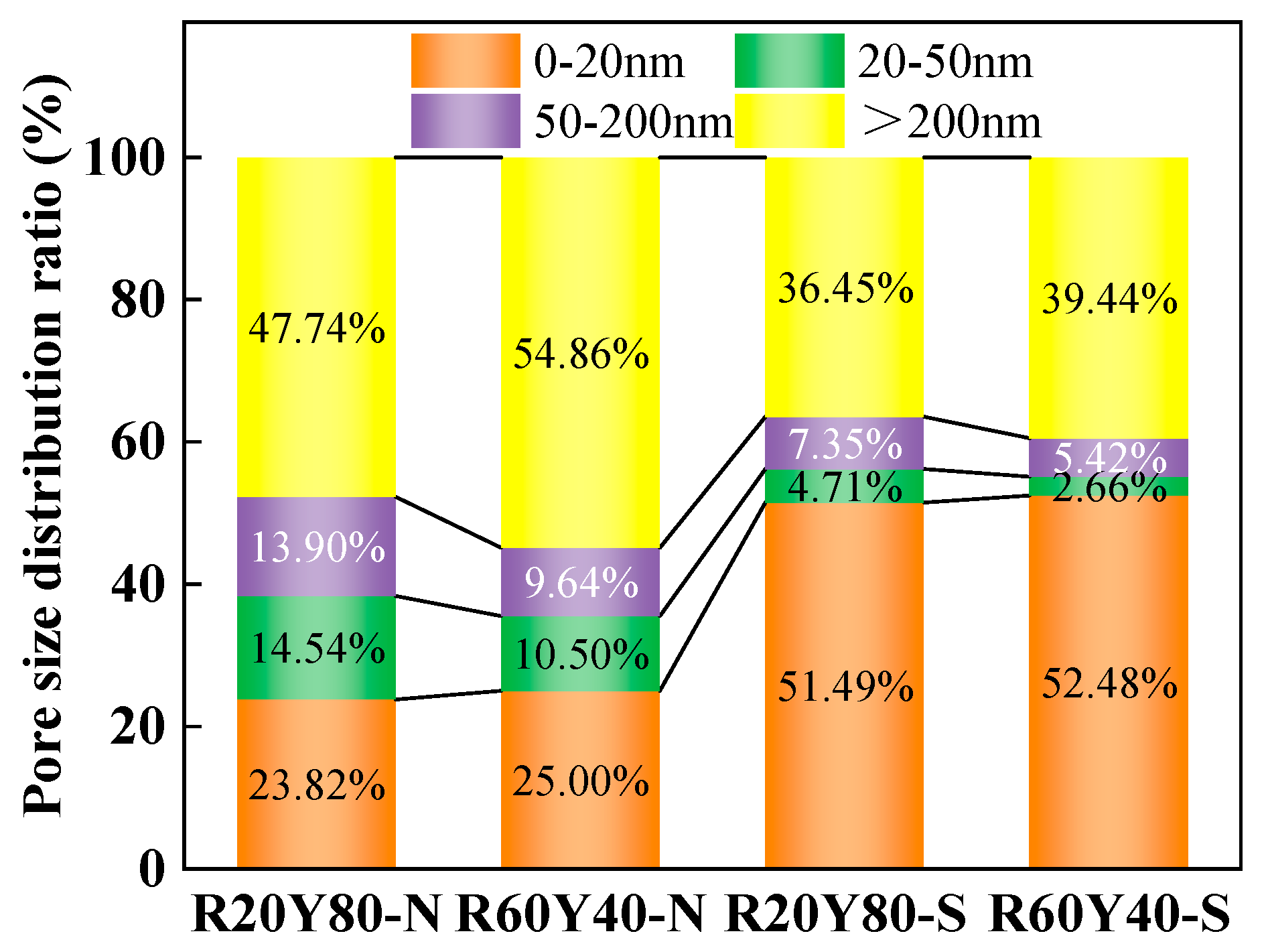
3.5. Mercury Intrusion Porosimetry
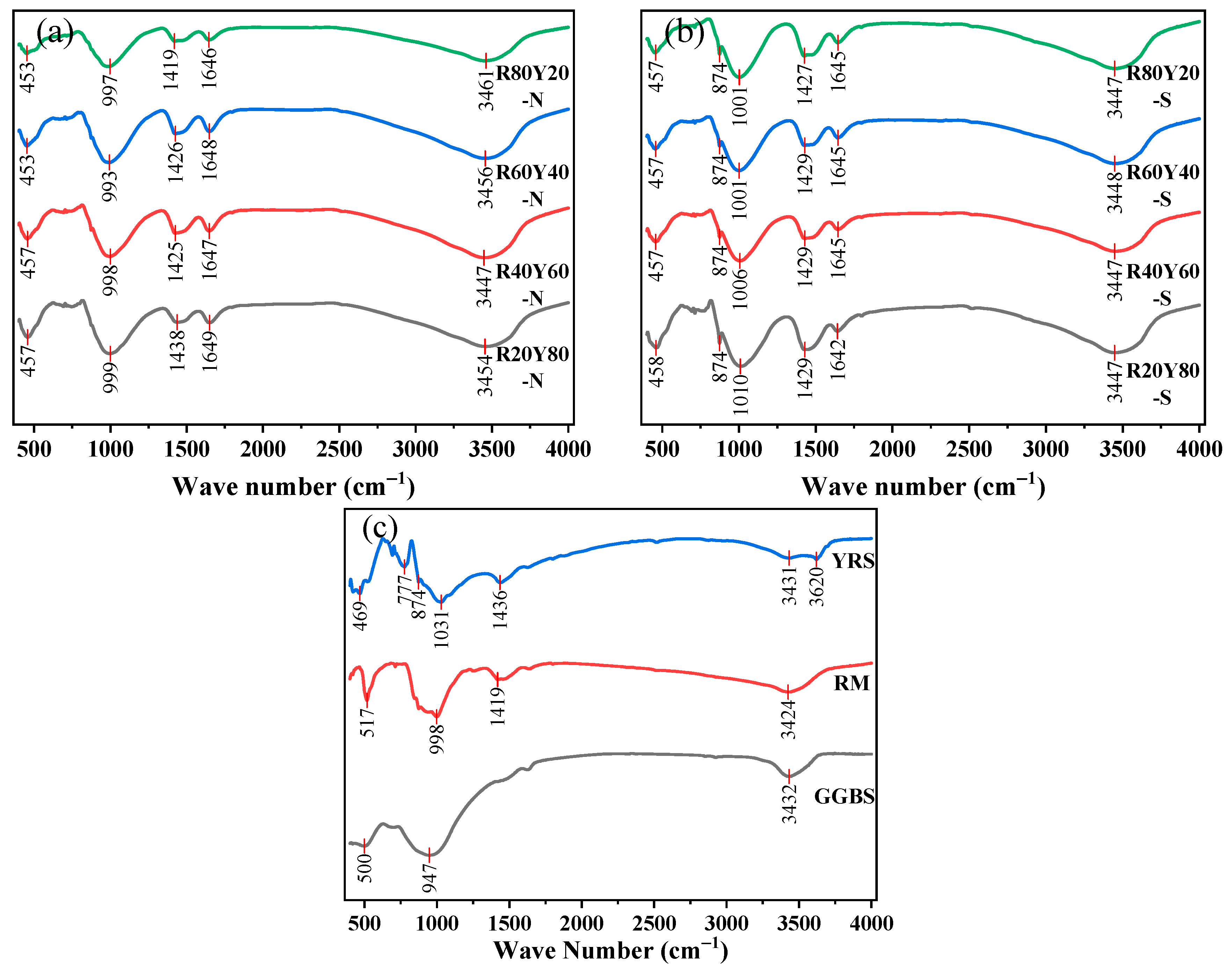
3.6. Fourier Transform Infrared Spectroscopy
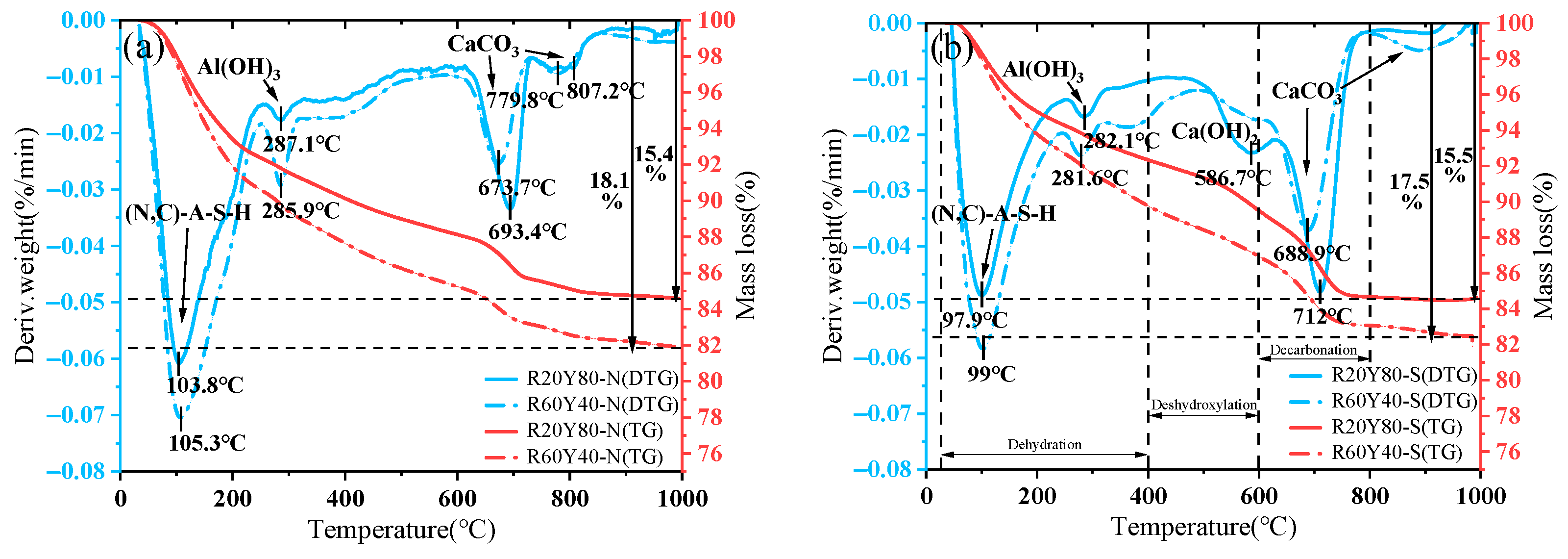
3.7. Thermogravimetric Analysis
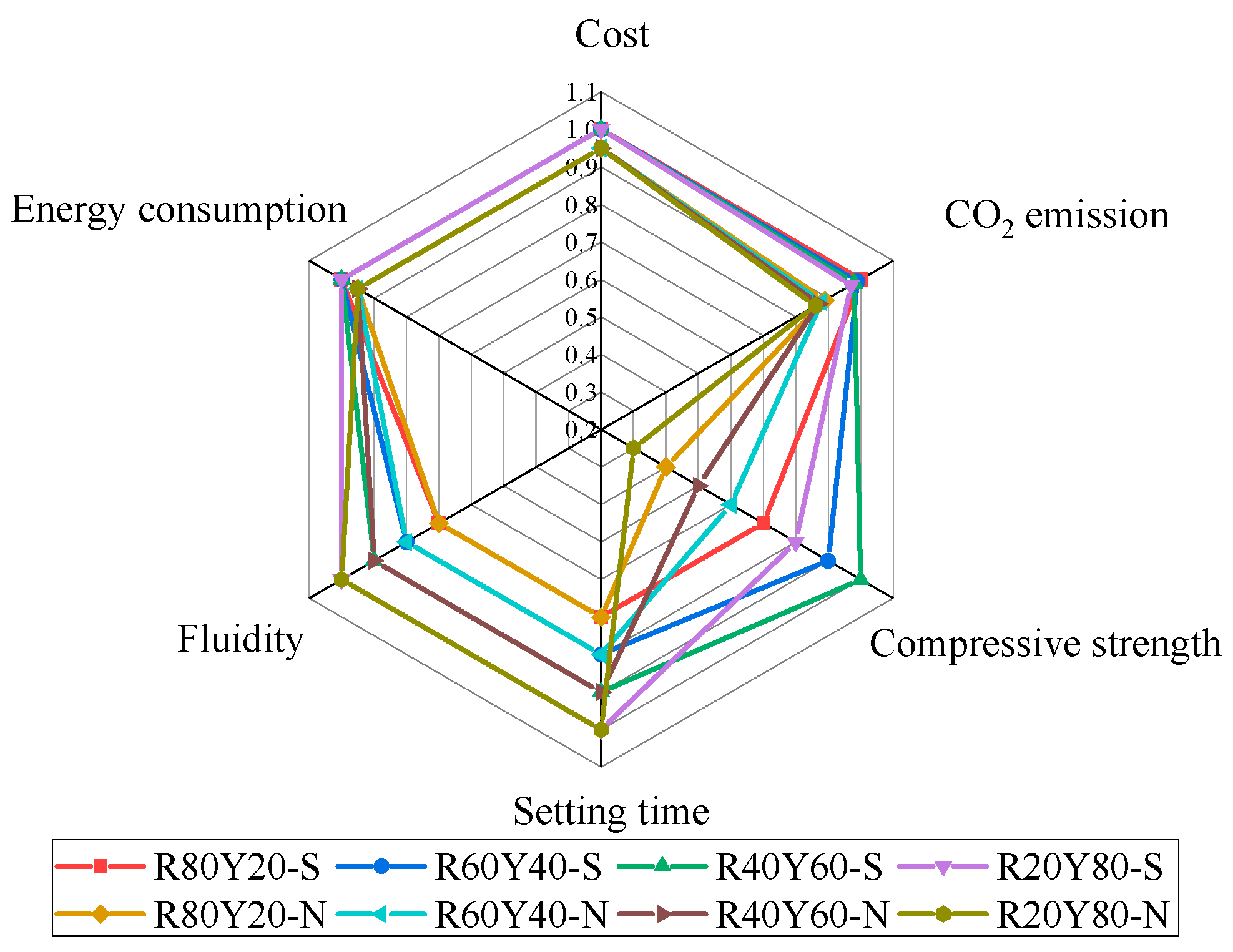
3.8. Cost, Carbon Emissions, and Multi-Criteria Performance Assessment Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, J.; Ding, Y.; Zhou, Y.; Wei, W.; Wang, Y. Municipal solid waste incineration bottom ash recycling assessment: Carbon emission analysis of bottom ash applied to pavement materials. Constr. Build. Mater. 2024, 421, 135774. [Google Scholar] [CrossRef]
- Bediako, M. Valentini, Strength, carbon emissions, and sorptivity behavior of cement paste and mortar containing thermally activated clay. J. Build. Eng. 2024, 89, 109278. [Google Scholar] [CrossRef]
- McNeil, M.A.; Feng, W.; de la Rue du Can, S.; Khanna, N.Z.; Ke, J.; Zhou, N. Energy efficiency outlook in China’s urban buildings sector through 2030. Energy Policy 2016, 97, 532–539. [Google Scholar] [CrossRef]
- Wang, A.; Lin, B. Assessing CO2 emissions in China’s commercial sector: Determinants and reduction strategies. J. Clean. Prod. 2017, 164, 1542–1552. [Google Scholar] [CrossRef]
- Cadavid-Giraldo, N.; Velez-Gallego, M.C. Restrepo-Boland, Carbon emissions reduction and financial effects of a cap and tax system on an operating supply chain in the cement sector. J. Clean. Prod. 2020, 275, 122583. [Google Scholar] [CrossRef]
- Miller, S.A.; John, V.M.; Pacca, S.A. Horvath, Carbon dioxide reduction potential in the global cement industry by 2050. Cem. Concr. Res. 2018, 114, 115–124. [Google Scholar] [CrossRef]
- Ke, J.; McNeil, M.; Price, L.; Khanna, N.Z.; Zhou, N. Estimation of CO2 emissions from China’s cement production: Methodologies and uncertainties. Energy Policy 2013, 57, 172–181. [Google Scholar] [CrossRef]
- Shen, L.; Gao, T.; Zhao, J.; Wang, L.; Wang, L.; Liu, L.; Chen, F.; Xue, J. Factory-level measurements on CO2 emission factors of cement production in China. Renew. Sustain. Energy Rev. 2014, 34, 337–349. [Google Scholar] [CrossRef]
- Jafarian, M.; Dally, B.B.; Nathan, G.J. Hydrogen peroxide for fuel oxidation to achieve CO2 capture from lime production. Energy Convers. Manag. X 2022, 15, 100276. [Google Scholar] [CrossRef]
- Ige, O.E.; Von Kallon, D.V.; Desai, D. Carbon emissions mitigation methods for cement industry using a systems dynamics model. Clean Technol. Environ. Policy 2024, 26, 579–597. [Google Scholar] [CrossRef]
- Karadumpa, C.S.; Pancharathi, R.K. Study on energy use and carbon emission from manufacturing of OPC and blended cements in India. Environ. Sci. Pollut. Res. 2024, 31, 5364–5383. [Google Scholar] [CrossRef]
- Xiang, T.; Chen, X.; Guo, Z.; Wang, J.; Cui, L.; Qiang, Y.; Zhang, S. Robust solid slippery surface for anti-corrosion: Experimental and simulation. Prog. Org. Coat. 2024, 188, 108250. [Google Scholar] [CrossRef]
- Chen, D.; Ding, Y.; Xia, C.; He, L.; Cao, Y. Turning hazardous red mud into useful catalysts for the carbonylation of amines to N-formamides. Mol. Catal. 2022, 533, 112761. [Google Scholar] [CrossRef]
- Zeng, H.; Lyu, F.; Sun, W.; Zhang, H.; Wang, L.; Wang, Y. Progress on the Industrial Applications of Red Mud with a Focus on China. Minerals 2020, 10, 773. [Google Scholar] [CrossRef]
- Tian, K.; Wang, Y.; Hong, S.; Zhang, J.; Hou, D.; Dong, B.; Xing, F. Alkali-activated artificial aggregates fabricated by red mud and fly ash: Performance and microstructure. Constr. Build. Mater. 2021, 281, 122552. [Google Scholar] [CrossRef]
- Liu, W.; Chen, X.; Li, W.; Yu, Y.; Yan, K. Environmental assessment, management and utilization of red mud in China. J. Clean. Prod. 2014, 84, 606–610. [Google Scholar] [CrossRef]
- Landsberger, S.; Sharp, A.; Wang, S.; Pontikes, Y.; Tkaczyk, A.H. Characterization of bauxite residue (red mud) for 235U, 238U, 232Th and 40K using neutron activation analysis and the radiation dose levels as modeled by MCNP. J. Environ. Radioact. 2017, 173, 97–101. [Google Scholar] [CrossRef]
- Antunes, M.L.P.; Couperthwaite, S.J.; da Conceição, F.T.; de Jesus, C.P.C.; Kiyohara, P.K.; Coelho, A.C.V.; Frost, R.L. Red Mud from Brazil: Thermal Behavior and Physical Properties. Ind. Eng. Chem. Res. 2012, 51, 775–779. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, J.; Luan, Z.; Peng, X.; Liang, Z.; Shi, L. Removal of phosphate from aqueous solution by red mud using a factorial design. J. Hazard. Mater. 2009, 165, 1193–1199. [Google Scholar] [CrossRef]
- Lemougna, P.N.; Wang, K.-T.; Tang, Q.; Cui, X.-M. Synthesis and characterization of low temperature (<800 °C) ceramics from red mud geopolymer precursor. Constr. Build. Mater. 2017, 131, 564–573. [Google Scholar]
- Tian, K.; Wang, Y.; Dong, B.; Fang, G.; Xing, F. Engineering and micro-properties of alkali-activated slag pastes with Bayer red mud. Constr. Build. Mater. 2022, 351, 128869. [Google Scholar] [CrossRef]
- Chen, K.; Lin, W.-T.; Liu, Q.; Chen, B.; Tam, V.W.Y. Micro-characterizations and geopolymerization mechanism of ternary cementless composite with reactive ultra-fine fly ash, red mud and recycled powder. Constr. Build. Mater. 2022, 343, 128091. [Google Scholar] [CrossRef]
- Zhang, N.; Sun, H.; Liu, X.; Zhang, J. Early-age characteristics of red mud-coal gangue cementitious material. J. Hazard. Mater. 2009, 167, 927. [Google Scholar] [CrossRef]
- Singh, S.; Aswath, M.U.; Ranganath, R.V. Effect of mechanical activation of red mud on the strength of geopolymer binder. Constr. Build. Mater. 2018, 177, 91–101. [Google Scholar] [CrossRef]
- Ascensão, G.; Seabra, M.P.; Aguiar, J.B.; Labrincha, J.A. Red mud-based geopolymers with tailored alkali diffusion properties and pH buffering ability. J. Clean. Prod. 2017, 148, 23–30. [Google Scholar] [CrossRef]
- Pontikes, Y.; Angelopoulos, G.N. Bauxite residue in cement and cementitious applications: Current status and a possible way forward, Resources. Conserv. Recycl. 2013, 73, 53–63. [Google Scholar] [CrossRef]
- Yu, B.; Zhao, Z.; Zhang, S.; An, R.; Chen, J.; Li, R.; Zhao, G. Technological development pathway for a low-carbon primary aluminum industry in China. Technol. Forecast. Soc. Chang. 2021, 173, 121052. [Google Scholar] [CrossRef]
- Liu, W.; Yang, J.; Xiao, B. Application of Bayer red mud for iron recovery and building material production from alumosilicate residues. J. Hazard. Mater. 2009, 161, 474–478. [Google Scholar] [CrossRef] [PubMed]
- Milliman, J.D.; Meade, R.H. World-Wide Delivery of River Sediment to the Oceans. J. Geol. 1983, 91, 1–21. [Google Scholar] [CrossRef]
- Chiyuan, M.; Jinren, N.; Borthwick, A.G.L. Recent changes of water discharge and sediment load in the Yellow River basin, China. Prog. Phys. Geogr. Earth Environ. 2010, 34, 541–561. [Google Scholar] [CrossRef]
- Li, G.; Wei, H.; Yue, S.; Cheng, Y.; Han, Y. Sedimentation in the Yellow River delta, part II: Suspended sediment dispersal and deposition on the subaqueous delta. Mar. Geol. 1998, 149, 113–131. [Google Scholar] [CrossRef]
- Jiang, S.; Xu, J.; Song, Y.; Gong, W.; Wang, L.; Yu, Z.; Wang, G. Effect of calcination pretreatment on mechanical properties of alkali-activated artificial stone incorporating Yellow River silt. J. Clean. Prod. 2022, 364, 132682. [Google Scholar] [CrossRef]
- Zhang, J.; Xi-Ning, L.; Chang-Hai, L. Study on reserved bricks made by the yellow river sediment. Yellow River 2005, 27, 14–16. [Google Scholar]
- Li, C.; Zhang, T.; Wang, L. Mechanical properties and microstructure of alkali activated Pisha sandstone geopolymer composites. Constr. Build. Mater. 2014, 68, 233–239. [Google Scholar] [CrossRef]
- Wang, B.; Li, G.; Han, J.; Zheng, Y.; Liu, H.; Song, W. Study on the properties of artificial flood-prevention stone made by Yellow River silt. Constr. Build. Mater. 2017, 144, 484–492. [Google Scholar] [CrossRef]
- He, H.; Yue, Q.; Su, Y.; Gao, B.; Gao, Y.; Wang, J.; Yu, H. Preparation and mechanism of the sintered bricks produced from Yellow River silt and red mud. J. Hazard. Mater. 2012, 203–204, 53–61. [Google Scholar] [CrossRef] [PubMed]
- Liu, S.; Liu, C.Y.; Hao, Y.F.; Zhang, Y.; Chen, L.; Li, Z. Experimental investigation of engineered geopolymer composite for structural strengthening against blast loads. Def. Technol. 2024, 32, 496–509. [Google Scholar] [CrossRef]
- Yang, J.; Wang, Z.Q.; He, X.Y.; Su, Y.; Tang, Y.Z.; Qi, H.H.; Yang, C.; Xiong, G.Q. Using superabsorbent polymer to mitigate the fast setting and high autogenous shrinkage of carbide slag and sodium silicate activated ultrafine GGBS based composites. Sustain. Chem. Pharm. 2024, 39, 101550. [Google Scholar] [CrossRef]
- Cao, B.S.; Li, Y.; Li, P.P. Synergistic Effect of Blended Precursors and Silica Fume on Strength and High Temperature Resistance of Geopolymer. Materials 2024, 17, 2975. [Google Scholar] [CrossRef]
- Yang, N.; Xuan, Q.D.; Fu, Y.; Ma, X.; Lei, D.Y.; Niu, J.L.; Dai, J.G. Phosphate activated geopolymer-based coating with high temperature resistance for sub-ambient radiative coolingPhosphate activated geopolymer-based coating with high temperature resistance for sub-ambient radiative cooling. Sustain. Cities Soc. 2024, 100, 104992. [Google Scholar] [CrossRef]
- Wang, Z.K.; Fu, C.H.; Wang, K.; Zhao, J.; Shumuye, E.D.; Yang, Z.H. Effect of geopolymer concrete cover on improving tensile and transverse shear behaviors of BFRP bars after exposure to high temperature. Case Stud. Constr. Mater. 2024, 20, e02862. [Google Scholar] [CrossRef]
- Chen, Z.M.; Liu, H.; Zhu, P.H.; Li, H.C.; Ge, T.Z.; Yang, L.; Chen, C.H.; Dong, Y.L. Effect of Curing Mechanism on Sulfuric Acid Corrosion Resistance of Geopolymer Recycled Aggregate Concrete. Ksce J. Civ. Eng. 2024, 28, 1173–1182. [Google Scholar] [CrossRef]
- Zhou, Y.W.; Yu, Y.; Guo, W.H.; Xing, F.; Guo, M.H. Development of inorganic anticorrosive coatings for steel bars: Corrosion resistance testing and design. Cem. Concr. Compos. 2024, 152, 105612. [Google Scholar] [CrossRef]
- Cui, L.; Xiang, T.; Hu, B.; Lv, Y.; Rong, H.; Liu, D.E.; Zhang, S.; Guo, M.; Lv, Z.; Chen, D. Design of monolithic superhydrophobic concrete with excellent anti-corrosion and self-cleaning properties. Colloids Surf. A Physicochem. Eng. Asp. 2024, 685, 133345. [Google Scholar] [CrossRef]
- Alzeer, M.I.M.; MacKenzie, K.J.D. Chapter 5—Fiber composites of inorganic polymers (geopolymers) reinforced with natural fibers. In Composite Materials; Low, I.-M., Dong, Y., Eds.; Elsevier: Amsterdam, The Netherlands, 2021; pp. 117–147. [Google Scholar]
- Krishna, R.S.; Shaikh, F.; Mishra, J.; Lazorenko, G.; Kasprzhitskii, A. Mine tailings-based geopolymers: Properties, applications and industrial prospects. Ceram. Int. 2021, 47, 17826–17843. [Google Scholar] [CrossRef]
- Nuaklong, P.; Worawatnalunart, P.; Jongvivatsakul, P.; Tangaramvong, S.; Pothisiri, T.; Likitlersuang, S. Pre- and post-fire mechanical performances of high calcium fly ash geopolymer concrete containing granite waste. J. Build. Eng. 2021, 44, 103265. [Google Scholar] [CrossRef]
- Figiela, B.; Bąk, A.; Hebda, M.; Korniejenko, K. Eco-friendly production of foamed geopolymers based on mine waste. J. Achiev. Mater. Manuf. Eng. 2023, 121, 341–349. [Google Scholar]
- Kaze, C.R.; Adesina, A.; Lecomte-Nana, G.L.; Metekong, J.V.S.; Van Essa Kamga Samen, L.; Kamseu, E.; Melo, U.C. Synergetic effect of rice husk ash and quartz sand on microstructural and physical properties of laterite clay based geopolymer. J. Build. Eng. 2021, 43, 103229. [Google Scholar] [CrossRef]
- Wu, H.X.; Gao, J.M.; Liu, C.; Chen, G.F. Cementitious properties of sustainable alkali-activated materials with ground GGBS-based geopolymer waste powder as recycled precursor. J. Build. Eng. 2024, 88, 109210. [Google Scholar] [CrossRef]
- Mahrous, M.A.; Abdelghany, M.A.; Trindade, A.C.C.; Aboukhatwa, M.; Kriven, W.M.; Jasiuk, I.M. Investigating irradiation effects on metakaolin-based geopolymer. Constr. Build. Mater. 2024, 437, 136837. [Google Scholar] [CrossRef]
- Chelluri, S.; Hossiney, N. Performance evaluation of ternary blended geopolymer binders comprising of slag, fly ash and brick kiln rice husk ash. Case Stud. Constr. Mater. 2024, 20, e02918. [Google Scholar] [CrossRef]
- Hosseinzadehfard, E.; Mobaraki, B. Investigating concrete durability: The impact of natural pozzolan as a partial substitute for microsilica in concrete mixtures. Constr. Build. Mater. 2024, 419, 135491. [Google Scholar] [CrossRef]
- Liu, M.T.; Liu, H.; Hua, M.Q.; Chen, C.H.; Wang, X.J.; Guo, X.; Ma, T.Y. Potential for Recycling Metakaolin/Slag-Based Geopolymer Concrete of Various Strength Levels in Freeze-Thaw Conditions. Materials 2024, 17, 1944. [Google Scholar] [CrossRef]
- Zhang, B.; Zhu, H.; You, C.H.; Yang, Z.Y.; Liu, J.H.; Peng, H. Flexural durability of BFRP bars reinforced geopolymer-based coral aggregate concrete beams conditioned in marine environments. J. Build. Eng. 2024, 94, 109959. [Google Scholar] [CrossRef]
- Long, Q.H.; Zhao, Y.F.; Zhang, B.B.; Yang, H.C.; Luo, Z.D.; Li, Z.Y.; Zhang, G.B.; Liu, K. Interfacial Behavior of Slag, Fly Ash, and Red Mud-Based Geopolymer Mortar with Concrete Substrate: Mechanical Properties and Microstructure. Buildings 2024, 14, 652. [Google Scholar] [CrossRef]
- Oti, J.; Adeleke, B.O.; Anowie, F.X.; Kinuthia, J.M.; Ekwulo, E. Mechanical Properties of a Sustainable Low-Carbon Geopolymer Concrete Using a Pumice-Derived Sodium Silicate Solution. Materials 2024, 17, 1792. [Google Scholar] [CrossRef]
- Ahmed, J.K.; Atmaca, N.; Khoshnaw, G.J. Building a sustainable future: An experimental study on recycled brick waste powder in engineered geopolymer composites. Case Stud. Constr. Mater. 2024, 20, e02863. [Google Scholar] [CrossRef]
- Saloni; Parveen; Pham, T.M.; Lim, Y.Y.; Pradhan, S.S.; Kumar, J. Performance of rice husk Ash-Based sustainable geopolymer concrete with Ultra-Fine slag and Corn cob ash. Constr. Build. Mater. 2021, 279, 122526. [Google Scholar] [CrossRef]
- Singh, S.K.; Badkul, A.; Pal, B. Sustainable next-generation single-component geopolymer binders: A review of mechano-chemical behaviour and life-cycle cost analysis. J. Mater. Cycles Waste Manag. 2024, 26, 49–75. [Google Scholar] [CrossRef]
- Furtos, G.; Prodan, D.; Sarosi, C.; Popa, D.; Moldovan, M.; Korniejenko, K. The Precursors Used for Developing Geopolymer Composites for Circular Economy—A Review. Materials 2024, 17, 1696. [Google Scholar] [CrossRef]
- Umer, M.; Ahmad, J.; Mukhtar, H. Innovative valorization of biomass waste-derived sodium silicate for geopolymer concrete synthesis: Sustainability assessment and circular economy potential. J. Clean. Prod. 2024, 452, 142181. [Google Scholar] [CrossRef]
- Xu, X.; Bao, S.; Zhang, Y.; Luo, Y.; Qin, L.; Li, S. Role of particle fineness and reactive silicon-aluminum ratio in mechanical properties and microstructure of geopolymers. Constr. Build. Mater. 2021, 313, 125483. [Google Scholar] [CrossRef]
- Junaid, M.T.; Kayali, O.; Khennane, A.; Black, J. A mix design procedure for low calcium alkali activated fly ash-based concretes. Constr. Build. Mater. 2015, 79, 301–310. [Google Scholar] [CrossRef]
- GB/T 1346-2011; Test Methods for Water Requirement of Normal Consistency, Setting Time and Soundness of the Portland Cement. China Architecture & Building Press: Beijing, China, 2011. (In Chinese)
- GB/T 8077-2012; Methods for Testing Uniformity of Concrete Admixture. China Architecture & Building Press: Beijing, China, 2012. (In Chinese)
- GB/T 17671-2021; Test Method of Cement Mortar Strength (ISO method). China Architecture & Building Press: Beijing, China, 2021. (In Chinese)
- Perez, O.F.A.; Florez, D.R.; Vergara, L.M.Z.; Benavides, K.V.H. Innovative use of agro-waste cane bagasse ash and waste glass as cement replacement for green concrete. Cost analysis and carbon dioxide emissions. J. Clean. Prod. 2022, 379, 134822. [Google Scholar] [CrossRef]
- Lv, Y.; Chen, Y.; Dai, W.; Yang, H.; Jiang, L.; Li, K.; Jin, W. Preparation and Properties of Porous Concrete Based on Geopolymer of Red Mud and Yellow River Sediment. Materials 2024, 17, 923. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.Y.; Yu, R.; Zhang, J.J.; Shui, Z.H. A low-carbon alkali activated slag based ultra-high performance concrete (UHPC): Reaction kinetics and microstructure development. J. Clean. Prod. 2022, 363, 132416. [Google Scholar] [CrossRef]
- Garcia-Lodeiro, I.; Palomo, A.; Fernández-Jiménez, A.; Macphee, D.E. Compatibility studies between N-A-S-H and C-A-S-H gels. Study in the ternary diagram Na2O–CaO–Al2O3–SiO2–H2O. Cem. Concr. Res. 2011, 41, 923–931. [Google Scholar] [CrossRef]
- Zhang, G.; Ge, J.; Zhang, C.; Yang, J.; Liu, K.; Wang, A.; Sun, D. Review on the microstructure formation mechanism in concrete material under different curing regimes. Mater. Rep. 2021, 35, 15125–15133. [Google Scholar]
- Mozgawa, W.; Deja, J. Spectroscopic studies of alkaline activated slag geopolymers. J. Mol. Struct. 2009, 924–926, 434–441. [Google Scholar] [CrossRef]
- Fanijo, E.O.; Kolawole, J.T.; Almakrab, A. Alkali-silica reaction (ASR) in concrete structures: Mechanisms, effects and evaluation test methods adopted in the United States. Case Stud. Constr. Mater. 2021, 15, e00563. [Google Scholar] [CrossRef]
- Wang, K.-T.; He, Y.; Song, X.-L.; Cui, X.-M. Effects of the metakaolin-based geopolymer on high-temperature performances of geopolymer/PVC composite materials. Appl. Clay Sci. 2015, 114, 586–592. [Google Scholar] [CrossRef]
- Deboucha, W.; Leklou, N.; Khelidj, A.; Oudjit, M.N. Hydration development of mineral additives blended cement using thermogravimetric analysis (TGA): Methodology of calculating the degree of hydration. Constr. Build. Mater. 2017, 146, 687–701. [Google Scholar] [CrossRef]
- Habert, G.; Denarié, E.; Šajna, A.; Rossi, P. Lowering the global warming impact of bridge rehabilitations by using Ultra High Performance Fibre Reinforced Concretes. Cem. Concr. Compos. 2013, 38, 1–11. [Google Scholar] [CrossRef]
- He, Z.; Zhu, X.; Wang, J.; Mu, M.; Wang, Y. Comparison of CO2 emissions from OPC and recycled cement production. Constr. Build. Mater. 2019, 211, 965–973. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxides (wt%) | CaO | SiO2 | Fe2O3 | Al2O3 | TiO2 | Na2O | SO3 | K2O | MgO | Other |
|---|---|---|---|---|---|---|---|---|---|---|
| GGBS | 49.42 | 25.57 | 0.31 | 13.58 | 2.15 | 0.44 | 2.36 | 0.33 | 5.32 | 0.52 |
| RM | 55.54 | 18.30 | 8.31 | 6.48 | 5.08 | 3.12 | 0.89 | 0.84 | 0.81 | 0.63 |
| YRS | 8.90 | 65.67 | 4.76 | 10.87 | 0.85 | 2.79 | 0.10 | 2.77 | 2.62 | 0.67 |
| Specimens | GGBS (g) | RM (g) | YRS (g) | Water (g) | W/(RM + GGBS + YRS) | Alkali Exciter (g) | Water-Reducing Agent (g) |
|---|---|---|---|---|---|---|---|
| R80Y20-N R80Y20-S | 360 | 672 | 168 | 480 | 0.4 | 240 | 6 |
| R60Y40-N R60Y40-S | 360 | 504 | 336 | 480 | 0.4 | 240 | 6 |
| R40Y60-N R40Y40-S | 360 | 336 | 504 | 480 | 0.4 | 240 | 6 |
| R20Y80-N R20Y80-S | 360 | 168 | 672 | 480 | 0.4 | 240 | 6 |
| Specimens | Porosity (%) | 0–20 nm (%) | 20–50 nm (%) | 50–200 nm (%) | >200 nm (%) |
|---|---|---|---|---|---|
| R20Y80-N | 27.28 | 23.82 | 14.54 | 13.90 | 47.74 |
| R60Y40-N | 26.57 | 25.00 | 10.50 | 9.64 | 54.85 |
| R20Y80-S | 28.62 | 51.49 | 4.71 | 7.35 | 36.45 |
| R60Y40-S | 27.80 | 52.48 | 2.66 | 5.42 | 39.44 |
| Items | Energy Usage (GJ/t) | Electricity Usage (GJ/t) | Greenhouse Gas Emission (CO2-eq/t) | Approx. Cost (Market Price) |
|---|---|---|---|---|
| RM | - | - | - | 0 |
| YRS | - | - | - | 0 |
| GGBS | - | - | 0.143 [70] | CNY 44/t |
| Sodium silicate | 4.3 | 0.30 | 1.514 [78] | CNY 262/t |
| Cement | 5.0 | 0.54 | 0.82 [77] | CNY 87/m3 |
| R60Y40-S | 1.4 | 1.10 | 0.41 | CNY 79/m3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jin, W.; Chen, Y.; Lv, Y.; Jiang, L.; Bai, W.; Zhang, K.; Song, C.; Zhang, X. Mechanical Properties and Mechanism of Geopolymer Cementitious Materials Synergistically Prepared Using Red Mud and Yellow River Sand. Materials 2024, 17, 3810. https://doi.org/10.3390/ma17153810
Jin W, Chen Y, Lv Y, Jiang L, Bai W, Zhang K, Song C, Zhang X. Mechanical Properties and Mechanism of Geopolymer Cementitious Materials Synergistically Prepared Using Red Mud and Yellow River Sand. Materials. 2024; 17(15):3810. https://doi.org/10.3390/ma17153810
Chicago/Turabian StyleJin, Weizhun, Yiming Chen, Yajun Lv, Linhua Jiang, Weifeng Bai, Kangjie Zhang, Caihong Song, and Xianlei Zhang. 2024. "Mechanical Properties and Mechanism of Geopolymer Cementitious Materials Synergistically Prepared Using Red Mud and Yellow River Sand" Materials 17, no. 15: 3810. https://doi.org/10.3390/ma17153810