
The Structural and Mechanical Properties of Al2O3–Ni Composites Obtained by Magnetic Field-Assisted Centrifugal Slip Casting

 , ,
, ,  ,
,  ,
,  , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
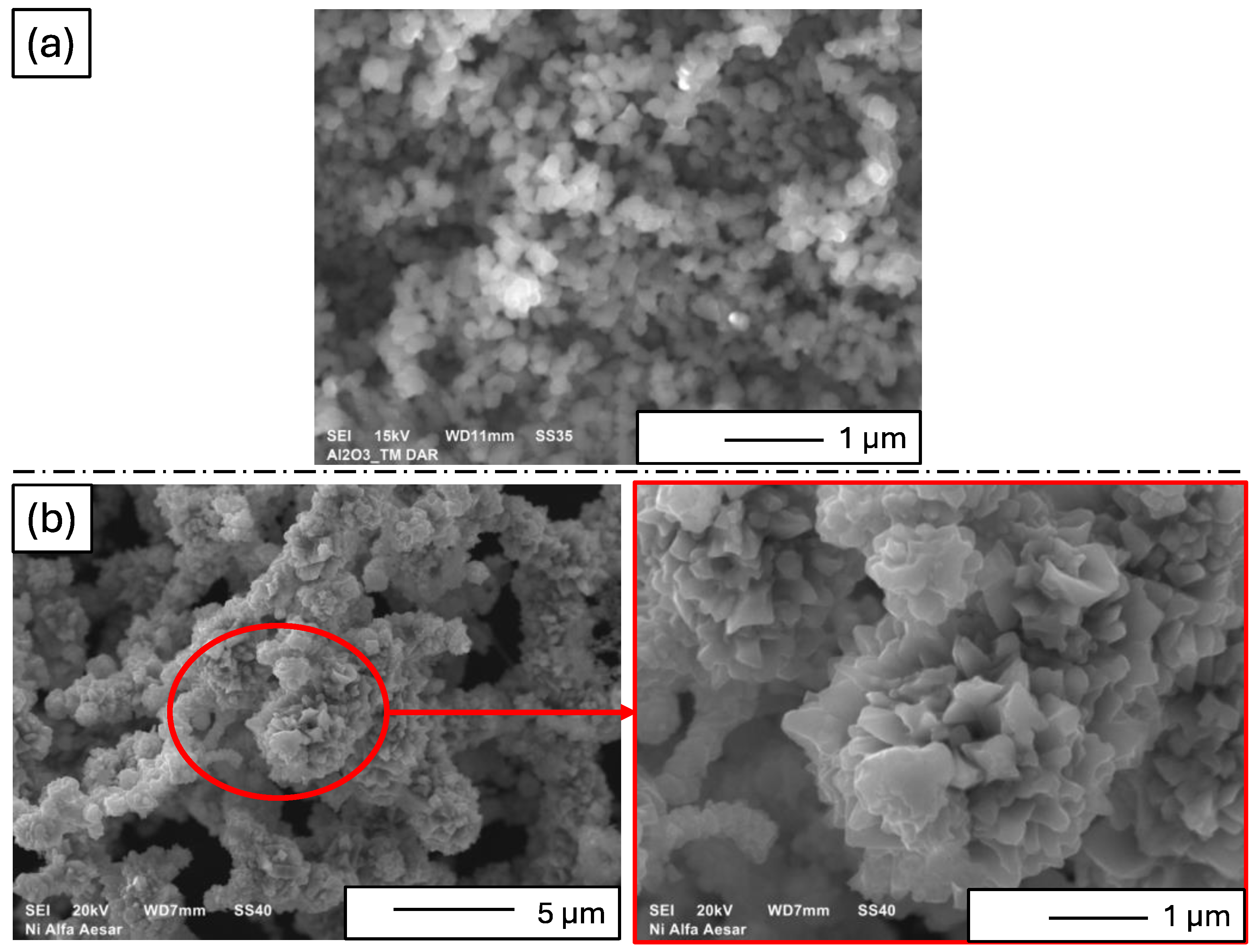
3.1. Characteristics of Starting Materials
3.2. Characteristics of Composites—Microstructure
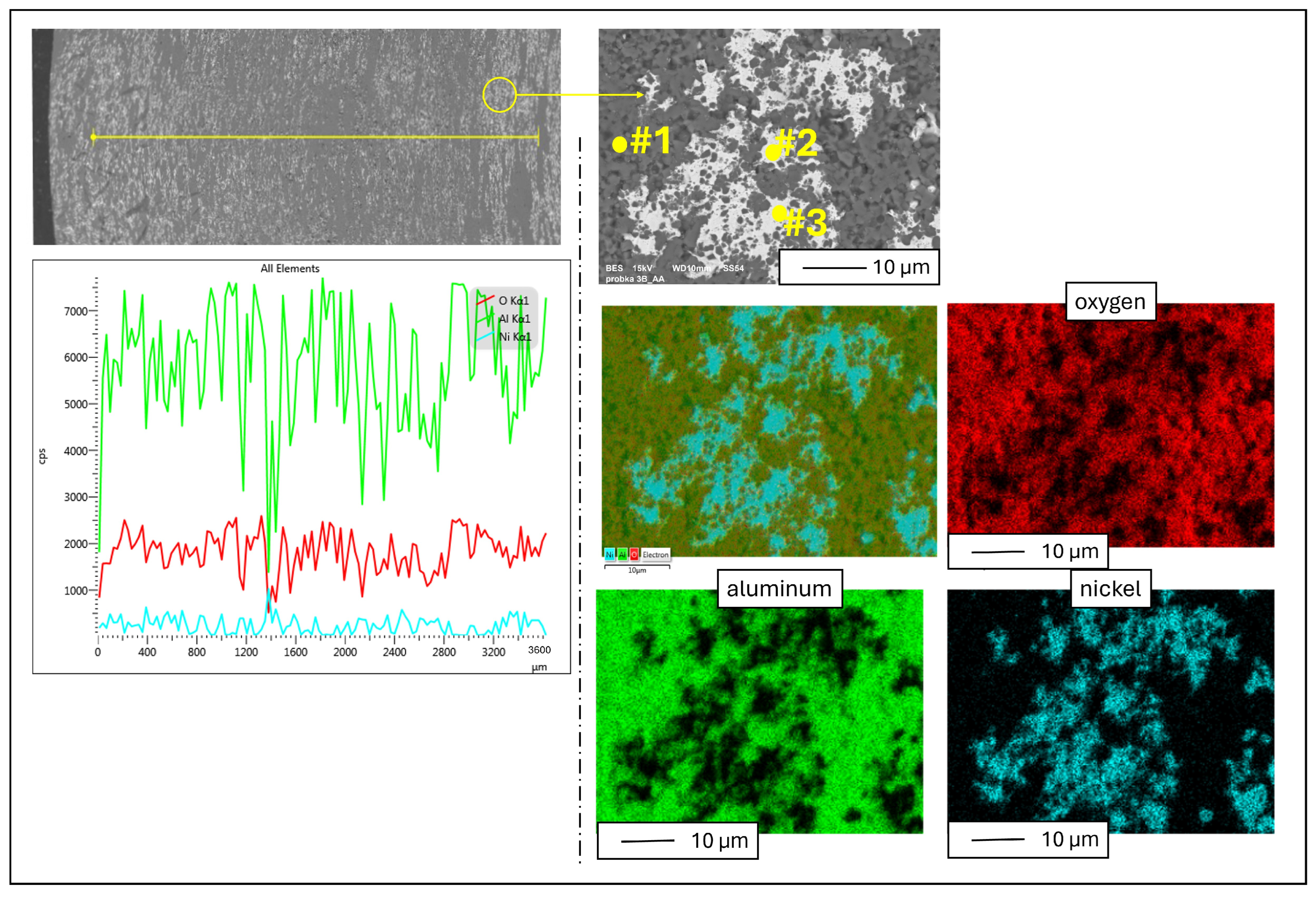
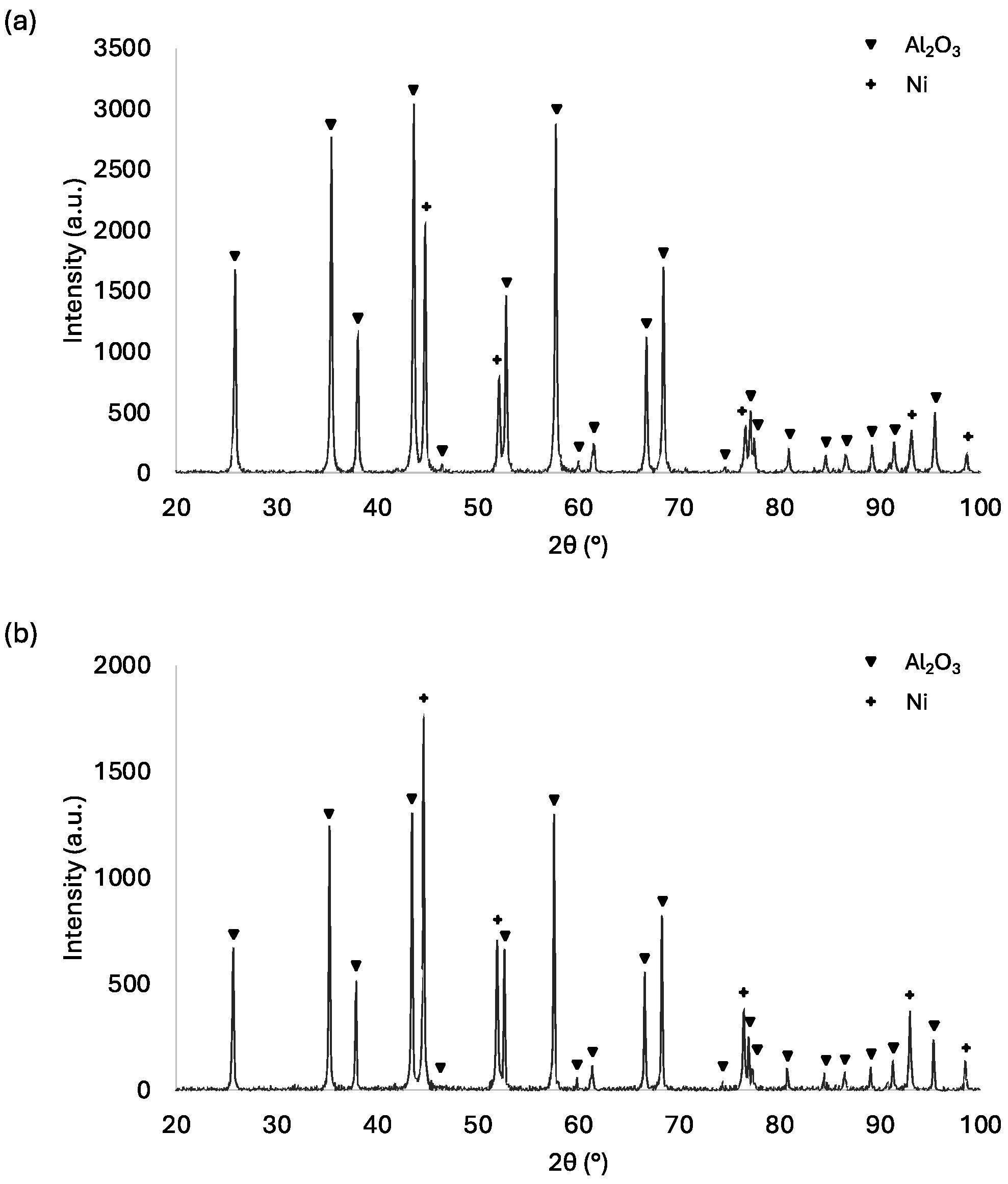
3.3. Characteristics of Composites—Chemical and Phase Composition
3.4. Characteristics of Composites—Hardness
3.5. Characteristics of Composites—Compression Test Results
4. Conclusions
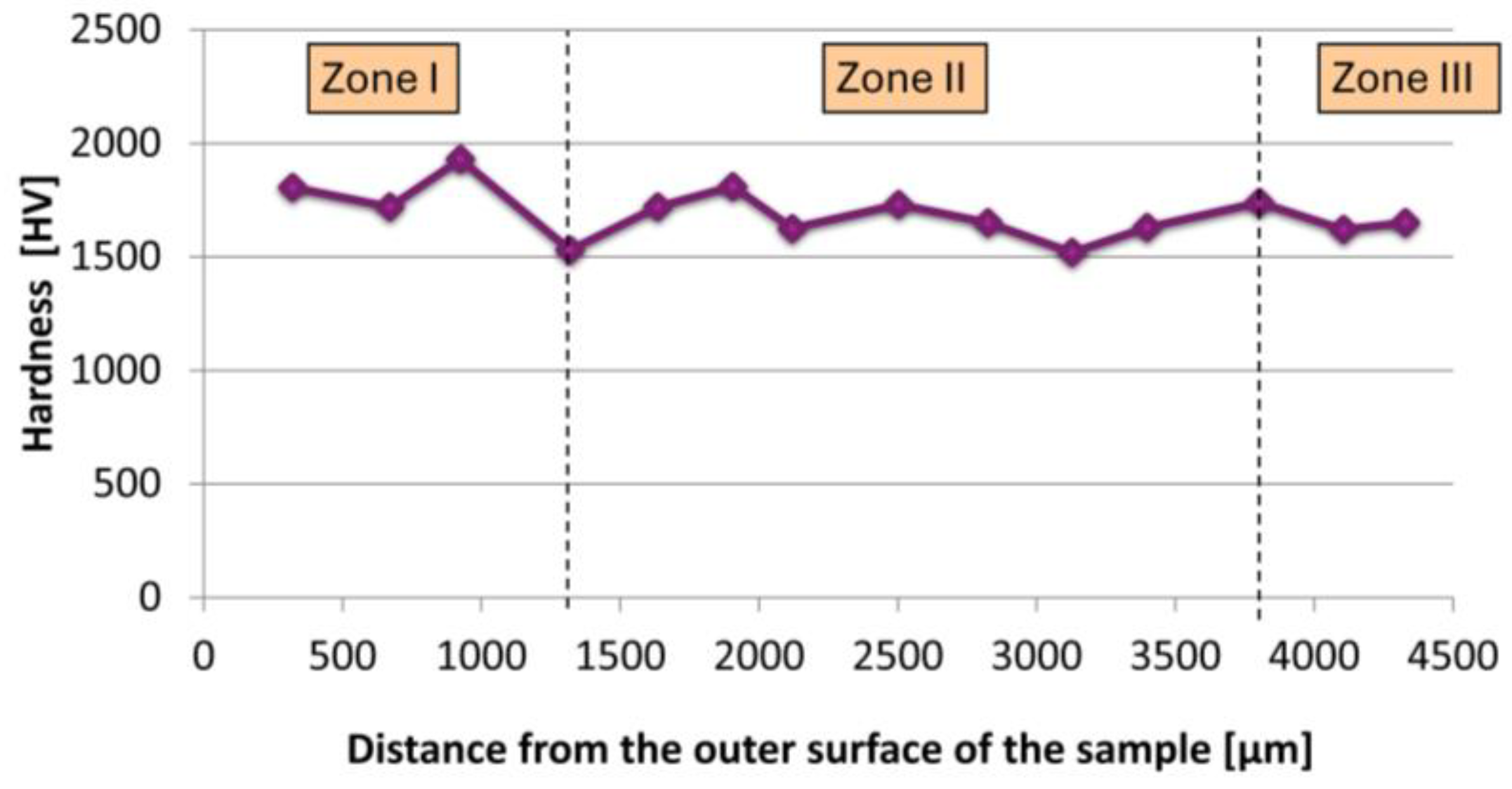
- The centrifugal casting with a magnetic field resulted in a structured composite with three distinct zones characterized by varying concentrations of nickel particles;
- The highest hardness was observed in the outermost zone, while the innermost zone exhibited lower values;
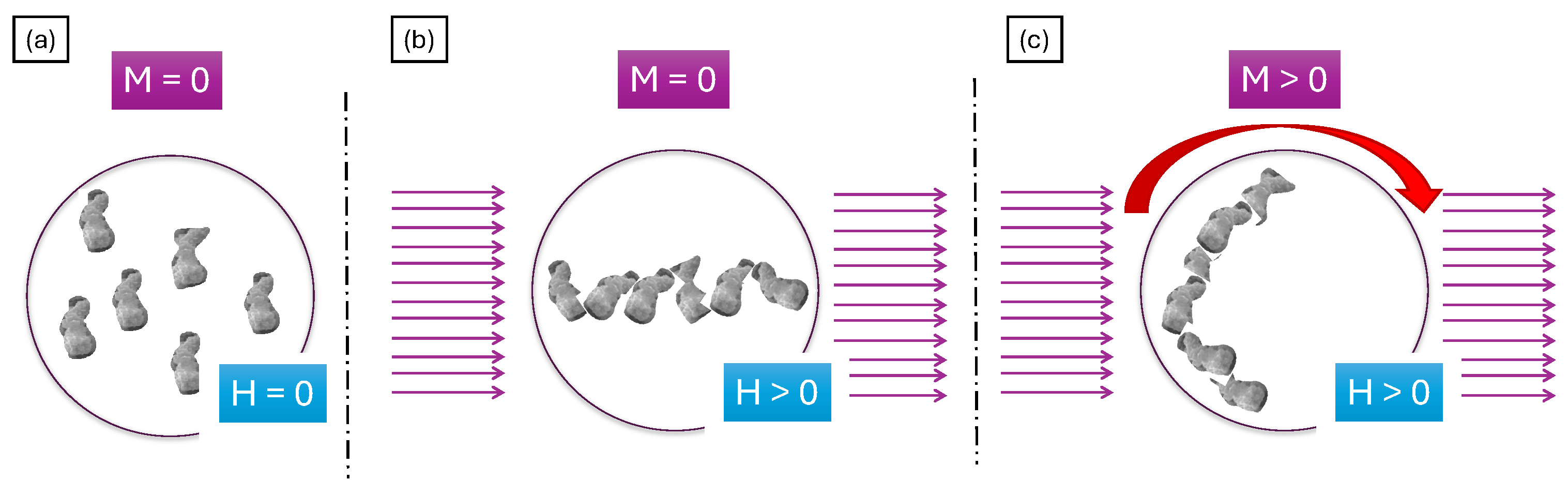
- The magnetic field induced the alignment of nickel particles, forming chains along the field lines and enhancing the gradient structure;
- The produced composite demonstrated excellent compressive strength (182.53 MPa), significantly exceeding counterparts produced without magnetic field assistance;
- The research highlights the effectiveness of integrating a magnetic field into the centrifugal slip casting process to produce gradient composites with improved structural and mechanical properties, suggesting the potential for enhanced performance in various industrial applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Teacher, M.; Velu, R. Additive Manufacturing of Functionally Graded Materials: A Comprehensive Review. Int. J. Precis. Eng. Manuf. 2024, 25, 165–197. [Google Scholar] [CrossRef]
- Ma, Z.; Liu, W.; Li, W.; Liu, H.; Song, J.; Liu, Y.; Huang, Y.; Xia, Y.; Wang, Z.; Liu, B.; et al. Additive manufacturing of functional gradient materials: A review of research progress and challenges. J. Alloys Compd. 2024, 971, 172642. [Google Scholar] [CrossRef]
- Li, Y.; Feng, Z.; Hao, L.; Huang, L.; Xin, C.; Wang, Y.; Bilotti, E.; Essa, K.; Zhang, H.; Li, Z.; et al. A Review on Functionally Graded Materials and Structures via Additive Manufacturing: From Multi-Scale Design to Versatile Functional Properties. Adv. Mater. Technol. 2020, 5, 1900981. [Google Scholar] [CrossRef]
- Majid, M.; Masoud, R.; Majid, G. Functionally graded materials (FGMs): A review of classifications, fabrication methods and their applications. Process. Appl. Ceram. 2021, 15, 319–343. [Google Scholar] [CrossRef]
- Thirugnanasamabandam, A.; Nallamuthu, R. Characteristic investigation of carbon/ceramic-based functionally graded multilayered composite materials. J. Mater. Res. 2024. [Google Scholar] [CrossRef]
- Dey, T.; Bandyopadhyay, T. Free Vibration Response of Porous FGM Plates Using Finite Element Analysis in Thermal Environment. J. Vib. Eng. Technol. 2024, 12, 4593–4615. [Google Scholar] [CrossRef]
- Pei, E.; Kabir, I. Development of FGM and FGAM. In A Guide to Additive Manufacturing; Godec, D., Gonzalez-Gutierrez, J., Nordin, A., Pei, E., Ureña Alcázar, J., Eds.; Springer Tracts in Additive Manufacturing; Springer: Cham, Switzerland, 2022. [Google Scholar] [CrossRef]
- Alkunte, S.; Fidan, I.; Naikwadi, V.; Gudavasov, S.; Ali, M.A.; Mahmudov, M.; Hasanov, S.; Cheepu, M. Advancements and Challenges in Additively Manufactured Functionally Graded Materials: A Comprehensive Review. J. Manuf. Mater. Process. 2024, 8, 23. [Google Scholar] [CrossRef]
- Liu, S.; Wang, X.; Ni, J.; Cao, Y.; Li, J.; Wang, C.; Hu, Y.; Chu, J.; Wu, D. Optical Encryption in the Photonic Orbital Angular Momentum Dimension via Direct-Laser-Writing 3D Chiral Metahelices. Nano Lett. 2023, 23, 2304–2311. [Google Scholar] [CrossRef] [PubMed]
- Rajeshirke, M.; Alkunte, S.; Huseynov, O.; Fidan, I. Fatigue analysis of additively manufactured short carbon fiber-reinforced PETG Components. Int. J. Adv. Manuf. Technol. 2023, 128, 2377–2394. [Google Scholar] [CrossRef]
- Pradhan, K.K.; Chakraverty, S. Overview of functionally graded materials. In Computational Structural Mechanics; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1–10. [Google Scholar]
- Liang, Y.; Lin, H.; Lin, S.; Wu, J.; Li, W.; Meng, F.; Yang, Y.; Huang, X.; Jia, B.; Kivshar, Y. Hybrid anisotropic plasmonic metasurfaces with multiple resonances of focused light beams. Nano Lett. 2021, 21, 8917–8923. [Google Scholar] [CrossRef]
- Hasanov, S.; Alkunte, S.; Rajeshirke, M.; Gupta, A.; Huseynov, O.; Fidan, I.; Alifui-Segbaya, F.; Rennie, A. Review on Additive Manufacturing of Multi-Material Parts: Progress and Challenges. J. Manuf. Mater. Process. 2021, 6, 4. [Google Scholar] [CrossRef]
- Fidan, I.; Huseynov, O.; Ali, M.A.; Alkunte, S.; Rajeshirke, M.; Gupta, A.; Hasanov, S.; Tantawi, K.; Yasa, E.; Yilmaz, O.; et al. Recent Inventions in Additive Manufacturing: Holistic Review. Inventions 2023, 8, 103. [Google Scholar] [CrossRef]
- Michelin’s 3D Printed Concept Tire Makes TIME Magazine’s 25 Best Inventions of 2017|All3DP. Available online: https://all3dp.com/michelins-3d-printed-concept-tire-makes-time-magazines-25-best-inventions-2017/ (accessed on 1 August 2024).
- Sam, M.; Jojith, R.; Radhika, N. Progression in manufacturing of functionally graded materials and impact of thermal treatment—A critical review. J. Manuf. Process. 2021, 68, 1339–1377. [Google Scholar] [CrossRef]
- Hutsaylyuk, V.; Student, M.; Posuvailo, V.; Student, O.; Hvozdets’kyi, V.; Maruschak, P.; Zakiev, V. The role of hydrogen in the formation of oxide-ceramic layers on aluminum alloys during their plasma-electrolytic oxidation. J. Mater. Res. Technol. 2021, 14, 1682–1696. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, F.; Huang, Z.; Jia, M.; Chen, G.; Ye, Y.; Lin, Y.; Liu, W.; Chen, B.; Shen, Q.; et al. Additive manufacturing of functionally graded materials: A review. Mater. Sci. Eng. A 2019, 764, 138209. [Google Scholar] [CrossRef]
- Saleh, B.; Jiang, J.; Fathi, R.; Al-Hababi, T.; Xu, Q.; Wang, L.; Song, D.; Ma, A. 30 Years of functionally graded materials: An overview of manufacturing methods, Applications and Future Challenges. Compos. Part B Eng. 2020, 201, 108376. [Google Scholar] [CrossRef]
- Zang, J.; Xiao, R.; Zhang, Y.; Chen, L. A novel way for vibration control of FGM fluid-conveying pipes via NiTiNOL-steel wire rope. Appl. Math. Mech.-Engl. Ed. 2024, 44, 877–896. [Google Scholar] [CrossRef]
- Sonkar, V.; Bhattacharya, S.; Sharma, K. Numerical Simulation of Three Dimensional Fracture Mechanics Problems of Functionally Graded Pipe and Pipe Bend Using XFEM. Iran. J. Sci. Technol. Trans. Mech. Eng. 2022, 46, 1031–1045. [Google Scholar] [CrossRef]
- Zygmuntowicz, J.; Maciągowska, M.; Piotrkiewicz, P.; Wachowski, M.; Kaszuwara, W. Study of the impact of metallic components Cu, Ni, Cr, and Mo on the microstructure of Al2O3–Cu–Me composites. Int. J. Adv. Manuf. Technol. 2024. [Google Scholar] [CrossRef]
- Lo, K.-C.; Lai, H.-Y. Corrosion Enhancement for FGM Coolant Pipes Subjected to High-Temperature and Hydrostatic Pressure. Coatings 2022, 12, 666. [Google Scholar] [CrossRef]
- Hui, S.S. Thermal postbuckling behavior of functionally graded cylindrical shells with temperature-dependent properties. Int. J. Solids Struct. 2004, 41, 1961–1974. [Google Scholar]
- Reddy, J.N.; Chin, C.D. Thermomechanical analysis of functionally graded cylinders and plates. J. Therm. Stress. 1998, 21, 593–626. [Google Scholar] [CrossRef]
- Ince, J.C.; Peerzada, M.; Mathews, L.D.; Pai, A.R.; Al-Qatatsheh, A.; Abbasi, S.; Yin, Y.; Hameed, N.; Duffy, A.R.; Lau, A.K.; et al. Overview of emerging hybrid and composite materials for space applications. Adv. Compos. Hybrid Mater. 2023, 6, 130. [Google Scholar] [CrossRef]
- Mahamood, R.M.; Akinlabi, E.T. Types of Functionally Graded Materials and Their Areas of Application. In Functionally Graded Materials; Topics in Mining, Metallurgy and Materials Engineering; Springer: Cham, Switzerland, 2017. [Google Scholar] [CrossRef]
- Gupta, A.K.; Taufik, M. Fabrication of Functionally Graded Materials: A Review. In Advances in Materials and Agile Manufacturing; Kumar, N., Singh, G., Trehan, R., Davim, J.P., Eds.; CPIE 2023; Lecture Notes in Mechanical Engineering; Springer: Singapore, 2024. [Google Scholar] [CrossRef]
- Akshaya, S.L.; Prakash, A.; Bharati Raj, J. Applications of Functionally Graded Materials in Structural Engineering—A Review. In Proceedings of SECON 2020; Dasgupta, K., Sudheesh, T.K., Praseeda, K.I., Unni Kartha, G., Kavitha, P.E., Jawahar Saud, S., Eds.; SECON 2020; Lecture Notes in Civil Engineering; Springer: Cham, Switzerland, 2021; Volume 97. [Google Scholar] [CrossRef]
- Wośko, M.; Paszkiewicz, B.; Piasecki, T.; Szyszka, A.; Paszkiewicz, R.; Tłaczała, M. Applications of functionally graded materials in optoelectronic devices. Opt. Appl. 2005, 35, 663–667. [Google Scholar]
- Bertolino, N.; Monagheddu, M.; Tacca, A.; Giuliani, P.; Zanotti, C.; Maglia, F.; Tamburini, U.A. Self-propagating high-temperature synthesis of functionally graded materials as thermal protection systems for high-temperature applications. J. Mater. Res. 2003, 18, 448–455. [Google Scholar] [CrossRef]
- Sioh, E.L.; Tok, A.I.Y. Functionally Graded Materials using Plasma Spray with Nano Structured Ceramic. J. Phys. Conf. Ser. 2013, 419, 012048. [Google Scholar] [CrossRef]
- Kieback, B.; Neubrand, A.; Riedel, H. Processing techniques for functionally graded materials. Mater. Sci. Eng. A 2001, 362, 81–105. [Google Scholar] [CrossRef]
- Yan, L.; Chen, Y.; Liou, F. Additive manufacturing of functionally graded metallic materials using laser metal deposition. Addit. Manuf. 2020, 31, 100901. [Google Scholar] [CrossRef]
- Mehrabi, O.; Seyedkashi, S.M.H.; Moradi, M. Functionally Graded Additive Manufacturing of Thin-Walled 316L Stainless Steel-Inconel 625 by Direct Laser Metal Deposition Process: Characterization and Evaluation. Metals 2023, 13, 1108. [Google Scholar] [CrossRef]
- Civalek, O.; Baltacıoglu, A.K. Free vibration analysis of laminated and FGM composite annular sector plates. Compos. Part B Eng. 2019, 157, 182–194. [Google Scholar] [CrossRef]
- Azeem, P.; Rajaprakash, B.M. Functionally graded materials (FGM) fabrication and its potential challenges & applications. Mater. Today Proc. 2022, 52, 413–418. [Google Scholar] [CrossRef]
- Singh, S.; Dwivedi, U.K.; Shukla, S.C. Recent advances in polymer based functionally graded Composites. Mater. Today Proc. 2021, 47, 3001–3005. [Google Scholar] [CrossRef]
- Sathish, M.; Radhika, N.; Saleh, B. A critical review on functionally graded coatings: Methods, properties, and challenges. Compos. Part B Eng. 2021, 225, 109278. [Google Scholar] [CrossRef]
- Put, S.; Vleugels, J.; Anné, G.; Van der Biest, O. Functionally graded ceramic and ceramic–metal composites shaped by electrophoretic deposition. Colloids Surf. A Physicochem. Eng. Asp. 2003, 222, 223–232. [Google Scholar] [CrossRef]
- Li, L.; Syed, W.U.H.; Pinkerton, A.J. Rapid additive manufacturing of functionally graded structures using simultaneous wire and powder laser deposition. Virtual Phys. Prototyp. 2006, 1, 217–225. [Google Scholar] [CrossRef]
- Hu, J.D.; Tosto, S.; Guo, Z.X.; Wang, C.S. Functionally graded materials by laser sintering. Lasers Eng. 2002, 12, 239–245. [Google Scholar] [CrossRef]
- Hassanin, H.; Jiang, K. Infiltration-processed, functionally graded materials for microceramic componenets. In Proceedings of the IEEE 23rd International Conference on Micro Electro Mechanical Systems (MEMS), Hong Kong, China, 24–28 January 2010; pp. 368–371. [Google Scholar] [CrossRef]
- Mori, H.; Sakurai, Y.; Nakamura, M.; Toyama, S. Formation of gradient composites using the infiltration mechanism of chloride reduced particles. Adv. Powder Technol. 1995, 6, 233–243. [Google Scholar] [CrossRef]
- Li, W.; Han, B. Research and Application of Functionally Gradient Materials. IOP Conf. Ser. Mater. Sci. Eng. 2018, 394, 022065. [Google Scholar] [CrossRef]
- Zygmuntowicz, J.; Wiecinska, P.; Miazga, A.; Konopka, K.; Szafran, M.; Kaszuwara, W. Thermoanalytical studies of the ceramic-metal composites obtained by gel-centrifugal casting. J. Therm. Anal. Calorim. 2018, 133, 303–312. [Google Scholar] [CrossRef]
- Zygmuntowicz, J.; Wiecińska, P.; Miazga, A.; Konopka, K.; Kaszuwara, W. Al2O3/Ni functionally graded materials (FGM) obtained by centrifugal-slip casting method. J. Therm. Anal. Calorim. 2017, 130, 123–130. [Google Scholar] [CrossRef]
- Zygmuntowicz, J.; Miazga, A.; Konopka, K.; Jędrysiak, K.; Kaszuwara, W. Alumina matrix ceramic–nickel composites formed by centrifugal slip casting. Process. Appl. Ceram. 2015, 9, 199–202. [Google Scholar] [CrossRef]
- Zygmuntowicz, J.; Miazga, A.; Konopka, K.; Kaszuwara, W. Fabrication of graded alumina–nickel composites by centrifugal slip casting. Compos. Theory Pract. 2016, 16, 3–7. [Google Scholar]
- Zygmuntowicz, J.; Miazga, A.; Konopka, K.; Kaszuwara, W. Structural and mechanical properties of graded composite Al2O3/Ni obtained from slurry of different solid content. Procedia Struct. Integr. 2016, 1, 305–312. [Google Scholar] [CrossRef]
- Zygmuntowicz, J.; Miazga, A.; Konopka, K.; Kaszuwara, W. Al2O3–Ni composites produced with various rotational speed. IOSR J. Eng. 2016, 06, 12–19. [Google Scholar]
- Zygmuntowicz, J.; Miazga, A.; Konopka, K.; Kaszuwara, W. Surface layer structure of Al2O3–Ni graded composites depending on gypsum mold porosity. Compos. Theory Pract. 2017, 17, 37–40. [Google Scholar]
- Konopka, K.; Szafran, M.; Bobryk, E. Wytwarzanie kompozytów gradientowych Al2O3–Fe metodą odlewania z mas lejnych. Kompozyty (Composites) 2006, 6, 57–61. [Google Scholar]
- Gizowska, M.; Konopka, K.; Szafran, M. Properties of water-based slurries for fabrication of ceramic-metal composites by slip casting method. Arch. Metall. Mater. 2011, 56, 1105–1110. [Google Scholar] [CrossRef]
- Hidber, P.C.; Graule, T.J.; Gauckler, L.J. Citric acid: A dispersant for aqueous alumina suspensions. J. Am. Ceram. Soc. 1996, 79, 1857–1867. [Google Scholar] [CrossRef]
- Trumble, K.P.; Rühle, M. The thermodynamics of spinel interphase formation at diffusion-bonded Ni/Al2O3 interfaces. Acta Metall. Mater. 1991, 39, 1915–1924. [Google Scholar] [CrossRef]
- Bolt, P.H.; Lobner, S.F.; Geus, J.W.; Habraken, F.H.P.M. Interfacial reaction of NiO with Al2O3(1120) and polycrystalline α-Al2O3. Appl. Surf. Sci. 1995, 89, 339–349. [Google Scholar] [CrossRef]
- Yan, M.; Peng, X.; Ma, T. Microstructures of Ni–ZrO2 functionally graded materials fabricated via slip casting under gradient magnetic fields. J. Alloys Comp. 2009, 479, 750–754. [Google Scholar] [CrossRef]
- Peng, X.; Yan, M.; Shi, W. A new approach for the preparation of functionally graded materials via slip casting in a gradient magnetic field. Scr. Mater. 2007, 56, 907–909. [Google Scholar] [CrossRef]
- Kotnala, R.K.; Shah, J. Chapter 4–Ferrite Materials: Nano to Spintronics Regime. In Handbook of Magnetic Materials; Buschow, K.H.J., Ed.; Elsevier: Amsterdam, The Netherlands, 2015; Volume 23, pp. 291–379. [Google Scholar] [CrossRef]
- Hossain, M.D.; Hossain, M.A.; Sikder, S.S. Hysteresis loop properties of rare earth doped spinel ferrites: A review. J. Magn. Magn. Mater. 2022, 564, 170095. [Google Scholar] [CrossRef]
- Zygmuntowicz, J.; Wachowski, M.; Piotrkiewicz, P.; Miazga, A.; Kaszuwara, W.; Konopka, K. Investigation on fabrication and property of graded composites obtained via centrifugal casting in the magnetic field. Compos. Part B Eng. 2019, 173, 106999. [Google Scholar] [CrossRef]
- Zygmuntowicz, J.; Wachowski, M.; Miazga, A.; Konopka, K.; Kaszuwara, W. Characterization of Al2O3/Ni composites manufactured via CSC technique in magnetic field. Compos. Part B Eng. 2019, 156, 113–120. [Google Scholar] [CrossRef]
- Kaszuwara, W.; Zygmuntowicz, J. Bonded magnets with circumferential magnetic anisotropy. J. Magn. Magn. Mater. 2019, 491, 165575. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Al2O3 | Ni |
|---|---|---|
| Grain size | 100 nm ± 20 nm | ~325 mesh (ok. 44 µm) |
| Purity | >99.9% | 99.8% |
| Density | 3.95 g/cm3 | 8.9 g/cm3 |
| Melting point | 2072 °C | 1455 °C |
| Manufacturer | Tiamei Japan, Tokyo, Japan | Alfa Aesar, Shanghai, China |
| Trade name | TM-DAR | - |
| Chemical Composition | ||||||
|---|---|---|---|---|---|---|
| Point [Figure 8] | Aluminium | Oxygen | Nickel | |||
| Weight % | Atomic % | Weight % | Atomic % | Weight % | Atomic % | |
| #1 | 33.14 ± 0.19 | 45.53 ± 0.09 | 66.86 ± 0.19 | 54.47 ± 0.02 | - | - |
| #2 | 1.81 ± 0.06 | 3.67 ± 0.03 | 2.09 ± 0.07 | 7.12 ± 0.12 | 96.09 ± 0.10 | 89.21 ± 0.21 |
| #3 | 1.00 ± 0.06 | 2.06 ± 0.09 | 1.51 ± 0.07 | 5.27 ± 0.13 | 97.49 ± 0.09 | 92.66 ± 0.04 |
| Zone | Average Hardness (HV) | Standard Deviation (HV) | Average Hardness (GPa) | Standard Deviation (GPa) |
|---|---|---|---|---|
| I | 1746.25 | 145.49 | 17.83 | 1.42 |
| II | 1669.29 | 86.37 | 16.37 | 0.84 |
| III | 1635 | 15 | 16.13 | 0.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zygmuntowicz, J.; Kosiorek, M.; Wachowski, M.; Śnieżek, L.; Szachogłuchowicz, I.; Piotrkiewicz, P.; Kaszuwara, W.; Konopka, K. The Structural and Mechanical Properties of Al2O3–Ni Composites Obtained by Magnetic Field-Assisted Centrifugal Slip Casting. Materials 2024, 17, 3902. https://doi.org/10.3390/ma17163902
Zygmuntowicz J, Kosiorek M, Wachowski M, Śnieżek L, Szachogłuchowicz I, Piotrkiewicz P, Kaszuwara W, Konopka K. The Structural and Mechanical Properties of Al2O3–Ni Composites Obtained by Magnetic Field-Assisted Centrifugal Slip Casting. Materials. 2024; 17(16):3902. https://doi.org/10.3390/ma17163902
Chicago/Turabian StyleZygmuntowicz, Justyna, Magdalena Kosiorek, Marcin Wachowski, Lucjan Śnieżek, Ireneusz Szachogłuchowicz, Paulina Piotrkiewicz, Waldemar Kaszuwara, and Katarzyna Konopka. 2024. "The Structural and Mechanical Properties of Al2O3–Ni Composites Obtained by Magnetic Field-Assisted Centrifugal Slip Casting" Materials 17, no. 16: 3902. https://doi.org/10.3390/ma17163902