
Mechanical Properties of Ultra-High-Performance Concrete with Amorphous Alloy Fiber: Surface Modification by Silane Coupling Agent KH-550

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Ratio Design
2.3. Surface Modification of Amorphous Alloy Fibers
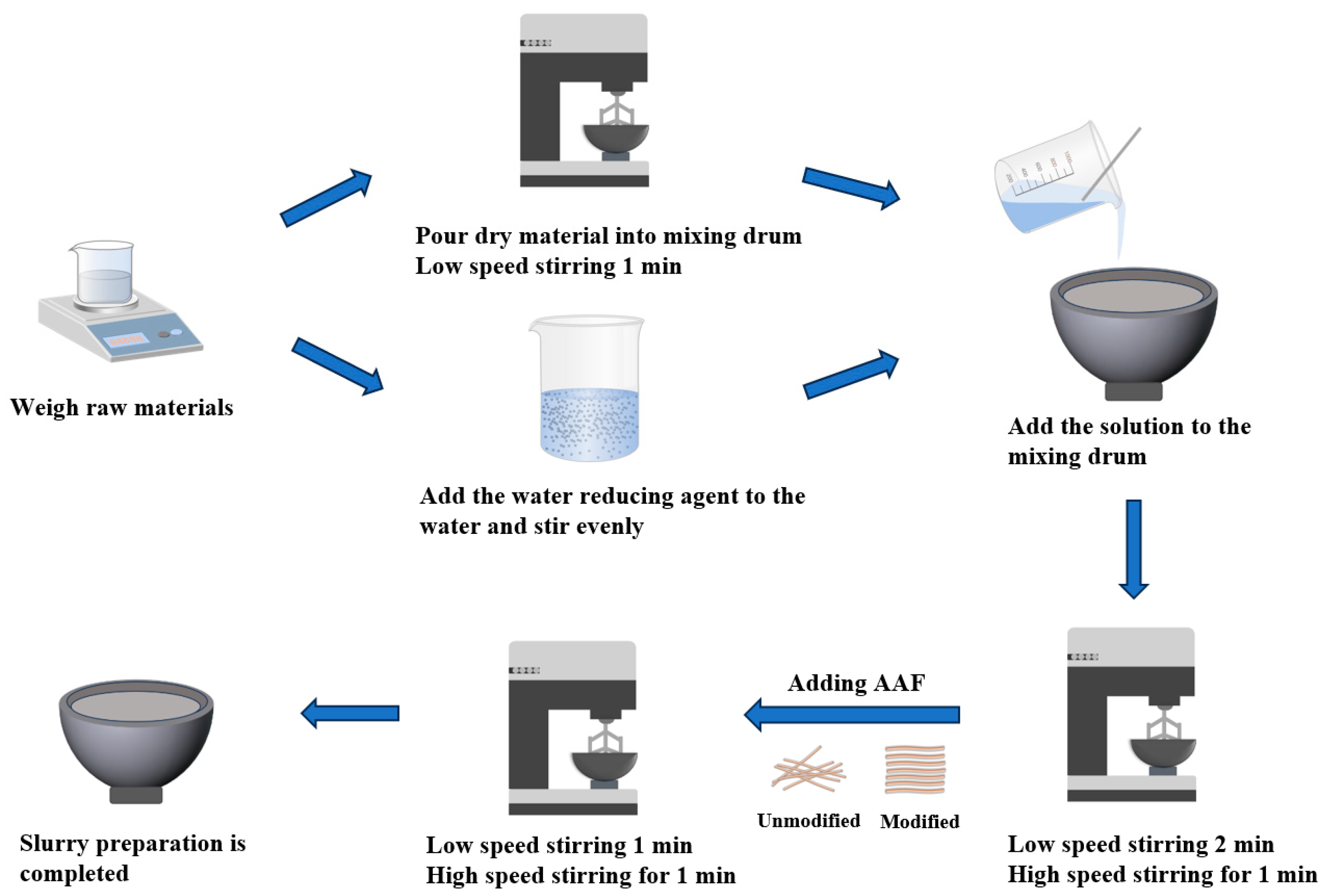
2.4. Preparation and Maintenance of Samples
2.5. Test Methods
2.5.1. Fiber Performance Tests
2.5.2. UHPC Specimens Mechanical Properties Test
2.5.3. UHPC Specimens Microstructure Test
3. Results and Discussion
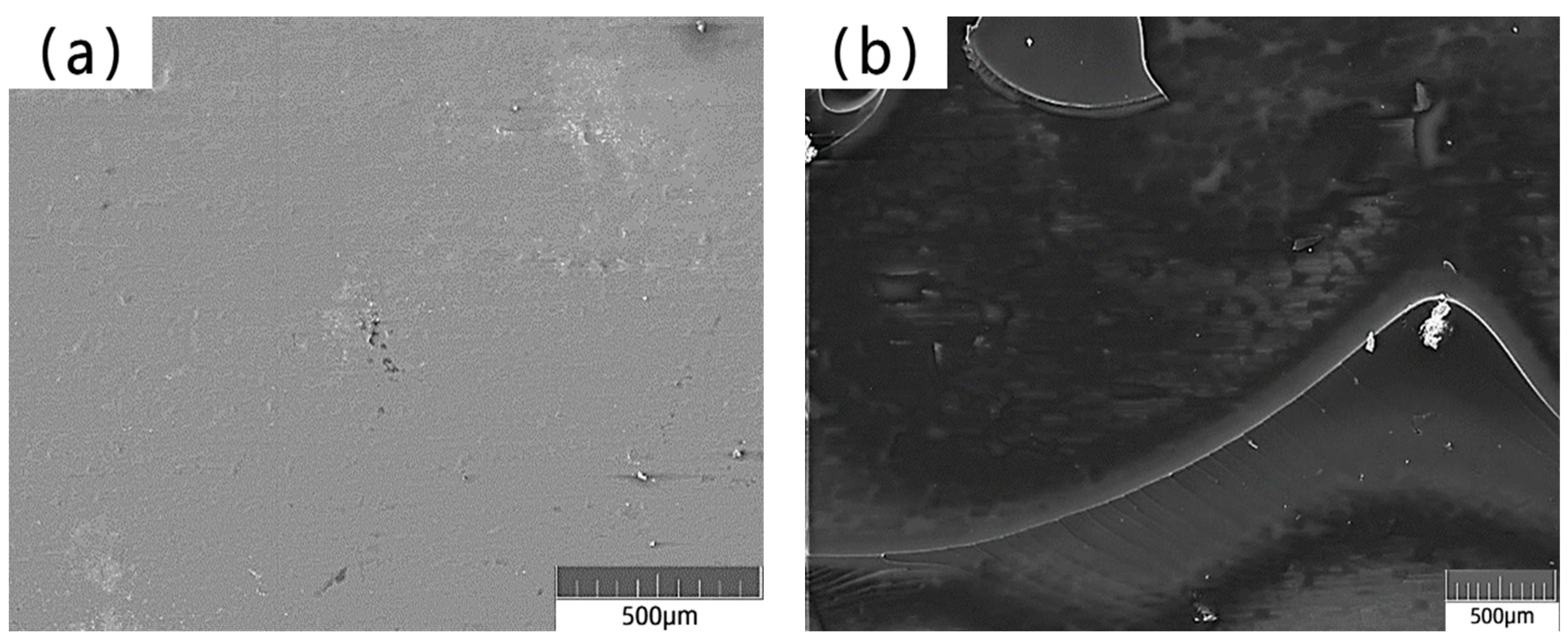
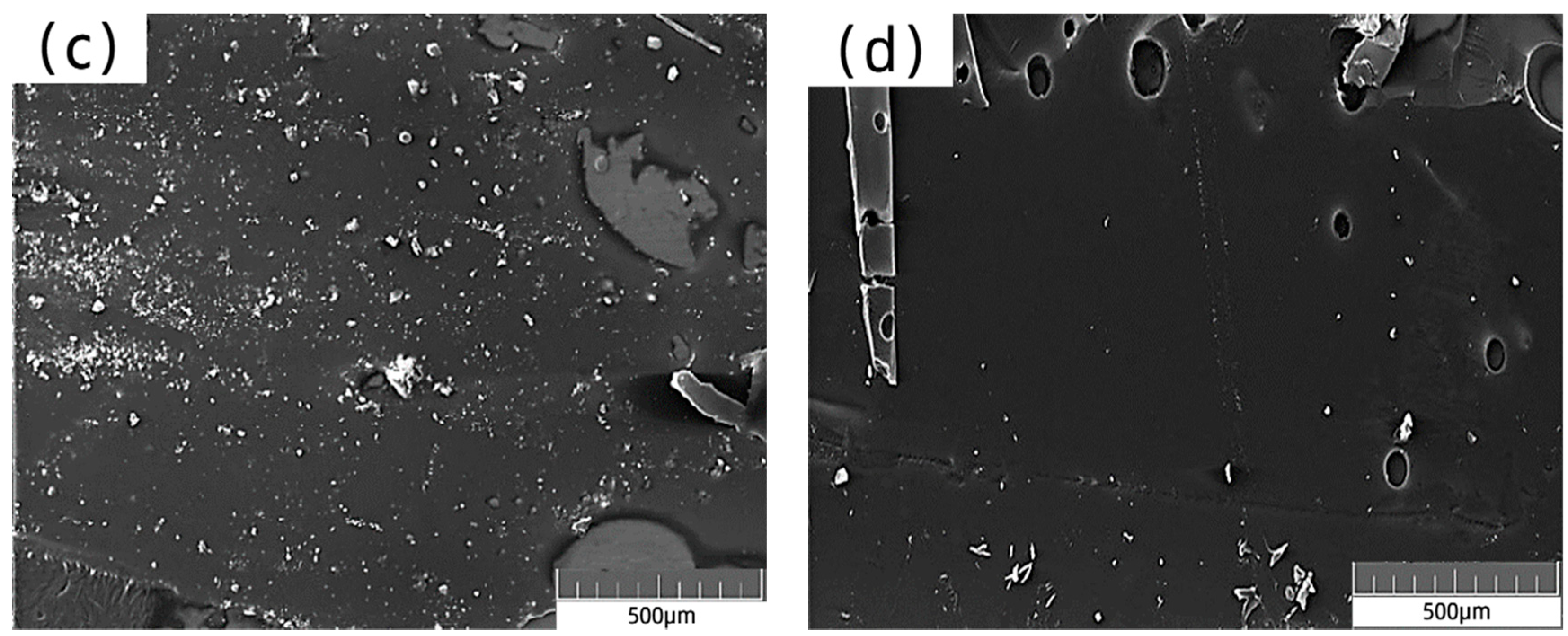
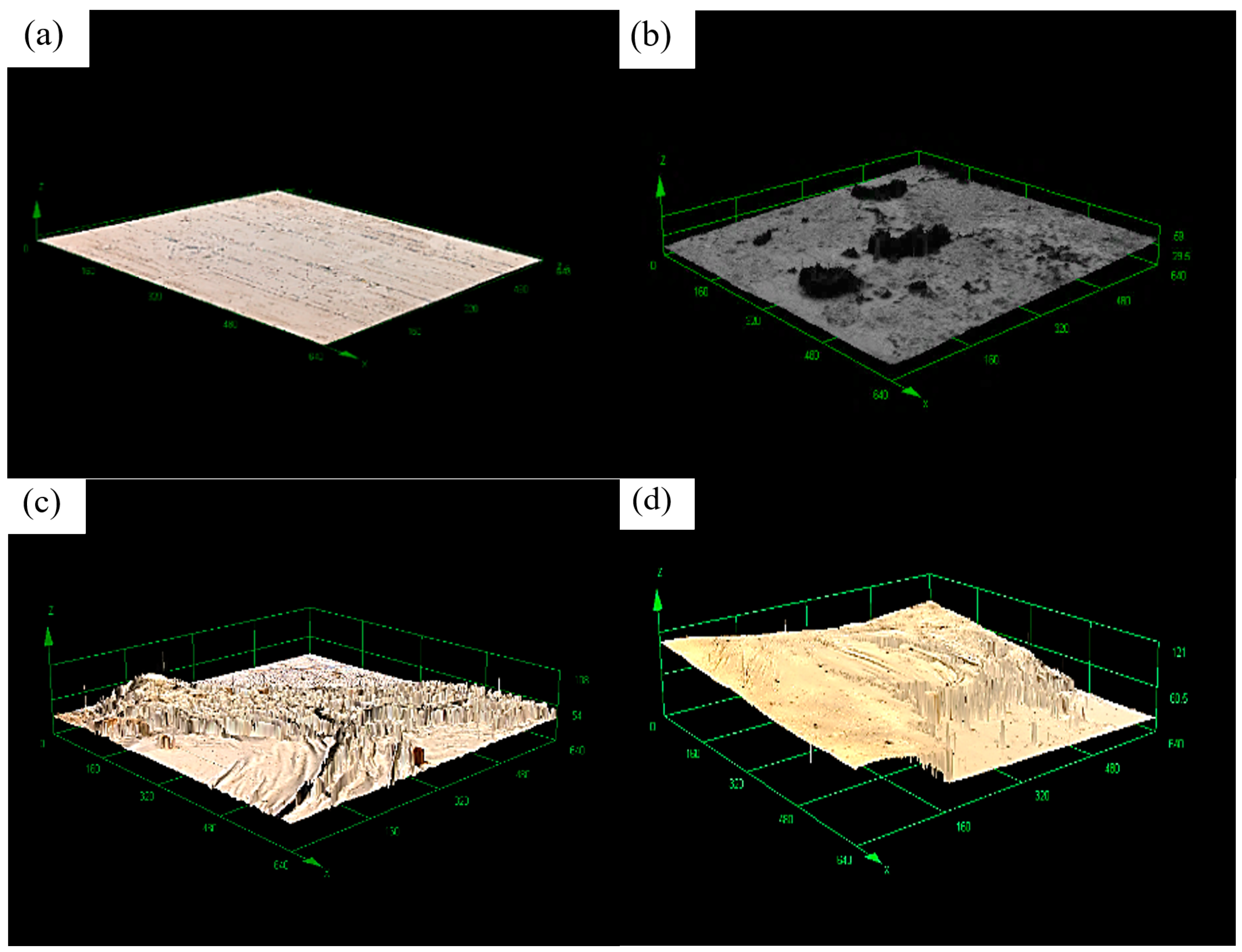
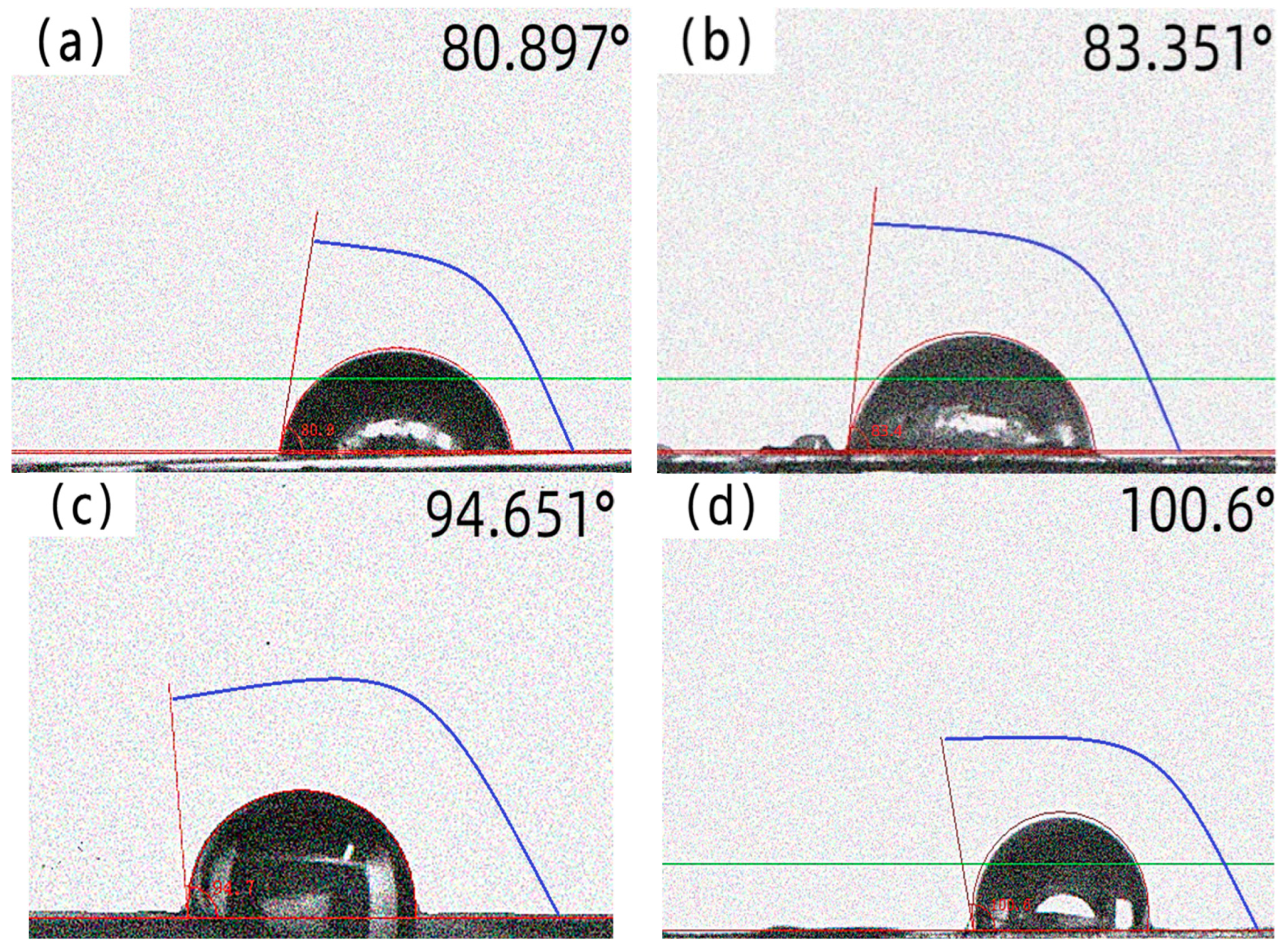
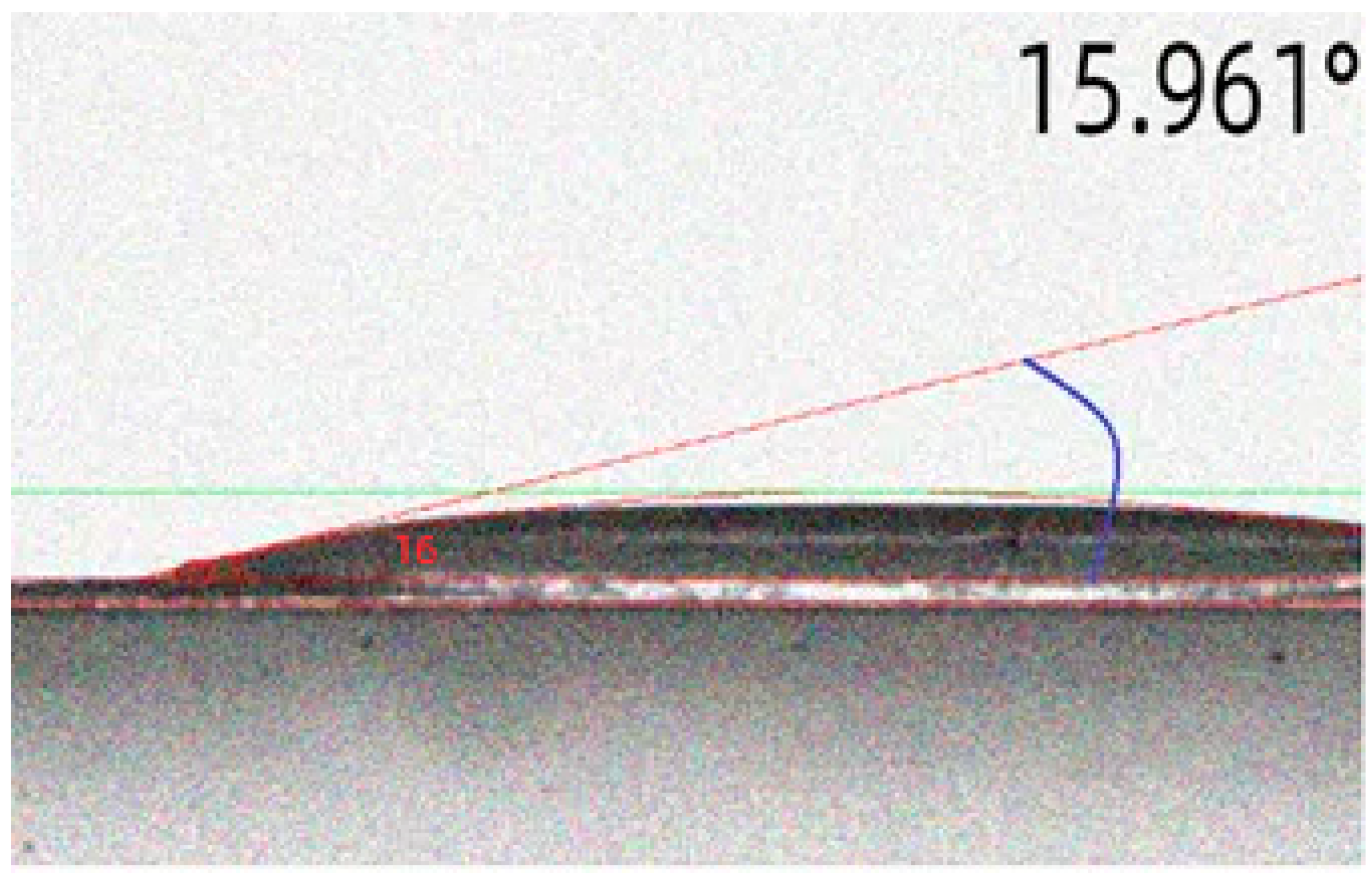
3.1. Fiber Microstructure and Contact Angle
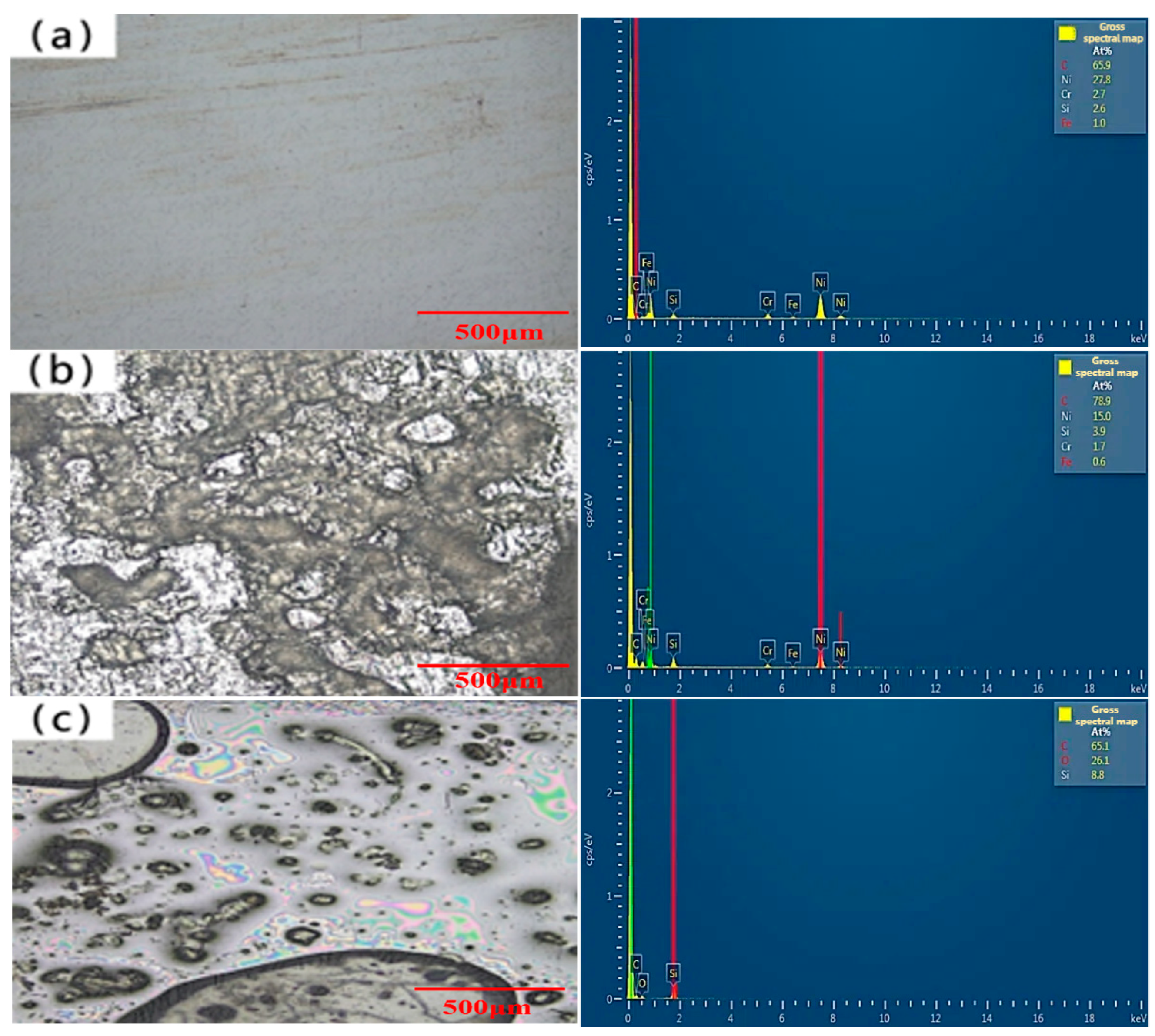
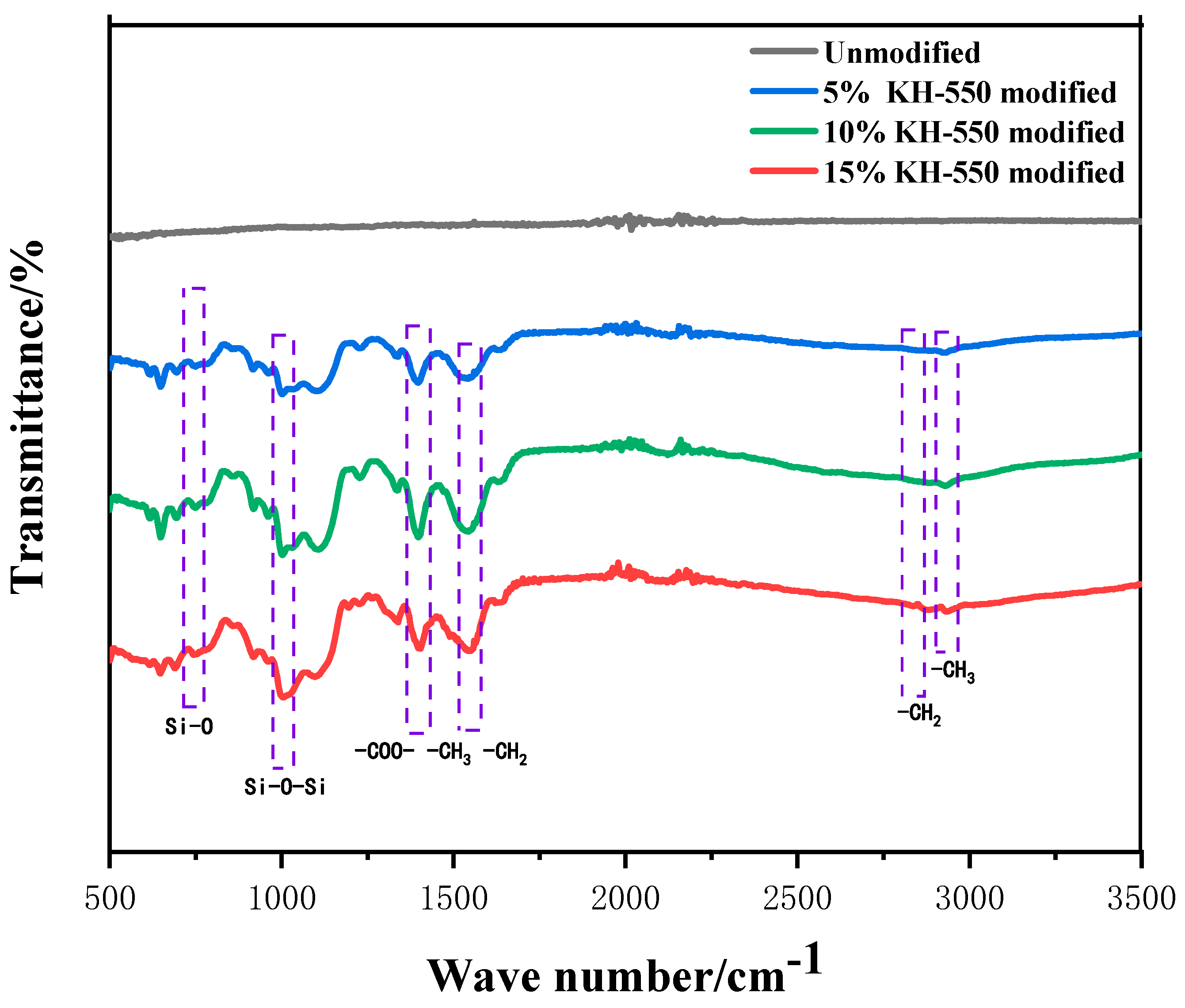
3.2. Fiber Surface Element Content and Functional Groups
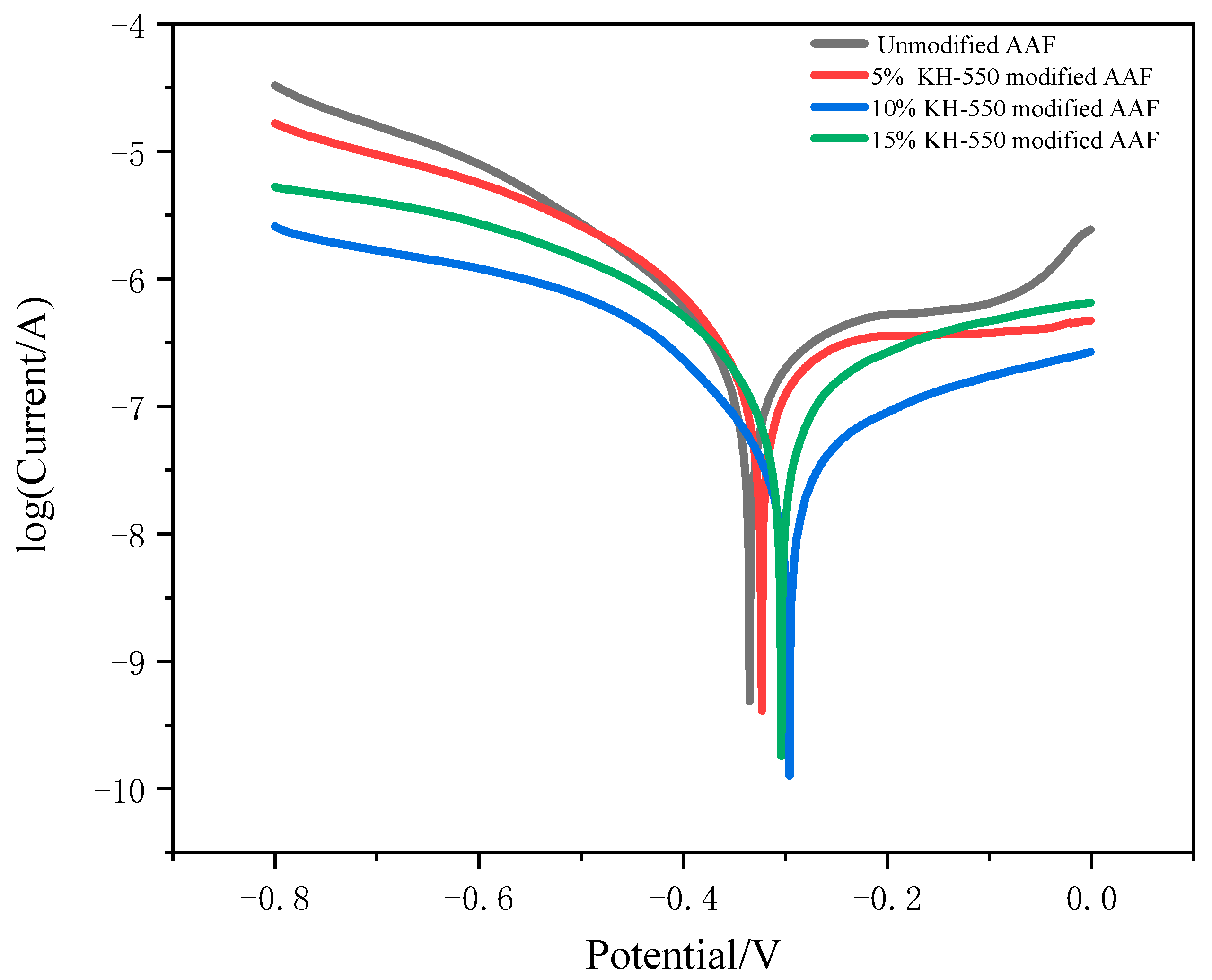
3.3. Analysis of Fiber Corrosion Resistance
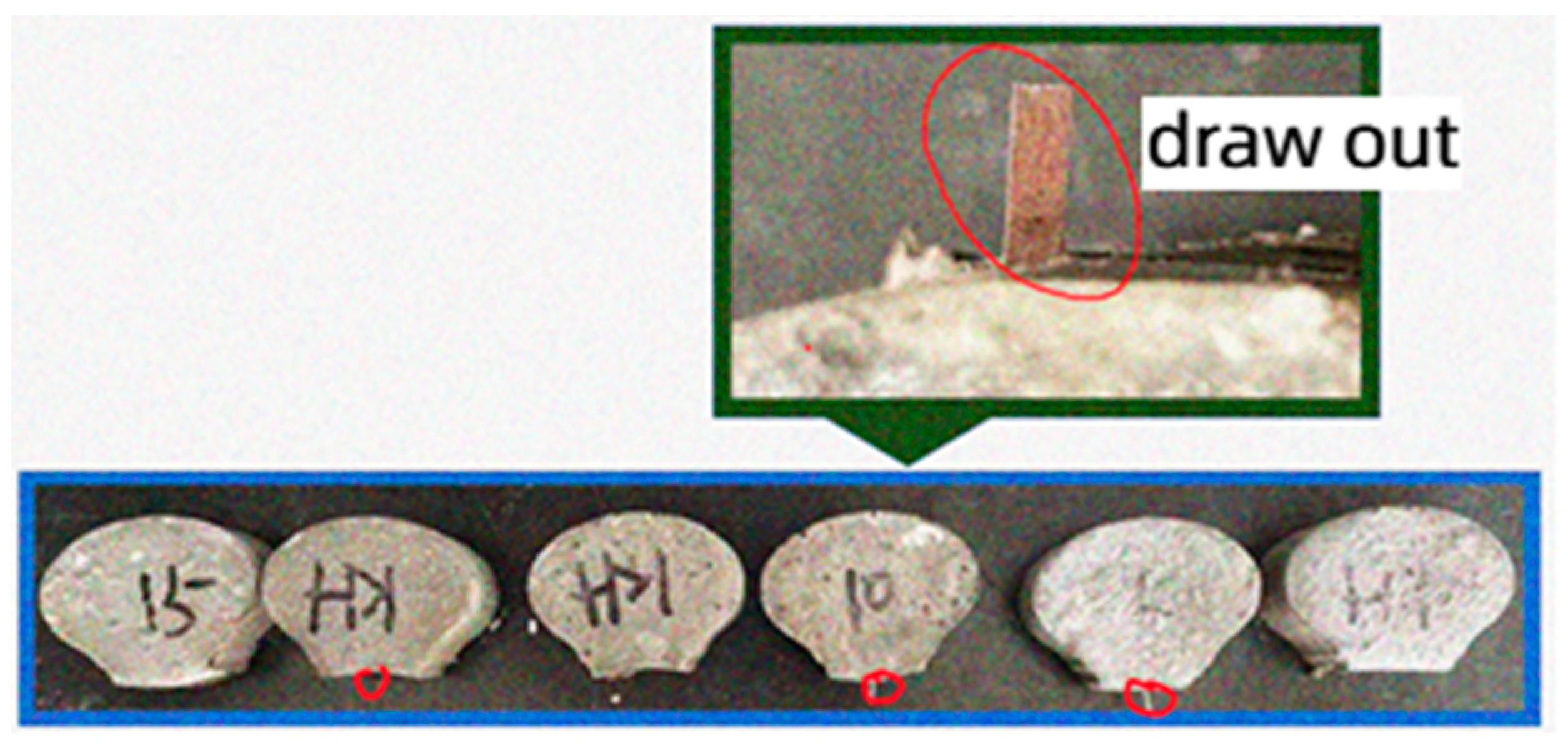
3.4. Bonding Properties of Fiber Analysis
3.5. Compressive Strength and Flexural Strength Analysis
3.6. Direct Tensile Properties Analysis
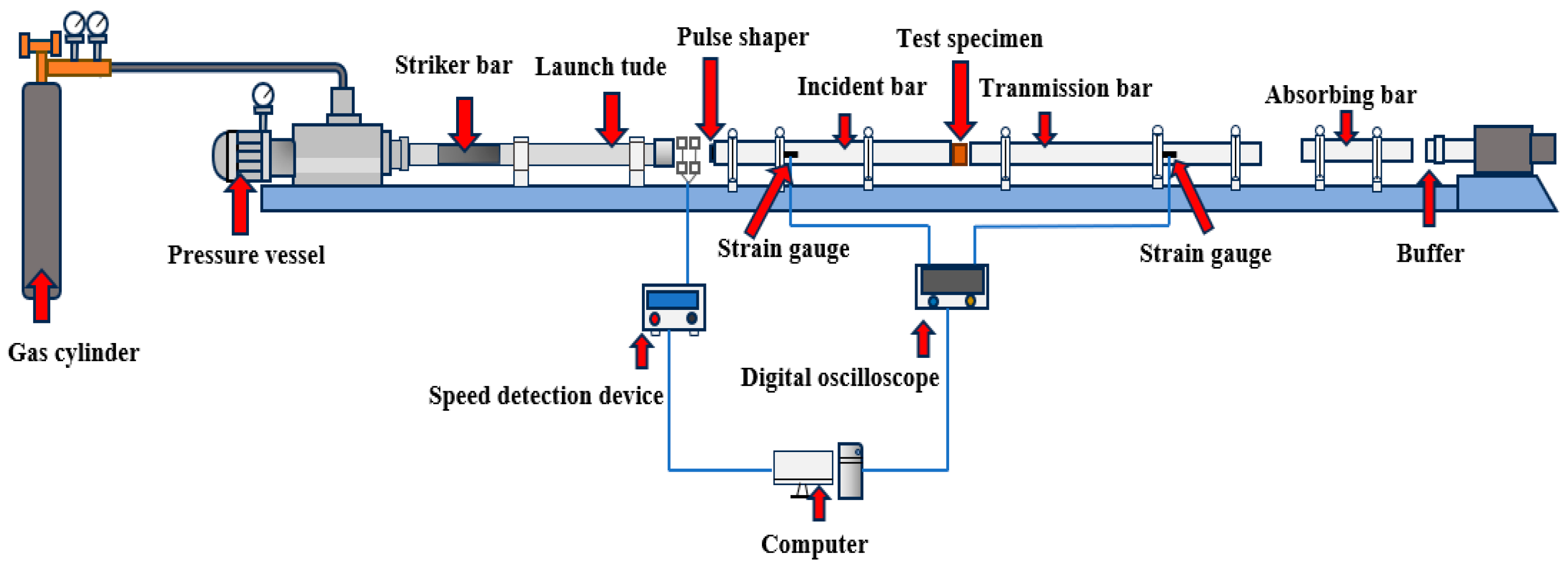
3.7. Dynamic Mechanical Properties Analysis
3.8. Interface Transition Zone Analysis
3.9. Interface Model Analysis
4. Conclusions
- The 15% silane coupling agent KH-550 solution had the best modification effect on the fiber. At this time, the interfacial bonding strength between the fiber and the cement matrix reached 3.29 MPa, and the roughness reached 3.85. Compared with the unmodified fiber, it increased by 15.8% and 6316.7%, respectively. The contact angle was reduced to 15.961°, which was 80.3% lower than that of the unmodified fiber.
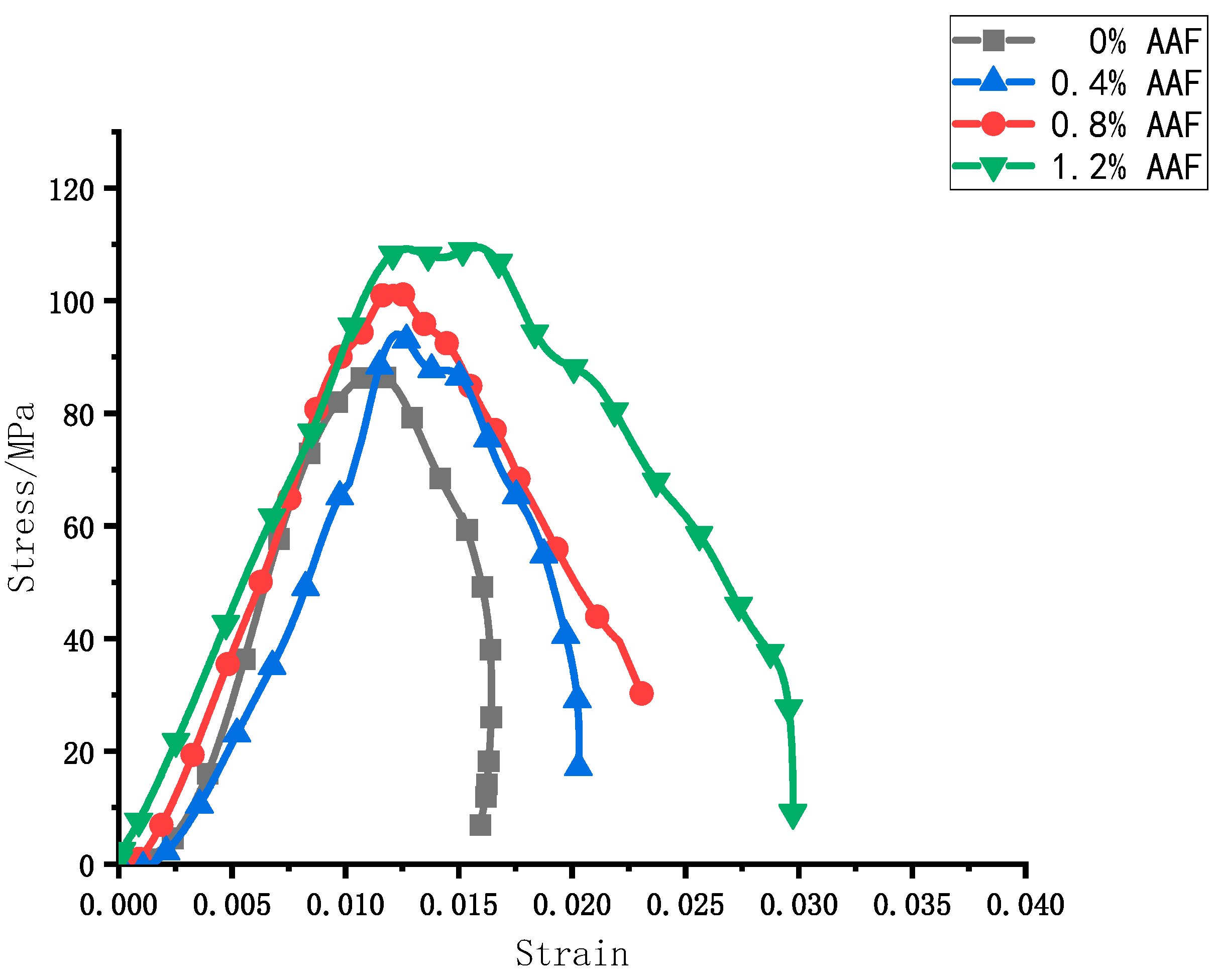
- The modified amorphous alloy fiber could effectively improve the mechanical properties of UHPC. When the fiber content was 0.8%, the compressive strength reached the maximum, which was 133.6 MPa. When the fiber content was 1.2%, the flexural strength and tensile strength reached the maximum, which were 25.5 MPa and 8.32 MPa, respectively.
- UHPC with modified fibers was compared with UHPC with unmodified fibers. The most significant increases in compressive strength and flexural strength were observed at a 0.8% fiber content, with increases of 2.9% and 8.1%, respectively. The most significant increase in tensile strength was 10.9% at a 1.2% fiber content.
- When the fiber content was 1.2%, the peak stress of UHPC with modified amorphous alloy fiber reached 114.26 MPa, which was 4.3% higher than that of UHPC with the same amount of unmodified amorphous alloy fiber and 31.3% higher than that of UHPC without fibers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, C.; Li, X.; Yin, W.; Dai, H.; Yu, Y. Research on the application of ultra-high performance concrete in the field of construction. Concr. Cem. Prod. 2022, 37, 40–49. [Google Scholar] [CrossRef]
- Gao, Y.; Shen, R.; Cheng, B.; Ma, P.; Wanme, D. Effect of steel fiber mix on the performance of ultra-high performance concrete mixture. Concr. Cem. Prod. 2019, 103, 55–60. [Google Scholar] [CrossRef]
- Ding, Y.; Ren, X.; Li, D. Effect of Structural Steel Fiber on Permeability of Single Crack in Concrete. Hydraul. J. 2017, 48, 13–20. [Google Scholar] [CrossRef]
- Smarzewski, P.; Hunek, B.D. Property Assessment of Hybrid Fiber-Reinforced Ultra-High-Performance Concrete. Int. J. Civ. Eng. 2018, 16, 593–606. [Google Scholar] [CrossRef]
- Yang, J.; Su, B.C.J.; Xu, G.; Zhang, D.; Zhou, J. Effects of fibers on the mechanical properties of UHPC: A review. J. Traffic Transp. Eng. (Engl. Ed.) 2022, 9, 363–387. [Google Scholar] [CrossRef]
- Zhang, Z.; Niu, D. Classification and application of fiber reinforced concrete. Henan Sci. Technol. 2022, 41, 82–85. [Google Scholar] [CrossRef]
- Huang, W. Research and application of steel fiber reinforced concrete. Guangdong Build. Mater. 2020, 36, 75–78. [Google Scholar]
- Li, Y. Study on the Properties of Mixed Fiber UHPC Materials and the Mechanical Response of Pavement Structure; Chongqing Jiaotong University: Chongqing, China, 2023. [Google Scholar] [CrossRef]
- Deng, G. Study on the Basic Mechanical Properties of Carbon Nanotubes Reinforced Ultra-High Performance Concrete; Hunan University: Hunan, China, 2020. [Google Scholar] [CrossRef]
- Sun, Y.; Wu, B.; Li, J. On the basic characteristics and research progress of carbon fiber reinforced concrete. Anhui Archit. 2014, 21, 161–187. [Google Scholar] [CrossRef]
- Yang, X. Study on Pavement Performance and Pavement Structure of Polypropylene Fiber High Performance Concrete; Hebei University of Technology: Tianjin, China, 2016. [Google Scholar]
- Liu, B.; Zhang, X.; Yin, R.; Gao, Y. Review of polypropylene fiber reinforced concrete. Sichuan Cement 2021, 5–6. [Google Scholar]
- Zhang, J.; Zhao, Y. Mechanical properties test of basalt fiber ultra-high performance concrete. J. Shenyang Univ. Technol. 2018, 40, 6. [Google Scholar]
- Wang, H.; Zhong, Y.; Yang, X. Research progress and suggestions of basalt fiber reinforced concrete. Ind. Build. 2013, 43, 639–643. [Google Scholar] [CrossRef]
- Jiang, C.; Luan, Z.; Zhang, W.; Huang, S. A review of the properties of amorphous alloy fibers and their reinforced concrete. J. Chongqing Jiaotong Univ. (Nat. Sci. Ed.) 2017, 36, 45–50. [Google Scholar]
- Song, H.; Zhu, Z. Preparation and mechanical properties of FeSiB amorphous ribbons. New Technol. New Process 2005, 47–48. [Google Scholar]
- Yu, P.; Sun, B.; Bai, H.; Wang, W. Exploring Plastic Metallic Glass. Physics 2008, 37, 421–425. [Google Scholar]
- Lee, S.; Kim, G.; Kim, H.; Son, M.; Choe, G.; Kobayashi, K.; Nam, J. Impact resistance, flexural and tensile properties of amorphous metallic fiber-reinforced cementitious composites according to fiber length. Constr. Build. Mater. 2021, 271, 121872. [Google Scholar] [CrossRef]
- Won, J.-P.; Hong, B.-T.; Lee, S.-J. Bonding properties of amorphous micro-steel fibre-reinforced cementitious composites. Compos. Struct. 2013, 102, 101–109. [Google Scholar] [CrossRef]
- Ni, X.; Wu, Z.; Feng, S.; Li, D.; Lu, Z. Study on corrosion resistance of amorphous alloy fibers. Met. Funct. Mater. 2015, 22, 24–28. [Google Scholar] [CrossRef]
- Jiang, C.; Wang, Y.; Guo, W.; Jin, C.; Wei, M. Experimental Study on the Mechanical Properties of Amorphous Alloy Fiber-Reinforced Concrete. Adv. Mater. Sci. Eng. 2018, 2018, 2395083. [Google Scholar] [CrossRef]
- Kim, H.; Kim, G.; Lee, S.; Choe, G.; Nam, J.; Noguchi, T. Effects of strain rate on the tensile behavior of cementitious composites made with amorphous metallic fiber. Cem. Concr. Compos. 2020, 108, 103519. [Google Scholar] [CrossRef]
- Choi, S.-J.; Hong, B.-T.; Lee, S.-J. Shrinkage and corrosion resistance of amorphous metallic-fiber-reinforced cement composites. Compos. Struct. 2014, 107, 537–543. [Google Scholar] [CrossRef]
- Zhou, X.; Jiang, C.; Zhang, W.; Wang, T. Experimental study on properties of amorphous alloy fiber reinforced cement mortar. J. Yangtze River Acad. Sci. 2017, 34, 120–124. [Google Scholar]
- Xiao, S.; Guo, S. Research progress on extreme wettability of amorphous alloy surface. Surf. Technol. 2021, 50, 101–111. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, C.; Gu, H.; Lu, Z. Application of fiber surface modification technology in cement-based composites. Synth. Fiber Ind. 2022, 45, 43–50. [Google Scholar]
- Zhang, G.; Peng, G.; Lei, Z.; Niu, X.; Ding, H.; Jiang, Y.; Fan, Y. Strain hardening mechanism of ultra-high performance concrete based on surface modification of polyethylene fiber. J. Silic. 2021, 49, 2346–2354. [Google Scholar] [CrossRef]
- Huang, S. Study on the mechanical and durability properties of silane coupling agent modified steel fiber ultra-high performance concrete. Fujian Build. Mater. 2024, 12–14. [Google Scholar]
- CECS 13-2009; Fiber Reinforced Concrete Test Method Standard. China Planning Press: Beijing, China, 2010.
- GB/T17671-1999; Testing Method for Strength of Cement Mortar (ISO Method). China Planning Press: Beijing, China, 1999.
- Qi, L.; Jin, J.; Zhu, X.; Chen, S. Problem Analysis of Silane Used in Pretreatment Line of Agricultural Machinery Coating. Mod. Coat. Coat. 2024, 27, 62–64. [Google Scholar]
- Sun, T.; Zeng, D.; Cao, M. Study on flexural properties of silane coupling agent modified steel fiber reinforced cementitious composites. Silic. Bull. 2023, 42, 1001–1625. [Google Scholar]
- Li, Y.; Chen, Y.; Zhao, J.; Wang, Z.; Wei, B.; Valeriy, K. Mechanism of Interaction Between Supercritical Carbon Dioxide and Shale. Pet. Nat. Gas Geol. 2024, 1–15. Available online: http://kns.cnki.net/kcms/detail/11.4820.te.20240704.1630.002.html (accessed on 31 July 2024).
- Wang, L. Preparation and Properties of Silane Film on Aluminum Alloy Surface; Hefei University of Technology: Hefei, China, 2012. [Google Scholar]
- Yang, Y. Effect of Additives on Dispersion, Hardening and High Temperature Properties of Al2O3-SiC-C Castables; Wuhan University of Science and Technology: Wuhan, China, 2023. [Google Scholar] [CrossRef]
- Xu, J. Preparation and Properties of Hot-Dip Aluminized Alloy/Silane Composite Coating on P110S Steel; Harbin Engineering University: Harbin, China, 2023. [Google Scholar] [CrossRef]
- Song, S.; Li, X.; Liu, Y. Structure, Properties, Preparation and Application of Silicon Nitride, the A‘lmighty Champion’ of the Materials World. Chem. Educ. (Chin. Engl.) 2024, 45, 1–9. [Google Scholar] [CrossRef]
- Xie, Y. Study on Strengthening and Toughening of Gypsum Materials; North China Science and Engineering: Tangshan, China, 2022. [Google Scholar] [CrossRef]
- Gan, Y.; Zhao, M.; Zhao, S.; Xie, J.; Yang, L.; Wang, T. Reaction Characteristics of Organic Surface Modification of Oxide Nanoparticles. In Chemical Progress; Tongfang Knowledge Network (Beijing) Technology Co., Ltd.: Beijing, China, 2024; pp. 1–18. [Google Scholar] [CrossRef]
- Kong, L. Study on the Enhancement Mechanism and Performance of Modified Fiber Emulsified Asphalt Cold Recycled Mixture; Chongqing Jiaotong University: Chongqing, China, 2022. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, L.; Xie, P. Application research progress of silane coupling agent in metal surface pretreatment. Mater. Prot. 2017, 50, 67–73. [Google Scholar] [CrossRef]
- Li, Q.; Wu, L. Experimental study on the compressive strength of recycled concrete cubes with different mineral admixtures. Build. Superv. Insp. Cost 2023, 16, 10–14. [Google Scholar]
- Wang, J.; Ma, S.; Shen, Y.; Gao, J. Effect of steel fiber shape and content on mechanical properties of ultra-high performance concrete. New Build. Mater. 2024, 51, 58–62+109. [Google Scholar]
- Wei, H. Effect of Metakaolin and Steel Fiber on Mechanical and Water-Based Properties of Concrete; Tarim University: Alar, China, 2023. [Google Scholar] [CrossRef]
- Sun, D. Study on Double-Sided Shear Mechanical Properties of Recycled Concrete Reinforced by Nano-SiO2-Fiber Mixed System; Chang’an University: Xi’an, China, 2023. [Google Scholar] [CrossRef]
- Li, G. Study on the Dispersion of Modified Basalt Fiber and its Effect on the Mechanical Properties of Concrete; Shenyang University of Technology: Shenyang, China, 2022. [Google Scholar] [CrossRef]
- Song, R. Study on the Influence of Steel Fiber Type and Content on the Dynamic Mechanical Properties of Ultra-High Performance Concrete; Central South University: Changsha, China, 2023. [Google Scholar] [CrossRef]
- Zhang, B.; Gao, S.; Yang, X.; Liu, K. Effect of polyvinyl alcohol fiber content on dynamic mechanical properties of concrete. J. Qinghai Univ. 2024, 42, 64–70. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CaO | SiO2 | Al2O3 | Fe2O3 | MgO | SO3 | |
|---|---|---|---|---|---|---|
| Cement | 64.4 | 24 | 4.75 | 3.45 | 1.99 | 1.32 |
| Silica fume | 0.23 | 96.82 | 0.21 | - | - | - |
| Mineral powder | 35.58 | 36.1 | 16.32 | - | 11.32 | - |
| Density (g/cm3) | Length (mm) | Length to Diameter Ratio | Tensile Strength/MPa | Acid-Alkali Resistance | Conductivity | Elementary Composition |
|---|---|---|---|---|---|---|
| 7.2 | 30 | 15 | 1400 | High | High | C, Si, Ni, Cr Fe, B, P |
| Sample | Roughness |
|---|---|
| Unmodified | 0.06 |
| 5% KH-550 modified | 1.42 |
| 10% KH-550 modified | 3.36 |
| 15% KH-550 modified | 3.85 |
| Silane Coupling Agent KH-550 Concentration/% | Peak Load /N | Peak Displacement/mm | Bond Strength /MPa | Pull-Out Energy /N·mm |
|---|---|---|---|---|
| 0 | 89.04 | 0.64 | 2.84 | 60.35 |
| 5 | 94.84 | 0.68 | 3.02 | 66.03 |
| 10 | 98.13 | 0.70 | 3.13 | 69.04 |
| 15 | 103.22 | 0.75 | 3.29 | 74.61 |
| Volume Fraction of AAF/% | Initial Crack Strength/MPa | Tensile Strength /MPa | Ultimate Strain | |
|---|---|---|---|---|
| Unmodified AAF | 0 | 4.47 | 4.47 | 0.39 |
| 0.4 | 4.58 | 5.17 | 0.58 | |
| 0.8 | 6.3 | 6.53 | 0.79 | |
| 1.2 | 6.29 | 7.5 | 0.92 | |
| Modified AAF | 0.4 | 4.56 | 5.48 | 0.64 |
| 0.8 | 5.87 | 6.89 | 0.74 | |
| 1.2 | 5.96 | 8.32 | 0.97 |
| Modification Methods | AAF Content /% | Average Strain Rate/s−1 | Peak Stress /MPa | Peak Strain |
|---|---|---|---|---|
| Unmodified | 0 | 90.64 | 87.04 | 0.011 |
| 0.4 | 97.89 | 94.04 | 0.012 | |
| 0.8 | 103.21 | 102.35 | 0.012 | |
| 1.2 | 110.56 | 109.52 | 0.016 | |
| KH-550 modified | 1.2 | 114.61 | 114.26 | 0.012 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, D.; Liu, R.; Wang, S.; Ma, X. Mechanical Properties of Ultra-High-Performance Concrete with Amorphous Alloy Fiber: Surface Modification by Silane Coupling Agent KH-550. Materials 2024, 17, 4037. https://doi.org/10.3390/ma17164037
Wang D, Liu R, Wang S, Ma X. Mechanical Properties of Ultra-High-Performance Concrete with Amorphous Alloy Fiber: Surface Modification by Silane Coupling Agent KH-550. Materials. 2024; 17(16):4037. https://doi.org/10.3390/ma17164037
Chicago/Turabian StyleWang, Dawei, Runqing Liu, Song Wang, and Xin Ma. 2024. "Mechanical Properties of Ultra-High-Performance Concrete with Amorphous Alloy Fiber: Surface Modification by Silane Coupling Agent KH-550" Materials 17, no. 16: 4037. https://doi.org/10.3390/ma17164037
APA StyleWang, D., Liu, R., Wang, S., & Ma, X. (2024). Mechanical Properties of Ultra-High-Performance Concrete with Amorphous Alloy Fiber: Surface Modification by Silane Coupling Agent KH-550. Materials, 17(16), 4037. https://doi.org/10.3390/ma17164037