
Mechanism of Grain Refinement in 3D-Printed AlSi10Mg Alloy Subjected to Severe Plastic Deformation


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Methodology
- Laser power = 175 W;
- Layer thickness = 20 µm;
- Scanning speed = 1400 mm/s;
- Scanning strategy—zigzag with 67° rotation;
- Build plate material—pure aluminum;
- Build plate temperature—room temperature.
3. Results
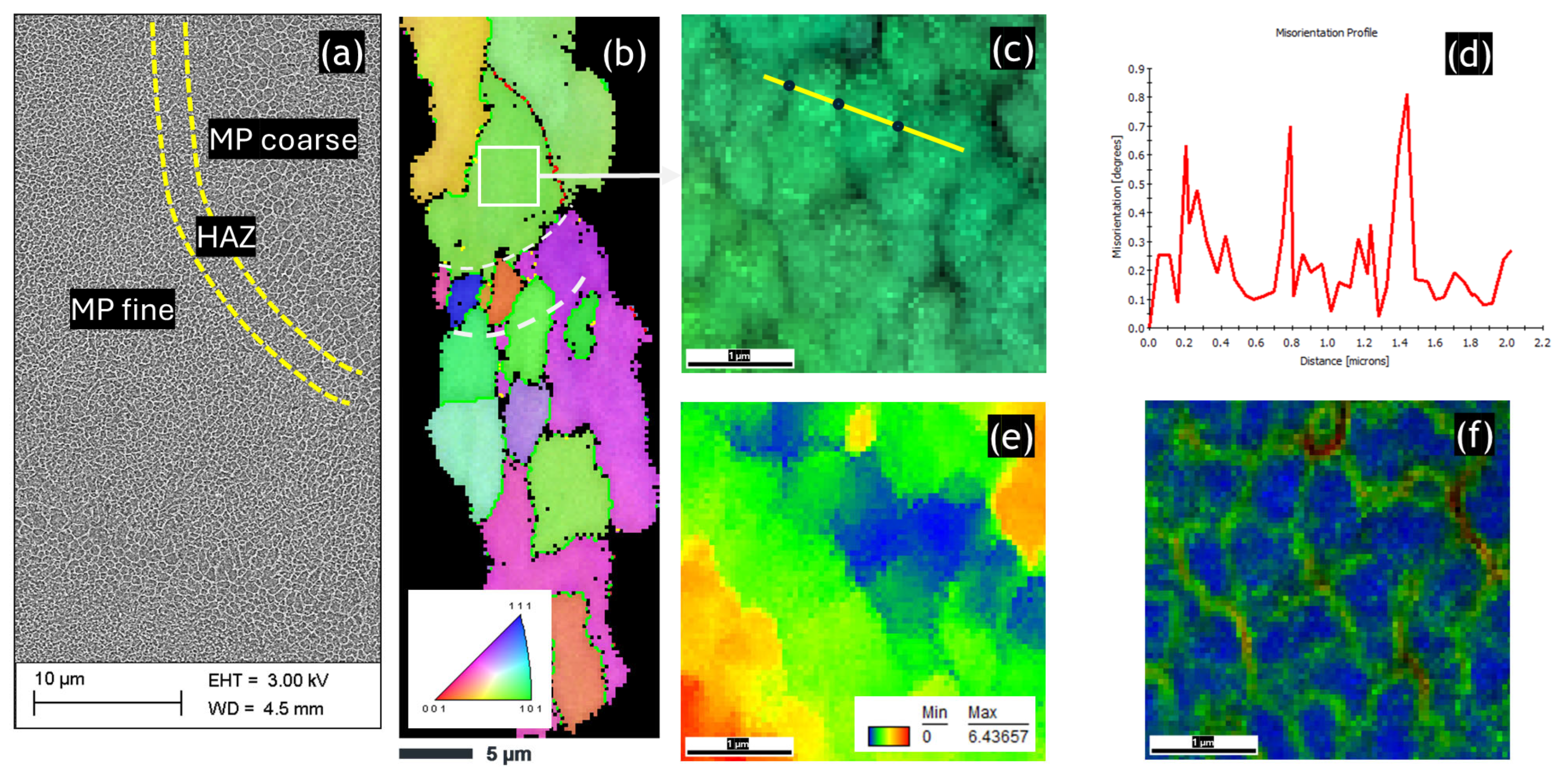
3.1. Microstructure Analysis
3.2. Grain Refinement Model
4. Conclusions
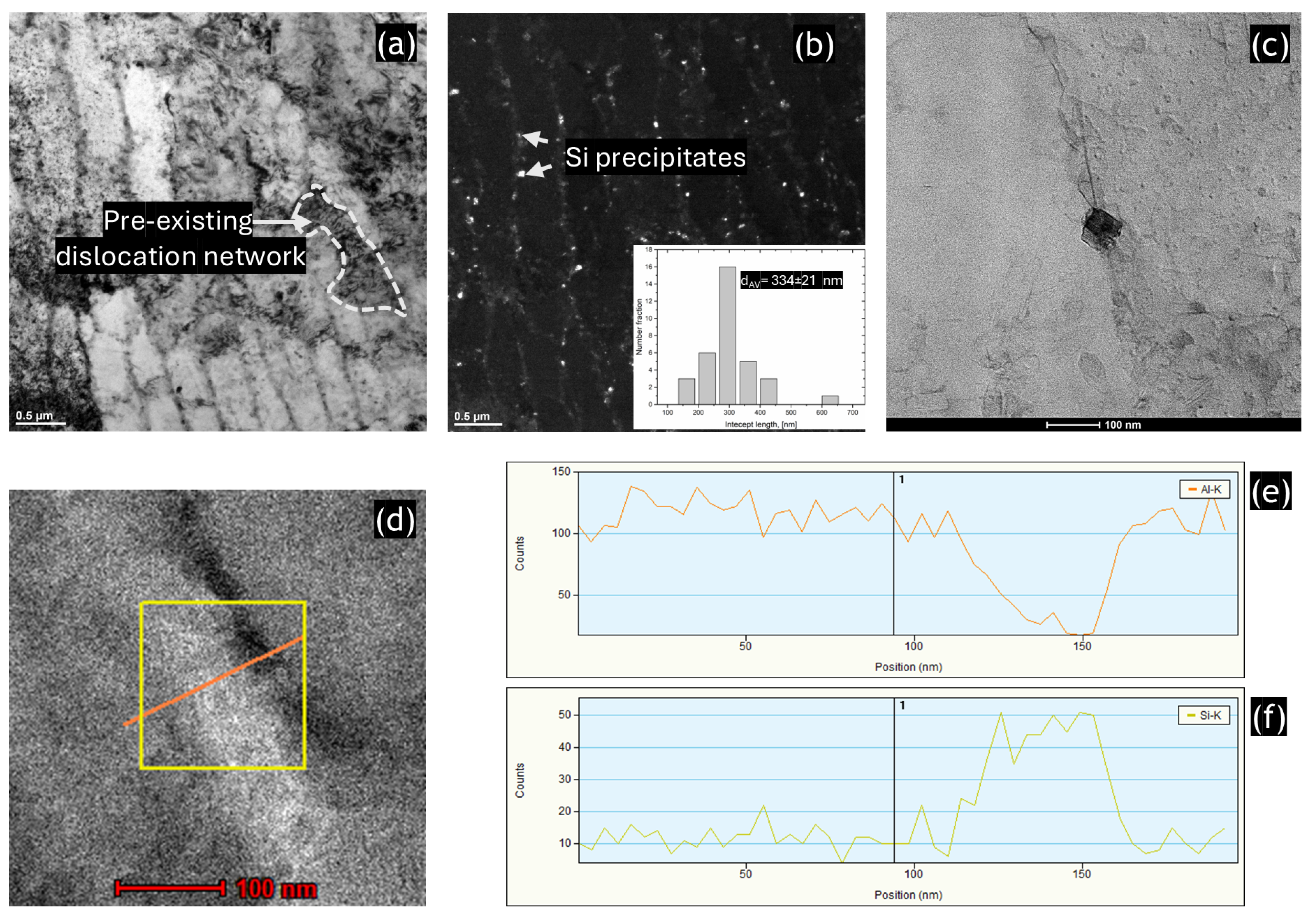
- The unique heterogeneous microstructure was preserved after heat treatment. Electron microscopy analysis revealed a multiscale heterogeneous microstructure composed of bimodal grains, melt pool structures, and Al/Si cells.
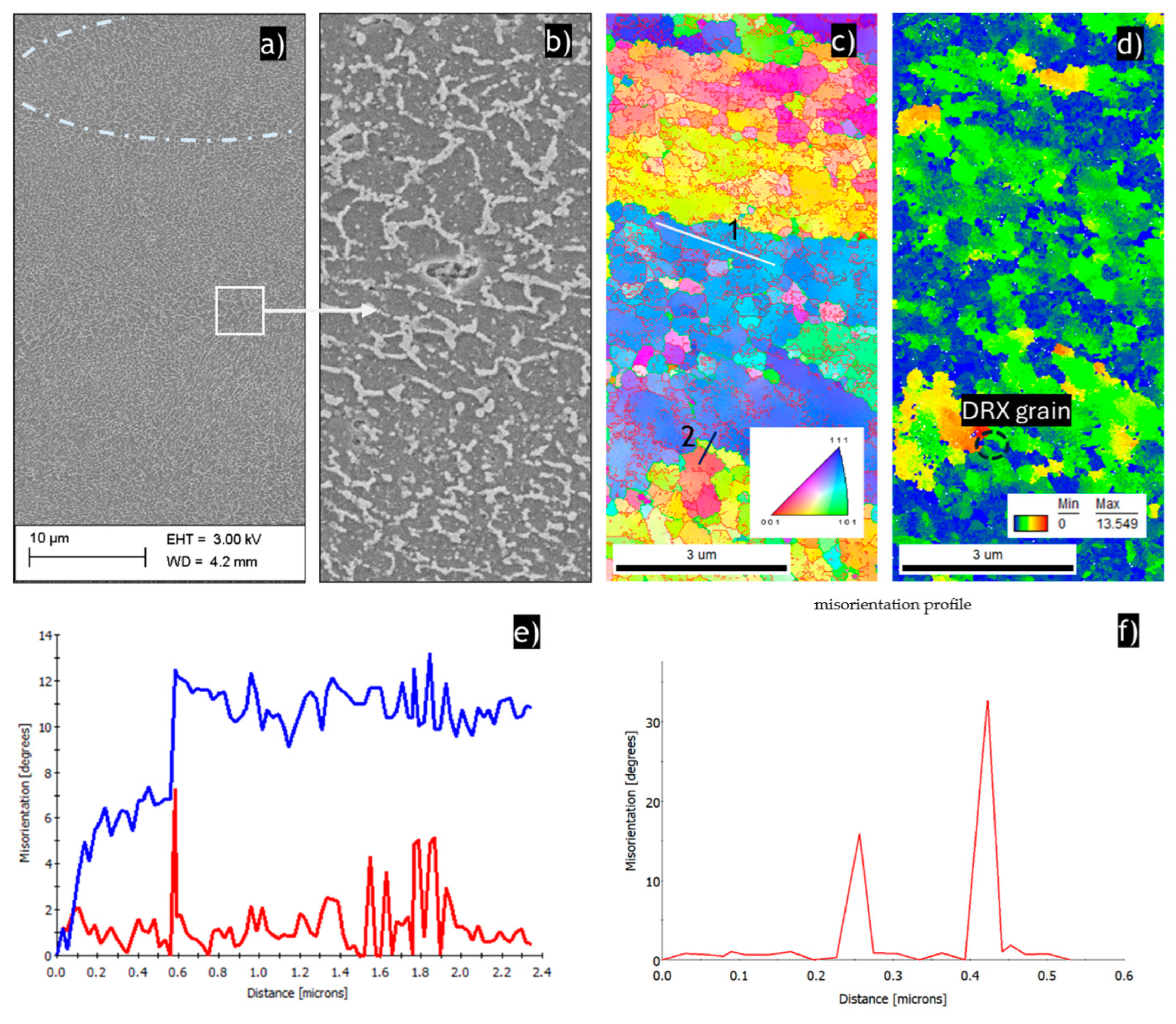
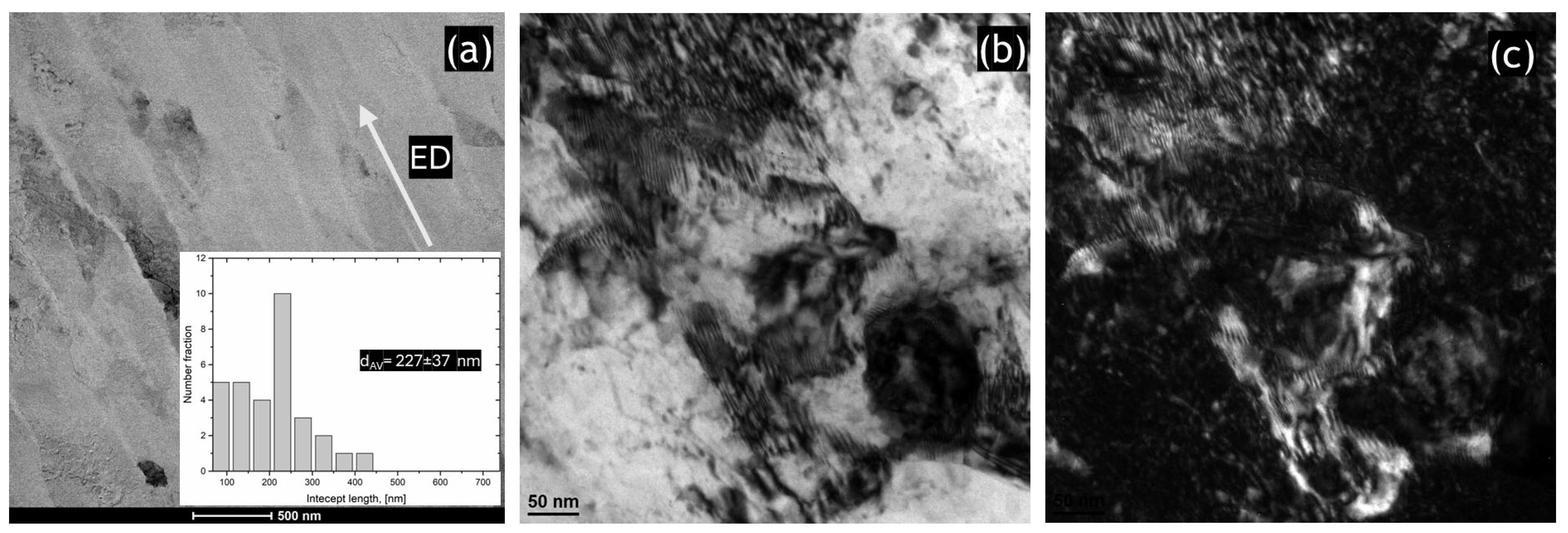
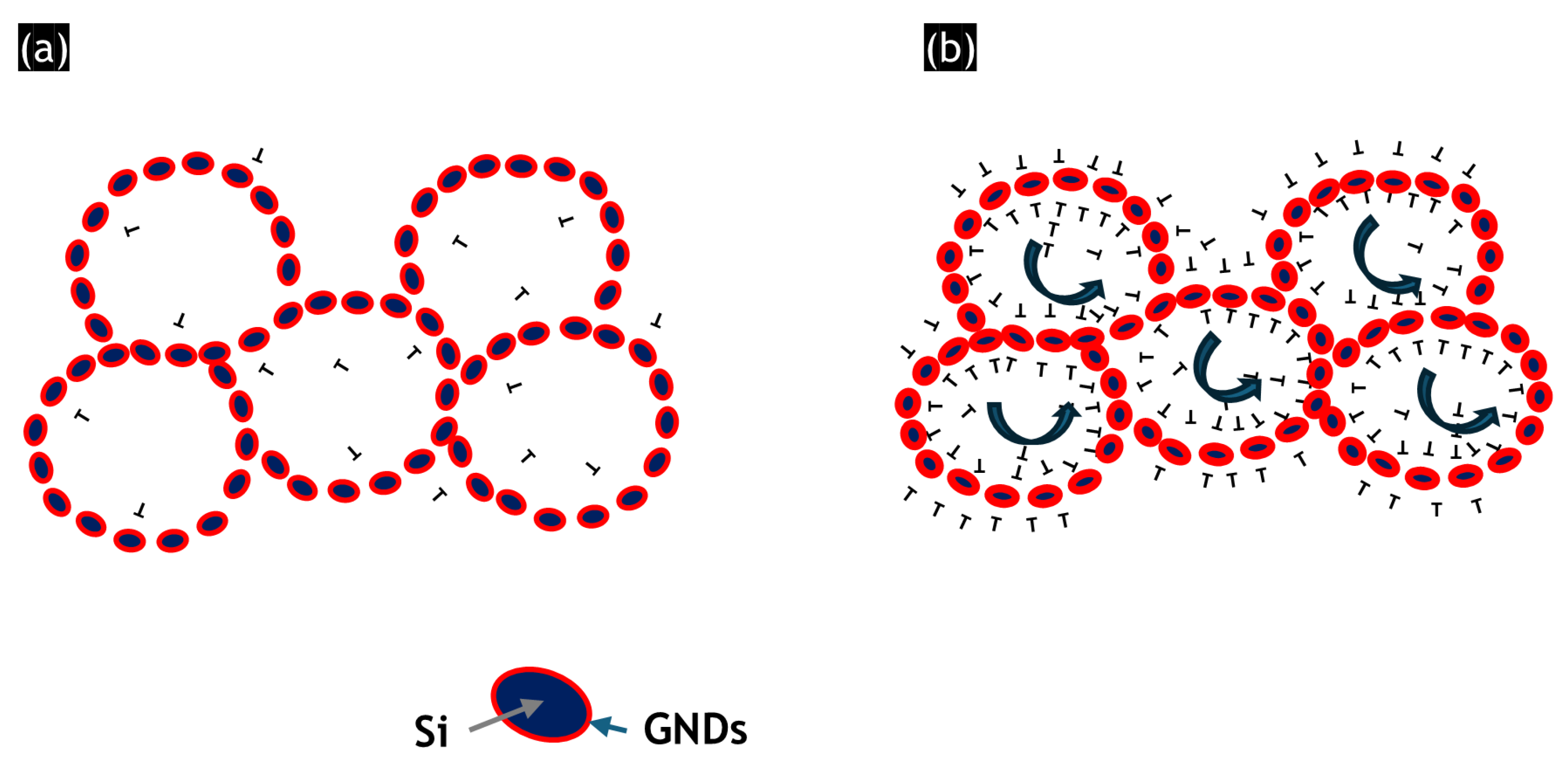
- Intensive accumulation of dislocations resulted in a refinement of the grain structure down to the sub-micrometer scale. After one ECAP pass, the average grain size of the grains attained ~500 nm.
- The Al/Si cell boundaries significantly contributed to grain refinement, mainly because of their tendency to hinder dislocation movement.
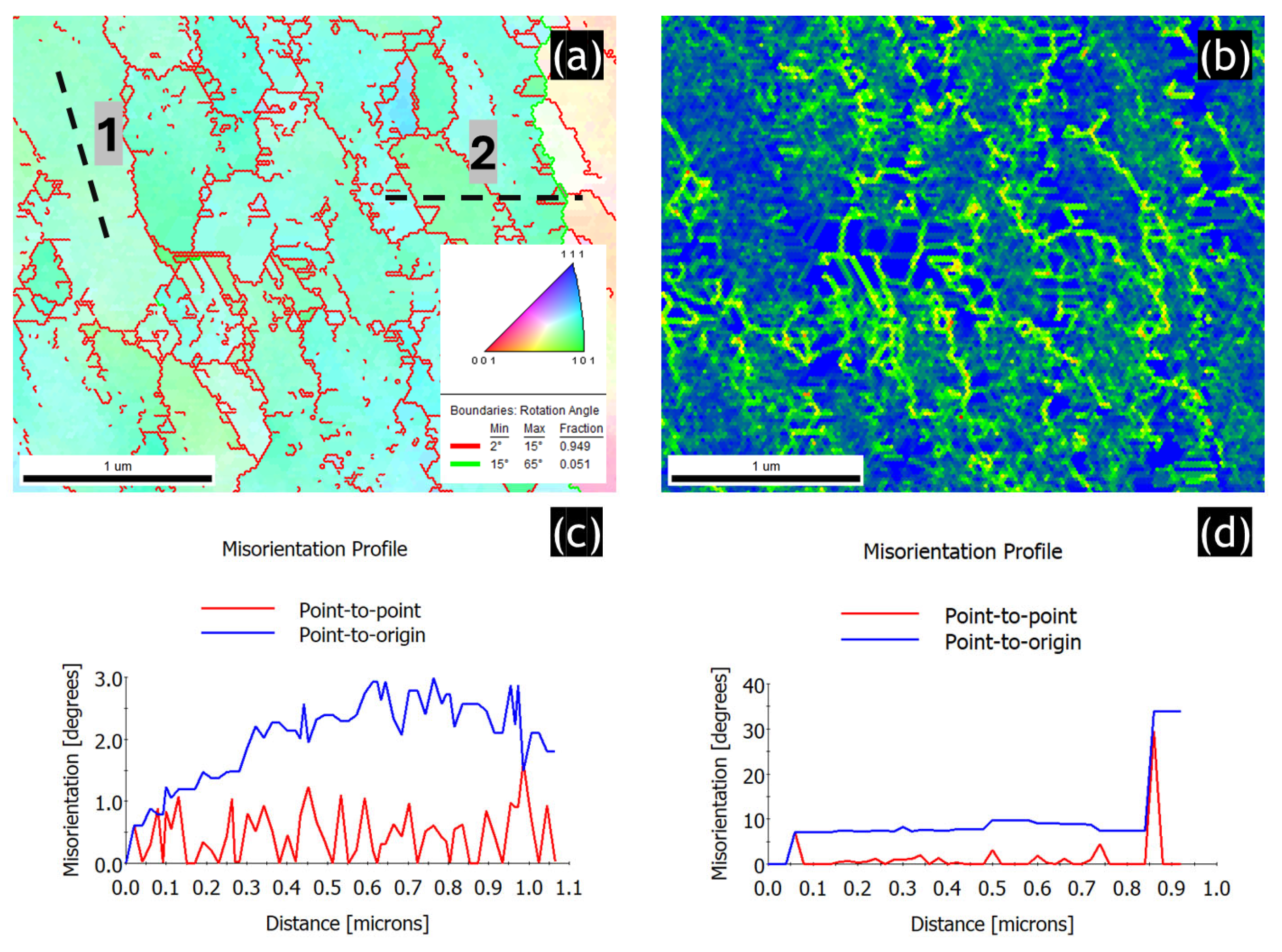
- High-resolution TKD results demonstrated that the Al/Si cellular wall lattice orientation increased after ECAP processing. The newly formed subgrain boundaries have misorientation between 2 and 8°, thus contributing to grain refinement.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hansen, N. Hall-petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Mohammadi, A.; Enikeev, N.A.; Murashkin, M.Y.; Arita, M.; Edalati, K. Examination of inverse Hall-Petch relation in nanostructured aluminum alloys by ultra-severe plastic deformation. J. Mater. Sci. Technol. 2021, 91, 78–89. [Google Scholar] [CrossRef]
- Ghassemali, E.; Riestra, M.; Bogdanoff, T.; Kumar, B.S.; Seifeddine, S. Hall-Petch equation in a hypoeutectic Al-Si cast alloy: Grain size vs. secondary dendrite arm spacing. Procedia Eng. 2017, 207, 19–24. [Google Scholar] [CrossRef]
- Votano, J.; Parham, M.; Hall, L. Hanbook of Aluminum Volume 2 Alloy Production and Material Manufacturing; CRC Press: Boca Raton, FL, USA, 2004; pp. 1–731. [Google Scholar]
- Król, M. Effect of grain refinements on the microstructure and thermal behaviour of Mg–Li–Al alloy. J. Therm. Anal. Calorim. 2018, 133, 237–246. [Google Scholar] [CrossRef]
- Mazurina, I.; Sakai, T.; Miura, H.; Sitdikov, O.; Kaibyshev, R. Grain refinement in aluminum alloy 2219 during ECAP at 250 °C. Mater. Sci. Eng. A 2008, 473, 297–305. [Google Scholar] [CrossRef]
- Langdon, T.G. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement. Acta Mater. 2013, 61, 7035–7059. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Brodova, I.G.; Petrova, A.N.; Shirinkina, I.G.; Rasposienko, D.Y.; Yolshina, L.A.; Muradymov, R.V.; Razorenov, S.V.; Shorokhov, E.V. Mechanical properties of submicrocrystalline aluminium matrix composites reinforced by “in situ” graphene through severe plastic deformation processes. J. Alloys Compd. 2021, 859, 158387. [Google Scholar] [CrossRef]
- Awasthi, A.; Sathish Rao, U.; Saxena, K.K.; Dwivedi, R.K. Impact of equal channel angular pressing on aluminium alloys: An overview. Mater. Today Proc. 2022, 57, 908–912. [Google Scholar] [CrossRef]
- Volokitina, I.; Bychkov, A.; Volokitin, A.; Kolesnikov, A. Natural Aging of Aluminum Alloy 2024 After Severe Plastic Deformation. Metallogr. Microstruct. Anal. 2023, 12, 564–566. [Google Scholar] [CrossRef]
- Olugbade, T.O. Review: Corrosion Resistance Performance of Severely Plastic Deformed Aluminium Based Alloys via Different Processing Routes. Met. Mater. Int. 2023, 29, 2415–2443. [Google Scholar] [CrossRef]
- Liu, M.; Roven, H.J.; Murashkin, M.; Valiev, R.Z. Structural characterization by high-resolution electron microscopy of an Al-Mg alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2009, 503, 122–125. [Google Scholar] [CrossRef]
- Jiang, S.; Peng, R.L.; Jia, N.; Zhao, X.; Zuo, L. Microstructural and textural evolutions in multilayered Ti/Cu composites processed by accumulative roll bonding. J. Mater. Sci. Technol. 2019, 35, 1165–1174. [Google Scholar] [CrossRef]
- Langdon, T.G. The principles of grain refinement in equal-channel angular pressing. Mater. Sci. Eng. A 2007, 462, 3–11. [Google Scholar] [CrossRef]
- Shivashankara, B.S.; Gopi, K.R.; Pradeep, S.; Raghavendra Rao, R. Investigation of mechanical properties of ECAP processed AL7068 aluminium alloy. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1189, 012027. [Google Scholar] [CrossRef]
- Awasthi, A.; Saxena, K.K.; Dwivedi, R.K.; Buddhi, D.; Mohammed, K.A. Design and analysis of ECAP Processing for Al6061 Alloy: A microstructure and mechanical property study. Int. J. Interact. Des. Manuf. (IJIDeM) 2023, 17, 2309–2321. [Google Scholar] [CrossRef]
- Derakhshan, J.F.; Parsa, M.H.; Jafarian, H.R. Microstructure and mechanical properties variations of pure aluminum subjected to one pass of ECAP-Conform process. Mater. Sci. Eng. A 2019, 747, 120–129. [Google Scholar] [CrossRef]
- Park, K.T.; Lee, H.J.; Lee, C.S.; Shin, D.H. Effect of post-rolling after ECAP on deformation behavior of ECAPed commercial Al-Mg alloy at 723 K. Mater. Sci. Eng. A 2005, 393, 118–124. [Google Scholar] [CrossRef]
- Damavandi, E.; Nourouzi, S.; Rabiee, S.M.; Jamaati, R. Effect of ECAP on microstructure and tensile properties of A390 aluminum alloy. Trans. Nonferrous Met. Soc. China 2019, 29, 931–940. [Google Scholar] [CrossRef]
- Snopiński, P.; Woźniak, A.; Łukowiec, D.; Matus, K.; Tański, T.; Rusz, S.; Hilšer, O. Evolution of Microstructure, Texture and Corrosion Properties of Additively Manufactured AlSi10Mg Alloy Subjected to Equal Channel Angular Pressing (ECAP). Symmetry 2022, 14, 674. [Google Scholar] [CrossRef]
- Liu, Q.; Fang, L.; Xiong, Z.; Yang, J.; Tan, Y.; Liu, Y.; Zhang, Y.; Tan, Q.; Hao, C.; Cao, L.; et al. The response of dislocations, low angle grain boundaries and high angle grain boundaries at high strain rates. Mater. Sci. Eng. A 2021, 822, 141704. [Google Scholar] [CrossRef]
- Hirth, J.P.; Lothe, J.; Mura, T. Theory of Dislocations (2nd ed.). J. Appl. Mech. 1983, 50, 476–477. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, M.; Xiao, L.; Chen, X.; Hu, Z.; Gao, B.; Liang, N.; Zhu, Y.; Cao, Y.; Zhou, H.; et al. Dislocation array reflection enhances strain hardening of a dual-phase heterostructured high-entropy alloy. Mater. Res. Lett. 2023, 11, 638–647. [Google Scholar] [CrossRef]
- Liu, S.; Xia, D.; Yang, H.; Huang, G.; Yang, F.; Chen, X.; Tang, A.; Jiang, B.; Pan, F. Mechanical properties and deformation mechanism in Mg-Gd alloy laminate with dual-heterostructure grain size and texture. Int. J. Plast. 2022, 157, 103371. [Google Scholar] [CrossRef]
- Fang, X.T.; He, G.Z.; Zheng, C.; Ma, X.L.; Kaoumi, D.; Li, Y.S.; Zhu, Y.T. Effect of heterostructure and hetero-deformation induced hardening on the strength and ductility of brass. Acta Mater. 2020, 186, 644–655. [Google Scholar] [CrossRef]
- Li, J.; Fang, C.; Liu, Y.; Huang, Z.; Wang, S.; Mao, Q.; Li, Y. Deformation mechanisms of 304L stainless steel with heterogeneous lamella structure. Mater. Sci. Eng. A 2019, 742, 409–413. [Google Scholar] [CrossRef]
- Ma, Y.; Yang, M.; Yuan, F.; Wu, X. A review on heterogeneous nanostructures: A strategy for superiormechanical properties inmetals. Metals 2019, 9, 598. [Google Scholar] [CrossRef]
- Jeong, S.G.; Karthik, G.M.; Kim, E.S.; Zargaran, A.; Ahn, S.Y.; Sagong, M.J.; Kang, S.H.; Cho, J.-W.; Kim, H.S. Architectured heterogeneous alloys with selective laser melting. Scr. Mater. 2022, 208, 114332. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, X.; Yuan, S.; Sun, R.; Sakai, T.; Lashari, M.I.; Hamid, U.; Li, W. High-cycle-fatigue properties of selective-laser-melted AlSi10Mg with multiple building directions. Int. J. Mech. Sci. 2022, 224, 107336. [Google Scholar] [CrossRef]
- Wang, Z.; Lin, X.; Kang, N.; Wang, Y.; Yu, X.; Tan, H.; Yang, H.; Huang, W. Making selective-laser-melted high-strength Al–Mg–Sc–Zr alloy tough via ultrafine and heterogeneous microstructure. Scr. Mater. 2021, 203, 114052. [Google Scholar] [CrossRef]
- Snopiński, P.; Hilšer, O.; Hajnyš, J. Tuning the defects density in additively manufactured fcc aluminium alloy via modifying the cellular structure and post-processing deformation. Mater. Sci. Eng. A 2023, 865, 144605. [Google Scholar] [CrossRef]
- Kong, D.; Dong, C.; Wei, S.; Ni, X.; Zhang, L.; Li, R.; Wang, L.; Man, C.; Li, X. About metastable cellular structure in additively manufactured austenitic stainless steels. Addit. Manuf. 2021, 38, 101804. [Google Scholar] [CrossRef]
- Wang, P.; Rabori, A.S.; Dong, Q.; Ravkov, L.; Balogh, L.; Fallah, V. The role of cellular structure, non-equilibrium eutectic phases and precipitates on quasi-static strengthening mechanisms of as-built AlSi10Mg parts 3D printed via laser powder bed fusion. Mater. Charact. 2023, 198, 112730. [Google Scholar] [CrossRef]
- Al-Zubaydi, A.S.J.; Gao, N.; Džugan, J.; Podaný, P.; Chen, Y.; Reed, P.A.S. Fracture behaviour assessment of the additively manufactured and HPT-processed Al–Si–Cu alloy. Mater. Sci. Technol. 2024, 02670836241262477. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Komissarov, A.; Avalos, M.; Bolmaro, R.E.; Zhu, Y.; Cabrera, J.M. Improving density and strength-to-ductility ratio of a 3D-printed Al–Si alloy by high-pressure torsion. J. Mater. Sci. 2024, 59, 6024–6047. [Google Scholar] [CrossRef]
- Hosseinzadeh, A.; Radi, A.; Richter, J.; Wegener, T.; Sajadifar, S.V.; Niendorf, T.; Yapici, G.G. Severe plastic deformation as a processing tool for strengthening of additive manufactured alloys. J. Manuf. Process 2021, 68, 788–795. [Google Scholar] [CrossRef]
- Han, J.-K.; Liu, X.; Lee, I.; Kuzminova, Y.O.; Evlashin, S.A.; Liss, K.-D.; Kawasaki, M. Structural evolution during nanostructuring of additive manufactured 316L stainless steel by high-pressure torsion. Mater. Lett. 2021, 302, 130364. [Google Scholar] [CrossRef]
- Al-Zubaydi, A.S.J.; Gao, N.; Wang, S.; Reed, P.A.S. Microstructural and hardness evolution of additively manufactured Al–Si–Cu alloy processed by high-pressure torsion. J. Mater. Sci. 2022, 57, 8956–8977. [Google Scholar] [CrossRef]
- Snopiński, P. Effects of KoBo-Processing and Subsequent Annealing Treatment on Grain Boundary Network and Texture Development in Laser Powder Bed Fusion (LPBF) AlSi10Mg Alloy. Symmetry 2024, 16, 122. [Google Scholar] [CrossRef]
- Snopiński, P.; Matus, K.; Tatiček, F.; Rusz, S. Overcoming the strength-ductility trade-off in additively manufactured AlSi10Mg alloy by ECAP processing. J. Alloys Compd. 2022, 918, 165817. [Google Scholar] [CrossRef]
- Snopiński, P.; Matus, K.; Hilšer, O.; Rusz, S. Effects of Built Direction and Deformation Temperature on the Grain Refinement of 3D Printed AlSi10Mg Alloy Processed by Equal Channel Angular Pressing (ECAP). Materials 2023, 16, 4288. [Google Scholar] [CrossRef]
- Beausir, B.; Fundenberger, J.-J. Analysis Tools for Electron and X-ray Diffraction, ATEX-Software 2007. Available online: http://www.atex-software.eu/index.html#testimonials2-d (accessed on 13 August 2024).
- Li, Z.; Li, Z.; Tan, Z.; Xiong, D.B.; Guo, Q. Stress relaxation and the cellular structure-dependence of plastic deformation in additively manufactured AlSi10Mg alloys. Int. J. Plast. 2020, 127, 102640. [Google Scholar] [CrossRef]
- Biswas, P.; Ma, J. Development of crystallographic misorientation in laser powder bed fusion 316L stainless steel. Addit. Manuf. 2024, 80, 103951. [Google Scholar] [CrossRef]
- Huang, Z.; Zhai, Z.; Lin, W.; Chang, H.; Wu, Y.; Yang, R.; Zhang, Z. On the orientation dependent microstructure and mechanical behavior of Hastelloy X superalloy fabricated by laser powder bed fusion. Mater. Sci. Eng. A 2022, 844, 143208. [Google Scholar] [CrossRef]
- Santos Macías, J.G.; Zhao, L.; Tingaud, D.; Bacroix, B.; Pyka, G.; van der Rest, C.; Ryelandt, L.; Simar, A. Hot isostatic pressing of laser powder bed fusion AlSi10Mg: Parameter identification and mechanical properties. J. Mater. Sci. 2022, 57, 9726–9740. [Google Scholar] [CrossRef]
- Alghamdi, F.; Song, X.; Hadadzadeh, A.; Shalchi-Amirkhiz, B.; Mohammadi, M.; Haghshenas, M. Post heat treatment of additive manufactured AlSi10Mg: On silicon morphology, texture and small-scale properties. Mater. Sci. Eng. A 2020, 783, 139296. [Google Scholar] [CrossRef]
- Tradowsky, U.; White, J.; Ward, R.M.; Read, N.; Reimers, W.; Attallah, M.M. Selective laser melting of AlSi10Mg: Influence of post-processing on the microstructural and tensile properties development. Mater. Des. 2016, 105, 212–222. [Google Scholar] [CrossRef]
- Tóth, L.S.; Beausir, B.; Gu, C.F.; Estrin, Y.; Scheerbaum, N.; Davies, C.H.J. Effect of grain refinement by severe plastic deformation on the next-neighbor misorientation distribution. Acta Mater. 2010, 58, 6706–6716. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Chand, M.; Signorelli, J.W.; Calvo, J.; Cabrera, J.M. Strengthening of duplex stainless steel processed by equal channel angular pressing (ECAP). Int. J. Adv. Manuf. Technol. 2022, 123, 2261–2278. [Google Scholar] [CrossRef]
- Chen, Y.; Jin, L.; Dong, J.; Wang, F.; Li, Y.; Li, Y.; Pan, H.; Nie, X. Effects of LPSO/α-Mg interfaces on dynamic recrystallization behavior of Mg96.5Gd2.5Zn1 alloy. Mater. Charact. 2017, 134, 253–259. [Google Scholar] [CrossRef]
- Mackenzie, D.S. Handbook of Aluminum; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar] [CrossRef]
- Snopiński, P. Electron Microscopy Study of Structural Defects Formed in Additively Manufactured AlSi10Mg Alloy Processed by Equal Channel Angular Pressing. Symmetry 2023, 15, 860. [Google Scholar] [CrossRef]
- Birosca, S.; Liu, G.; Ding, R.; Jiang, J.; Simm, T.; Deen, C.; Whittaker, M. The dislocation behaviour and GND development in a nickel based superalloy during creep. Int. J. Plast. 2019, 118, 252–268. [Google Scholar] [CrossRef]
- Duan, H.Q.; Zhang, H.M.; Mu, X.N.; Fan, Q.B.; Cheng, X.W.; Xiong, N.; Feng, K. Nano-carbon-mediated microstructure evolution and superior performance in Ti-based nanocomposites. Mater. Charact. 2023, 201, 112965. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Snopiński, P.; Hilšer, O. Mechanism of Grain Refinement in 3D-Printed AlSi10Mg Alloy Subjected to Severe Plastic Deformation. Materials 2024, 17, 4098. https://doi.org/10.3390/ma17164098
Snopiński P, Hilšer O. Mechanism of Grain Refinement in 3D-Printed AlSi10Mg Alloy Subjected to Severe Plastic Deformation. Materials. 2024; 17(16):4098. https://doi.org/10.3390/ma17164098
Chicago/Turabian StyleSnopiński, Przemysław, and Ondřej Hilšer. 2024. "Mechanism of Grain Refinement in 3D-Printed AlSi10Mg Alloy Subjected to Severe Plastic Deformation" Materials 17, no. 16: 4098. https://doi.org/10.3390/ma17164098