
Optimization of Mechanical Properties during Cold Rolling and Wrap-Forming for Metal Helical Tubes
 , ,
, ,
Abstract

1. Introduction
2. Problem Description
3. Response Surface Method
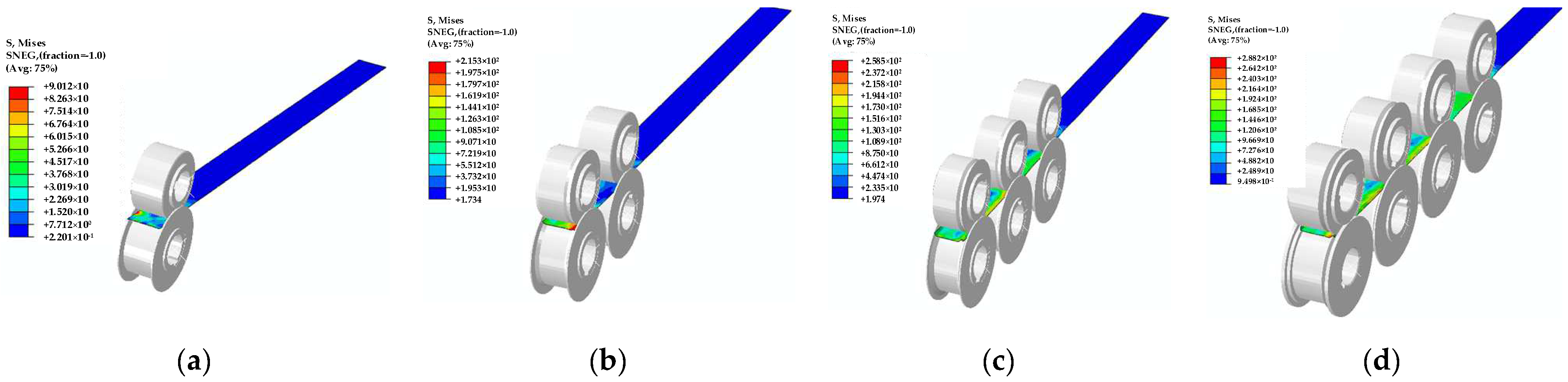
4. Cold Roll-Forming Analysis of the Flat Strip
4.1. Design of Experiment
4.2. Finite Element Model
4.3. Analysis Steps
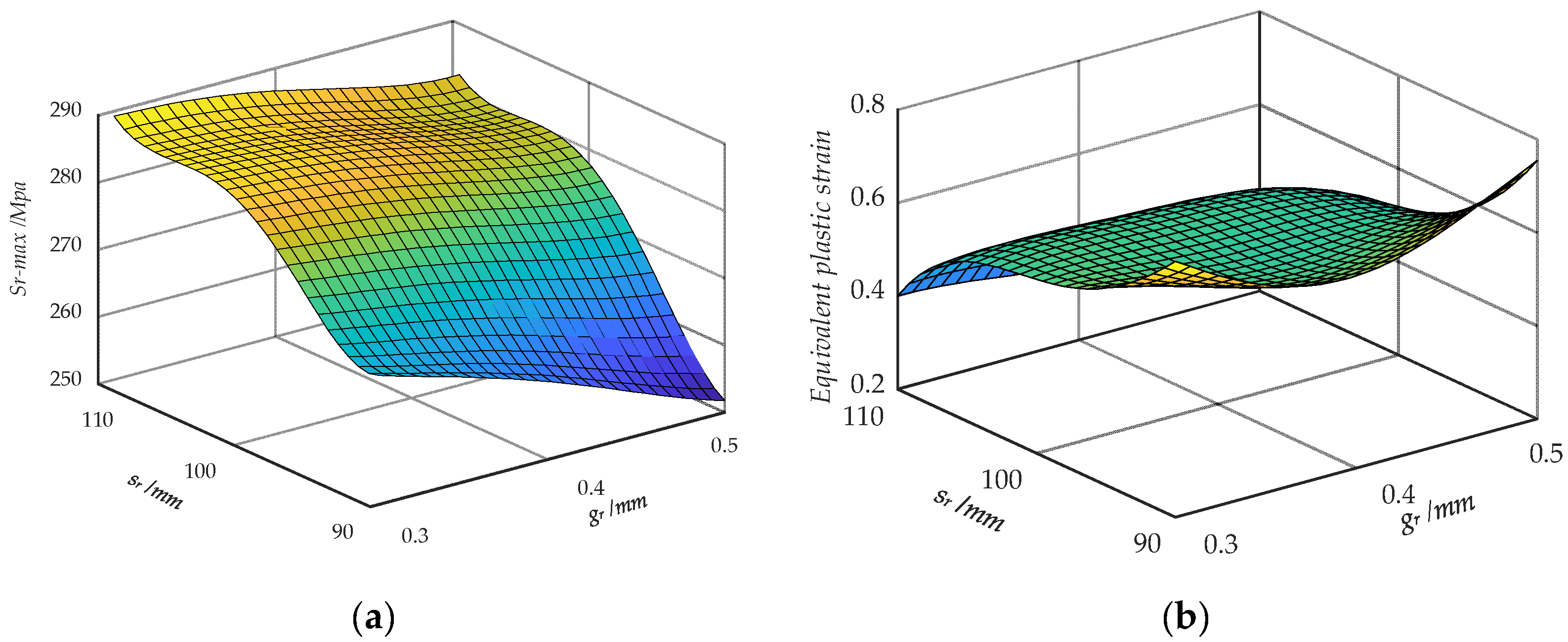
4.4. Surrogate Models
4.5. Optimization Design of Cold Roll-Forming
5. Helical Wrap-Forming Process
5.1. Finite Element Model of the Helical Wrap-Forming Process
5.2. Optimization Design of Helical Wrap-Forming
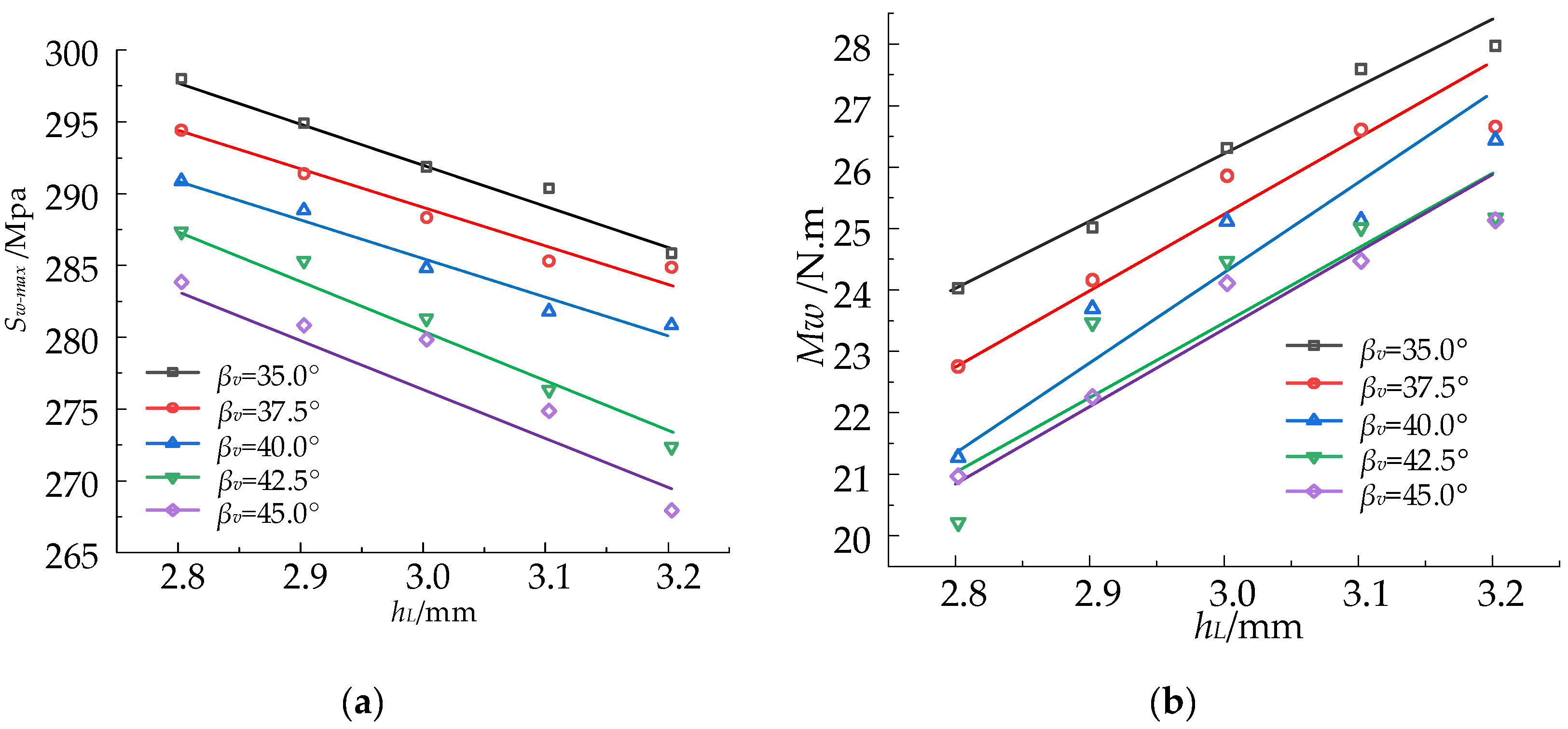
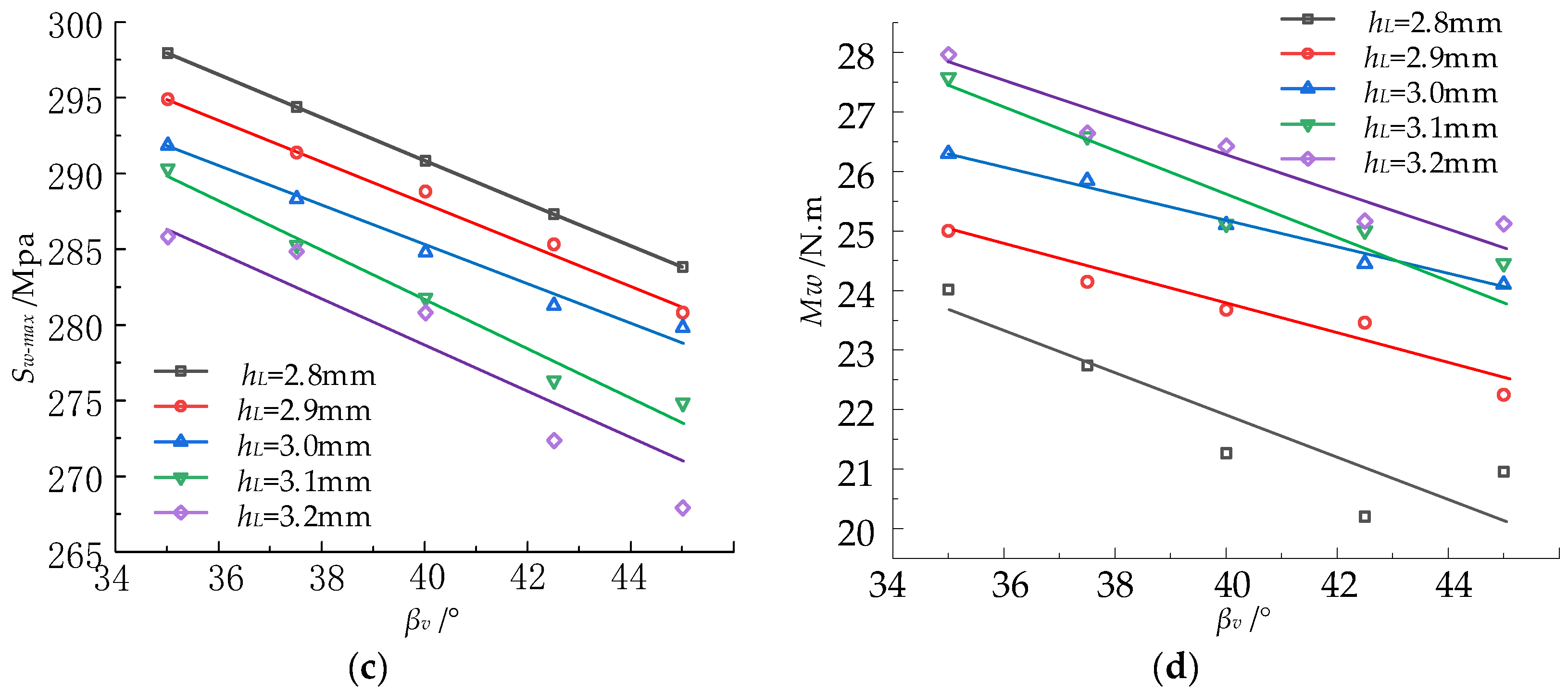
5.3. Parameter Study
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yang, J.; Li, J.; Wu, W.J.; Yu, N. Research Status and Prospect of On-orbit Additive Manufacturing Technology for Large Space Truss. Mater. Rep. 2021, 35, 3159–3167. [Google Scholar]
- Wang, M.; Lu, G.L.; Cai, Z.Y.; Li, M.Z. Research on continuous roll forming for manufacturing 3D curved surface parts with variable transverse curvatures. J. Manuf. Process 2018, 36, 459–464. [Google Scholar] [CrossRef]
- Ding, J.F.; Gao, F.; Zhong, X.P.; Wang, G.; Liang, D.P.; Zhang, Y.C.; Li, W.J. The key mechanical problems of on-orbit construction. Sci. Sin. Phys. Mech. Astron. 2019, 49, 50–57. [Google Scholar] [CrossRef]
- Brown, M.A. A deployable mast for solar sails in the range of 100–1000 m. Adv. Space Res. 2011, 48, 1747–1753. [Google Scholar] [CrossRef]
- Chai, Y.; Luo, J.; Wang, M. Bi-level game-based reconfigurable control for on-orbit assembly. Aerosp. Sci. Technol. 2022, 124, 107527. [Google Scholar] [CrossRef]
- Xue, Z.H.; Liu, J.G.; Wu, C.C.; Tong, Y.C. Review of in-space assembly technologies. Chin. J. Aeronaut. 2021, 34, 21–47. [Google Scholar] [CrossRef]
- Cao, K.; Li, S.; She, Y.; Biggs, J.D.; Liu, Y.; Bian, L. Dynamics and on-orbit assembly strategies for an orb-shaped solar array. Acta Astronaut. 2021, 178, 881–893. [Google Scholar] [CrossRef]
- Brush, D.O.; Almroth, B.O. Buckling of Bars, Plates, and Shells; McGraw-Hill: New York, NY, USA, 1975. [Google Scholar]
- Kyriakides, S.; Ju, G.T. Bifurcation and localization instabilities in cylindrical shells under bending—I. Experiments. Int. J. Solids Struct. 1992, 29, 1117–1142. [Google Scholar] [CrossRef]
- Bai, Y.; Yu, B.; Cheng, P.; Wang, N.; Ruan, W.; Tang, J.; Babapour, A. Offshore Mech. Arct. Eng. 2015, 137, 021701. [Google Scholar]
- Safdarian, R.; Moslemi, N.H. The effects of forming parameters on the cold roll forming of channel section. Thin-Walled Struct. 2015, 92, 130–136. [Google Scholar] [CrossRef]
- Kilz, J.; Gungor, B.; Aign, F.; Groche, P. Profile defects caused by inhomogeneous longitudinal strain distribution in roll forming. Int. J. Mater. Form. 2023, 16, 36. [Google Scholar] [CrossRef]
- Ezra, B.-A.; Yossi, A.; Fine, A.; Elbaz, S.; Zemah, N.; Zigelman, A.; Ram, O.; Gat, A.D. Directed instability as a mechanism for fabricating multistable twisting microstructure. Adv. Eng. Mater. 2024, 26, 2400070. [Google Scholar]
- Yang, X.; Han, J.; Lu, R. Research on cold roll forming process of strips for truss rods for space construction. Materials 2023, 16, 7608. [Google Scholar] [CrossRef] [PubMed]
- Liu, M.; Liu, Y.; Li, H. Deformation analysis of double wall brazed tube in the multi-pass roll forming: Cross-sectional variation, stress-strain evolution and roundness assessment. J. Manuf. Process 2023, 85, 479–491. [Google Scholar] [CrossRef]
- Qazani, M.R.C.; Bidabadi, B.S.; Asadi, H.; Nahavandi, S. Multiobjective optimization of roll-forming procedure using NSGA-II and Type-2 Fuzzy Neural Network. IEEE Trans. Autom. Sci. Eng. 2023, 58, 3842–3851. [Google Scholar] [CrossRef]
- Bidabadi, B.S.; Naeini, H.M.; Tehrani, M.S.; Barghikar, H. Experimental and numerical study of bowing defects in cold roll-formed U-channel sections. J. Constr. Steel Res. 2016, 118, 243–253. [Google Scholar] [CrossRef]
- Murugesan, M.; Sajjad, M.; Jung, D.W. Experimental and numerical investigation of AA5052-H32 AI alloy with U-profile in cold roll forming. Materials 2021, 14, 470. [Google Scholar] [CrossRef]
- Tajik, Y.; Naeini, H.M.; Tafti, R.A.; Bidabadi, B.S. A strategy to reduce the twist defect in roll-formed asymmetrical-channel sections. Thin-Walled Struct. 2018, 130, 395–404. [Google Scholar] [CrossRef]
- Weiss, M.; Abeyrathna, B.; Rolfe, B.; Abee, A.; Wolfkamp, H. Effect of coil set on shape defects in roll forming steel strip. J. Manuf. Process. 2017, 25, 8–15. [Google Scholar] [CrossRef]
- Spathopoulos, S.C.; Stavroulakis, G.E. Springback prediction in sheet metal forming, based on finite element analysis and artificial neural network approach. Appl. Mech. 2020, 1, 97–110. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Step Size | Lower Bound | Upper Bound |
|---|---|---|---|
| Roll gap gr/mm | 0.05 | 0.30 | 0.50 |
| Roll spacing sr/mm | 5 | 90 | 110 |
| Density/(g/mm3) | Young Modulus/Mpa | Poisson’s Ratio |
|---|---|---|
| 0.00270 | 70,300 | 0.33 |
| Stress/Mpa | 132 | 172 | 201 | 228 | 246 | 262 | 277 | 291 | 296 |
| Strain | 0 | 0.0271 | 0.0688 | 0.135 | 0.198 | 0.257 | 0.271 | 0.454 | 0.502 |
| No. | Roll Gap gr/mm | Roll Spacing sr/mm | Maximum Stress Sr-max/Mpa | Equivalent Plastic Strain Sep |
|---|---|---|---|---|
| 1 | 0.30 | 90 | 283.52 | 0.76 |
| 2 | 0.30 | 95 | 284.77 | 0.64 |
| 3 | 0.30 | 100 | 288.84 | 0.61 |
| 4 | 0.30 | 105 | 291.05 | 0.66 |
| 5 | 0.30 | 110 | 290.56 | 0.76 |
| 6 | 0.35 | 90 | 280.52 | 0.61 |
| 7 | 0.35 | 95 | 282.25 | 0.59 |
| 8 | 0.35 | 100 | 283.74 | 0.59 |
| 9 | 0.35 | 105 | 285.52 | 0.58 |
| 10 | 0.35 | 110 | 288.28 | 0.56 |
| 11 | 0.40 | 90 | 278.01 | 0.58 |
| 12 | 0.40 | 95 | 279.67 | 0.58 |
| 13 | 0.40 | 100 | 281.39 | 0.55 |
| 14 | 0.40 | 105 | 284.38 | 0.54 |
| 15 | 0.40 | 110 | 286.02 | 0.54 |
| 16 | 0.45 | 90 | 264.35 | 0.55 |
| 17 | 0.45 | 95 | 268.29 | 0.55 |
| 18 | 0.45 | 100 | 271.91 | 0.54 |
| 19 | 0.45 | 105 | 274.63 | 0.54 |
| 20 | 0.45 | 110 | 274.08 | 0.48 |
| 21 | 0.50 | 90 | 252.34 | 0.40 |
| 22 | 0.50 | 95 | 255.74 | 0.39 |
| 23 | 0.50 | 100 | 261.84 | 0.37 |
| 24 | 0.50 | 105 | 265.02 | 0.35 |
| 25 | 0.50 | 110 | 270.31 | 0.30 |
| No. | FE Results | RS Results | RE (%) | |||
|---|---|---|---|---|---|---|
| Sr-max/MPa | Sep | Sr-max/MPa | Sep | Sr-max | Sep | |
| 1 | 283.52 | 0.76 | 283.64 | 0.75 | 0.04 | −1.24 |
| 2 | 284.77 | 0.64 | 285.24 | 0.64 | 0.16 | 1.37 |
| 3 | 288.84 | 0.61 | 288.32 | 0.61 | −0.18 | 1.01 |
| 4 | 291.05 | 0.66 | 290.46 | 0.66 | −0.20 | 0.008 |
| 5 | 290.56 | 0.76 | 291.14 | 0.75 | 0.20 | −0.71 |
| 6 | 280.52 | 0.61 | 280.18 | 0.62 | −0.11 | 2.86 |
| 7 | 282.25 | 0.59 | 281.68 | 0.58 | −0.20 | −0.90 |
| 8 | 283.74 | 0.59 | 284.50 | 0.56 | 0.26 | −4.63 |
| 9 | 285.52 | 0.58 | 286.51 | 0.57 | 0.34 | −0.34 |
| 10 | 288.28 | 0.56 | 287.48 | 0.58 | −0.27 | 3.07 |
| 11 | 278.01 | 0.58 | 277.93 | 0.57 | −0.02 | −1.06 |
| 12 | 279.67 | 0.58 | 279.55 | 0.57 | −0.04 | −0.86 |
| 13 | 281.39 | 0.55 | 282.26 | 0.56 | 0.31 | 2.89 |
| 14 | 284.38 | 0.54 | 284.21 | 0.55 | −0.01 | 2.41 |
| 15 | 286.02 | 0.54 | 285.45 | 0.51 | −0.20 | −3.29 |
| 16 | 264.35 | 0.55 | 265.27 | 0.54 | 0.34 | −0.84 |
| 17 | 268.29 | 0.55 | 267.79 | 0.55 | −0.18 | 0.44 |
| 18 | 271.91 | 0.54 | 271.08 | 0.54 | −0.30 | 1.58 |
| 19 | 274.63 | 0.54 | 273.57 | 0.53 | −0.38 | −1.63 |
| 20 | 274.08 | 0.48 | 275.59 | 0.48 | 0.55 | 0.55 |
| 21 | 252.34 | 0.40 | 251.76 | 0.39 | −0.23 | 0.75 |
| 22 | 255.74 | 0.39 | 256.51 | 0.38 | 0.29 | −0.21 |
| 23 | 261.84 | 0.37 | 261.61 | 0.36 | −0.08 | −0.85 |
| 24 | 265.02 | 0.35 | 265.79 | 0.34 | 0.29 | −0.62 |
| 25 | 270.31 | 0.30 | 269.65 | 0.30 | −0.24 | 1.08 |
| R2 | R2adj | RE | |
|---|---|---|---|
| Sr-max | 0.9957 | 0.9897 | [−0.38% 0.55%] |
| Sep | 0.9915 | 0.9796 | [−4.63% 3.07%] |
| No. | L-Edge Height hL/mm | V-Corner Angle βv/° | Maximum Stress Sw-max/Mpa | Wrapping Torque Tw/Nm |
|---|---|---|---|---|
| 1 | 2.8 | 35.0 | 297.96 | 24.02 |
| 2 | 2.8 | 37.5 | 294.40 | 22.74 |
| 3 | 2.8 | 40.0 | 290.85 | 21.27 |
| 4 | 2.8 | 42.5 | 287.32 | 20.20 |
| 5 | 2.8 | 45.0 | 283.82 | 20.95 |
| 6 | 2.9 | 35.0 | 294.90 | 25.01 |
| 7 | 2.9 | 37.5 | 291.37 | 24.15 |
| 8 | 2.9 | 40.0 | 287.80 | 23.68 |
| 9 | 2.9 | 42.5 | 284.29 | 23.46 |
| 10 | 2.9 | 45.0 | 280.80 | 22.25 |
| 11 | 3.0 | 35.0 | 291.85 | 26.30 |
| 12 | 3.0 | 37.5 | 288.30 | 25.85 |
| 13 | 3.0 | 40.0 | 284.78 | 25.11 |
| 14 | 3.0 | 42.5 | 281.29 | 24.46 |
| 15 | 3.0 | 45.0 | 277.82 | 24.10 |
| 16 | 3.1 | 35.0 | 290.32 | 27.58 |
| 17 | 3.1 | 37.5 | 285.29 | 26.59 |
| 18 | 3.1 | 40.0 | 281.79 | 25.12 |
| 19 | 3.1 | 42.5 | 278.31 | 25.01 |
| 20 | 3.1 | 45.0 | 274.85 | 24.46 |
| 21 | 3.2 | 35.0 | 285.82 | 27.96 |
| 22 | 3.2 | 37.5 | 274.85 | 26.65 |
| 23 | 3.2 | 40.0 | 278.81 | 26.43 |
| 24 | 3.2 | 42.5 | 275.35 | 25.17 |
| 25 | 3.2 | 45.0 | 271.91 | 21.12 |
| No. | Sw-max/Mpa | Tw/Nm | RE (%) | |||
|---|---|---|---|---|---|---|
| FE Results | RS Results | FE Results | RS Results | Sr-max | Tw | |
| 1 | 297.96 | 297.97 | 24.02 | 23.83 | 0.004 | −0.75 |
| 2 | 294.40 | 294.77 | 22.74 | 22.86 | 0.12 | 0.52 |
| 3 | 290.85 | 291.45 | 21.27 | 21.36 | 0.20 | 0.48 |
| 4 | 287.32 | 286.40 | 20.20 | 20.50 | −0.32 | 1.51 |
| 5 | 283.82 | 284.23 | 20.95 | 20.68 | 0.14 | −1.28 |
| 6 | 294.90 | 294.84 | 25.01 | 25.27 | −0.01 | 1.07 |
| 7 | 291.37 | 291.01 | 24.15 | 24.33 | −0.12 | 0.77 |
| 8 | 287.80 | 288.52 | 23.68 | 23.32 | 0.25 | −1.52 |
| 9 | 284.29 | 284.19 | 23.46 | 22.85 | −0.03 | −2.55 |
| 10 | 280.80 | 281.07 | 22.25 | 22.83 | 0.09 | 2.62 |
| 11 | 291.85 | 292.79 | 26.30 | 26.47 | 0.32 | 0.65 |
| 12 | 288.30 | 287.55 | 25.85 | 25.61 | −0.25 | −0.91 |
| 13 | 284.78 | 285.36 | 25.11 | 24.98 | 0.20 | −0.48 |
| 14 | 281.29 | 281.46 | 24.46 | 24.69 | 0.06 | 0.98 |
| 15 | 277.82 | 277.34 | 24.10 | 24.12 | −0.17 | 0.09 |
| 16 | 290.32 | 290.79 | 27.58 | 27.30 | 0.16 | −1.01 |
| 17 | 285.29 | 284.04 | 26.59 | 26.40 | −0.43 | −0.71 |
| 18 | 281.79 | 282.28 | 25.12 | 25.91 | 0.17 | 3.15 |
| 19 | 278.31 | 279.20 | 25.01 | 25.42 | 0.32 | 1.68 |
| 20 | 274.85 | 274.69 | 24.46 | 23.79 | −0.05 | −2.70 |
| 21 | 285.82 | 285.12 | 27.96 | 28.08 | −0.24 | 0.42 |
| 22 | 274.85 | 277.41 | 26.65 | 26.85 | 0.93 | 0.79 |
| 23 | 278.81 | 276.89 | 26.43 | 26.09 | −0.68 | −1.23 |
| 24 | 275.35 | 275.67 | 25.17 | 24.86 | 0.11 | −1.18 |
| 25 | 271.91 | 272.07 | 21.12 | 21.50 | 0.06 | 1.79 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Chen, Y.; Wang, Y.; Yang, H.; Zhang, C.; Liu, J.; Deng, Z. Optimization of Mechanical Properties during Cold Rolling and Wrap-Forming for Metal Helical Tubes. Materials 2024, 17, 4832. https://doi.org/10.3390/ma17194832
Zhang S, Chen Y, Wang Y, Yang H, Zhang C, Liu J, Deng Z. Optimization of Mechanical Properties during Cold Rolling and Wrap-Forming for Metal Helical Tubes. Materials. 2024; 17(19):4832. https://doi.org/10.3390/ma17194832
Chicago/Turabian StyleZhang, Shuyang, Yuming Chen, Yan Wang, Hui Yang, Congfa Zhang, Jintong Liu, and Zongquan Deng. 2024. "Optimization of Mechanical Properties during Cold Rolling and Wrap-Forming for Metal Helical Tubes" Materials 17, no. 19: 4832. https://doi.org/10.3390/ma17194832
APA StyleZhang, S., Chen, Y., Wang, Y., Yang, H., Zhang, C., Liu, J., & Deng, Z. (2024). Optimization of Mechanical Properties during Cold Rolling and Wrap-Forming for Metal Helical Tubes. Materials, 17(19), 4832. https://doi.org/10.3390/ma17194832