

Galling-Free Dry Near-Net Forging of Titanium Using Massively Carbon-Supersaturated Tool Steel Dies


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
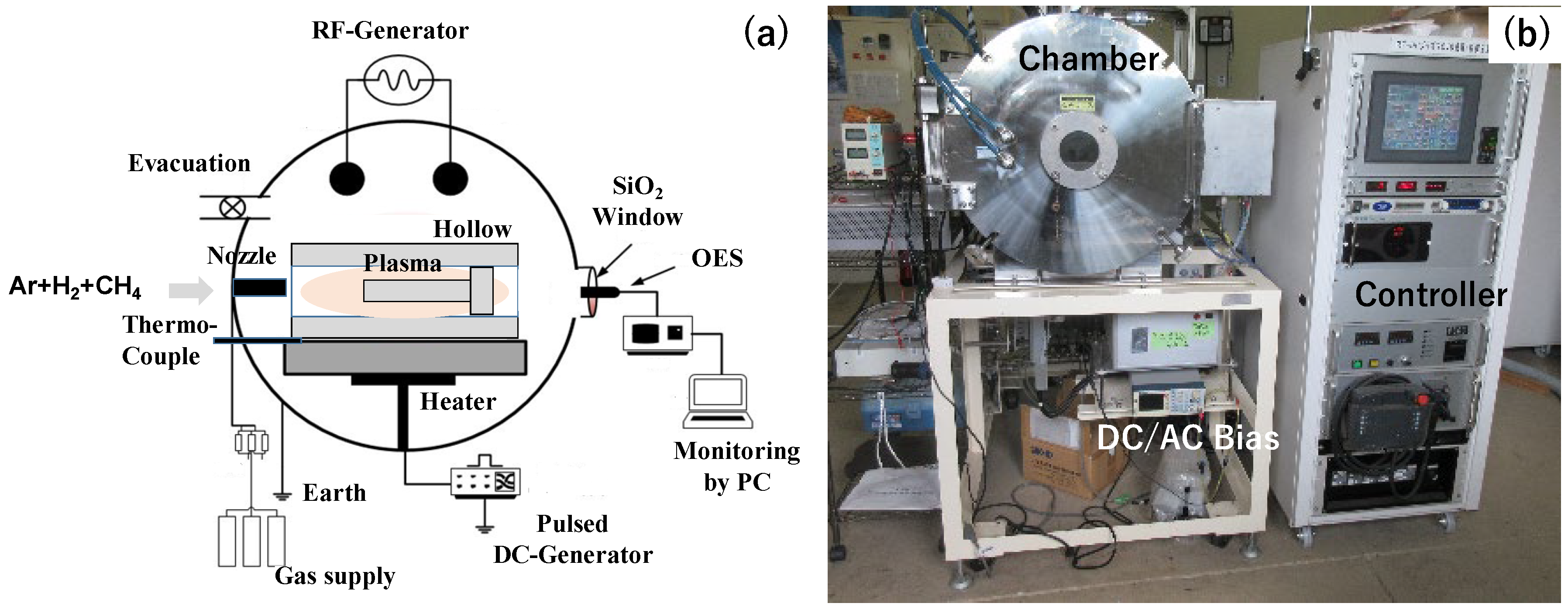
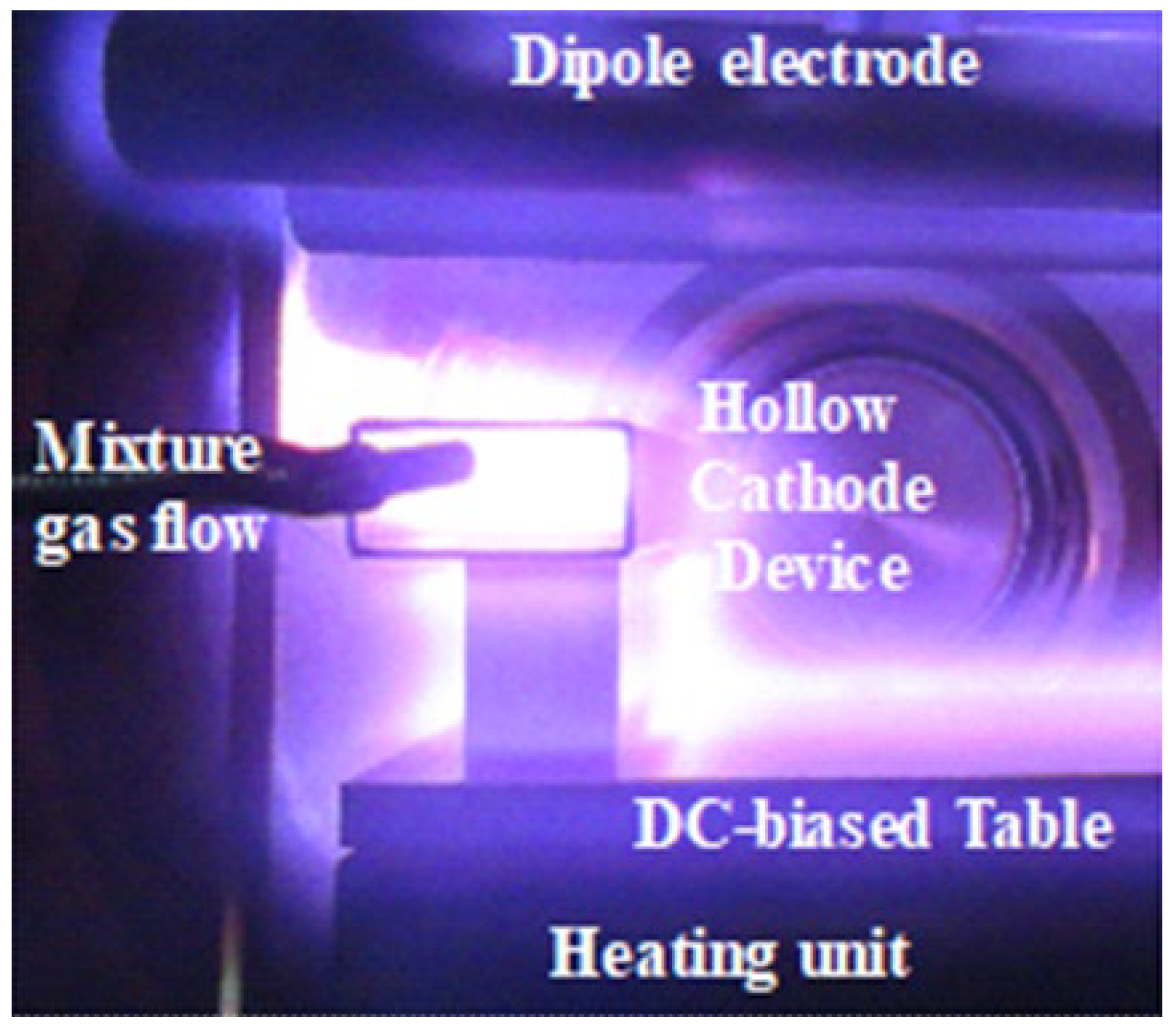
2.1. Carbon Supersaturation Process
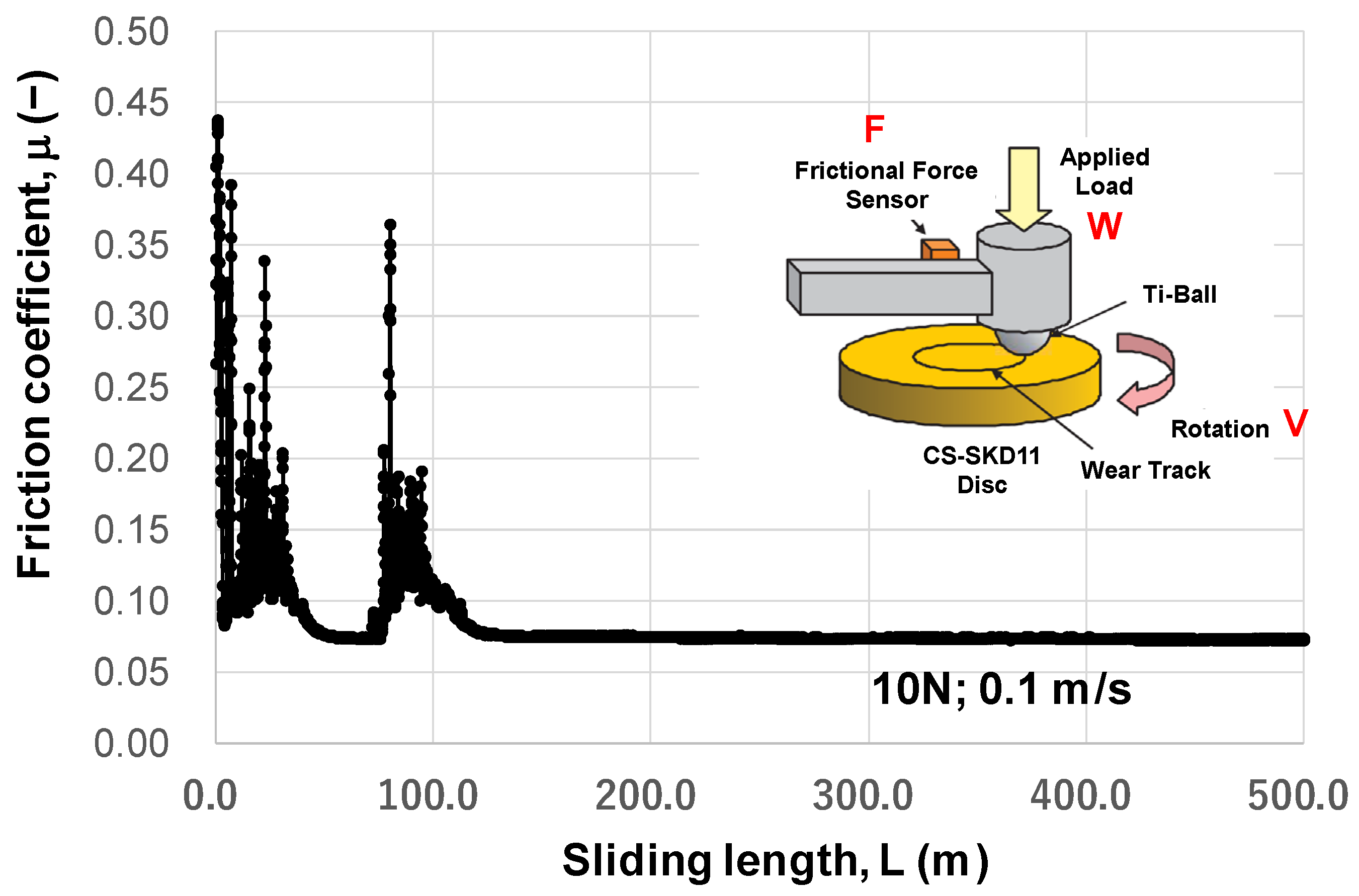
2.2. BOD Testing
2.3. Upsetting Process
2.4. Near-Net Forging Process
2.5. Material Characterization
3. Results
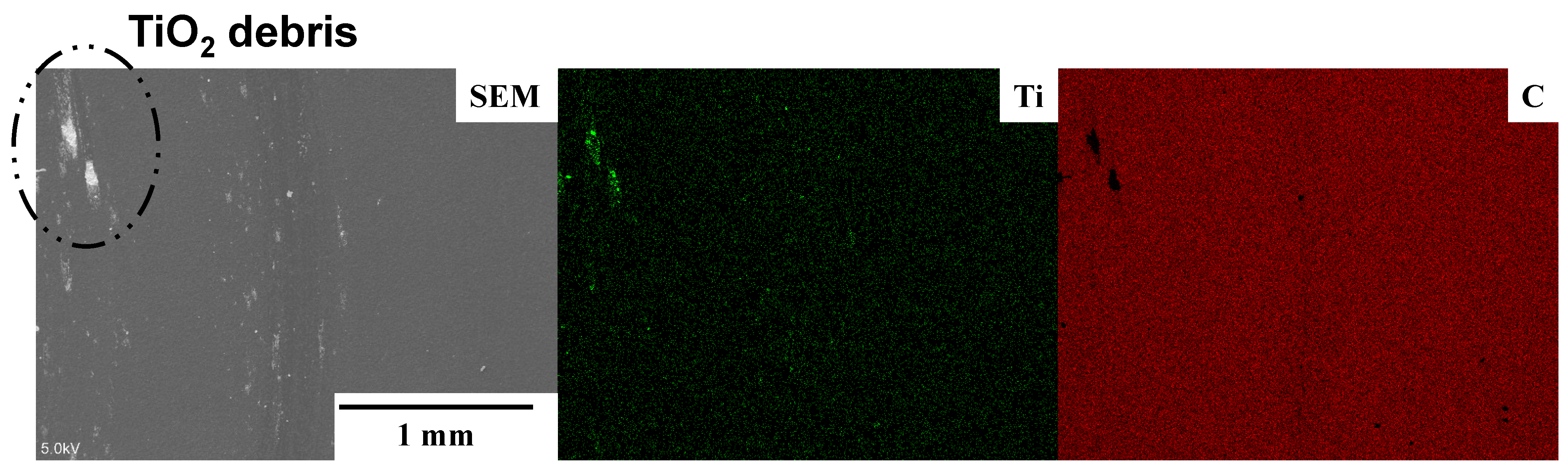
3.1. In Situ Lubrication during BOD Testing
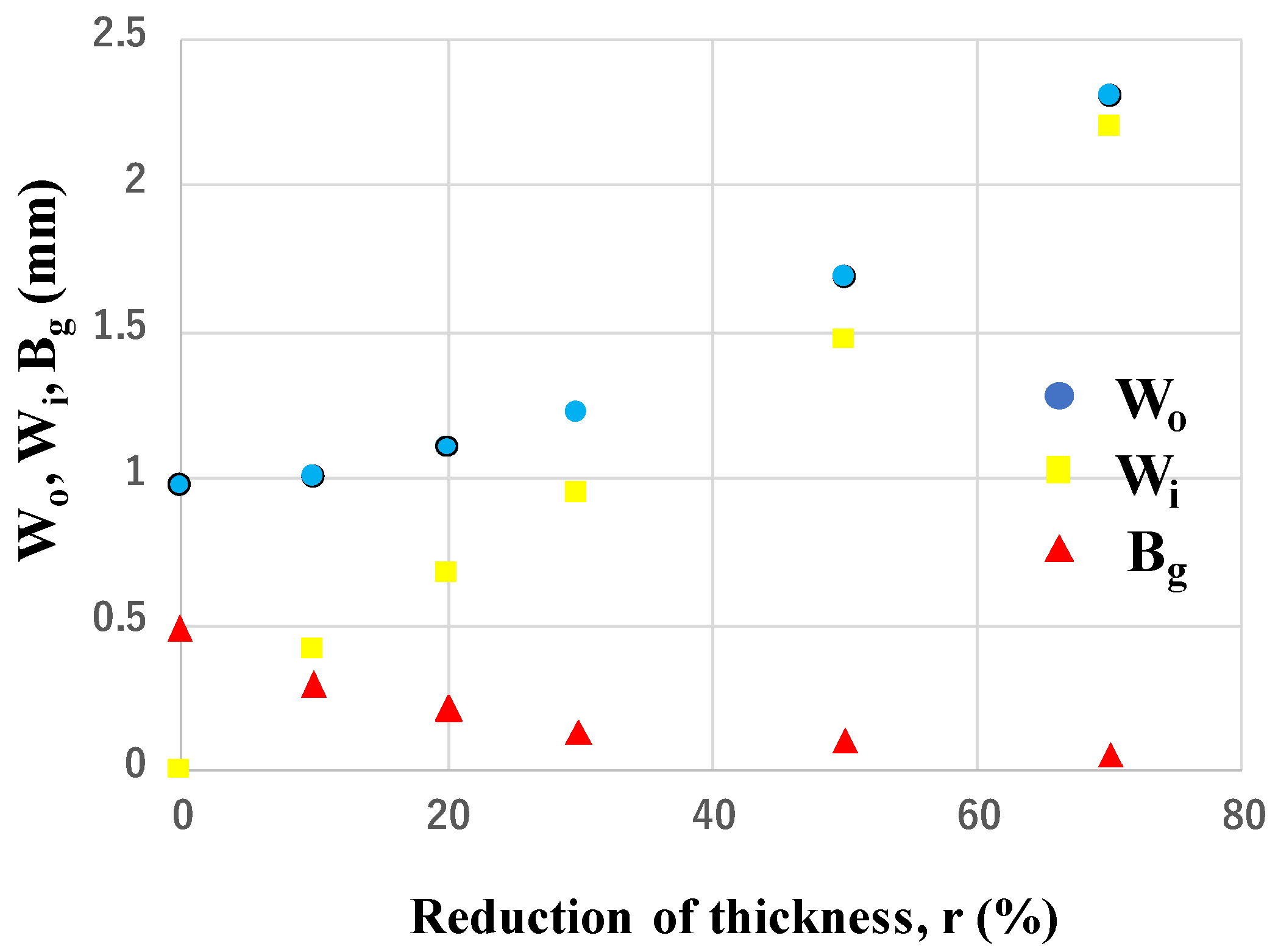
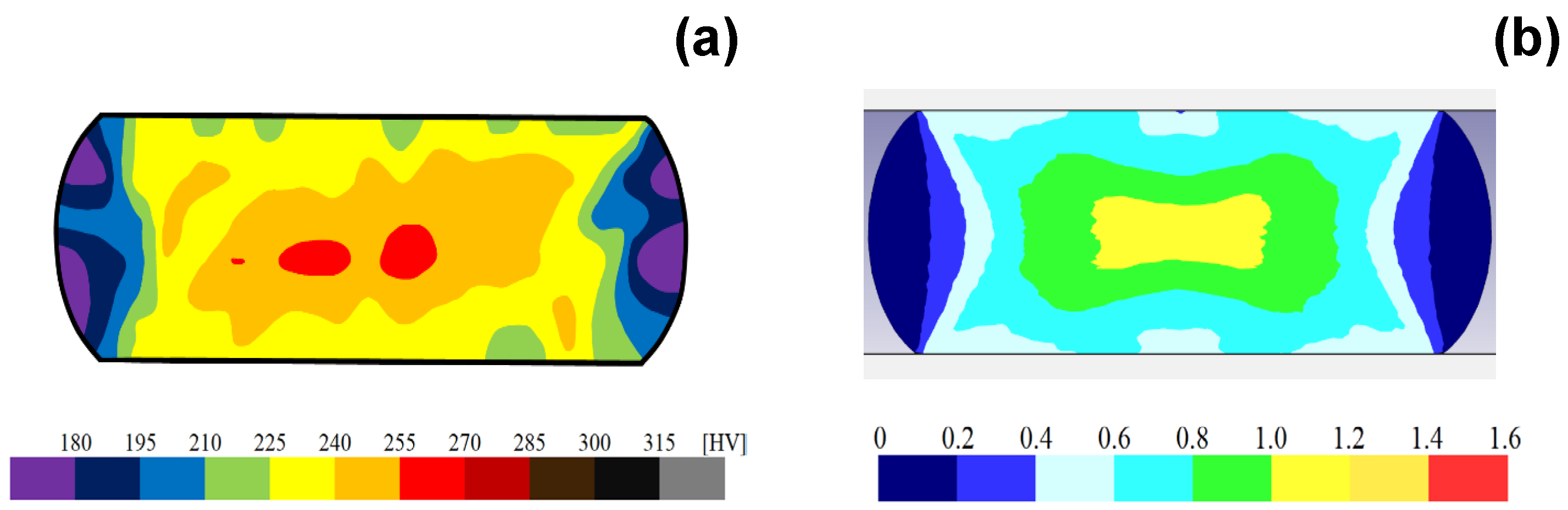
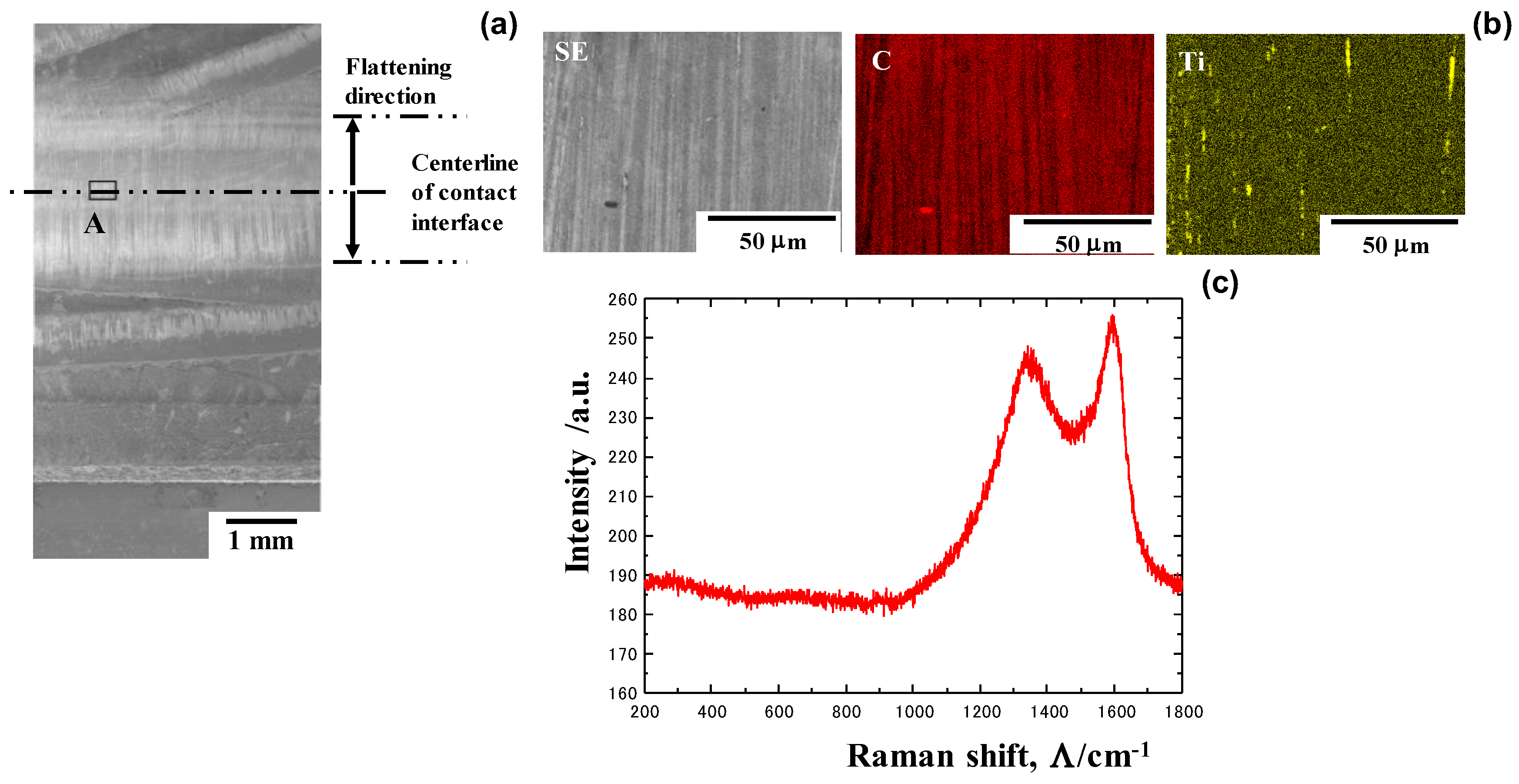
3.2. In Situ Lubrication during Upsetting
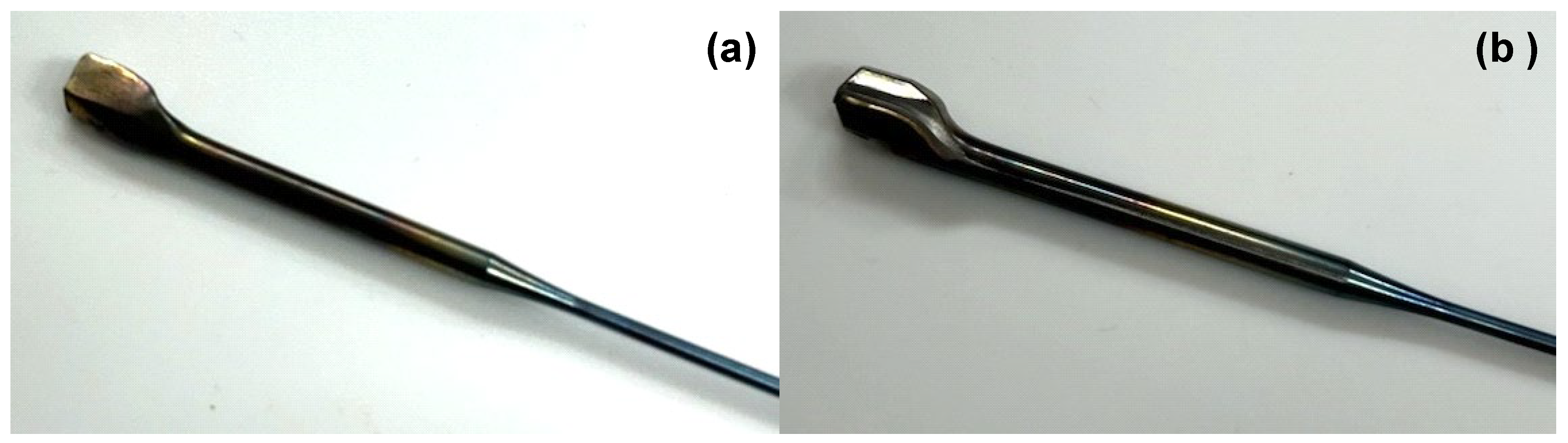
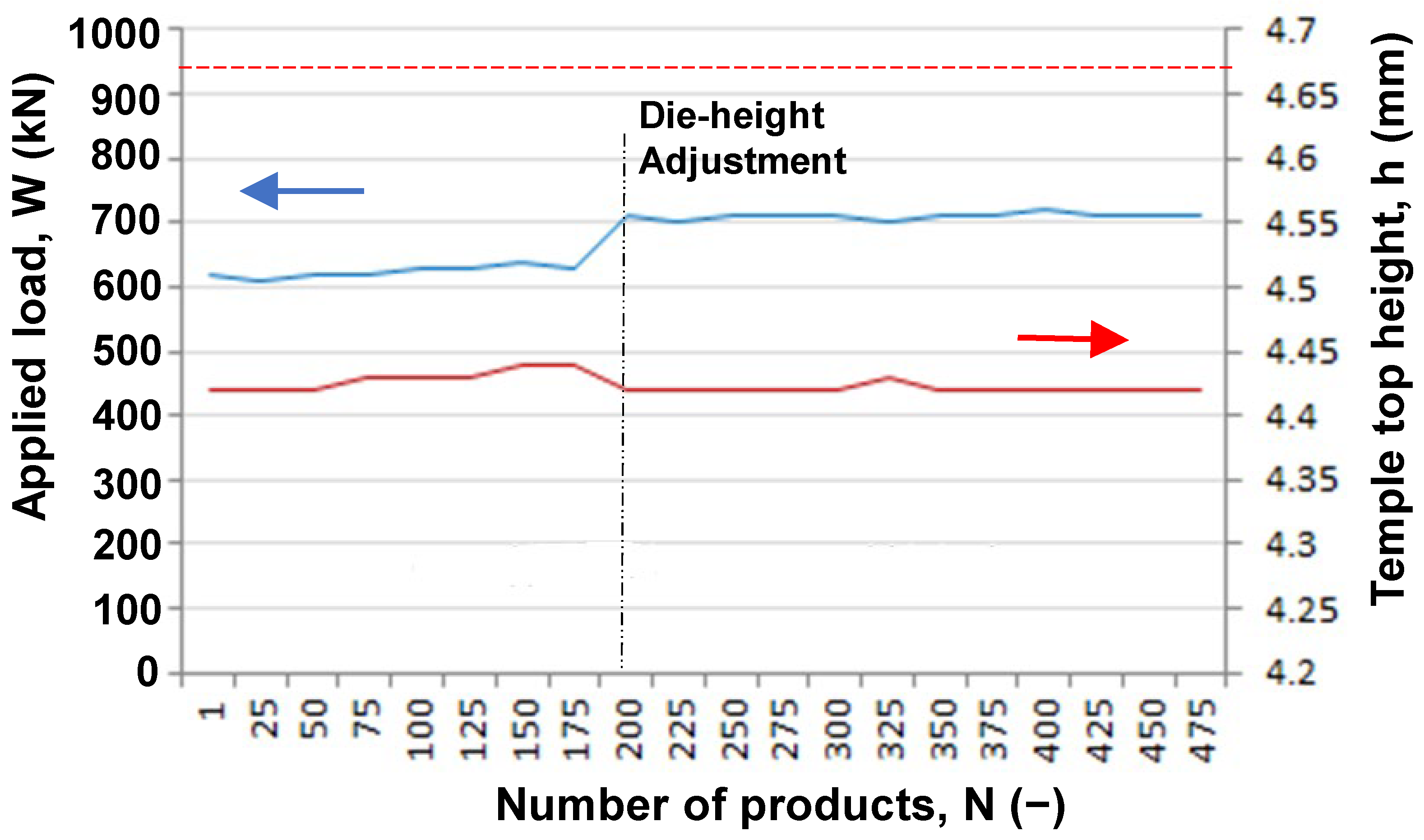
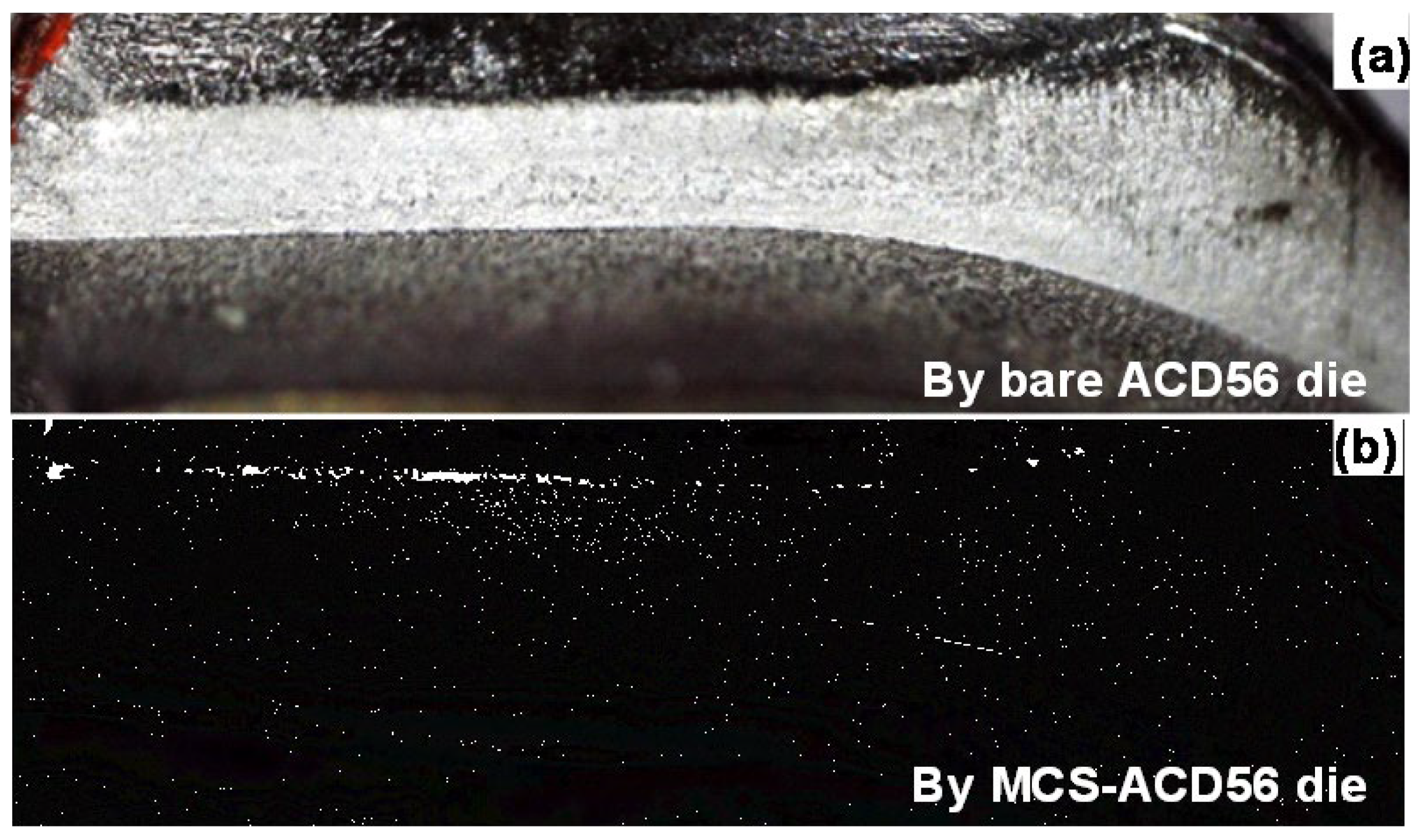
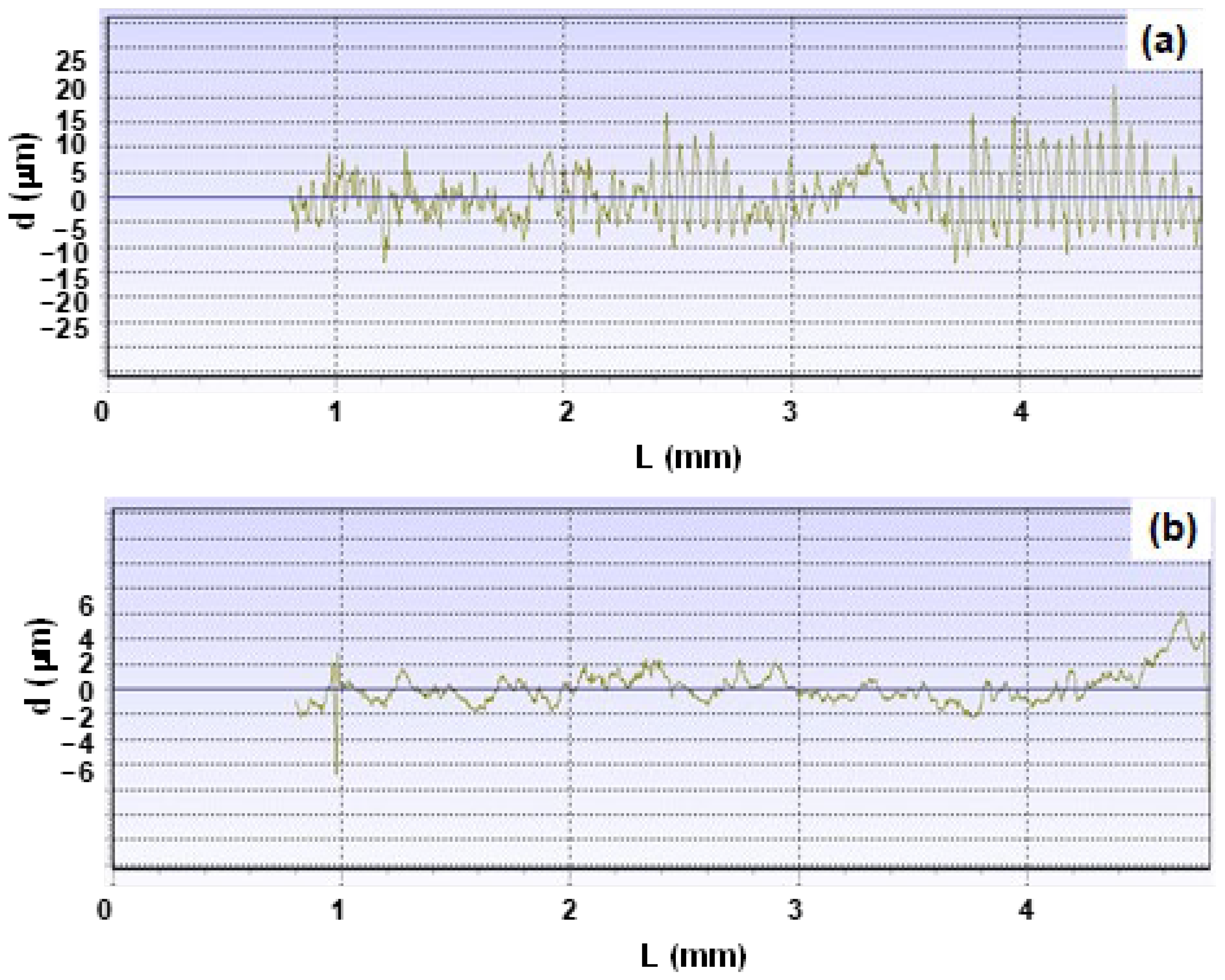
3.3. In Situ Lubrication during Near-Net Forging
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Beal, J.D.; Boyer, R.; Sanders, D. Forming of titanium and titanium alloys. In ASM Hand-Book 14B: Metal Working, Sheet Forming; ASM International: Detroit, MI, USA, 2006; pp. 656–669. [Google Scholar]
- Tada, H. Chapter 13—Manufacturing technologies for titanium eyeglass frames. In Titanium for Consumer Applications; Elsevier: Amsterdam, The Netherlands, 2019; pp. 235–268. [Google Scholar]
- Dohda, K.; Boher, C.; Rezai-Aria, F.; Mahayotsanun, N. Tribology in metal forming at elevated temperatures. Friction 2015, 3, 1–27. [Google Scholar] [CrossRef]
- Dohda, K.; Yamamoto, M.; Hu, C.; Dubar, L.; Ehmann, K.F. Galling phenomena in metal forming. Friction 2021, 9, 665–685. [Google Scholar] [CrossRef]
- Kihara, T. Visualization of deforming process of titanium and titanium alloy using high speed camera. In Proceedings of the 2019-JSTP Conference, Tokyo, Japan, 9 June 2019; pp. 41–42. [Google Scholar]
- Hutchings, I.; Shipway, P. Tribology: Friction and Wear of Engineering Materials, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Wiklund, U.; Hutchings, I.M. Investigation of surface treatments for galling protection of titanium alloys. Wear 2001, 251, 1034–1041. [Google Scholar] [CrossRef]
- Wang, B.; Lai, W.; Li, S.; Huang, S.; Zhao, X.; You, D.; Tong, X.; Li, W.; Wang, X. Self-lubricating coating design strategy for titanium alloy by additive manufacturing. Appl. Surf. Sci. 2022, 602, 154333. [Google Scholar] [CrossRef]
- Ahmed, A.; Li, C. Lubrication and surface engineering. In Principles of Engineering Tribology; Academic Press: Cambridge, MA, USA, 2023; Chapter 7; pp. 295–343. [Google Scholar]
- Aizawa, T.; Yoshino, T.; Suzuki, Y.; Shiratori, T. Free-forging of pure titanium with high reduction of thickness by plasma carburized SKD11 dies. Materials 2021, 14, 2536. [Google Scholar] [CrossRef]
- Ishiguro, S.; Aizawa, T.; Funazuka, T.; Shiratori, T. Green forging of titanium and titanium alloys by using the carbon supersaturated SKD11 dies. J. Appl. Mech. 2022, 3, 724–739. [Google Scholar] [CrossRef]
- Aizawa, T.; Fuchiwaki, K. Galling-free fine blanking of titanium gears using carbon-supersaturated YXR7 punch. In Proceedings of the ICTP2023, Cannes, France, 17 September 2023; Volume 4, pp. 81–88. [Google Scholar]
- Aizawa, T.; Kihara, T.; Shiratori, T. Dry near-net forging of titanium and titanium alloys via massively carbon supersaturated tool steel dies. In Proceedings of the 10th ICTMP Conference 2024, Alcoy, Spain, 26–28 June 2024; in press. [Google Scholar]
- Aizawa, T.; Fuchiwaki, K.; Kihara, T.; Shiratori, T. Galling-free forming of titanium and titanium alloys using carbon-supersaturated tool steel dies. In Titanium-Based Alloys—Characteristics and Applications; IntechOpen: London, UK, 2024; Chapter 3; pp. 47–74. [Google Scholar]
- Aizawa, T.; Ishiguro, S.; Shiratori, T.; Yoshino, T. Near-net forging of titanium and titanium alloys by the plasma carburized SKD11 dies. Key Eng. Mater. 2022, 926, 1143–1150. [Google Scholar] [CrossRef]
- Balanovskii, A.E.; Grechneva, M.V.; Huy, V.V.; Zhuravlev, D.A. New plasma carburizing method. IOP Conf. Ser. Earth Environ. Sci. 2017, 87, 092003. [Google Scholar] [CrossRef]
- Souza, R.M.; Ignat, M.; Pinedo, C.E.; Tschiptschin, A.P. Structure and properties of low temperature plasma carburized austenitic stainless steels. Surf. Coat. Technol. 2009, 204, 1102–1105. [Google Scholar] [CrossRef]
- Wu, K.-J.; Tse, E.C.M.; Shang, C.-X.; Guo, Z.-X. Nucleation and growth in solution synthesis of nanostructures—From fundamentals to advanced applications. Prog. Mater. Sci. 2022, 123, 100821. [Google Scholar] [CrossRef]
- Ma, G.; Wang, L.; Gao, H.; Zhang, J.; Reddyhoff, T. The friction coefficient evolution of a TiN coated contact during sliding wear. Appl. Surf. Sci. 2015, 345, 109–115. [Google Scholar] [CrossRef]
- Chang, K.; Dong, Y.; Zheng, G.; Jiang, X.; Yang, X.; Cheng, X.; Liu, H.; Zhao, G. Friction and wear properties of TiAlN coated tools with different levels of surface integrity. Ceram. Int. 2022, 48, 4433–4443. [Google Scholar] [CrossRef]
- Dohda, K.; Tsuchiya, Y.; Kitamura, K.; Mori, H. Evaluation of tribocharacteristics of diamond-like-carbon containing Si by metal forming simulator. Wear 2012, 286–287, 84–91. [Google Scholar] [CrossRef]
- Nunthavarawong, P.; Rangappa, S.M.; Suchart Siengchin, S.; Dohda, K. Diamond-Like Carbon Coatings: Technologies and Applications; CRC-Press: Boca Raton, FL, USA, 2022; pp. 1–56. [Google Scholar]
- Franchi, R.; Prete, A.D.; Umbrello, D. Inverse analysis procedure to determine flow stress and friction data for finite element modeling of machining. Int. J. Mater. Form. 2017, 10, 685–695. [Google Scholar] [CrossRef]
- Hong, J.J.; Yeh, W.-C. Application of response surface methodology to establish friction model of upset forging. Adv. Mech. Eng. 2018, 10, 1687814018766744. [Google Scholar] [CrossRef]
- Matsumoto, R.; Osakada, H. Measurement of friction in cold upsetting with mist lubrication. Mater. Trans. 2004, 45, 2891–2896. [Google Scholar] [CrossRef]
- Long, M.; Rack, H.J. Friction and surface behavior of selected titanium alloys during reciprocating-sliding motion. Wear 2001, 249, 157–167. [Google Scholar] [CrossRef]
- Prawer, S.; Nemanich, R.J. Raman spectroscopy of diamond and doped diamond. Philos. Trans. R. Soc. London. Ser. A Math. Phys. Eng. Sci. 2004, 362, 2537–2565. [Google Scholar] [CrossRef]
- Nahm, J. Collaborative Advantage: Forging Green Industries in the New Global Economy; Oxford Academic: Oxford, UK, 2021. [Google Scholar]
- Lin, Q.; Chen, S.; Shen, B.; Sun, F. CVD diamond coated drawing dies: A review. Mater. Manuf. Process. 2021, 36, 381–408. [Google Scholar] [CrossRef]
- Ouyang, J.-H.; Li, Y.-F.; Zhang, Y.-Z.; Wang, Y.-M. High-temperature solid lubricants and self-lubricating composites: A critical review. Lubricants 2022, 10, 177. [Google Scholar] [CrossRef]
- Fritze, S.; Malinovskis, P.; Riekehr, L.; von Fieandt, L.; Lewin, E.; Jansson, U. Hard and crack resistant carbon supersaturated refractory nanostructured multicomponent coatings. Sci. Rep. 2018, 8, 14508. [Google Scholar] [CrossRef] [PubMed]
- Moskalioviene, T.; Galdikas, A. Stress induced and concentration dependent diffusion of nitrogen in nitrided austenitic stainless steel. Comp. Mater. Sci. 2012, 86, 1552–1557. [Google Scholar] [CrossRef]
- Lin, G.; Shi, H.; Liu, X.; Wang, Z.; Zhang, H.; Zhang, J. Tool wear on machining of difficult-to-machine materials: A review. Int. J. Adv. Manuf. Technol. 2024, 134, 989–1014. [Google Scholar] [CrossRef]
- Funazuka, T.; Dohda, K.; Mahayotsanun, N. Application of DLC coatings in metal forming. In Diamond-Like Carbon Coatings; Technologies and Applications; CRC-Press: Boca Raton, FL, USA, 2022; Chapter 7. [Google Scholar]
- Nanayakkara, N.K.B.M.P.; Narayanan, R.G. Friction and Lubrication in Sustainable Metal Forming; CRC-Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- Kinugasa, J.; Yabu, S.; Shibata, K.; Hiramatsu, T.; Kawamori, M.; Yuse, F. Visualization of hydrogen in stress and strain fields using SIMS. ISIJ Int. 2021, 61, 1091–1098. [Google Scholar] [CrossRef]




Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aizawa, T.; Kihara, T.; Shiratori, T. Galling-Free Dry Near-Net Forging of Titanium Using Massively Carbon-Supersaturated Tool Steel Dies. Materials 2024, 17, 4849. https://doi.org/10.3390/ma17194849
Aizawa T, Kihara T, Shiratori T. Galling-Free Dry Near-Net Forging of Titanium Using Massively Carbon-Supersaturated Tool Steel Dies. Materials. 2024; 17(19):4849. https://doi.org/10.3390/ma17194849
Chicago/Turabian StyleAizawa, Tatsuhiko, Takeshi Kihara, and Tomomi Shiratori. 2024. "Galling-Free Dry Near-Net Forging of Titanium Using Massively Carbon-Supersaturated Tool Steel Dies" Materials 17, no. 19: 4849. https://doi.org/10.3390/ma17194849