
Analysis of Mechanical Characteristics of the Swing Angle Milling Head of a Heavy Computer Numerical Control Milling Machine and Research on the Light Weight of a Gimbal
Abstract
:1. Introduction
2. A/C Swing Angle Milling Head Structural Analysis and Finite-Element Analysis Pretreatment
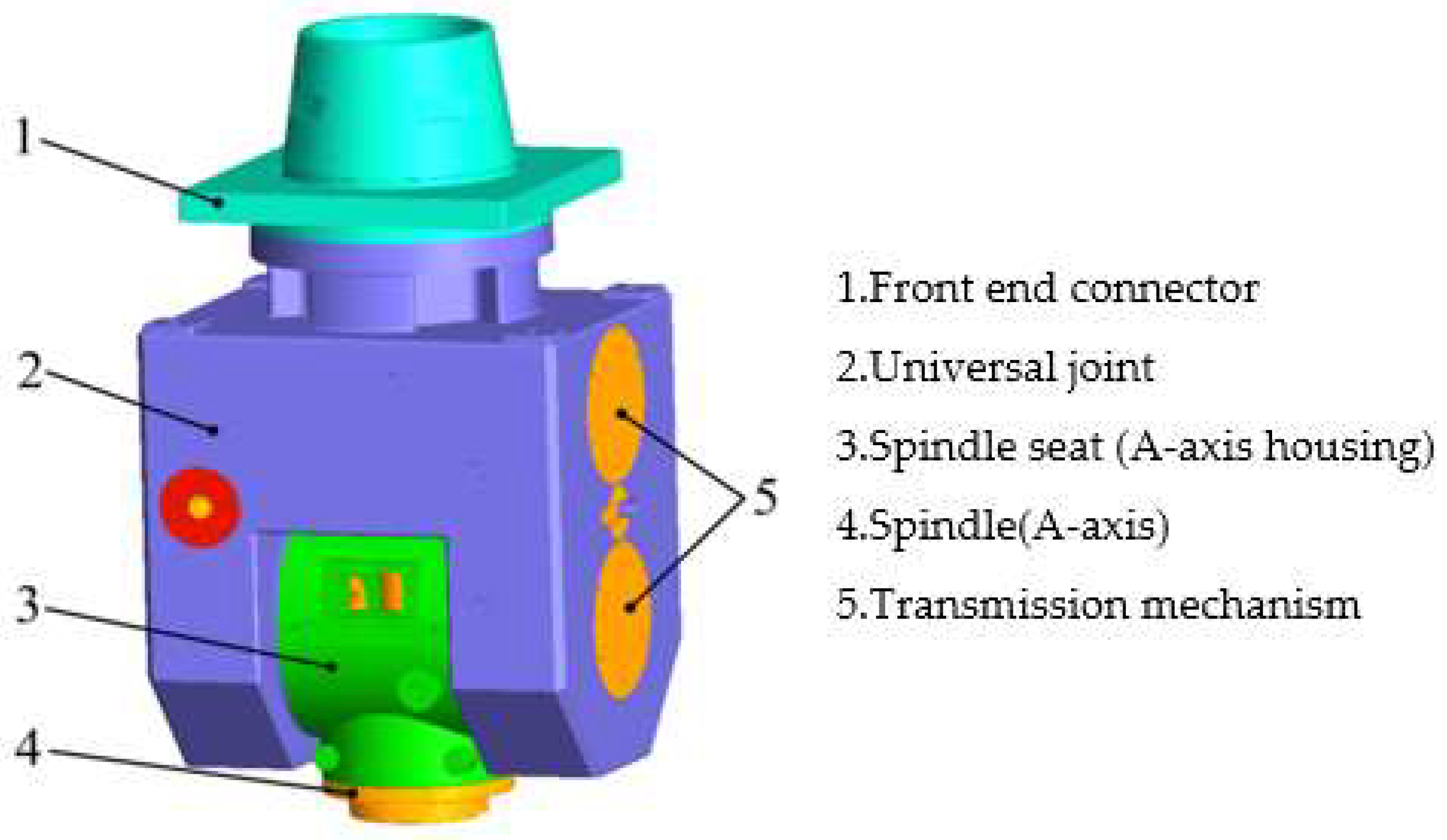
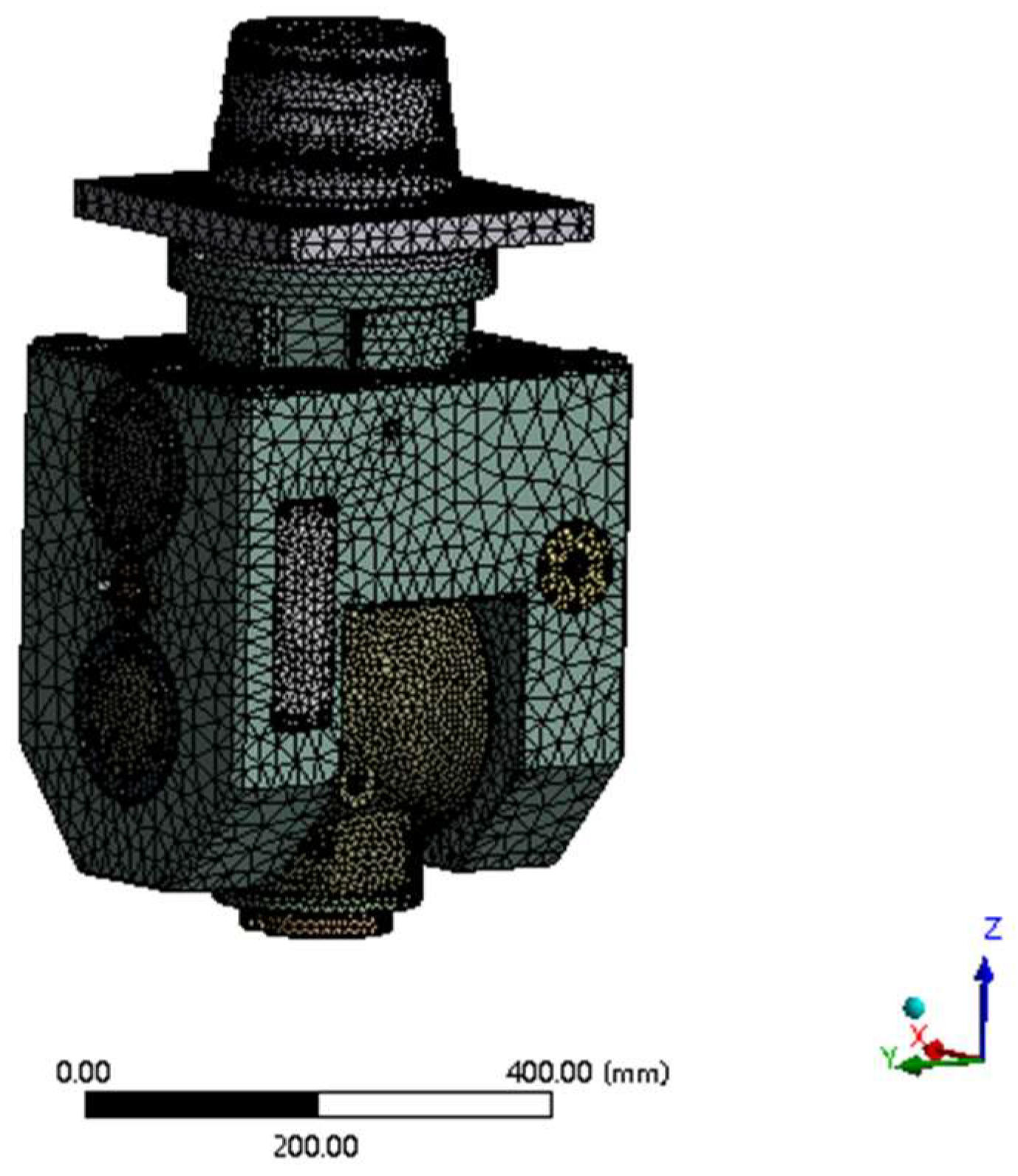
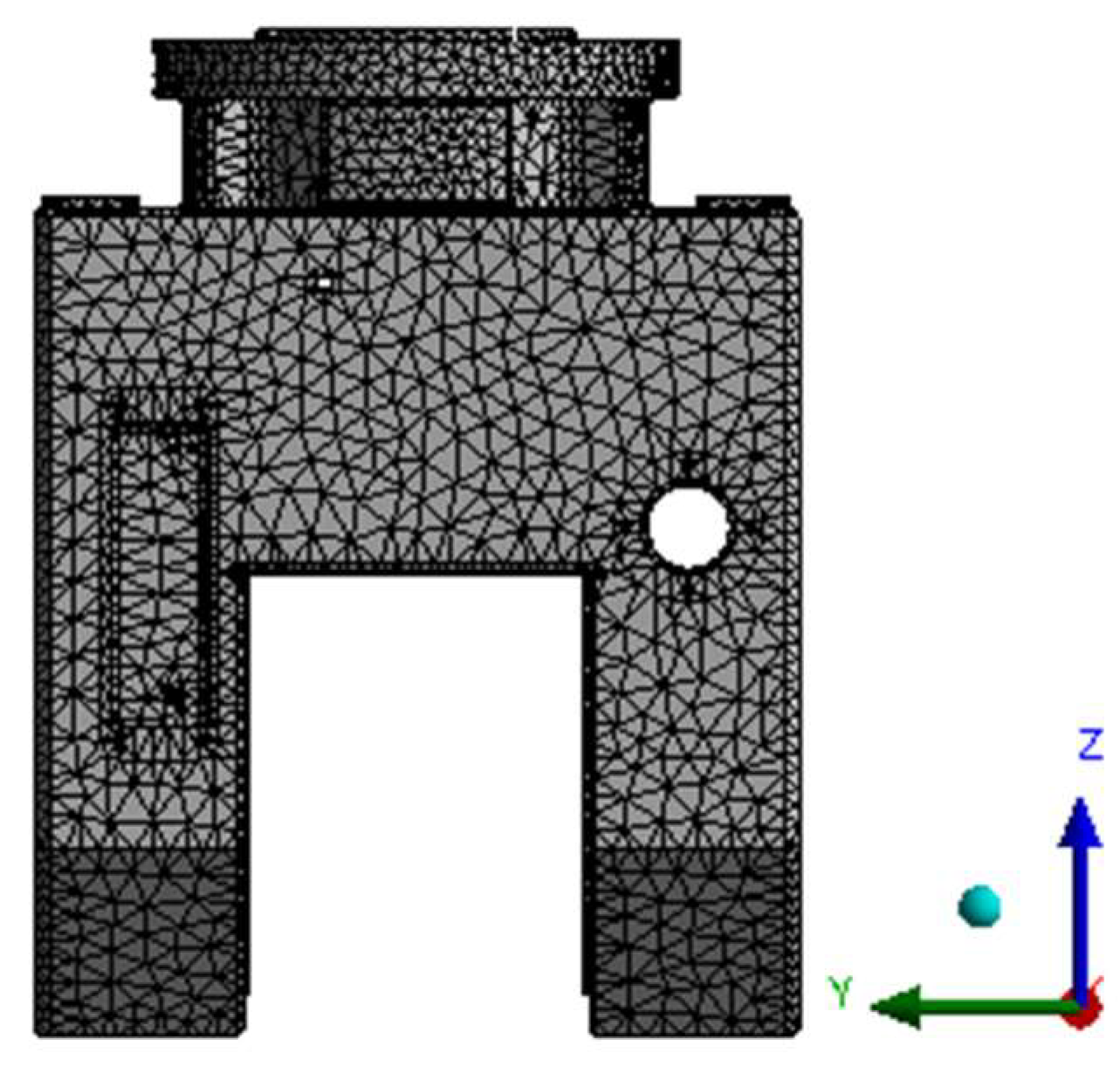
2.1. Structural Analysis, Simplification and Mesh Generation of the Milling Head Model
2.2. Material Properties of the Milling Head
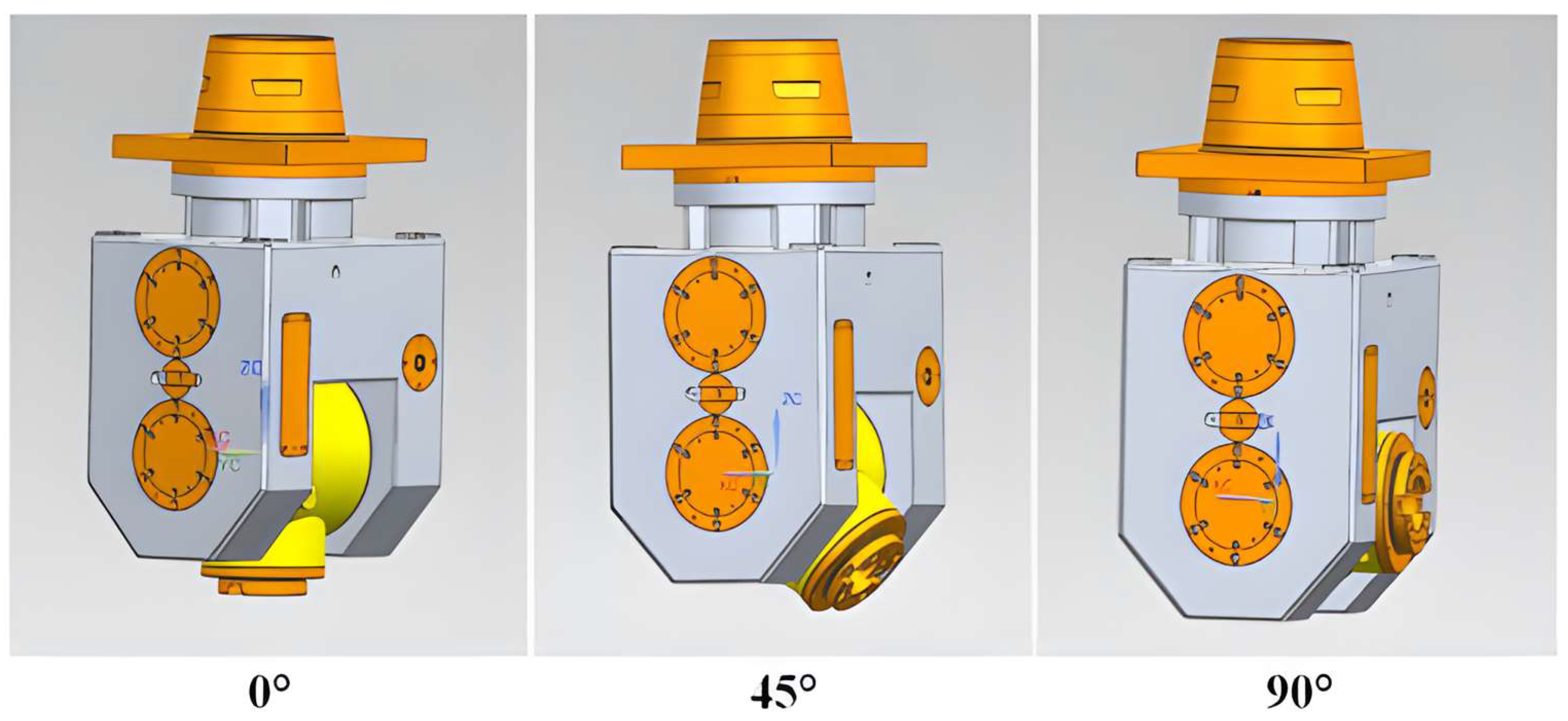
2.3. Load and Boundary Conditions of Swing Angle Milling Head
3. Analysis of Static and Dynamic Characteristics
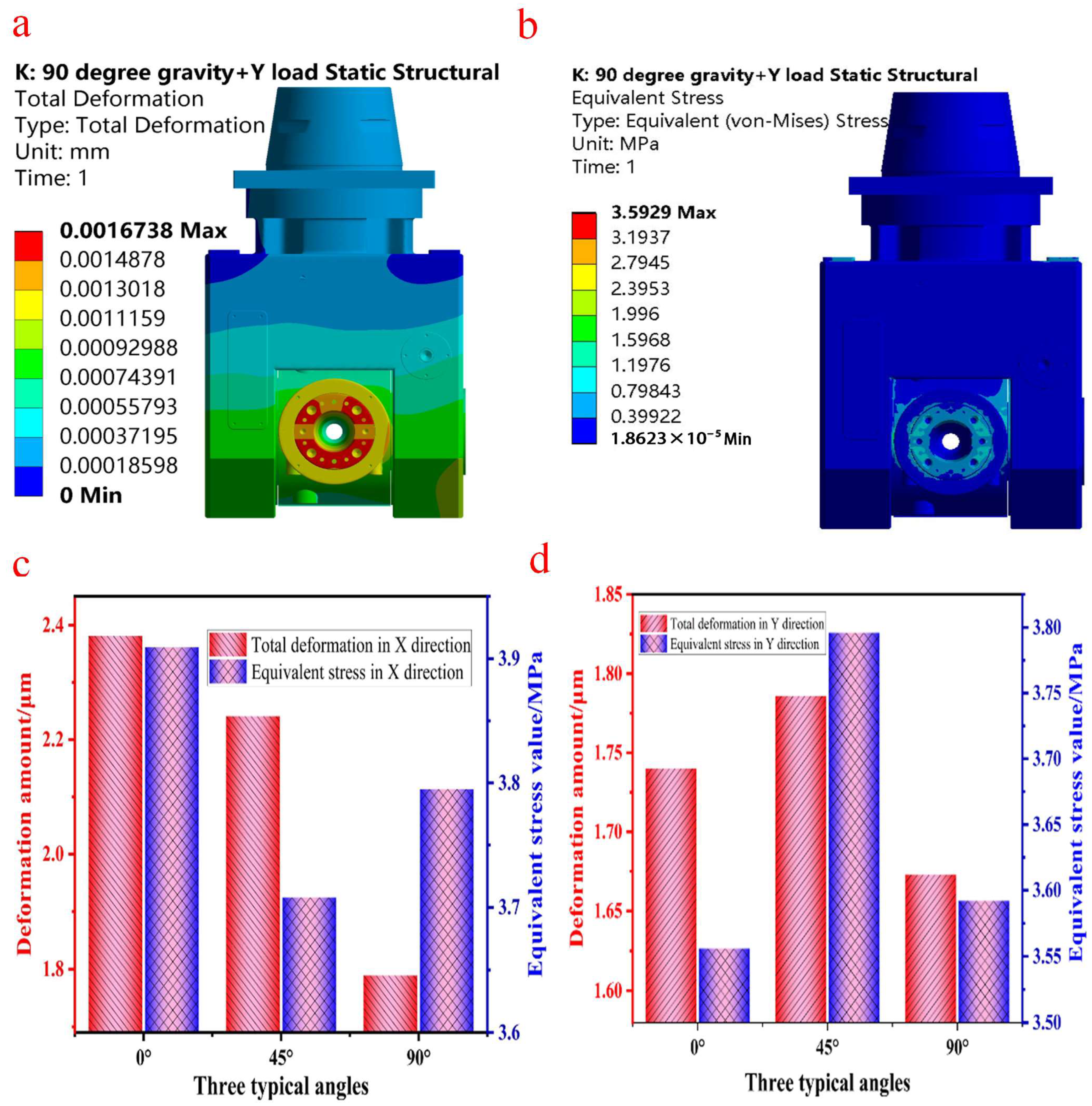
3.1. Static Analysis of Swing Angle Milling Head
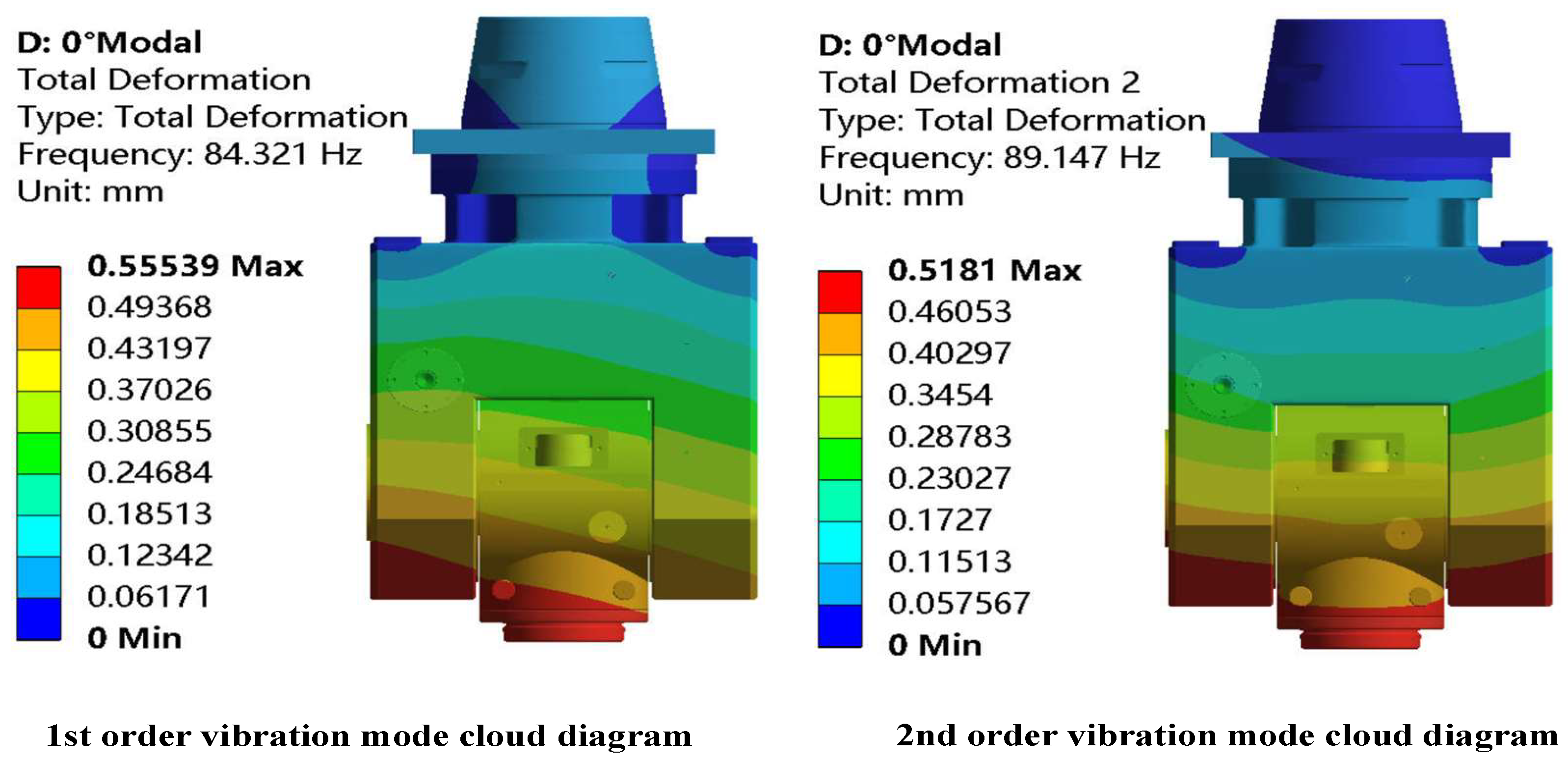
3.2. Modal Analysis of Swing Angle Milling Head
4. Optimization Design of Universal Carriage
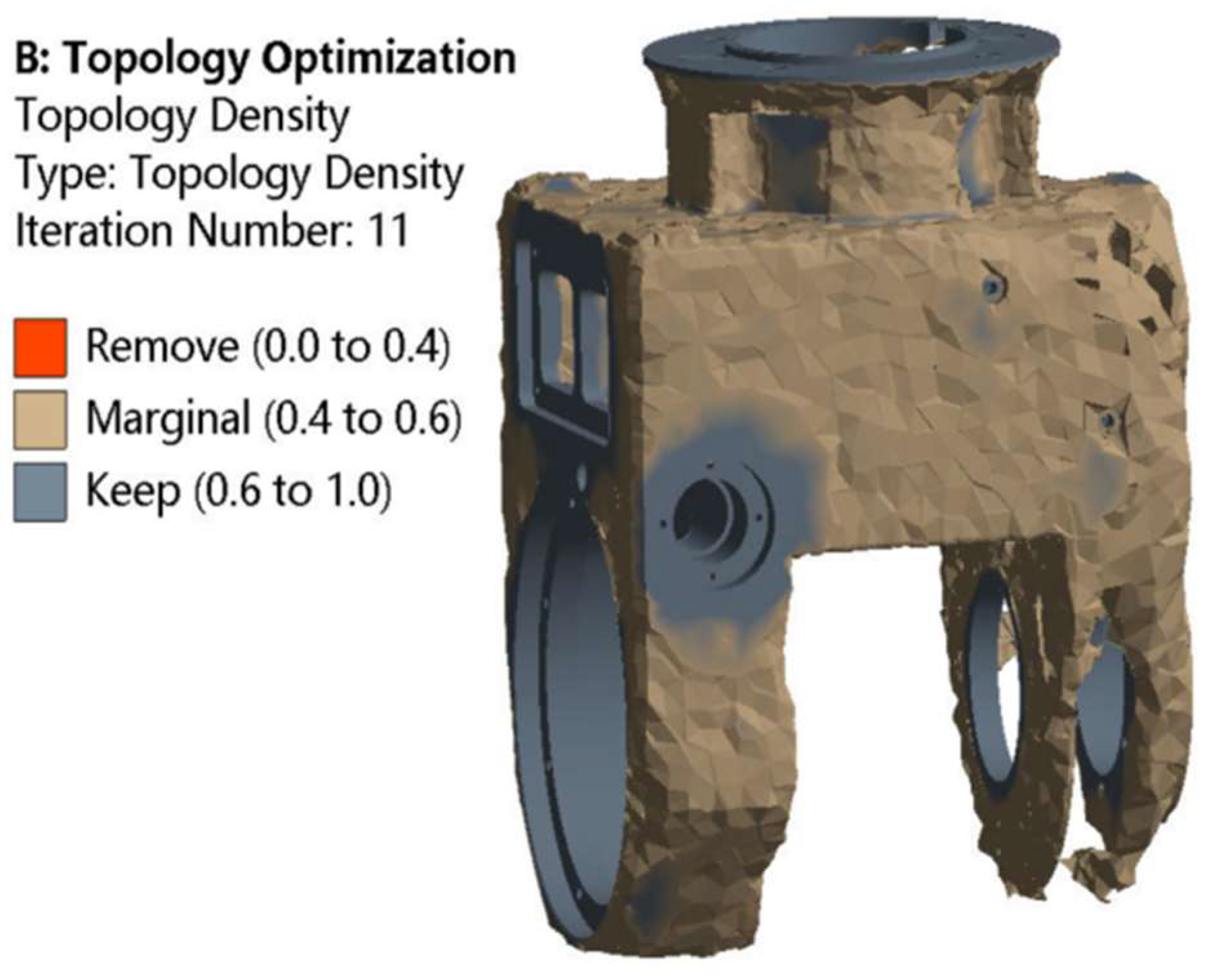
4.1. Topology Optimization and Model Reconstruction of Universal Frame
4.2. Performance Analysis of Optimized Universal Joint Model
5. Conclusions and Prospect
- (1)
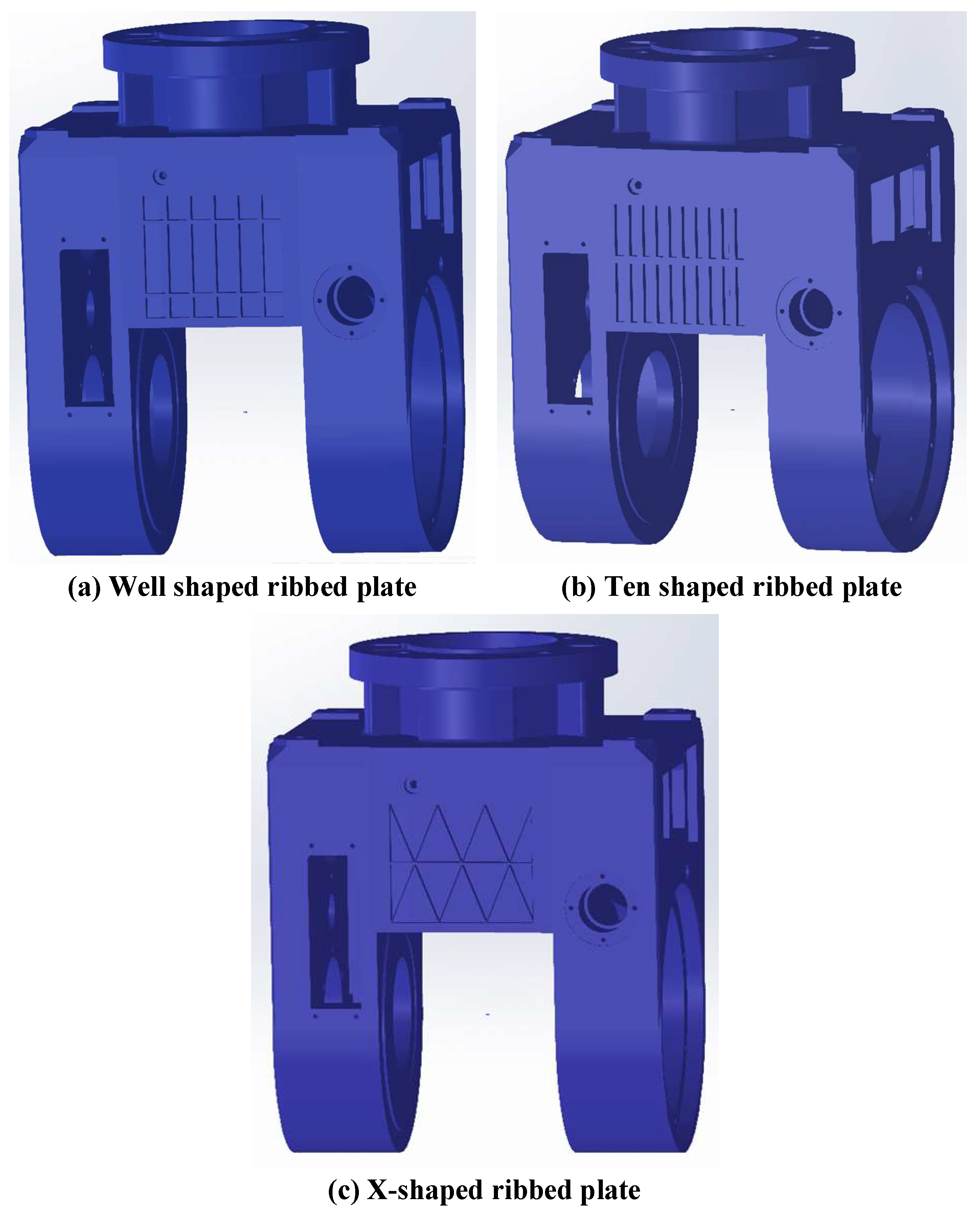
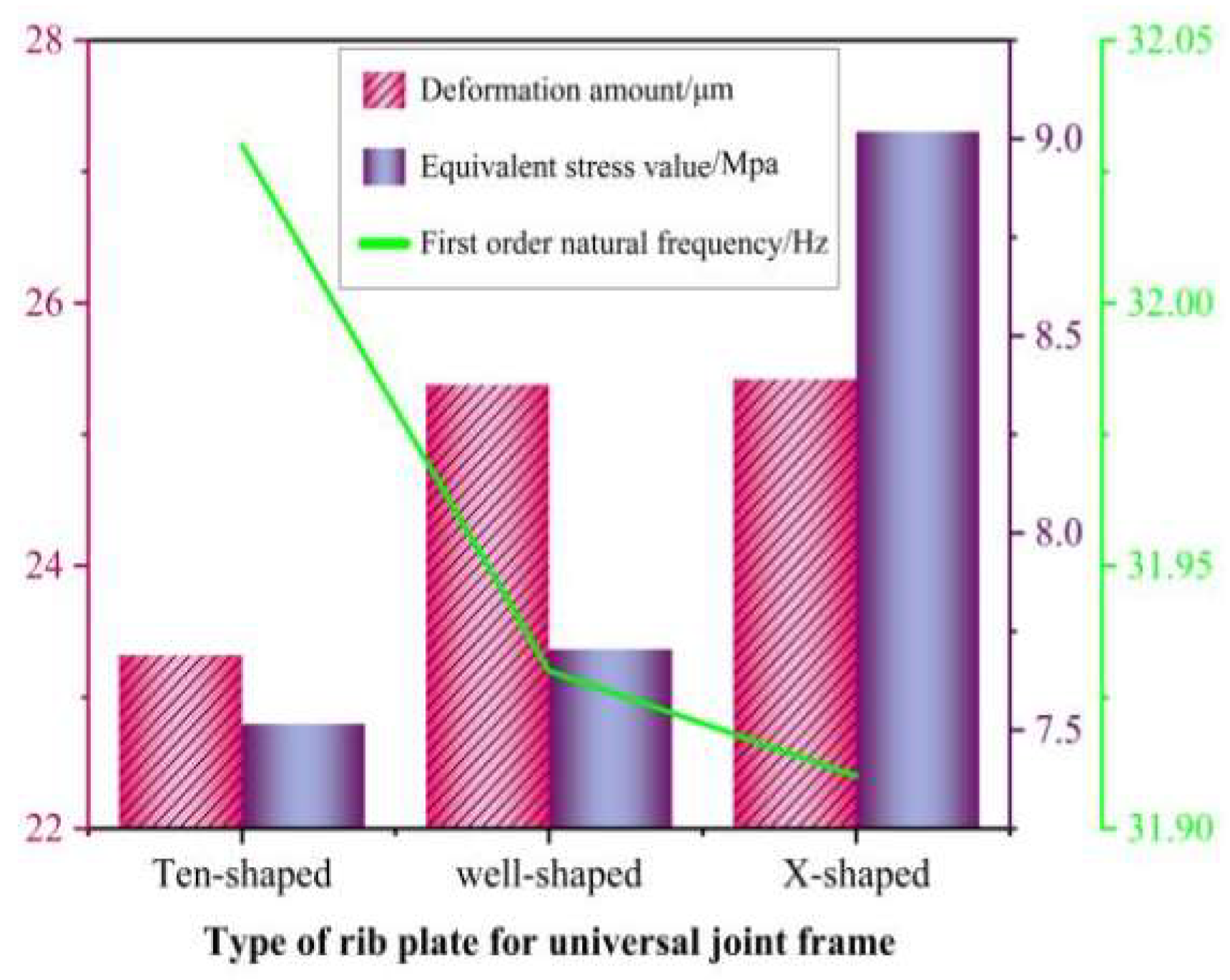
- By analyzing the static and dynamic performance of the gimbal with different stiffened plate structures, combined with the optimization results, the “ten”-type stiffened plate structure with the best performance is finally selected as the optimized structure of the upper end of the gimbal.
- (2)
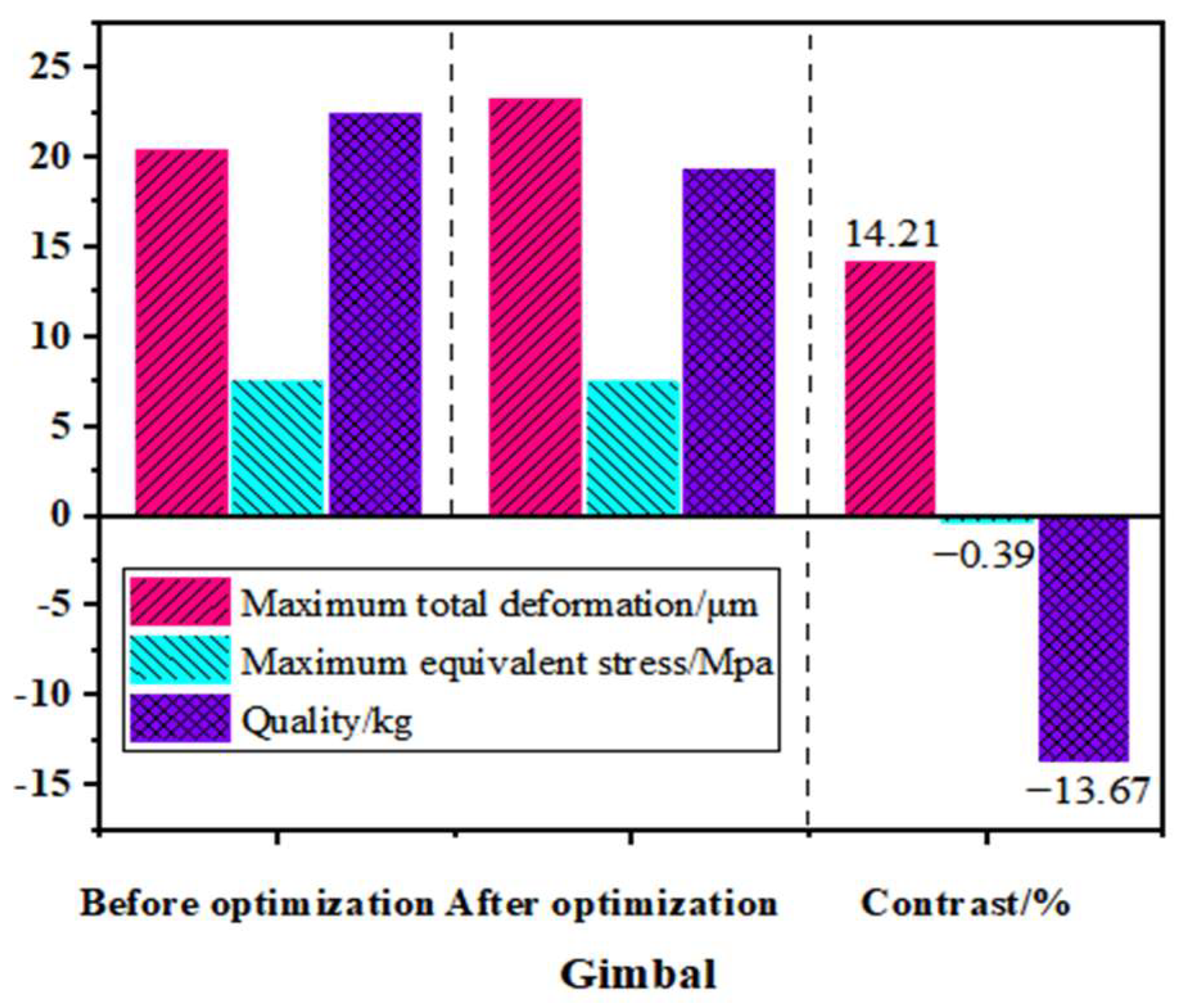
- Through the analysis of the results of the gimbal before and after optimization, it is shown that, under the premise that the stiffness and strength meet the design requirements, the weight reduction ratio of the optimized gimbal structure is 13.67%, and the weight reduction effect is obvious.
- (3)
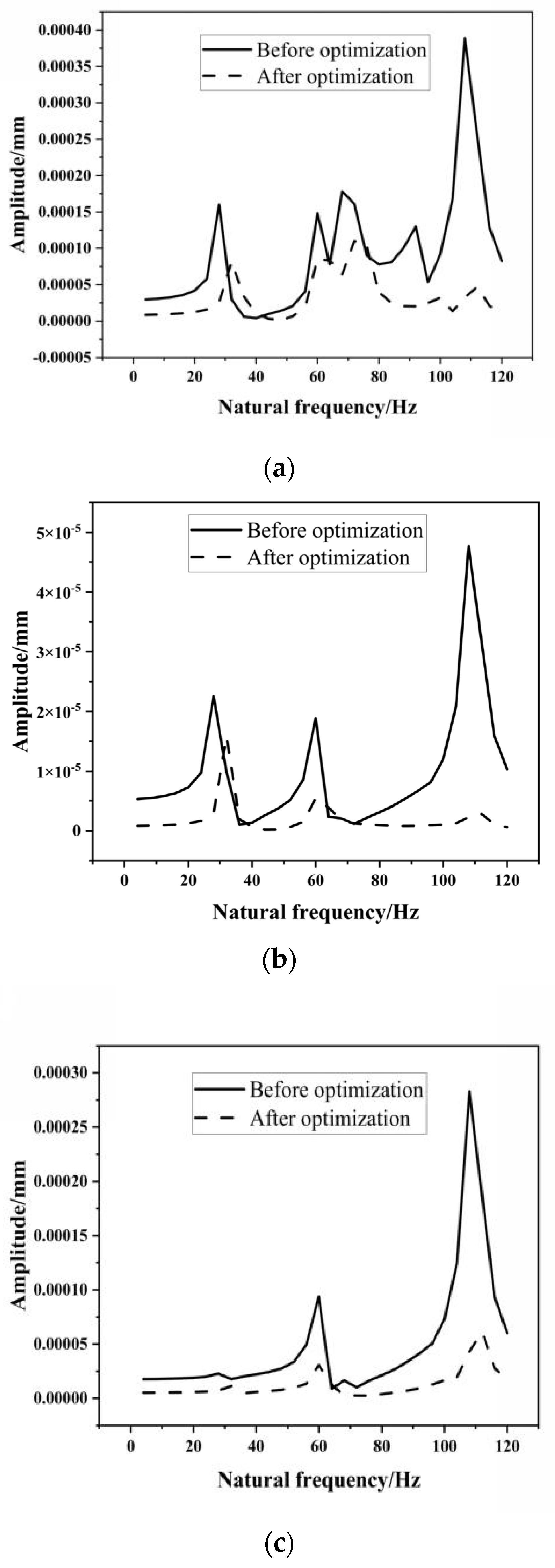
- After optimization, the first six natural frequencies of the gimbal are increased, among which the first natural frequency is increased by 7.9%, which can effectively avoid resonance. After optimization, the maximum response amplitudes of the gimbal in the X, Y and Z directions are reduced, which is conducive to the improvement of the dynamic performance of the whole machine.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, Q.; Zhang, S.; Li, H.; Zhou, J.; Zhang, J. Discrete variable topology optimization based on cellular mosaic grid. Modul. Mach. Tools Autom. Process. Technol. 2023, 6, 123–127. [Google Scholar]
- Weule, H.; Fleischer, J.; Neithardt, W.; Emmrich, D.; Just, D. Structural Optimization of Machine Tools including the static and dynamic Workspace Behavior. In Proceedings of the 36th CIRP-International Seminar on Manufacturing Systems, Saarbrucken, Germany, 3–5 June 2003; Volume 12, pp. 56–60. [Google Scholar]
- Sigmund, O.; Maute, K. Topology optimization approaches: A comparative review. Struct. Multidiscip. Optim. 2013, 48, 1031–1055. [Google Scholar] [CrossRef]
- Xie, L.; Gao, S. Lightweight Design of Tool Holder Bracket Based on Topology Optimization. Mech. Des. Manuf. Eng. 2019, 48, 15–18. [Google Scholar]
- Aggogeri, F.; Borboni, A.; Merlo, A.; Pellegrini, N.; Ricatto, R. Vibration Damping Analysis of Lightweight Structures in Machine Tools. Materials 2016, 10, 297. [Google Scholar] [CrossRef] [PubMed]
- Raz, K.; Chval, Z.; Stepanek, M. Topographic Optimization of the Milling Head. In Proceedings of the International Conference on Mechanical, System and Control Engineering, Kazan, Russia, 28–30 May 2021; Spring: Singapore, 2021; pp. 171–177. [Google Scholar]
- Trebe, M.J.; Zhao, F.; Sutherland, J.W. Modelling the effect of slide table mass on machine tool energy conversation: The role of light weighting. J. Manuf. Syst. 2022, 62, 668–680. [Google Scholar] [CrossRef]
- Shindo, R.; Nishiwaki, S. Latest machine tool structure design technology for ultrarefining machine. Int. J. Autom. Technol. 2020, 14, 304–310. [Google Scholar] [CrossRef]
- Ji, Q.; Li, C.; Zhu, D.; Jin, Y.; Lv, Y.; He, J. Structural design optimization of moving component in CNCMachine tool for energy saving. J. Clean. Prod. 2020, 246, 118976. [Google Scholar] [CrossRef]
- Petra, L.; Stan, G. Topographic optimization of the mobile element structure of Gantry type CNC machine using FEA method. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2021; Volume 1182, p. 012061. [Google Scholar]
- Triene Mathhow, J.; Zhao, F.; Suthejohn, W. Genetic Optimization for the Design of a Machine Tool Slide Table for Reduced Energy Consumption. J. Manuf. Sci. Eng. 2021, 3, 1–31. [Google Scholar]
- Ko, S.; Lee, D. Stiffness optimization of 5-axis machine tool for improving surface roughness of 3D printed products. J. Mech. Sci. Technol. 2017, 31, 3355–3369. [Google Scholar] [CrossRef]
- Abdelwahab, M.M.; Tsavdaridis, K.D. Application of Topology Optimisation to Steel Node-Connections and Additive Manufacturing. In Industrializing Additive Manufacturing: Proceedings of AMPA2020; Springer International Publishing: New York City, NY, USA, 2021. [Google Scholar]
- Kim, S.G.; Kim, J.H.; Kim, S.H.; Youn, J.W. Design optimization of the rib structure of a 5-Axis multi-functional machine tool considering static stiffness. J. Korean Soc. Manuf. Technol. Eng. 2016, 25, 313–320. [Google Scholar]
- Beamati, S.R.; Dabbagh, V.; Aminl, H.; Sarhan, A.A.D.; Akbari, J.; Shukor, M.H.A.; Ong, Z. Multi-objective selection and structural optimization of the gantry in a gantry machine tool for IMPROVING static, dynamic, and weight and cost performance. Concurr. Eng. 2016, 24, 83–93. [Google Scholar]
- Dimitrov, D.M.; Slavov, S.D.; Yordanov, K.K. Stiffness design of machine tools structures by topology management optimization approach. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019; Volume 564, p. 012071. [Google Scholar]
- Chan, T.C.; Reddy SV, V.S.; Ullah, A.; Roy, B. Effect of spatial moving structure and topology optimization of the CNC turning machine tools. Int. J. Adv. Manuf. Technol. 2023, 129, 2969–2987. [Google Scholar] [CrossRef]
- Chan, T.C.; Ullah, A.; Roy, B.; Chang, S.-L. Finite element analysis and structure optimization of a gantry-type high-precision machine tool. Sci. Rep. 2023, 13, 13006. [Google Scholar] [CrossRef] [PubMed]
- Stopper, G.; Douglas, S. Numerical Methods in Fine Element Analysis; Pretentice-Hall, Inch.: London, UK, 2010. [Google Scholar]
- Hu, S.; Gu, H. Lightweight design of beam based on finite element analysis of machine tool. Comb. Mach. Tool Autom. Process. Technol. 2020, 139–143. [Google Scholar]
- Bakker, C.; Zhang, L.; Higginson, K.; van Keulen, F. Simultaneous optimization of topology and layout of modifier stingers on shells and plates. Struct. Multi-Discip. Optim. 2021, 64, 3147–3161. [Google Scholar] [CrossRef]
- Jiang, S.; Jia, R.; Wang, J.; Gao, F. Research on Lightweight Design of Beam Structure of Double-column Vertical Lathe. Mod. Manuf. Eng. 2022, 4, 143–148. [Google Scholar]
- Liu, C.; Tan, F.; Wang, L.; Cai, Z. Research on Optimization Design of Column Structure for Dynamic Performance of Machine Tool. J. Mech. Eng. 2016, 52, 161–168. [Google Scholar] [CrossRef]
- Lu, J.; Sun, J. Principles of Metal Cutting and Tools; China Machinery Industry Press: Beijing, China, 2011. [Google Scholar]
- Wang, Z.; Li, T.; Chen, S. Mechanical analysis of direct drive a/c double swing angle heavy milling head. Mech. Des. 2012, 29, 83–86. [Google Scholar]
- Tang, W.; Yi, H.; Xing, Y. Structural analysis of machining center bed. Mech. Strength 1998, 20, 11–18. [Google Scholar]
- Dbouk, T. A review about the engineering design of optimal heat transfer systems using topology optimization. Appl. Therm. Eng. 2017, 112, 841–854. [Google Scholar] [CrossRef]
- Mirzendehdel, A.M.; Behandish, M.; Nelaturi, S. Topology optimization with accessibility constraint for multi-axis machining. Comput. Aided Des. 2020, 122, 102825. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | 38CrMoAl | QT600-3 | Alloy Structural Steel |
|---|---|---|---|
| Elastic modulus E (GPa) | 209 | 158 | 206 |
| Poisson’s ratio (μ) | 0.295 | 0.285 | 0.3 |
| Density (kg/m3) | 7266 | 7120 | 7850 |
| Name | fz (mm) | ae (mm) | ap (mm) | CFC | D (mm) | Z |
|---|---|---|---|---|---|---|
| Parameter value | 0.2 | 35 | 2 | 773 | 60 | 4 |
| Order | Natural Frequency/Hz | Description of Milling Head Vibration Mode |
|---|---|---|
| 1 | 84.32 | The milling head mainly composed of a universal gimbal rotates along the Z-axis and swings along the X-axis |
| 2 | 89.14 | The middle and lower ends of the milling head based on a universal gimbal swing left and right along the Y-axis |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, Y.; Liu, C.; Mu, H.; Jiang, H.; Xu, F.; Liu, Y.; Hu, Q. Analysis of Mechanical Characteristics of the Swing Angle Milling Head of a Heavy Computer Numerical Control Milling Machine and Research on the Light Weight of a Gimbal. Materials 2024, 17, 324. https://doi.org/10.3390/ma17020324
Cui Y, Liu C, Mu H, Jiang H, Xu F, Liu Y, Hu Q. Analysis of Mechanical Characteristics of the Swing Angle Milling Head of a Heavy Computer Numerical Control Milling Machine and Research on the Light Weight of a Gimbal. Materials. 2024; 17(2):324. https://doi.org/10.3390/ma17020324
Chicago/Turabian StyleCui, Youzheng, Chengxin Liu, Haijing Mu, Hui Jiang, Fengxia Xu, Yinfeng Liu, and Qingming Hu. 2024. "Analysis of Mechanical Characteristics of the Swing Angle Milling Head of a Heavy Computer Numerical Control Milling Machine and Research on the Light Weight of a Gimbal" Materials 17, no. 2: 324. https://doi.org/10.3390/ma17020324